3D printing lead
Helix Blog | Lead Screws in 3D Printer
With a 3D printer, product developers can quickly and cost effectively create actual physical parts of product designs directly from product design data. Just as a desktop printer produces type on a 2D page, a 3D printer builds a physical object in 3D space, layer by layer.
Rapid Prototyping 3D Multi-Material Printers
For many of today’s manufacturing organizations, 3D printers have become a fixture for the rapid prototyping of parts and products prior to their release for manufacture. With a 3D printer, product developers can quickly and cost effectively create actual physical parts of product designs directly from product design data. Just as a desktop printer produces type on a 2D page, a 3D printer builds a physical object in 3D space, layer by layer. The majority of 3D prints are used for design interrogation and evaluation purposes. Some parts produced on a 3D printer are production-ready. Still others serve as the basis for creating molds for investment castings.
The benefits of using a 3D printer to rapid prototype parts versus the historical practice of machining prototypes as preview parts is that it’s faster and less expensive. However, not all 3D printers are created equal. This article will examine the advantages of using precision engineered lead screws for driving linear motion control applications in 3D printing systems.
Lead Screws Outperform Belt Drives in 3D Printers
Many of the 3D printers on the market today utilize belt-drive technology, which results in inferior performance characteristics when compared to precision-engineered screws. With belt-drive technology, accuracy and repeatability can be issues because belt-drives simply have more play in them, delivering less-precise linear motion control than precision formed or
thread-rolled screws.
Because of the imprecision associated with belt-drive technology, 3D printers that use belt-drives for linear motion control output parts of less than optimal quality, with undesirable surface patterns, and with less resolution on certain types of part features, such as holes and cavities. Screws, on the other hand, provide higher levels of accuracy, repeatability, and performance when used in 3D printers. Thus, 3D printers that operate with lead screws output more precise, better quality parts.
Screws, on the other hand, provide higher levels of accuracy, repeatability, and performance when used in 3D printers. Thus, 3D printers that operate with lead screws output more precise, better quality parts.
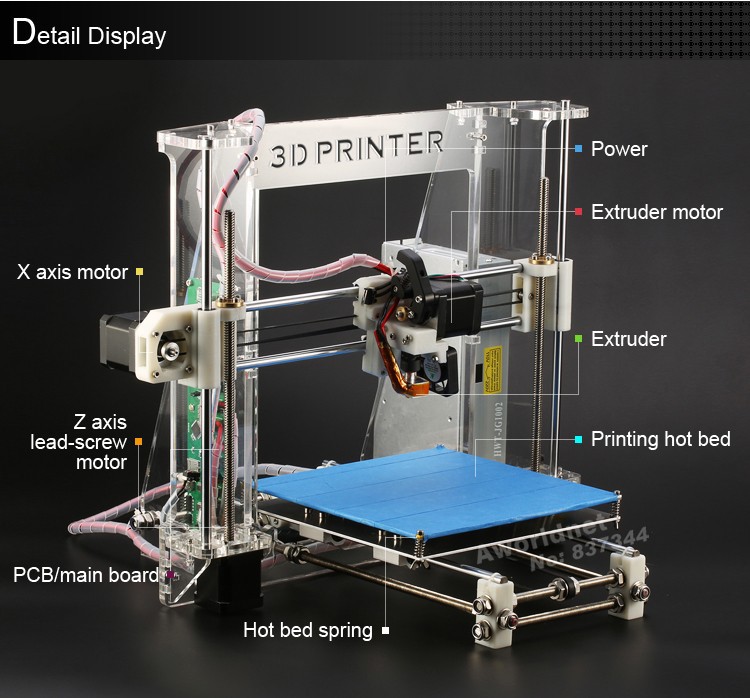
A Screw's Function in a 3D Printer
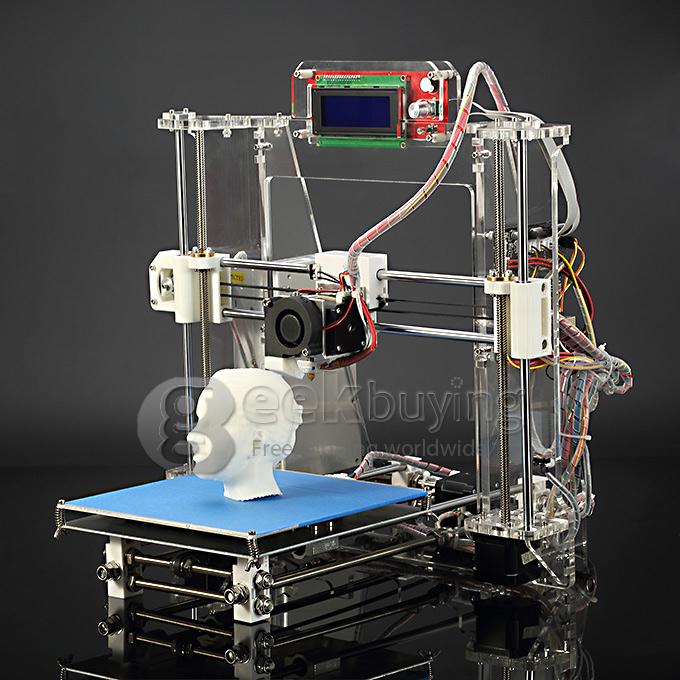
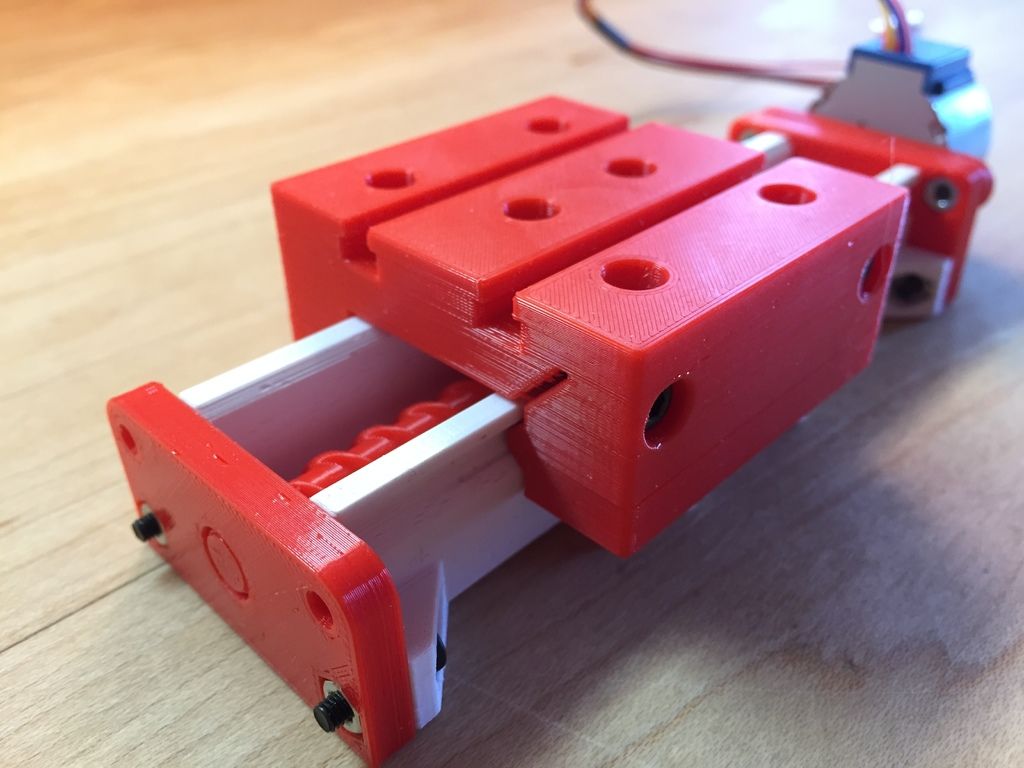
Within a 3D printing application, screws are typically driven by a stepper motor and guided by profile rails on the X and Y axes. Precision engineered acme nuts are connected to the carriage mechanism. All axes are actuated with a stepper motor- driven screw with an anti-backlash nut, and move along linear ball bearing guides.
An important advantage of the screw-rail configuration for controlling linear motion in 3D printers is that it requires a fraction of the number of components that are necessary for belt-driven 3D printers and takes much less time to assemble.
Compared to belt-drives, which deliver linear motion with repeatability of ±0.1 mm/m and a layer height of 100 microns in 3D printing applications, screws offer linear motion with repeatability of ±0. 02 mm/m and a layer height of 50 microns, making them a lot more precise and accurate for controlling 3D printer performance.
02 mm/m and a layer height of 50 microns, making them a lot more precise and accurate for controlling 3D printer performance.
Precision-grade screws have increasingly become the preferred option for low-cost, desktop 3D printers because they deliver the accuracy, repeatability, and performance that users demand - all at at an affordable price. In other words, 3D printer designers no longer need opt for belt drives for controlling linear motion in 3D printers just to keep the cost down. With precision-engineered screws, you can produce high-resolution parts while reducing cost.
Use Helix to Build Top-Performing, Cost-Effective 3D Printers
Contact Helix Linear Technologies to learn how you can use precision-engineered lead and acme screws to develop cost-effective, high-performance 3D printers and rapid prototyping systems. Helix offers a wide array of highly configurable lead and acme screw assemblies that can provide the accuracy, repeatability, and performance that you need to outperform other 3D printing systems on the market.
Download our "How Are Lead Screws Used in a 3D Printer?" Case Study
This 4 page case study includes more information about how screws control the precision needed for 3D printers.
Products
Lead Screws
Acme Screws
Lead Screw Nuts
Additional Reading
Are Lead Screws for You?
Lead Screw Actuators Enable World Class Rail Car Design
Additive Manufacturing
Shell reaps cost and lead time benefits of 3D printing obsolete parts
0Shares
Oil and gas giant Shell has worked with fiberglass reinforcement specialist Poly Products to reverse engineer and 3D print an obsolete part for one of its offshore installations.
Shell Nigeria turned to additive manufacturing to produce a seal cover for a mooring buoy at one of its offshore sites after the part became unavailable on the market, posing extensive cost and lead time issues.
Working with Poly Products, the team was able to shorten the lead time of the part from 16 weeks to just two and secure cost savings of 90 percent.
NLNG plant, operators working on-site at Bonny, Port Harcourt, Nigeria. Photo via Shell.Offshore 3D printing
Shell has been utilizing 3D printing for design prototyping and tooling purposes for more than a decade, having installed an in-house metal LPBF system at its Technology Centre Amsterdam (STCA). Over the last few years, the firm has ramped up its 3D printing operations to begin 3D printing end-use spare parts for its offshore sites.
As part of this mission, the firm is currently trialing digital twin technology at its Singapore refinery, and has instigated a number of global additive manufacturing projects within the energy sector.
For instance, Shell has previously deployed 3D printing to achieve notable cost reductions in its offshore operations around Nigeria, and has developed on-demand 3D printed impellers in tandem with fellow energy firm Baker Hughes with the potential to reduce delivery times by up to 75 percent. Last year, the company worked with manufacturing service provider 3D Metalforge to supply 3D printed heat exchanger parts to one of its offshore facilities in record time.
Last year, the company worked with manufacturing service provider 3D Metalforge to supply 3D printed heat exchanger parts to one of its offshore facilities in record time.
Shell’s STCA 3D printing facility has previously been awarded a best practice qualification by independent assessment firm LRQA, and earlier this year became the first company in Europe to obtain CE certification from a third-party authority for a part 3D printed in-house.
Shell’s additive manufacturing center. Photo via Shell.Overcoming lead time challenges
When Shell came to replace a polymer seal cover of a mooring buoy at one of its offshore installations in Nigeria, the firm found that the OEM no longer produced the parts. While not critical, the cover plates perform an important function and need to fit properly. As the part was no longer available, the firm was faced with replacing the entire metal assembly to which the cover plates are attached, which would have been costly and required the site to be shut down during the replacement.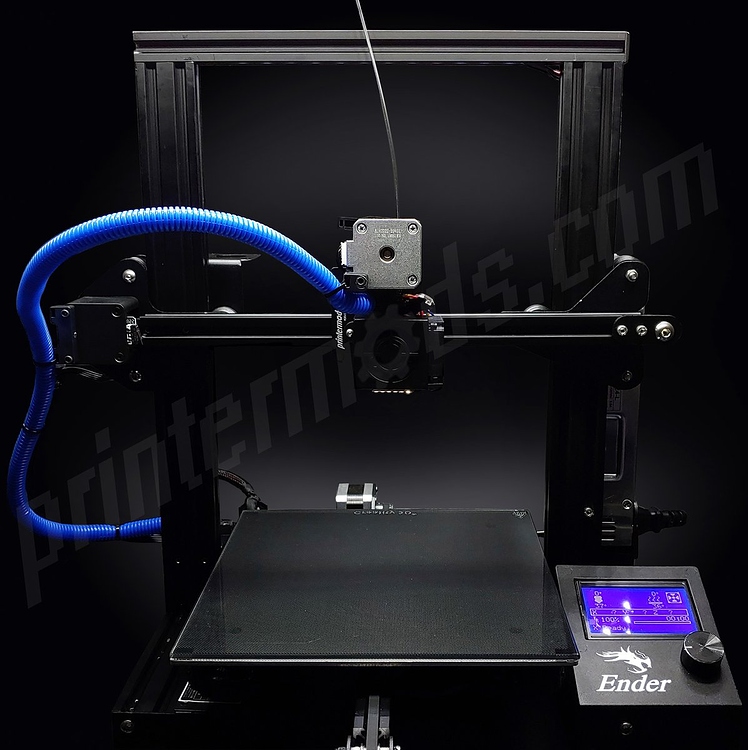
The lead time for replacing the cover plates is typically 16 weeks, and with the rainy season in Nigeria just around the corner, making a mold for the part was not a viable alternative. Shell therefore turned to 3D printing and began working with Poly Products to reverse engineer and 3D print the cover plates in the Netherlands.
The local team in Nigeria scanned the cover plates and the files obtained were then further reverse engineered by Poly Products’ engineers together with Shell’s project manager into a 3D printable file. The process of scanning, reverse engineering, 3D printing, and finishing the cover plates took just two weeks.
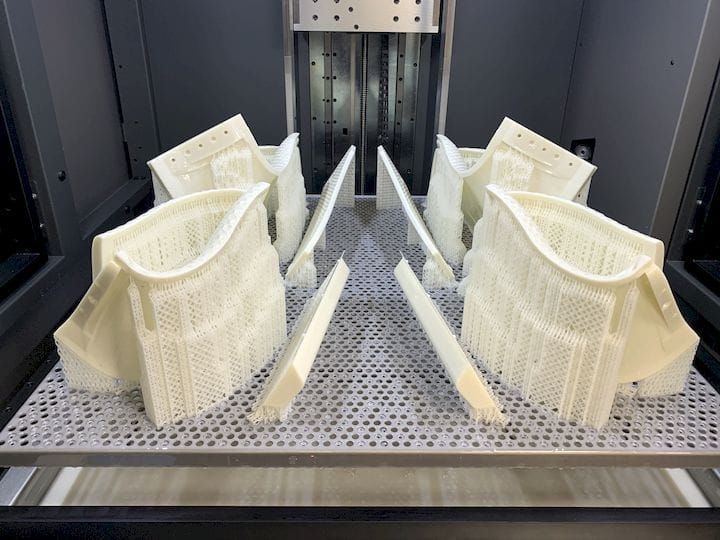
The parts were printed under Poly Products’ ENLARG3D label, under which the firm markets its large-scale polymer 3D printed products. Leveraging the company’s expertise in 3D printing reinforced plastic parts, the cover plates were printed in fiber-reinforced PETG using a CEAD Prime 3D printer. The printer’s 4×2 meter print bed was capable of printing the cover plates, which each span half a meter long. The parts were then finished with a fiberglass layer to make them waterproof.
The parts were then finished with a fiberglass layer to make them waterproof.
Achieving significant cost savings
Not only did the project deliver much faster lead times for the cover plates, but it also yielded substantial cost savings too. Shell estimates that 3D printing the parts turned out to be 90 percent cheaper than replacing the entire top structure of the mooring buoy, before factoring in the cost of shutting down the offshore site.
As a result, the success of the project has encouraged the firm in its vision of moving much of its inventory to digital warehouses in the future. Instead of stocking parts, which can be expensive and infeasible in many cases, the firm is looking to store 3D files digitally to allow the on-demand production of spare parts.
To this end, the firm is establishing a global network of qualified OEMs and service providers closer to its end users that can print spare parts where and when they are needed.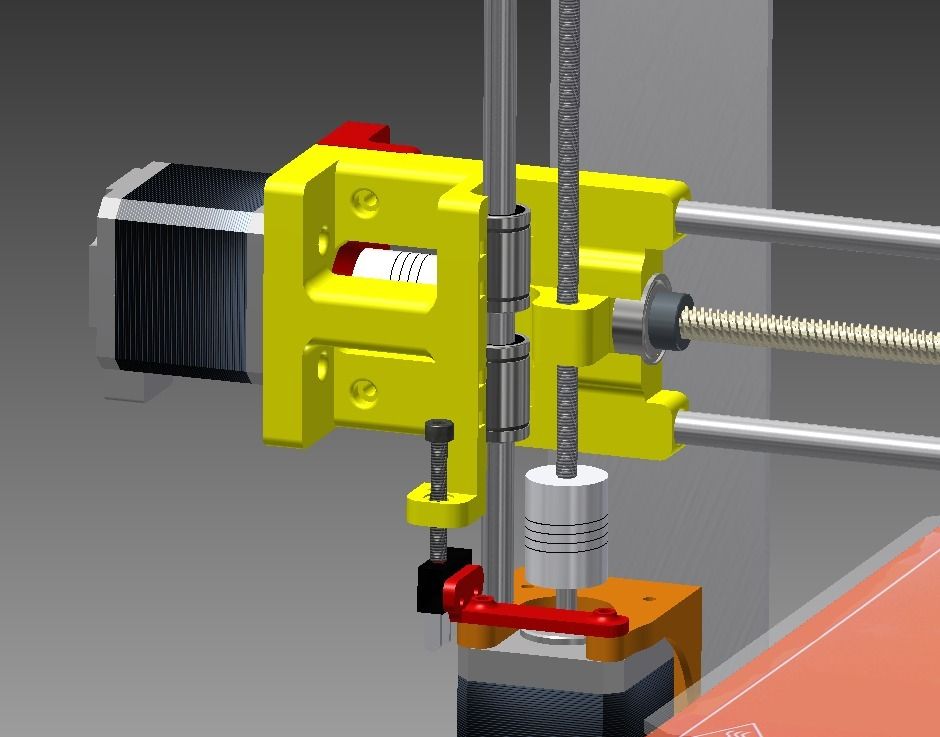 Through this, the firm hopes to reduce various supply chain delays and challenges.
Through this, the firm hopes to reduce various supply chain delays and challenges.
“You can’t have a 3D printing strategy where you optimize and produce in the global factory,” said Angeline Goh, 3D Printing Technology Manager at Shell. “You’d remain highly vulnerable in your long supply chain to get your parts to your end user, and your carbon footprint would remain high.
The CEAD Prime 3D printer at Poly Products/ENLARG3D. Photo via Poly Products.“That’s why we are explicitly looking at distributed manufacturing. Turning this vision into reality will take a collaborative effort together with all our partners in the supply chain.”
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter and liking us on Facebook.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Subscribe to our YouTube channel for the latest 3D printing video shorts, reviews, and webinar replays.
Featured image shows the 3D printed polymer seal covers. Photo via Poly Products.
Tags 3D Metalforge Angeline Goh Baker Hughes CEAD CEAD Prime LRQA Poly Products shell Shell Nigeria Shell STCA
Hayley Everett
Hayley is a Technology Journalist for 3DPI and has a background in B2B publications spanning manufacturing, tools and cycling. Writing news and features, she holds a keen interest in emerging technologies which are impacting the world we live in.
Metal 3D printing, metal 3d printer – 3dprofy
Turch October 21st, 2014
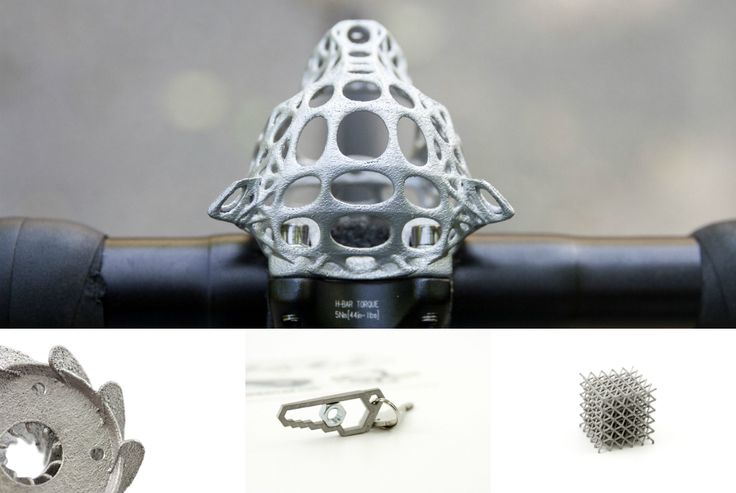
Modern 3D printers can work with a variety of materials. Many technologies involve the use of metal in powder form as a consumable.
Types of 3D printers that print with metal
Conventionally, all existing devices can be divided into three groups:
- Inkjet printers that work with plastic and low-melting metals, such as lead or tin.

- 3D printers based on metal powder with an adhesive. On the basis of such devices, prototypes are printed, which are subsequently subjected to additional firing. True, in terms of quality, such models are not very durable.
- 3D printers based on laser melting technologies. Such parts are widely used in industry. But the cost of such devices is high.
3D printing technology types
Metal powder is used in several technologies:
- SLS . With selective laser sintering, a small number of products are produced, prototype models are created.
- SLM . With selective laser deposition, metal particles are melted and welded, after which a rigid frame is formed. The production process is carried out in a vacuum chamber, which is filled with inert gases.
- EBM . In the electron beam melting process, metal powder is melted by exposure to electron beams. Based on this technology, parts and prototypes are created for the medical field, the aerospace industry, and the automotive industry.
Consider the features of each technology separately.
SLS
Selective laser sintering is based on high power laser emitters. During production, metal particles are sintered and form a three-dimensional model. In this case, sintering can be carried out without the use of binders. The model is created in layers: first, it is immersed in a photopolymer resin, the immersion depth directly depends on the layer depth. A metal powder of a certain thickness is first applied to the model, while the computer design indicates which parts of the model will be processed by the laser.
Powder printing leaves unused material that can be used as a support surface for the next layers of the 3D model. This approach allows you to save on the printing process. A significant drawback of parts created on the basis of SLS is the porous structure of models that need to be increased in density and strength.
SLS printers
Selective laser sintering uses sPro model printers.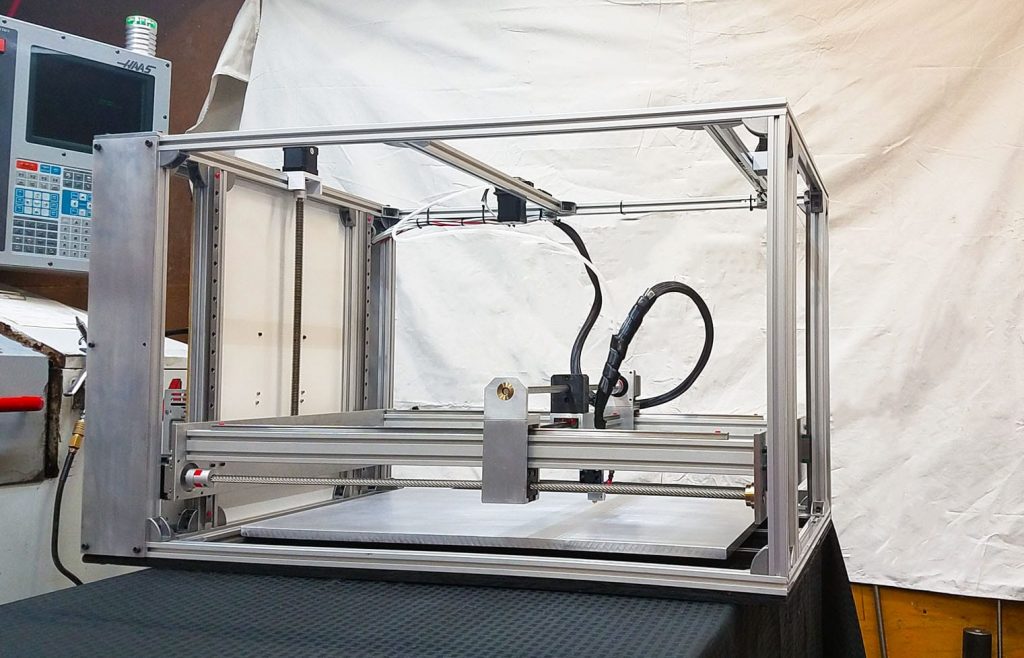 Thanks to the modular architecture, special packages can be added to the device, systems that allow you to expand the functionality of each printing process. 3D printers show the best print speed, accuracy and high quality of products sPro 140 / sPro 230 . They work on SLS technology, so they can create parts of even the smallest sizes, while they will be carefully detailed.
Thanks to the modular architecture, special packages can be added to the device, systems that allow you to expand the functionality of each printing process. 3D printers show the best print speed, accuracy and high quality of products sPro 140 / sPro 230 . They work on SLS technology, so they can create parts of even the smallest sizes, while they will be carefully detailed.
Based on the sPro 140 3D printer, you can create mass production prototypes quickly. At the same time, the material will be rationally consumed during the printing process, and excess metal powder will be removed in a timely manner. In the basic version, the printer is equipped with a scanning system.
The technological features of the device are as follows:
- high quality and detailed work chamber,
- automatic metal powder feeding system,
- smooth surface and high product resolution,
- product strength and ability to withstand heavy loads.
Based on this 3D printing method, models of future aircraft cockpits, business equipment, electrical appliances and so on are being developed.
SLM
Selective laser melting technology involves the melting of metal powders under a laser beam. The platform on which the material is applied gradually descends, forming layers of the future three-dimensional part. This technology uses Pro series printers. The X100 is the most compact model that can quickly create chemically clean metal or ceramic products. The creation of the part is based on the melting of fine dispersion powders layer by layer. The device can be controlled both from a PC and from a workstation.
The ProX 100 (Phenix PXS) DENTAL printer is used to create a dental product. Based on it, you can create fixed prostheses or other accessories necessary for medicine. In the middle price category is the ProX 200 printer, which in terms of its functions is in no way inferior to other models. Based on it, you can create small products from metal powder. The largest printer in the series is ProX 300 (Phenix PXL) .
Based on it, you can create small products from metal powder. The largest printer in the series is ProX 300 (Phenix PXL) .
EBM
This technology involves the creation of three-dimensional models by means of electron beam melting. Its distinguishing features include:
- high resolution and detail in every piece, The
- uses inexpensive materials in the printing process.
And despite the complexity of the process, it is more efficient and convenient. The first printers for this technology were created by Arcam. They allow the production of orthopedic implants, which are durable, wear-resistant, light. Titanium alloys are used to create them. Several devices can be distinguished in the Arcam printer series.
With the Arcam A2 printer, you can create metal parts for industrial production based on titanium alloys. The dimensions of the future product, its diameter and height depend on the dimensional features of the working chamber. The Arcam Q10 is used to print orthotics, with all unused material collected and recycled. If the work is carried out at a high temperature level, you can use the Arcam A2X printer.
The Arcam Q10 is used to print orthotics, with all unused material collected and recycled. If the work is carried out at a high temperature level, you can use the Arcam A2X printer.
Metal 3D Printing Prospects
Metal-based 3D printing is growing rapidly. So, many large companies and concerns are used in their development activities based on such technologies. Thanks to the cost-effectiveness, practicality and thoughtfulness of the use of consumables based on melting and sintering methods, various parts are mass-produced.
On the other hand, industrial 3D printers that work with metal are very expensive. Therefore, the cost of such processes will be rather big. To reduce the cost of the printing process, companies go to tricks and create innovative materials. For example, in Japan they came up with a printer Mini Metal Maker which works on metal clay. This material harmoniously combines the smallest particles of metal, water and an organic binder. The product is molded and then fired. This material is used, for example, when creating sculptures or jewelry.
The product is molded and then fired. This material is used, for example, when creating sculptures or jewelry.
EOSINT can be noted among modern metal printer models. Based on it, you can get high-quality metal products in just a few hours, without the need for additional processing. Models of this device are widely used in foundries, where sand molds are created to produce metal castings.
(Solution available) Can the Ender 3 print food safe?
Creality-ender-3 safety food
I was looking into making a replacement part for a kitchen blender that had a broken part. I found this page which talks about what makes printed food safe. One of the items mentioned was:
...brass extruder may contain lead and lead contamination can cause some nasty health problems. ...
I have an Ender 3 and have not changed the nozzle yet. How can I determine if my printer is capable of producing food-safe prints in its current state?
@ifconfig, 👍4
Talk
3 answers
Best answer:
▲ 8
One certifying agency out there (and their certification services for them) is TÜV Süd, the other is SAI global. A brief description of GFSI can be found here. Tell yourself the standards you want to apply! Stack cannot provide legally binding answers.
A brief description of GFSI can be found here. Tell yourself the standards you want to apply! Stack cannot provide legally binding answers.
Ender 3 is not food approved (and cannot be used out of the box) due to lack of certification. In the design that comes out of the box, you need to replace a lot of parts with food rated parts:
- The entire print head/table needs to be replaced with food rated parts due to the unknown exact composition. They may contain prohibited materials. As a result:
- You will need an all-metal hotend that can be taken apart for cleaning according to standards if necessary.
- You will need a PTFE food tube.
- You will need a food grade stainless steel nozzle.
- The extruder gear must also be made of stainless steel.
- You will need to add some detail to keep bits/flakes of filament from the extruder out of the printable area as they can act as contaminants or carry germs.
- Similar precautions must be taken for wheels on a hot end carriage, as they may break.
- Since you are adding a certain amount of air to your print, you will most likely need to print in a protective atmosphere to make sure the print is free of germs.
- We don't know the composition of the build platform so you will need to replace the back with something food grade.
- You will need to process your prints as smoothly as possible, especially because of the small edges at the layer boundaries that can and will act as places for germs to grow.
- This can be achieved with a material that can somehow be smoothed out.
- As an alternative, a food safe sealing varnish/coating can help here.
Food grade printed plastics are not necessarily food safe due to the quality or blend of the material. PLA and ABS can be made food safe, but usually is pure material. Usually we don't know what kind of fillers or dyes are in our yarn. The heating process can lead to the destruction of paints or fillers, which in turn can make it unsafe.
If you want/need a set of stones, you can use indirect production: you don't print the actual object, you print the form that creates the actual object. Clay and other ceramics are very easy to make food safe and can be molded with plastic molds.
There is also another way to ensure food safety in a 3D printed container, which is to check where the food will actually come into contact. For a lunch box, this is the inside. We could line this up inside with a food-safe surface, for example by placing a steel cup in our plastic cup holder. Accessories such as a cup holder or a decorative container for the actual food container do not have to comply with the food packaging regulations themselves.
I know that all this applies to industrial food production. The primer given in the question includes the point in time the product comes into contact with food - if there is only a short exposure, you can get away with , but that doesn't make it certified food safe. Another good read in this regard is this short discussion about pros and cons.
Another good read in this regard is this short discussion about pros and cons.
, @ Trish
▲ -2
Yes, you need to change the brass cap, it contains lead. If you plan to print in PLA, don't do it because the PLA filament we use in the 3D printer is not food safe, it contains some nasty color dyes which are not food safe. Let's take a look at some of the specialty food-safe threads available on the market. I think the extruder gears are also made of brass. Consider also changing them. Steel extension gears are available in the market as below
, @ Himanshu
▲ -4
Parts printed in pla are food safe as pla is usually made from corn starch. However, most 3D printed parts will not be food safe as they have many crevices where bacteria can grow.