Resin dlp 3d printer
Guide to Resin 3D Printers
There are many 3D printing processes on the market. Getting familiar with the nuances of each helps to clarify what you can expect from final prints to ultimately decide which technology is suitable for your particular application.
Stereolithography (SLA) and digital light processing (DLP) 3D printing are the two most common processes for resin 3D printing. Resin printers are popular for producing high-accuracy, isotropic, and watertight prototypes and parts in a range of advanced materials with fine features and smooth surface finish.
While these technologies were once complex and cost-prohibitive, today’s small-format desktop SLA and DLP resin 3D printers produce industrial-quality parts at an affordable price point and with unmatched versatility thanks to a wide range of materials.
Both processes work by selectively exposing liquid resin to a light source—SLA a laser, DLP a projector—to form very thin solid layers of plastic that stack up to create a solid object. While very similar in principle, the two technologies can produce significantly varying outputs.
In this in-depth guide, we walk through the details of the two resin 3D printing processes and explore how they compare in terms of resolution, accuracy, build volume, speed, workflow, and more.
Sample part
See and feel Formlabs quality firsthand. We’ll ship a free sample part to your office.
Request a Free Sample Part
Desktop SLA 3D printers contain a resin tank with a transparent base and non-stick surface, which serves as a substrate for the liquid resin to cure against, allowing for the gentle detachment of newly-formed layers.
The printing process starts as the build platform descends into a resin tank, leaving space equal to the layer height in between the build platform, or the last completed layer, and the bottom of the tank. A laser points at two mirror galvanometers, which direct the light to the correct coordinates on a series of mirrors, focusing the light upward through the bottom of the tank and curing a layer of resin.
The cured layer then gets separated from the bottom of the tank and the build platform moves up to let fresh resin flow beneath. The process repeats until the print is complete.
Low Force Stereolithography (LFS) technology, used by the Form 3+ and Form 3L, is the next phase in SLA 3D printing.
In LFS 3D printers, the optics are enclosed in a Light Processing Unit (LPU). Within the LPU, a galvanometer positions the high-density laser beam in the Y direction, passes it through a spatial filter, and directs it to a fold mirror and parabolic mirror to consistently deliver the beam perpendicular to the build plane and ensure accurate, repeatable prints.
As the LPU moves in the X direction, the printed part is gently peeled away from the flexible bottom of the tank, which drastically reduces the forces exerted on parts during the print process.
LFS 3D printing drastically reduces the forces exerted on parts during the print process, using a flexible tank and linear illumination to deliver incredible surface quality and print accuracy.
This advanced form of stereolithography delivers vastly improved surface quality and print accuracy. Lower print forces also allow for light-touch support structures that tear away with ease, and the process opens up a wide range of possibilities for future development of advanced, production-ready materials.
White Paper
Looking for a 3D printer to realize your 3D models in high resolution? Download our white paper to learn how SLA printing works and why it's the most popular 3D printing process for creating models with incredible details.
Download the White Paper
Just like their SLA counterparts, desktop DLP 3D printers are built around a resin tank with transparent bottom and a build platform that descends into a resin tank to create parts upside down, layer by layer.
The difference is the light source. DLP 3D printers use a digital projector screen to flash an image of a layer across the entire platform, curing all points simultaneously.
The light is reflected on a Digital Micromirror Device (DMD), a dynamic mask consisting of microscopic-size mirrors laid out in a matrix on a semiconductor chip. Rapidly toggling these tiny mirrors between lens(es) that direct the light towards the bottom of the tank or a heat sink defines the coordinates where the liquid resin cures within the given layer.
Because the projector is a digital screen, the image of each layer is composed of square pixels, resulting in a three-dimensional layer formed from small rectangular cubes called voxels.
Resolution shows up more often than any other value in 3D printer spec sheets, but it’s also a common ground for confusion. The basic units of the SLA and DLP processes are different shapes, making it difficult to compare the different machines by numerical specifications alone.
In 3D printing, there are three dimensions to consider: the two planar 2D dimensions (X and Y) and the third vertical Z dimension that makes 3D printing.
Z resolution is defined by the layer thicknesses a 3D printer can produce. Resin 3D printers like SLA and DLP offer some of the finest Z resolutions—thinnest layers—of all 3D printing processes and users can normally choose from a range of layer height options between 25-300 microns, allowing designers to strike a balance between detail and speed.
In DLP 3D printing, XY resolution is defined by the pixel size, the smallest feature the projector can reproduce within a single layer. This depends on the resolution of the projector, the most common being full HD (1080p), and its distance from the optical window. As a result, most desktop DLP 3D printers have a fixed XY resolution, generally between 35 to 100 microns.
For SLA 3D printers, XY resolution is a combination of the laser’s spot size and the increments by which the laser beam can be controlled. For example, the Form 3 LFS 3D printer features a laser with an 85 micron spot size, but because of the constant line scanning process, the laser can move in smaller increments and the printer can consistently deliver parts with 25 micron XY resolution.
However, resolution in itself is often just a vanity metric. It offers some indication, but it doesn’t necessarily correlate directly with accuracy, precision, and print quality.
Learn more about resolution in 3D printing in our in-depth guide.
Because 3D printing is an additive process, each layer introduces an opportunity for inaccuracy, and the process by which layers are formed affects the level of precision, defined as the repeatability of the accuracy of each layer. Accuracy and precision depend on many different factors: 3D printing process, materials, software settings, post-processing, and more.
In general, both SLA and DLP resin 3D printers are among the most accurate and precise 3D printing processes. Differences in accuracy and precision are often better explained by the differences between machines by various manufacturers than differences between the technologies themselves.
For example, entry-level SLA or DLP printers might use off-the-shelf projectors, lasers, or galvanometers, and their manufacturers will try to get the best performance possible out of these parts. Professional SLA and DLP 3D printers, like the Formlabs Form 3, feature a custom optical system adapted to the specifications required by professional customer applications.
Professional SLA and DLP 3D printers, like the Formlabs Form 3, feature a custom optical system adapted to the specifications required by professional customer applications.
Accuracy and precision are crucial for parts like dental splints (left) and surgical guides (right).
Calibration is also crucial. With DLP projectors, manufacturers need to deal with the non-uniform light distribution on the build plane and optical distortion of the lenses—meaning that pixels in the middle are not the same size or shape as pixels on the edges. SLA 3D printers use the same light source for every part of the print, which means it’s uniform by definition, but they still require extensive calibration to account for distortions.
Even a 3D printer with the highest quality components and degree of calibration can produce widely varying results depending on the material. Different resins require optimized material settings to perform as intended, which might not be available for off-the-shelf materials or resins that are not thoroughly tested with a specific 3D printer model.
The takeaway? Accuracy and precision are almost impossible to understand from the technical specifications alone. Ultimately, the best way to evaluate a 3D printer is to inspect real parts or ask the manufacturer to create a test print of one of your own designs.
With DLP 3D printers, there’s a direct trade-off between resolution and build volume. The resolution depends on the projector, which defines the number of pixels/voxels available. If one moves the projector closer to the optical window, the pixels get smaller, which increases the resolution, but limits the available build area.
Some manufacturers stack multiple projectors next to each other or use a high-definition 4K projector to increase the build volume, but this leads to substantially higher costs that often price these machines out of the desktop market.
As a result, DLP 3D printers are generally optimized for specific use cases. Some have a smaller build volume and offer high resolution to produce small, detailed pieces like jewelry, while others can produce bigger parts but at a lower resolution.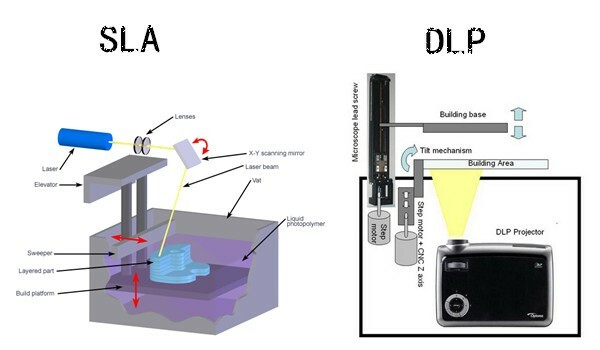
The stereolithography process is inherently more scalable, since an SLA 3D printer’s build volume is completely independent of the resolution of the print. A single print can be any size and any resolution at any location within the build area. This makes it possible to 3D print large parts at high resolution or a large batch of detailed small parts to increase throughput with the same machine.
The other main barrier to increasing build volume in both SLA and DLP 3D printers is the peel force. When printing larger parts, the forces exerted on the parts increase exponentially as a cured layer separates from the tank.
In LFS 3D printing, the flexible film at the base of the resin tank gently peels away as the build platform pulls the part up, significantly reducing the stress on the part. This unique feature has made it possible to substantially increase the build volume for the first accessible large format SLA 3D printer, the Form 3L.
The Form 3L is the first affordable large format SLA 3D printer with a build volume of 30 cm x 33. 5 cm x 20 cm.
5 cm x 20 cm.
Webinar
Want to learn more about the Form 3L and Form 3BL ecosystem, and the new large format post-processing machines?
In this demo, Kyle and Chris will expain how to navigate the Form 3L end-to-end workflow, including post-processing.
Watch Now
SLA and DLP resin 3D printers both known for creating parts with the smoothest surface finish of all 3D printing processes. When we describe the differences, in most cases these are only visible on tiny parts or highly detailed models.
Because objects are made of layers in 3D printing, 3D prints often have visible, horizontal layer lines. However, because DLP renders images using rectangular voxels, there is also an effect of vertical voxel lines.
DLP 3D printers render images using rectangular voxels, which causes an effect of vertical voxel lines. In this image, see the vertical voxel lines as they appear naturally on the left, and then outlined to more easily identify on the right.
Because the unit is rectangular, voxels also have an effect on curved edges. Think of building a round shape out of LEGO bricks—the edges will appear stepped on both the Z axis and the X-Y plane.
The rectangular shape of voxels makes curved edges appear stepped. Removing the appearance of voxel and layer lines requires post-processing, such as sanding.
In LFS 3D printing, layer lines are close to invisible. As a result, surface roughness is reduced, which ultimately leads to smooth surfaces, and for clear materials, more translucent parts.
When thinking about speed in 3D printing, it’s important to consider not just raw print speed, but also throughput.
Raw print speed for SLA and DLP resin 3D printers is comparable in general. As the projector exposes each entire layer all at once, print speed in DLP 3D printing is uniform and depends only on the height of the build, whereas, SLA 3D printers draw out each part with a laser. As a rule of thumb, this results in SLA 3D printers being comparable or faster when printing small or medium-size single parts, while DLP 3D printers are faster to print large, fully dense prints, or builds with multiple parts that fill up much of the platform.
But once again, it’s worth considering the trade-off between resolution and build volume for DLP printers. A small DLP 3D printer can print a small part or a (small) batch of smaller parts fast, at high resolution, but the build volume limits the part size and the throughput. A different machine with a larger build volume can print larger parts or a batch of smaller parts faster, but at a lower resolution than SLA.
SLA 3D printers can produce all of these options in one machine and offer the user the freedom to decide whether she wants to optimize for resolution, speed, or throughput.
SLA 3D printers offer a larger build volume, allowing users to batch parts and print overnight to increase throughput.
Speed can also depend on the material choice. Printing four times faster than Formlabs standard materials, Draft Resin fast-printing resin that is ideal for initial prototypes, rapid iterations, as well as dental and orthodontic models. From fast print initiation speeds to minimal support removal, wash, and cure times, Draft Resin has an optimized workflow to truly maximize efficiency.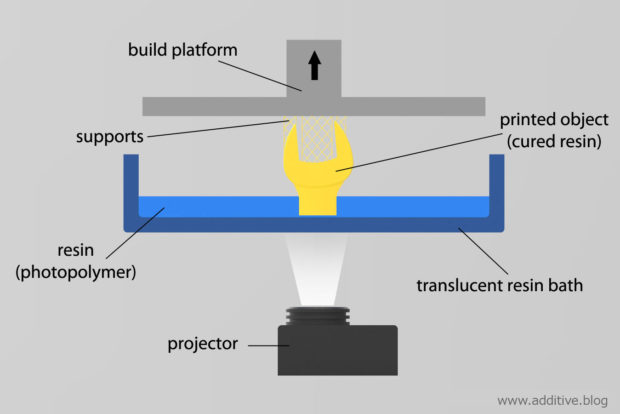
100 microns | 200 microns |
|---|---|
100 microns | 200 microns |
|---|---|
100 microns | 200 microns |
|---|---|
Interactive
Try our interactive ROI tool to see how much time and cost you can save when 3D printing on Formlabs 3D printers.
Calculate Your Savings
Just like with accuracy and precision, the workflow and available materials differ more from machine to machine than technology to technology.
Most SLA and DLP 3D printers are “plug and play,” with easily swappable build platforms and resin tanks. Some more advanced models also come with a cartridge system to automatically refill the tank with liquid resin, which requires less attention and facilitates printing overnight.
Some printers come with proprietary software to prepare 3D models for printing, such as PreForm for Formlabs SLA 3D printers, while other manufacturers offer off-the-shelf solutions. Features differ by software tool, for example, PreForm offers one-click print setup, powerful manual controls to optimize support density and size, adaptive layer thickness, or functions to save material and time. Luckily, the software can be easy to download and test before purchasing a 3D printer.
Resin 3D printers offer a variety of materials for a wide range of applications.
One of the most significant benefits of resin 3D printing is the variety of materials that make it possible to create parts for diverse applications. Resins can feature a wide range of formulation configurations: materials can be soft or hard, heavily filled with secondary materials like glass and ceramic, or imbued with mechanical properties like high heat deflection temperature or impact resistance.
Resins can feature a wide range of formulation configurations: materials can be soft or hard, heavily filled with secondary materials like glass and ceramic, or imbued with mechanical properties like high heat deflection temperature or impact resistance.
However, the range of supported material options depend on the 3D printer model, so we recommend inquiring with the manufacturer before purchase.
Parts printed with both SLA and DLP technologies require post-processing after printing. First, the parts need to be washed in a solvent to remove excess resin. Some functional materials like engineering or biocompatible parts also require post-curing. For SLA 3D printers, Formlabs offers solutions to automate these steps, saving time and effort.
At last, 3D printed parts printed on supports require these structures to be removed, a manual process that is similar for both SLA and DLP 3D printers. LFS 3D printing simplifies this step by offering light-touch support structures that use very small touchpoints to enable easy removal with minimal support marks left behind.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
After sorting out the differences in technology and outcomes, we hope it’s much easier to select a resin 3D printer that best matches your workflow and output needs.
To explore the next generation of SLA 3D printing, learn more about the Form 3 and Form 3L LFS 3D printers.
Curious to see the quality firsthand? Order a sample part shipped to your office.
Request a Free Sample Part
SLA vs DLP: Which Resin 3D Printing Process Should You Choose?
3D printing news News SLA vs DLP: Which Resin 3D Printing Process Should You Choose?
Published on November 5, 2022 by Madeleine P.
Since the invention of stereolithography (SLA) in 1984 by Charles Hull, multiple technologies such as FDM, SLS, and MJF, have emerged. Some are even derived from SLA like Digital Light Processing (DLP). As you probably know, each of these processes is intended for various industries and applications. Today we will focus on SLA and DLP technologies , and we will determine their characteristics in order to establish a comparison between the two processes. And while the two technologies have many things in common, there are some notable differences. How do these technologies work? What materials can be used? Who are the main manufacturers? We go over all you need to know below!
SLA and DLP technologies
While SLA and DLP printing processes have several differences, there are some similarities between the two. They both expose liquid photopolymers to a light source. As they both have a resin tank, they are intended for printing small models with precise details. The methods are compatible with flexible or hard materials, and can also print composite materials, filled with glass or ceramic for example. Note that the printed parts are relatively fragile, liable to deteriorate if they are exposed to the sun and may be subject to warping.
The methods are compatible with flexible or hard materials, and can also print composite materials, filled with glass or ceramic for example. Note that the printed parts are relatively fragile, liable to deteriorate if they are exposed to the sun and may be subject to warping.
Liquid resin is used for both SLA and DLP.
The first 3D printing technology developed in 1984, stereolithography is now considered to be one of the most accurate 3D printing processes on the market. Unlike DLP technology, the light source used is a laser. The laser beam sweeps across the resin tank moving on the horizontal axis and solidifies the material layer by layer. Two types of machines exist today: those where the laser acts from top to bottom, with a plate which will descend with each new layer and those with a laser that acts from the bottom up, with a platform that goes up as you go. The SLA achieves smooth surfaces and a layer thickness between 0.05 and 0.01 mm, thus allowing the printing of objects with extremely thin layers.
Coming from image projection technology (dating back to the 1980s), the Digital Light Processing method uses a projector as a light source. In this way, a single projection of light impacts the entire resin tray at once. At the heart of this process is a digital micromirror device (DMD), located between the projector and the resin. It is made up of several microscopic mirrors controlled and activated individually: if they are active, they will reflect the light towards the resin and light-cure it. So they produce a kind of mask to harden the resin depending on the desired model. Some 3D printers have now replaced this DMD with an LCD screen, drastically lowering the price of the machine. We however will not be focusing on those solutions today.
SLA and DLP printing process diagrams (photo credits: 3D Hubs / bitfab)
The DLP process is considered to be faster than stereolithography since it does not work point by point. Additionally, as a result of their projectors, DLP printers are larger.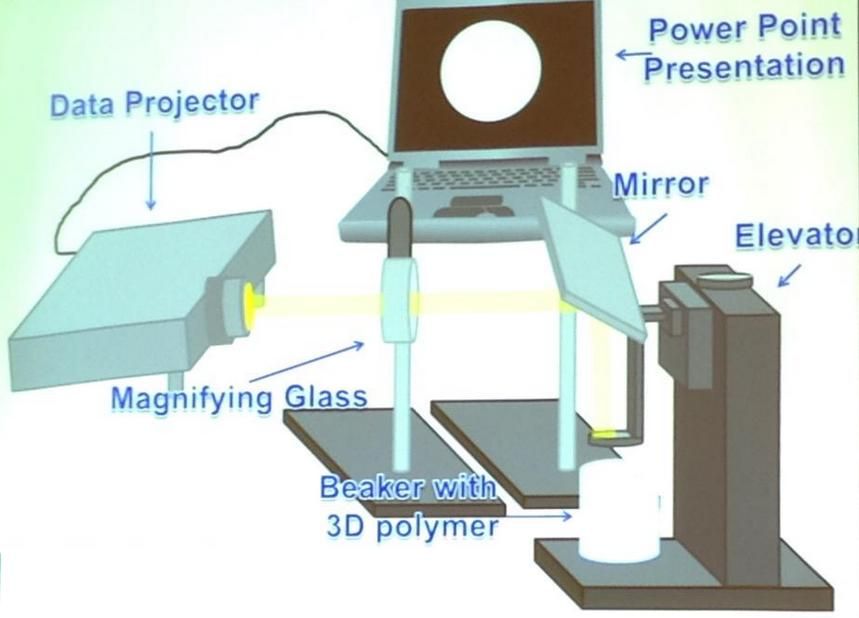 Most of the time, the resin tank on DLP machines is shallower than those used by the SLA process.
Most of the time, the resin tank on DLP machines is shallower than those used by the SLA process.
Finally, the last difference between SLA and DLP technologies is in the maintenance. DLP printers require little maintenance and are often easier to repair – the presence of the laser in SLA machines has a lot to do with this.
Print quality
Print quality is often a deciding factor in choosing between two technologies. Especially if 3D printing is to be used for the production of finished parts meaning that the level of detail, structure and surface play a very important role. In principle, it can be said that the two technologies make it possible to design precise, high-resolution models with the finest level of detail. However, it is not only the process itself that is decisive for the quality of the print, but also the choice of material. The latter often depends on the manufacturer, with most machines being closed in terms of compatibility.
When printing with the SLA process, the resin is polymerized point by point on the print bed. The longer the part, the longer the printing time required will be since the laser will have to pass through the entire bed. SLA is therefore more suitable for printing objects with a length between a few millimeters and 1.50 meters. There is, however, no loss of quality due to the length and a Z resolution of up to 25 microns can be achieved: they are both independent of the model size.
The longer the part, the longer the printing time required will be since the laser will have to pass through the entire bed. SLA is therefore more suitable for printing objects with a length between a few millimeters and 1.50 meters. There is, however, no loss of quality due to the length and a Z resolution of up to 25 microns can be achieved: they are both independent of the model size.
Photo credits: Formlabs
DLP technology allows for a layer thickness of up to 5 microns. However, it is important to note that DLP 3D printers can create a “stair-stepped” phenomenon on the final product due to pixel projection, which affects the final surface of the printed parts. When printing long components, quality loss may occur on the sides. The center of the plate indeed receives the greatest concentration of energy from the projector; its light is then gradually diffused on the edges.
Technical characteristics
Printing Speed
In terms of print speed, DLP technology is clearly in the lead. As DLP cures an entire layer of resin in one go, the printing process is much faster. Unlike the SLA process, in which the resin is polymerized point by point, in the DLP process only the height of the component affects the printing speed.
As DLP cures an entire layer of resin in one go, the printing process is much faster. Unlike the SLA process, in which the resin is polymerized point by point, in the DLP process only the height of the component affects the printing speed.
Print Volume
Stereolithography is not necessarily used to produce large components due to the high cost of materials compared to other processes, such as FDM . Further, the build volume is limited to the size of the tank which contains the liquid resin.
The build volume for the Formlabs 3L SLA printers is 335 x 200 x 300 mm and 1500 x 750 x 550 mm for the 3D Systems Pro X 950. For DLP printers, the build volume of the Envison TEC Xtrem 8K machine is 450 x 371 x 399 mm and 400 x 330 x 500 mm for the Carima model DM400A.
The Form 3L has a larger build volume (photo credits: Formlabs)
Post-Treatment
In all resin 3D printing processes, post-treatment of parts is mandatory. This is due to the fact that for printing very thin models, supporting structures are required and must be removed after curing.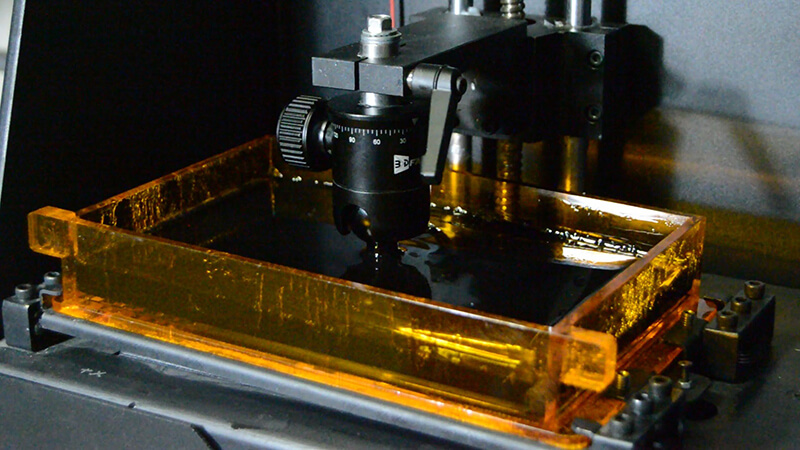 This step can be time consuming and is probably one of the main disadvantages of resin 3D printing. The differences in post-processing are mainly related to the material used, both in the SLA and DLP process. In addition to cleaning the parts of the liquid resin with isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether (TPM), also count the drying, the removal of the support structures, a possible post-curing and, if necessary, sanding and painting the parts.
This step can be time consuming and is probably one of the main disadvantages of resin 3D printing. The differences in post-processing are mainly related to the material used, both in the SLA and DLP process. In addition to cleaning the parts of the liquid resin with isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether (TPM), also count the drying, the removal of the support structures, a possible post-curing and, if necessary, sanding and painting the parts.
In principle, it can be said that post-processing in the SLA and DLP process can not only be time consuming, but also requires a certain degree of expertise on the part of the user or should be left to specialists. Post-processing in 3D printing is often a challenge for users, which is why some companies have already specialized in optimizing or automating this step.
Removing print media is a post-processing step that can take time.
Application Cases
When it comes to application cases, SLA and DLP technologies are mostly used in similar industries.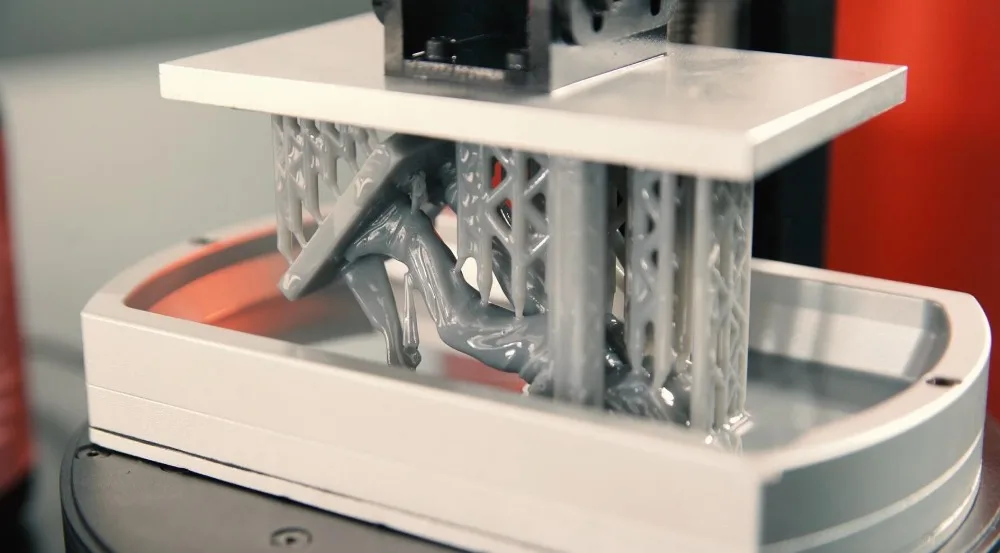 In particular, the jewelry and dental sectors regularly use resin 3D printing. For example, the manufacturer Formlabs offers various resins intended for medical professionals. Many companies use them to create all types of medical devices, such as surgical guides. But due to the wide variety of materials available, many other sectors also use resin 3D printing. Whether for prototyping, injection molds or even engineering, several suitable resins exist.
In particular, the jewelry and dental sectors regularly use resin 3D printing. For example, the manufacturer Formlabs offers various resins intended for medical professionals. Many companies use them to create all types of medical devices, such as surgical guides. But due to the wide variety of materials available, many other sectors also use resin 3D printing. Whether for prototyping, injection molds or even engineering, several suitable resins exist.
Regardless of whether its SLA or DLP the accuracy is remarkable.
Main Manufacturers
Currently there are a few 3D printer manufacturers who have turned to SLA technology. Obviously, one of the main manufacturers remains 3D Systems, the company founded by Charles Hull. But over time, other manufacturers have emerged. This is particularly the case with Formlabs, which has established itself as one of the leaders in SLA 3D printers. And in addition to supplying SLA machines, the American company also offers many resins and materials, such as Castable Wax 40 Resin for the dental sector. With its range of XFAB printers, the manufacturer DWS also offers machines based on stereolithography.
With its range of XFAB printers, the manufacturer DWS also offers machines based on stereolithography.
When it comes to DLP 3D printers, EnvisionTEC, founded in 2002, is considered a pioneer in the technology. And like B9 Creator and Asiga, several companies then seized the DLP process to develop their printers. We can also mention manufacturers who have relied on the DLP process to offer faster technology: Carbon 3D with Digital Light Synthesis (DLS) which can control the flow of oxygen or Photocentric and Daylight Polymer Printing (DPP). Finally, the French company Prodways has also patented a process similar to DLP, the MOVINGLight technology.
EnvisionTEC is considered the pioneer of the DLP process in 3D printing (photo credits: EnvisionTEC)
Price
In the majority of cases, DLP printers are less expensive than SLA. But as with all ranges of 3D printers , it is important to differentiate between desktop and industrial printers.
For entry-level SLA printers, the most accessible machine is the Form 2 from Formlabs. With a print volume of 145 x 145 x 175 cm, the Form 2 boasts a point accuracy of around 145 microns. Available from $ 2,400, the machine has been on the market since 2015. Note, however, that the American manufacturer has since developed a new range made up of the Form 3 and the Form 3L.
With a print volume of 145 x 145 x 175 cm, the Form 2 boasts a point accuracy of around 145 microns. Available from $ 2,400, the machine has been on the market since 2015. Note, however, that the American manufacturer has since developed a new range made up of the Form 3 and the Form 3L.
On average, the price of SLA 3D printers is between $ 3,000 and $ 4,000. However, if you are looking for industrial machinery, the prices go up dramatically. For example, 3D Systems’ industrial SLA solutions are marketed at prices as high as $ 500,000. Also note that machines whose laser works from top to bottom will generally be more expensive.
Much more accessible, DLP 3D printers appeal to many additive manufacturing enthusiasts. Anycubic sells several DLP machines for prices approaching $ 200, as is the case with its Photon Zero printer. Machines for professionals, including those offered by EnvisionTEC for the dental and jewelry industry, are available at around $ 15,000. But as always, depending on the manufacturer, the prices vary. The manufacturer Asiga also offers DLP 3D printers for professionals, but with prices around $1,000.
The manufacturer Asiga also offers DLP 3D printers for professionals, but with prices around $1,000.
Comparison of SLA and DLP technologies (specifications refer to a desktop 3D printer)
Do you use SLA or DLP ? Let us know in a comment below or on our Facebook, Twitter and LinkedIn pages! Sign up for our free weekly Newsletter here, the latest 3D printing news straight to your inbox!
Best 3D printing resins for SLA, DLP, LCD and MSLA
Most Reliable 3D Printing Resins
Order
Learn More
Order
Learn More
Endless 3D Printing Resins
SLA and DLP. Our high quality resins are suitable for a wide range of industries, including prototyping, manufacturing, entertainment, consumer products, healthcare and automotive.
Printer compatible
Our resins are available for a wide range of SLA, DLP and LCD (385-420nm) 3D printers. Want to know if your printer is compatible?
Check Printer Compatibility
General Purpose
Our range of general purpose resins is ideal for prototyping, entertainment and consumer applications. All resins are easy to use and have the best value for money on the market.
All resins are easy to use and have the best value for money on the market.
Choose these resins for:
| High | Low smell | Smooth surface |
Learn more
Learn more
Premium
High opacity, no fading and excellent quality on LCD 3D printers: Our range of premium resins will deliver superior results on all open source LCD and DLP printers printers with low power consumption. The Premium resin range includes a durable and flexible resin for functional objects. All of our resins are odour-free, making office printing a breeze!
Choose these resins for:
| High | Low smell | Quick LCD |
Learn more
Learn more
creative
Do you need 4th dimension in your 3D printing? Our range of creative resins are perfect for creating that extra dimension.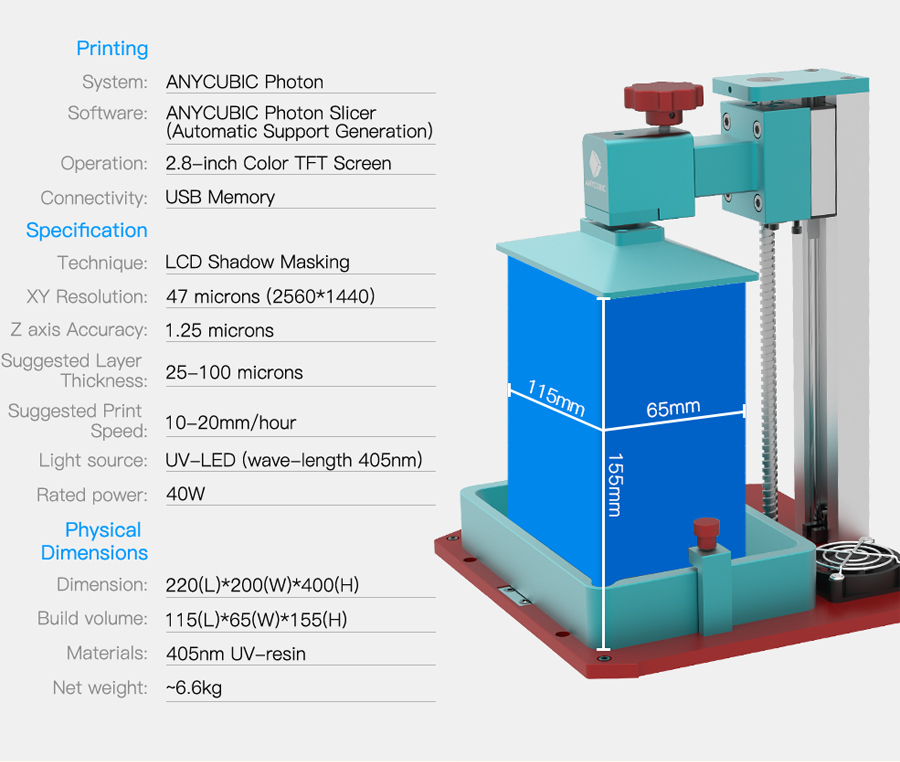 Think of the endless possibilities when you can add glow, smell, feel or sound to your 3D print!
Think of the endless possibilities when you can add glow, smell, feel or sound to your 3D print!
Choose these resins for:
| Glow | Rechargeable using light | Smooth surface |
Learn more
Learn more
Engineering
Ideal for applications requiring special mechanical properties. This category includes our most advanced photopolymers for professional end results with flexible, tough, impact resistant or extremely tough properties.
Choose these resins for:
| High | Influence Resistance | High temp | Extreme |
Learn more
Learn more
Dental
Liqcreate treats dental 3D printing with a smile. Our range of dental resins are ideal for producing a wide range of models such as orthodontic, alignment, C&B and implant models, as well as dental casting parts using direct investment casting.
Our range of dental resins are ideal for producing a wide range of models such as orthodontic, alignment, C&B and implant models, as well as dental casting parts using direct investment casting.
Choose these resins for:
| Dentists | High Precision XY | Low shrink |
Learn more
Learn more
Cast
Ideal resin for jewelry, dental and industrial parts. This wax based material offers smooth surfaces and sharp details with clean burnout for a reliable casting process. Create custom elegant organic shapes with this superior casting resin.
Choose these resins for:
| Clean and ash-free burnout | Based on wax | High Precision |
Learn more
Learn more
Medical
Each medical application has its own set of requirements. Think about medical models, dental products, and/or skin contact applications. Liqcreate offers custom resin development for these applications.
Think about medical models, dental products, and/or skin contact applications. Liqcreate offers custom resin development for these applications.
Choose these resins for:
| Dental Applications | Health Applications | Medical Models |
Choosing a liquid photopolymer for a 3D printer. Classification of materials for SLA/DLP 3D printing.
Contents:
- Introduction
- SLA Overview
- Standard resins SLA
- Standard photopolymer resin - Standard
- Clear Photopolymer Resin - Clear
- Engineering photopolymer resins
- Rigid photopolymer resin - Tough (like ABS)
- Durable photopolymer resin - Durable (PP-like)
- Heat resistant photopolymer resin - Heat resistant
- Rubber-like photopolymer resin - Rubber-like (Elastic)
- Ceramic photopolymer resin - Ceramic filled (Hard)
- How to choose the right resin for your application
- Dental and medical SLA resins
- Medical Device Photopolymer Resin - Custom Medical Appliances (Class I Biocompatibility)
- Dental Long Term Biocompatible Resin (Class IIa Biocompatible)
- Biocompatibility class I vs biocompatibility class IIa
- Cast SLA resins
- Cast resin for jewelry making
- Generalized rules
Hello everyone, Friends! With you 3DTool!
This article compares photopolymer resins using Formlabs SLA 3D printing products - standard standard , tough tough ,
Photopolymers from FormLabs
Detailed review of the Formlabs Form 3 3D printer
Introduction
Stereolithography prints plastic parts with high resolution, fine detail and smooth surface. Due to the variety of photopolymer resins available for SLA, this technology is used in many different industries:
-
"Standard" photopolymers are used for prototyping
-
Engineering photopolymers have certain mechanical and thermal properties
-
Dental and medical photopolymers have biocompatibility certificates.
-
Cast photopolymers have a zero ash content after burning.
SLA 3D printing resin overview
SLA uses a laser to cure a liquid photopolymer resin. This process is called photopolymerization. Various combinations of polymers and other additives that are part of the resin allow you to get different material properties.
The main advantages and limitations that are common to all resins in SLA 3D printing are:
Benefits:
Weaknesses:
Base photopolymers for SLA
Post-Processing SLA/DLP 3D Printing Article
Standard photopolymer resin - Standard
Standard resins produce parts with high stiffness, detail and a smooth surface. The low cost of resins, from $250 per liter, makes them ideal for prototypes.
The color of the resin also affects its properties. For example, in FormLabs products, gray resin is suitable for models with fine details, and white resin for parts that require the smoothest possible surface.
Benefits of using Standard grade resins:
Cons Standard:
Also included in the class of "Standard" photopolymer resins from FormLabs is the Color KIT - a set of special dyes and "Color Base" photopolymer resin for mixing and obtaining a variety of color solutions. This eliminates the need for painting parts after 3D printing.
This eliminates the need for painting parts after 3D printing.
FormLabs Engineering Photopolymer Resins
Engineering resins have a range of properties for injection molded plastics.
All engineering resins require additional UV curing, such as using the Form Cure, to achieve their maximum properties.
Tough photopolymer resin - Tough (similar to ABS)
Tough resin was developed for models that need to withstand high loads and be durable.
This material produces strong, shatter-resistant parts and functional prototypes such as snap-on housings.
Pros:
Cons:
Ideal for: functional prototypes, mechanical parts
Durable photopolymer resin - Durable
Durable resin is a wear-resistant and flexible material with mechanical properties similar to polypropylene.
Durable photopolymer produces models with a smooth glossy surface and high resistance to deformation.
Durable Resin is ideal for:
- Bushings and bearings;
- Various functional compounds
Pros:
Cons:
-
Not suitable for thin wall parts (recommended minimum wall thickness 1mm)
-
Low heat distortion temperature
-
Low flexural strength (lower than hard resin)
Ideal for: functional prototypes.
Refractory Photopolymer Resin - Formlabs High Temp Resin
The heat resistant resin is ideal for parts that require high temperature resistance and operate at high temperatures.
Formlabs High Temp Resin provides the highest melting point (HDT): 238°C at 0.45 MPa.
The resin should be used to print detailed, accurate prototypes with high heat resistance.
Pros:
Cons:
Flexible Resin
Rubber-like resin allows flexible parts to be made. This material has a low tensile strength and high elongation at break and is well suited for parts that will be bent or compressed.
It can also be used to add ergonomic features to multi-material assemblies such as: dies, wearable prototypes, handles, pads and grips.
Pros:
-
High flexibility (high elongation at break)
-
Low hardness (simulates 80A durometer rubber)
-
High impact resistance
Cons:
-
Doesn't have all the properties of real rubber
-
Requires extensive support structures
-
Material properties deteriorate over time as the part is exposed to ultraviolet radiation (sunlight)
-
Not suitable for thin wall parts (recommended minimum wall thickness 1mm)
Ideal for flexible prototyping.
Ceramic photopolymer resin - Rigid Resin
This resin is reinforced with glass, which provides very high rigidity and a polished surface. The polymer is very resistant to deformation and is excellent for 3D printing thin elements.
Ideal for: molds and tooling, jigs, manifolds, retainers, electrical and automotive fixture housings
Thermal management components printed with SLA ceramic (hard) resin. Image credit: Formlabs
How to choose the right resin for your application
The table below shows the main mechanical properties of photopolymers for SLA:
Source: Formlabs
Standard resin ( standart ) has high tensile strength but is very brittle (very low elongation at break) so it is not suitable for functional parts. The ability to create a good part surface makes it ideal for visual prototypes and art models.
Durable ( durable ) resin has the highest impact strength and elongation at break of any other SLA material. Best suited for prototyping parts with moving parts and latches. It lacks, however, the strength of thermoplastic 3D printing materials such as SLA nylon.
tough ( tough ) resin is a compromise between the material properties of tough and standard resin. It has a high tensile strength, so it is best suited for rigid parts that require high hardness.
heat resistant resin ( heat resistant ) can withstand temperatures above 200 o C, but has poor impact strength and is even more brittle than standard resin.
ceramic ( ceramic reinforce ) resin has the highest tensile strength and flexural modulus, but is brittle (poor elongation at break and toughness). This resin is preferred for thin wall parts that require increased rigidity.
The graphs below compare the mechanical properties of the most common SLA materials visually:
Comparison chart for elongation at break and toughness for common SLA printing specifications and standard media. Image courtesy of Formlabs.
Stress-strain curves for conventional SLA technologies and standard materials. Image credit: Formlabs
Comparative chart of material properties of various technical resins. Image credit: Formlabs.
Dental and medical resins
Photopolymer resin for medical devices - Custom Medical Appliances (Bios Class 1 biocompatible resins can be used to make medical equipment such as surgical guides. Parts printed on this resin can be steam sterilized in an autoclave for direct use in the operating room.
Pros:
Cons:
- Moderate wear and tear resistance
Ideal for: Surgical aids and appliances
Dental Long Term Biocompatible Resin - Dental Long Term (Class 2A biocompatible) 9037 39 379
These resins are specially formulated for long term dental fixtures. Class 2A biocompatible resins can come into contact with the human body for up to a year.
Class 2A biocompatible resins can come into contact with the human body for up to a year.
High resistance to breakage and wear make this resin ideal for making rigid cotter pins or retainers.
Pros:
Cons:
-
High price
Ideal for: durable dental instruments, fracture and wear resistant medical parts, rigid cotter pins, retainers
What is the difference between class 1 and class 2a biocompatibility?
Class 1 biocompatibility rules apply to materials that are allowed to be used for:
-
non-invasive devices that come into contact with intact skin
-
devices for temporary use or short-term use in the mouth or ear canal or in the nasal cavity
-
reusable surgical instruments
Class 2a biocompatibility rules apply to materials that are allowed to be used for:
-
devices that come into contact with bodily fluids or open wounds
-
devices used to introduce substances into or remove substances from the human body
-
invasive short-term devices such as invasive surgical items
-
long-term implantable devices placed in the teeth
Photopolymer resins in SLA 3D printing for jewelers
Jewelry resins
This material allows you to print models with fine details and a smooth surface without leaving ash or residue after burning.