Solid 3d printer
Solid Print3D
1. Markforged Printers
Printing in continuous Carbon Fibre and Metal, Markforged are leading the way in replacing traditional expensive manufacturing by increasing speed & reducing cost. Markforged utilise the latest in cutting edge materials science, cloud computing & industry to design to create holistic systems that provide parts with incredible strength and stiffness.
Explore Markforged Printers
2. Formlabs Printers
Formlabs develops innovative and sophisticated fabrication tools for professional artists, designers, and engineers with superior resolution & detail. The Form 3 & Form 3L are reliable, high performance printers and the form wash & form cure automate a traditionally difficult process. Formlabs are the desktop SLA brand to work with.
Explore Formlabs Printers
3. Ultimaker Printers
Ultimaker, founded in 2011, take great pride in supporting Open Source filaments (meaning you can print with any filament you wish). Ultimaker are releasing new printers, new filaments & forging new relationships with industry leading Chemical companies keeping them ahead of the curve and with a myriad of potential applications.
Explore Ultimaker Printers
4. Raise3D Printers
With a 400% year-to-year growth rate, Raise3D is quickly becoming the fastest growing 3D Printing company on earth. Offering large format printing for incredible value for money Raise3D is setting the benchmark in this sector. With a £ per cubic cm typically 1/2 the price of other FDM machines Raise3D will allow you to produce huge prints for a minimal price.
Explore Raise3D Printers
5. Bigrep Printers
Bigrep is changing the landscape within large scale manufacturing. Founded 2014 Bigrep can print models up to 1m3. A professional 3D Printer aimed at the Automotive, Aerospace, Furniture, Robotic and Architecture markets, Bigrep are leading the way in large format 3D printing. If you want to print large objects Bigrep are worth checking out.
Explore Bigrep Printers
6. Sindoh Printers
Sindoh printers were established in 1960 and have a long and proud history of manufacturing electronic equipment. Sindoh launched their first 3D printer in 2016 and have since released 5 products, with 2 more on the way in 2019. Sindoh offer FDM printers, with both single & dual head configurations.
Explore Sindoh Printers
7. Pocket NC
The Pocket NC is a small compact 5 axis Desktop CNC machine. In 2 variations able to cut Aluminium or Steel up to 100mm ³. Pocket NC were inspired by how 3D printing was evolving engineering. Pocket NC decided to create and develop a new 5- axis CNC axis machine for every engineer to have on their desktop.
Discover Pocket NC
8. Peel 3D Scanners
Peel 3D Scanners provide professional-grade handheld 3D scanning in its purest form. Simply create high-quality 3D scans of small or large objects whilst keeping your project on a budget. These 3D Scanners can scan most items directly without any preparation as they recognise the shape of objects automatically. Trying to scan something very smooth? No problem! It is also possible to use stick-on markers in order to scan the flattest surfaces.
Trying to scan something very smooth? No problem! It is also possible to use stick-on markers in order to scan the flattest surfaces.
Explore 3D Scanners
Solid Solutions | A Trimech Company
Printed Solid joins the Prusa family
Our team has grown bigger again! This has been in the works for quite some time and it’s great I can finally announce it – Printed Solid, Inc., becomes part of the Prusa family! They are a well-known and highly regarded US-based distributor of 3D printers and accessories, and more importantly, I’ve known Dave Randolph for years. We must have attended at least 30 shows together and I can call him a friend. His amazing team will help to improve the availability of Original Prusa 3D printers, parts, accessories and services beyond the “big pond.” We have already started with the enterprise, government and educational sectors. In the near future, we want to offer 3D printer maintenance services to all customers in the US.
Just please, everyone, be patient. We finished the acquisition and the first round of training but it will take time to get everything up and running so the team will be able to sustain the same load as we can do in our HQ.
I recommend visiting Printed Solid’s website and subscribing to the newsletter if you want to receive all the latest information about this topic.
Better services and availability
One of the cornerstones of our company is its close relationship with 3D printing communities. There’s Printables.com, a massive library of 3D models for everyone with community contests, we have also incorporated various community tweaks and fixes into our firmware releases, many of PrusaSlicer’s features are based on user requests… the list goes on. I still love to follow various 3D printing groups and sometimes even join active discussions, even though I barely have time to browse Facebook and Twitter these days. But every time there’s an opportunity to attend a 3D printing expo or trade fair, I try to take it – even though it often means spending dozens of hours in airports and airplanes. 🙂
🙂
This week we’re showcasing our machines at RAPID+TCT 2022. It is the first time I’m visiting the U.S. after two years because of the pandemic, so I’m really excited to meet some of you in person!
Being in continuous contact with US-based 3D printing communities and customers also means that we know about frequently-discussed themes. One of the major ones is the availability of our products and services – ordering something from a small country in the middle of the big ol’ continent isn’t always convenient (especially smaller parts), although we managed to push down delivery dates to 2-3 days while keeping very good shipping prices. This is the case where a local representative has an undeniable advantage. And we figured that joining forces with an existing, well-established company with a great reputation among community members and deep knowledge of the industry, would be the best course of action.
Together with Printed Solid, we aim to expand the scope of our activities in the US and improve the availability of our products and services. We’ll be rolling out these changes gradually in the upcoming months.
Changes in Printed Solid?
A US-based office was our intention for a long time and I’m truly happy that we finally made it a reality. What’s more – we’re not starting from scratch, but we have joined forces with a very talented team. And pretty much everything about it remains the same – David Randolph is still the CEO and Printed Solid will continue to produce their popular Jessie filaments, 3D printer enclosures and sell third-party 3D printer accessories.
Printed Solid is actually looking to expand both the staff and storage capacities in 2022, so we can stock up the US-based warehouse with our 3D printer components and accessories – the small parts that suffer from the shipping costs and delivery dates the most. Believe me, we would like to start on a much larger scale, even with printers, but the current supply chain crisis affects us for more than a year, so we have to be patient.
Believe me, we would like to start on a much larger scale, even with printers, but the current supply chain crisis affects us for more than a year, so we have to be patient.
We will have more news for you in the upcoming months, stay tuned!
Happy printing!
What is the most durable material for 3D printing?
3DPrintStory 3D printing process What is the most durable material for 3D printing?
While the 3D printing process seems like a great alternative to traditional manufacturing methods, the parts produced can be fragile and unusable. As a rule, this is the result of using standard materials that are not designed for strength and durability. But there is a solution: use durable materials! Durable 3D printing materials can greatly enhance your options, as you can print parts and assemblies for small projects without fear of breakage.
In this article, we'll take a look at the three most durable types of 3D printing materials. However, before that, we will take a closer look at what strength means in terms of filament materials.
What is strength and how do we evaluate it?
The strength of a material can be measured and evaluated in different ways. In this article, we will mainly use tensile strength (stress before something breaks). We will list the tensile strength of each 3D printing material in pounds or pounds per square inch (PSI).
Despite the obvious number of pounds the material can support, there is still a margin of error depending on how the part was printed. We've compiled research from a variety of sources to make sure these three materials are the strongest.
You must also understand that the material itself is not the only factor that affects the strength of the finished product. The design itself, post-processing and the 3D printing process also affect the strength of the part.
Polycarbonate
Polycarbonate (PC) is considered by many manufacturers and reviewers to be the strongest 3D printing filament available. In particular, it is possible to achieve high strength of polycarbonate products by 3D printing with an all-metal hot end and a 3D printer in a case that is isolated from the influence of the external environment.
Some Numbers
Airwolf 3D has come to the conclusion after many filament tests that polycarbonate is the best choice of durable filaments for desktop 3D printers. They were able to hang up to 685 pounds on a polycarbonate printed hook and found that this material had a tensile strength of 9800 psi. In contrast, the same part printed in PLA could only support 285 pounds.
Using a similar test, MatterHackers studied the tear strength of this type of thread, as well as a number of other materials. They were able to hang an average of 409 pounds on the polycarbonate hook, while the PLA parts had a significantly lighter average weight of just 154 pounds.
Finally, renowned 3D printing YouTuber Thomas Sunladerer reviewed several polycarbonate materials and gave very positive feedback on the strength of the material.
3D printing with polycarbonate
It is worth noting that the quality of 3D printing with polycarbonate is not very good. Compared to other materials, protrusions and small details may not turn out as well as using the same PLA.
According to Rigid.Ink, polycarbonate is mostly sold in clear. This 3D printing material has excellent heat resistance as well as impact resistance. But note that you will have to print at high temperatures. As mentioned above, it is better to use an enclosed 3D printer and a solid metal hotend.
Pros of polycarbonate : extra strong, excellent thermal and impact resistance.
Cons of polycarbonate : does not cope well with protrusions and small details of a 3D model, requires a body and an all-metal hot end, a limited number of colors.
Nylon
Next on our list of durable 3D printing materials is nylon. This material is considered by many to be the most reliable for desktop 3D printers. Nylon is inferior in strength to polycarbonate, but still clearly stronger than other competitors such as PLA and ABS.
Some numbers
A hook printed with nylon (910) thread had a breaking strength of 7,000 psi, while the same ABS hook only had a strength of 4,700 psi, according to Airwolf 3D. Airwolf 3D also noted that the nylon filament-printed clip holds 485 pounds.
MatterHackers posted similar results and noticed that a hook printed with their NylonX material can hold an average of 364 pounds before it breaks. Rigid.Ink also reviewed some nylon threads and gave them a four out of five rating for strength and a five for durability. For comparison: the strength and durability of PLA is three conventional units.
Nylon 3D printing
Nylon is slightly easier to print than polycarbonate, but it's still not PLA. Nylon filament is quite hygroscopic, so it must be kept dry and requires a high printing temperature of 220-270°C. This material is prone to slight warpage, but is also resistant to impact, fatigue, and high temperature.
Nylon filament is quite hygroscopic, so it must be kept dry and requires a high printing temperature of 220-270°C. This material is prone to slight warpage, but is also resistant to impact, fatigue, and high temperature.
Nylon pros: impact resistance, fatigue resistance, heat resistance, easier to print than polycarbonate.
Nylon 9 cons0042 : hygroscopic, warping, very high hot end temperature required.
Composites
Finally, composite threads, although not essentially a single material, can be extremely strong. Composites are threads with certain additives that affect the properties of the material, including to increase strength. The names of these threads usually have the words "pro", "reinforced" (reinforced) or "infused" (infused), since they are usually a mixture of different materials.
For this reason, it is impossible to assess where the composite fibers are compared to the two previous materials. Some composites, such as Carbonyte, can compete with nylon threads for strength, while some composites are less durable.
It all depends on what the composite thread consists of. Durable is usually a high strength material such as nylon impregnated with another high strength material such as carbon fiber or glass.
Speaking of carbon fiber, this is also a very strong filament that is sometimes used for 3D printed bicycles. However, some composite fibers are stronger than many pure carbon fibers, so they are not in the top three, but deserve special mention as composite fibers.
Some numbers
We will use carbon fiber nylon and glass fiber nylon threads as examples. MatterHackers has determined that hooks printed on these materials can hold an average of 349and 268 pounds respectively.
Rigid.Ink gave the fiberglass nylon filament four out of five ratings for strength and five for durability. They also gave the carbon fiber nylon a five out of five rating for both strength and durability. In comparison, PLA and ABS were in the top three for strength.
3D printing with composites
Composites vary in the way they are 3D printed, but they are generally relatively similar to their base material. Durable composite fibers are usually made from nylon, so you'll have to print at fairly high temperatures. These threads are also quite expensive.
Durable composite fibers are usually made from nylon, so you'll have to print at fairly high temperatures. These threads are also quite expensive.
Advantages of composites : This is a combination of several materials to achieve the best possible properties, durable.
Cons of composites: Expensive, requires high 3D printing temperatures.
90,000 strength of 3D printer products-Studia3D05/10/2018 in the expert’s blog, instructions
UDC 67.02, 620.172.2, 004.9
Study of the strength characteristics of the model material obtained by the FDM printing using ABS-plastic.
Kamonichkina Natalia Vladimirovna
Master of the 1st year N.E. Bauman
Supervisor: I.V. Kocheshkov
Candidate of Technical Sciences, Associate Professor of the Department of Materials Processing Technology”
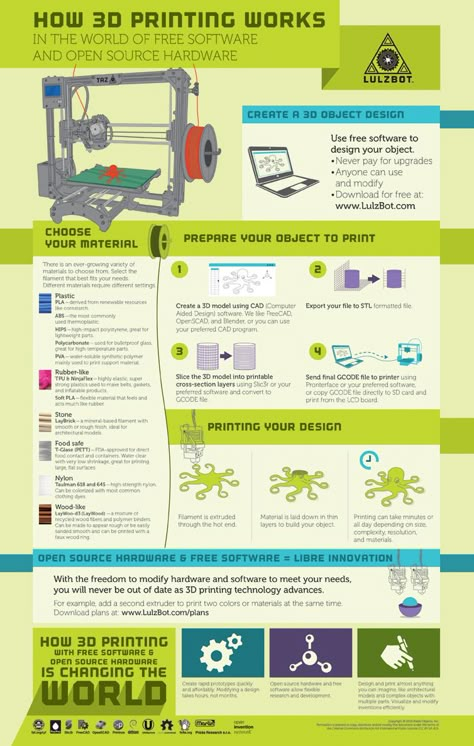
Additive technologies are currently one of the most dynamically developing areas of "digital" production. This type of technology has great prospects in the production of engineering products and repair work. Additive technologies are based on the use of 3D printers [1]. Of the seven basic principles of the 3D printing process noted in [1], today the most widespread is the extrusion of a material that is selectively fed through a nozzle or jet. This type of 3D printing in the technical literature is called FDM printing (Fused Deposition Modeling).
This type of technology has great prospects in the production of engineering products and repair work. Additive technologies are based on the use of 3D printers [1]. Of the seven basic principles of the 3D printing process noted in [1], today the most widespread is the extrusion of a material that is selectively fed through a nozzle or jet. This type of 3D printing in the technical literature is called FDM printing (Fused Deposition Modeling).
The widespread use of FDM printing is due to the relative cheapness of this type of 3D printers and wide technological capabilities in the production of various types of products. However, it cannot be argued that the strength characteristics of the material of parts obtained using FDM printing correspond to the strength properties of the material of the threads that are used in this case. The application of alternating layers by sequential deposition of filaments leads to the formation of a multilevel physical structure of the material. The formed structure may differ in the anisotropy of properties relative to the direction of laying the threads, the difference in the thicknesses of the stacked layers, the presence of various types of defects, and the peculiarity of the mechanisms of material destruction. The factors listed above affect the strength characteristics of the resulting materials.
The formed structure may differ in the anisotropy of properties relative to the direction of laying the threads, the difference in the thicknesses of the stacked layers, the presence of various types of defects, and the peculiarity of the mechanisms of material destruction. The factors listed above affect the strength characteristics of the resulting materials.
The most common materials for FDM printing are plastics. An example of a plastic commonly used in 3D printing is ABS plastic. Therefore, the purpose of this work is to study the strength characteristics of the material obtained by FDM printing using ABS plastic.
Description of the procedure and conditions for the preparation of samples.
The material obtained by FDM printing may have a different structure, but it will necessarily consist of a set of volumes with unidirectionally laid threads. This is determined by the technological features of the implementation of FDM printing. Therefore, in order to determine the strength properties of the material obtained by FDM printing, it is necessary first of all to study the strength of the model material with unidirectionally laid threads. In order to evaluate the strength characteristics of the material and the anisotropy of the properties of the test, it is necessary to carry out tests along and across the direction of laying the threads.
In order to evaluate the strength characteristics of the material and the anisotropy of the properties of the test, it is necessary to carry out tests along and across the direction of laying the threads.
The shape and dimensions of specimens for tensile tests were taken in accordance with GOST 11262-80 “Plastics. Tensile test method”. For research, a sample of the second type was chosen (Fig. 1). 3D printing was carried out using ABS+ plastic monofilament from StrimPlast, supplied according to the Specifications - TU 2291-001-24687042-2016. In accordance with these specifications, the monofilament must have a tensile strength of at least 47 MPa and printing must be carried out in the temperature range of 220-250 0 C.
Fig.1 Sketch of a specimen for tensile testing.
3D printing allows you to immediately produce samples for testing tensile strength, bypassing the stages of obtaining a primary blank and subsequent cutting of samples from it. The thread laying order (G-code) was prepared in the Simplify3D version 4.0 program according to GOST 20999-83 “Numerical control devices for metalworking equipment. Coding information of control programs”, taking into account the location of the threads in the working part of the sample along or across the direction of stretching. FDM printing was carried out on a PicasoDesignerPro250 3D printer with an extruder nozzle diameter of 0.3 mm.
The thread laying order (G-code) was prepared in the Simplify3D version 4.0 program according to GOST 20999-83 “Numerical control devices for metalworking equipment. Coding information of control programs”, taking into account the location of the threads in the working part of the sample along or across the direction of stretching. FDM printing was carried out on a PicasoDesignerPro250 3D printer with an extruder nozzle diameter of 0.3 mm.
Before printing, to improve the adhesion of the material, the table was covered with a special The3D binder. The temperature of the table was 110 0 C, and the temperature of the extruder nozzle was 240 0 C. Printing was carried out in three modes:
- stacked layer of thread h sl =100 microns;
- Mode 2 : at extruder nozzle speed V s =45 mm/s and the thickness of the stacked layer of thread h sl =150 µm;
- Mode 3 : at the speed of movement of the extruder nozzle V s =60 mm/sec and the thickness of the stacked layer of thread h sl =200 µm;
The obtained specimens were tested for tension at the rate of extension of the clamps of the testing machine corresponding to 1±0. 5 mm/sec (the minimum rate of extension of the clamps of the testing machine provided by GOST 11262-80).
5 mm/sec (the minimum rate of extension of the clamps of the testing machine provided by GOST 11262-80).
Discussion of the obtained experimental data.
Experimental data on the results of testing the material obtained by FDM printing using ABS, along and across the filament laying, are shown in fig. 2. From the presented data, it can be seen that the tensile strength of the material obtained by all three 3D printing modes in the direction of laying the threads is close in its values and is at the level of 31-33.5 MPa. If we use the manufacturer's data on the strength of the monofilament used in FDM printing (47 MPa), then these values are approximately 31% lower. However, in order to conduct a more correct comparison of the strength levels of these two materials, it is necessary to clarify to what extent the conditions for testing monofilaments coincide with the conditions for their loading in the model material.
The strength of the model material across the threads is much lower and depends more on the FDM printing modes (Fig. 2). The speed of movement of the extruder nozzle in combination with the thickness of the laid layer affect the adhesion strength of the threads. This is due to the spread of heat from the nozzle into the material. At high print speeds, less heat is transferred to the plastic at any given point in time than at low speeds. If you print a small layer at a low speed, then too much heat may be given off. This will increase adhesion, but there will be a possibility of defects in the form of plastic sagging. Conversely, if you are 3D printing with a thicker layer at high speed, there may not be enough heat to form good adhesion between the filaments.
2). The speed of movement of the extruder nozzle in combination with the thickness of the laid layer affect the adhesion strength of the threads. This is due to the spread of heat from the nozzle into the material. At high print speeds, less heat is transferred to the plastic at any given point in time than at low speeds. If you print a small layer at a low speed, then too much heat may be given off. This will increase adhesion, but there will be a possibility of defects in the form of plastic sagging. Conversely, if you are 3D printing with a thicker layer at high speed, there may not be enough heat to form good adhesion between the filaments.
This assumption is confirmed by the obtained experimental data (Fig. 2). In mode 1 (minimum printing speed and thickness of the stacked layer), the strength of the model material across the laying of threads is maximum and amounts to 20.2 MPa (67% of the material strength along the laying of threads), in mode 2 - 14 MPa (41% of the material strength along laying of threads) and in mode 3 - 15. 9 MPa (51% of the strength of the material along the laying of threads). That is, when switching from mode 1 to mode 2 of 3D printing, there is a decrease in tensile strength of samples with cross-laid filaments, as a result of a stronger influence of the increased thickness of the stacked layer of filaments than an increase in printing speed. And when switching from mode 2 to mode 3, the increase in printing speed has a predominant effect, which leads to a slight increase in the strength of the material (Fig. 2).
Fig. Fig. 2 Dependence of tensile strength σ р of the model material with longitudinal and transverse filament laying, obtained in different modes of 3D printing (Mode 1 – V s =30mm/sec, h sl =100 µm; Mode 2 – V s =45 mm/s, h sl =150 µm Mode 3 - V s =60 mm/s, h sl =200 µm have a different type of tensile diagram and fracture surface. If the tensile diagram of samples with transverse filament laying has a characteristic form for brittle fracture, then on the tensile diagram of samples with longitudinal fiber laying, after a slight decrease in the tensile force, after reaching a maximum, its gradual decrease is observed until the moment of sample failure.
Fig. 3 The nature of the destruction of samples with transverse (a) and longitudinal (b) laying of threads.
Samples with transverse fiber laying (Fig. 3a) have an absolutely flat fracture surface, while specimens with longitudinal fiber laying (Fig. 3b) have a developed fracture surface. When examining these fractures with an optical microscope, it can be seen that the destruction of the material with transversely laid fibers occurs in one plane (Fig. 4a) along the surface of the laid filaments. The fracture of the model material with the longitudinal laying of fibers (Fig. 4b) has a developed character. Fracture proceeds in different planes, and both areas of damage accumulation and flat zones characteristic of the main crack propagation are observed at the fracture.
Fig. Fig. 4 Fracture view of samples with transverse (a) and longitudinal (b) laying of threads.
Conclusion
- For the model material obtained by FDM printing using ABS plastic, when laying threads along the load application direction, no dependence of tensile strength on 3D printing modes was revealed.
 The strength in all printing modes was 31-33.5 MPa, which is approximately 31% lower than the strength of monofilaments declared by the manufacturer.
The strength in all printing modes was 31-33.5 MPa, which is approximately 31% lower than the strength of monofilaments declared by the manufacturer. - The strength of cross-laid pattern material is 41-67% of the strength obtained when tested along the fibers. This strength depends on the modes of 3D printing. The maximum value - 20.2 MPa - was obtained in mode 1, at the speed of movement of the extruder nozzle V s = 30 mm/sec and the thickness of the stacked layer of thread h sl = 100 μm, and the minimum value - 14 MPa - is observed in the mode 2, at V c =30 mm/sec and h sl =100 µm.
- Samples of model material with longitudinal and transverse laying of threads have a different nature and type of fracture surface:
- during their transverse laying, an absolutely flat fracture surface is observed along the junction of the deposited threads, and, therefore, the amount of adhesion between them is the most important factor affecting the strength value;
- during their longitudinal laying, the fracture of the material has a developed character, both with areas of damage accumulation and with zones of main crack propagation.
Learn more