Overhangs 3d printing
10 Ways How to Improve Overhangs in Your 3D Printing – 3D Printerly
Learning how to improve overhangs in your 3D prints is a skill that your print quality will really appreciate. I’ve had some pretty poor overhangs in the past, so I decided to set out and figure out the best methods to improve them. It actually isn’t as hard as I thought.
To improve overhangs you should improve your cooling with a fan upgrade and fan duct to direct cool air to melted filament. Reducing model angles to be 45° or less is a great way to reduce bad overhangs. You can also decrease layer height, printing speed and printing temperature so filament isn’t as melted, allowing it to cool quicker.
This is a good starting point to improve overhangs. The rest of this article goes into some pretty key details to help you understand the problem and how each method assists in improving your overhang (with videos), so keep reading to find out more.
What Are Overhangs in 3D Printing?
Overhangs in 3D printing are where the filament your nozzle extrudes ‘hangs over’ the previous layer too far, to a point where it is in mid-air and cannot be adequately supported. This results in that extruded layer ‘overhanging’ and producing poor print quality, since it cannot form a good foundation underneath.
A good overhang is one where you can actually 3D print at an angle above the 45° mark which is diagonal angle. To put this into perspective, you can picture the letter T trying to be 3D printed.
You would do fine up to the middle part of the letter because it is nicely supported, but when you get to the top line, this 90° angle is far too sharp to have any support underneath.
That is what we call overhang.
There are overhang tests which you can try which have angles going anywhere from 10° up to 80° to see just how well your 3D printer handles overhangs, and they can perform pretty well as long as you take the right steps.
The most popular overhang test on Thingiverse is the Mini All in One 3D Printer Test by majda107, which tests several important features on a 3D printer. It is printed with no supports and 100% infill to really test your printer’s abilities.
Its difficult to print overhangs at sharp angles because there isn’t enough of a supporting surface below your next extruded layer for it to stay in place. It will practically be printing in mid-air.
In 3D printing, the general rule to combat overhangs is to print angles that at 45° or less, where angles above this will start to be negatively affected by overhang.
The physics behind this angle is that, when you picture a 45° angle, it is right in the middle of a 90° angle, meaning that 50% of the layer is support, and 50% of the layer is unsupported.
Going past that 50% point really outweighs the support needed for a solid enough foundation, and the further out the angle, the worse. You want your layers to have more surface area to have adhesion for successful, strong 3D prints.
Some models are complex, making it pretty hard to avoid overhangs in the first place.
Luckily, there are many methods to improve just how much overhang our 3D printers can deliver, so stay tuned to find out these tips and tricks.
How To Improve Overhangs in Your 3D Prints
As previously mentioned, making sure your models don’t have angles higher than 45° is a great solution to overhangs, but there are a lot more ways to improve overhangs that you can be implementing in your 3D printing.
Here’s how to improve overhangs in your 3D prints
- Increase fan cooling of parts
- Decrease layer height
- Change the orientation of your model
- Reduce your printing speed
- Reduce your printing temperature
- Decrease layer width
- Split your model into multiple parts
- Use support structures
- Integrate a chamfer into model
- Tune up your 3D printer
1. Increase Fan Cooling of Parts
The first thing I would do to improve my overhangs is increase the efficiency of my layer cooling. This comes down to either replacing the fan for a higher quality one, or using a fan duct which properly directs the cool air to your 3D prints.
Many times, your 3D prints will be cooled on one side, while the other side is struggling with overhangs because it doesn’t have adequate cooling. If this is your situation, you can correct the problem pretty easily.
The reason fans and cooling works so well is because, as soon as the material is extruded through the nozzle, it gets cooled to a temperature well below the melting temperature, leaving it to quickly harden.
The hardening of your filament as it get extruded means it can build a good foundation regardless of little support underneath. It’s similar to bridges, which is extruded lines of material between two raised points.
If you can get good bridges, you can get great overhangs, so most of these overhang improvement tips also translates to bridging.
- Get a high quality fan – the Noctua fan is a great upgrade that thousands of users love
- 3D print yourself a Petsfang Duct (Thingiverse) or another type of duct (Ender 3) which is proven to work very well
2. Decrease Layer Height
The next thing you can do is decreasing the layer height, which works because it reduces the angle at which your extruded layers are working at.
When you picture your extruded layers like a staircase, the larger the staircase, the more material is off the edge of the previous layer, which in other words is overhang.
On the other side of this scenario, a smaller staircase (layer height) means that each layer has a closer foundation and supporting surface to build upon for the next layer.
Although it will increase printing time, sometimes its necessary to get those awesome overhangs, and sweet print quality. The results are usually better than the sacrifice in time!
The video below by the 3D Printing Professor illustrates this really well.
The default layer height in Cura for a 0.4mm nozzle is a comfortable 0.2mm which is 50%. The general rule for layer height relative to nozzle diameter is anywhere from 25% to 75%.
This means you can use a range of a 0.01mm layer height up to 0.03mm.
- I would try using a layer height of 0.16mm or 0.12mm for your 3D printer
- Make sure you are implementing ‘Magic Numbers‘ for your layer height so you aren’t micro-stepping.
3. Change the Orientation of Your Model
The orientation of your model is another trick you can use to your advantage to reduce overhangs.![]() What this means is, you can rotate and adjust your 3D print model to decrease the angles at which the model is printing.
What this means is, you can rotate and adjust your 3D print model to decrease the angles at which the model is printing.
This may not always work, but in some cases it can work perfectly.
You might not be able to decrease angle below 45°, but you can get pretty close.
For resin 3D printing, its advised that you orient your 3D prints to be 45° to the build plate for better adhesion.
- Rotate your models to reduce overhang
- Use software to automatically orient your 3D print models.
Makers Muse has a great video describing the details behind print orientation in terms of strength & resolution, giving you a better understanding of how important print orientation is.
He describes how there is always a trade-off when it comes to orientation, and in some cases you can get the best of both worlds. It takes a little bit of thought and knowledge of how layers make up parts to get things right.
4. Reduce Your Printing Speed
This tip is somewhat related to the cooling aspect of things, as well as better layer adhesion. When you reduce your printing speed, it means your extruded layers have more time to benefit from cooling, so it can create a good foundation.
When you combine a reduced printing speed, with improved cooling, a decrease layer height, and some great part orientation, you can significantly decrease the presence of overhangs in your 3D prints.
5. Reduce Your Printing Temperature
The optimal temperature for your 3D printer is one which extrudes nicely at the lowest possible temperature. You don’t want to use a nozzle temperature higher than you actually need, unless you have other goals in mind.
The reason behind this is that your filament will be more liquid and hotter than it needs to be, so cooling won’t be as effective with a more melted filament, thereby contributing to decreased overhangs.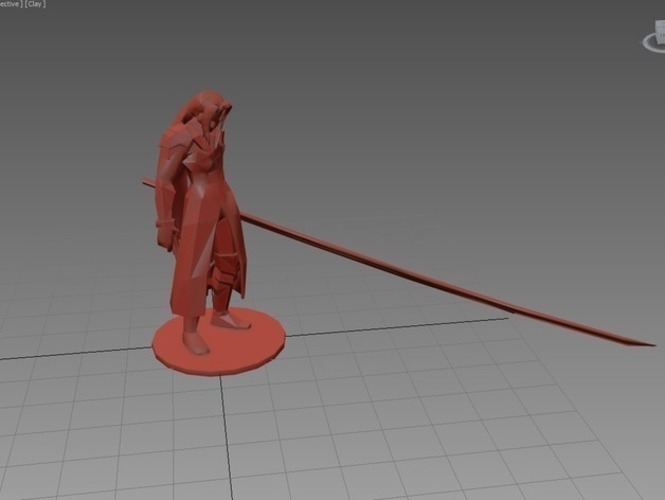
A higher print temperature can help out with increasing part strength or reducing under-extrusion issues, but if you fine-tune your 3D printer, you can usually fix many issues without using temperature as a solution.
I would do some trial and error by using a temperature tower, calibrated to test several temperatures within the range of your filament.
For example, a 10 part temperature tower and a filament temperature range of 195 – 225°C can have a starting temperature of 195°C then increase in 3°C increments up to 225°C.
You can really dial in a perfect temperature using this method, then seeing the lowest temperature where your print quality looks great.
GaaZolee created an awesome Smart Compact Temperature Calibration Tower on Thingiverse.
- Find your optimal printing temperature
- Make sure your not using a higher temperature than you need as it can lead to high flow of material
6. Decrease Layer Width
This method works somewhat because it decreases the weight of each extruded layer of material. The less weight your layer is, the less mass or force behind it hanging over the previous layer.
The less weight your layer is, the less mass or force behind it hanging over the previous layer.
When you think about the physics of overhangs, it relates back to the decreased layer height and being able to better support its own weight at the overhang angle.
Another benefit with decreasing your layer width is having less material to cool down, resulting in a faster cooling of the extruded material.
Decreasing your layer width may unfortunately increase your overall printing time because you are going to be extruding less material.
7. Split Your Model Into Multiple Parts
This is a method that is a little more intrusive than the others, but it can work wonders with troublesome prints.
The technique here is to split your models into sections that reduce those 45°. Check out the video by Josef Prusa below for a simple tutorial within the Meshmixer software.
3D printer users also do this when they have a large project and a relatively small 3D printer which can’t fit the whole piece. Some prints are split into several parts to make one object, such as a Stormtrooper helmet which takes over 20 pieces.
8. Use Support Structures
Using support structures is kind of the easy way out for improving overhangs, because it is creating that supporting foundation rather than letting the overhang work its magic.
In many cases you will find it hard to completely avoid support material, no matter your orientation, layer height, level of cooling and so on.
Sometimes you’ll just have to go ahead and add in your support structures via your slicer. There are some slicers out there which allow you to closely customize your supports
The video below by CHEP shows you how to add custom supports using a special plugin, so feel free to check that out to reduce your supports.
9. Integrate a Chamfer Into Your Model
Integrating a chamfer into your model is a pretty good method to reduce overhangs because you are reducing the actual angles of your model. It’s described as a transitional edge between two faces of an object.
In other words, rather than have a sharp 90° turn between two sides of an object, you can add a curvature which cuts away at a right-angled edge or corner to create a symmetrical sloping edge.
It’s usually used in carpentry, but it definitely has great uses in 3D printing, especially when it comes to overhangs.
Since overhangs follow the 45° rule, a chamfer is perfect for improving overhangs when it can be used. In some cases a chamfer won’t be practical, but in others, they work out nicely.
Chamfers do significantly change the look of models, so keep this in mind.
10. Tune Up Your 3D Printer
The last thing to do which doesn’t specifically relate to overhangs, but to overall 3D printer quality and performance is to simply tune up your 3D printer.
Most people neglect their 3D printer over time, and don’t realize that regular maintenance is a good idea for your print quality. 3D printers are very durable, but they do consist of parts which need some extra care such as belts, rollers, the print nozzle and rods.
- Check over your parts & make sure you replace parts that are noticeable worn out
- Tighten up screws around your 3D printer as well as your belts
- Regularly apply some light machine or sewing oil to your rods to help them move smoother
- Clean out your extruder and fans since they can easily build up dust and residue
- Ensure your build surface is clean and durable
- Run a cold pull every so often – heat up the nozzle to 200°C, insert filament, reduce heat to 100°C then give filament a firm pull.

There are many methods to improve your overhang which work pretty well. Hopefully this article has steered you in the right direction to finally get some overhangs that you can be proud of.
How to Print Overhangs, Bridges (& Exceeding the 45° Rule)
The difference? Bridges on the left, and the right is an increasingly proportionate overhang
In this guide, we’ll explain how to defy gravity and pull off those hard-to-print objects without resorting to needing hard-to-remove support structures.
Read on to learn our best 3D printing overhang tips and experience-based advice on solid bridging. You’ll be printing the 8th wonder of the (3D printing) world in no time.
In order to get the most out of your 3D printing experience, you’re going to want to produce objects that are more complex. This means that there are going to be times when you will need to push past self-imposed design limits in order to see what’s really possible.
Note: In order to print more complex objects, you will likely need to have to deal with overhangs, bridges and angles in excess of 45°.
Getting that crisp, clean, 3D printing overhang or some sharp ABS bridges can be a bit of a dark art. Essentially 3D printing without support material.
Why Would You 3D Print An Overhang?
Let’s start with an overview of the basics to this type of 3D printing ‘problems and solutions’ guide. As you know, a 3D printer starts printing an object from the bottom up. Theoretically, every layer of extruded material is either supported by the print surface or the previous layer of material.
However, with objects that have more complex designs, there can be upper areas that are not supported by underlying material. These areas are known as overhangs or bridges, depending on the shape of the design.
Think of the letters Y, H, and T. The letter arms of the letter Y consist of two overhangs at a 45° angle. The crossbar of the letter T consists of two overhangs at a 90° angle. The letter H, on the other hand, contains no overhangs at all, but does include a bridge that is supported at either end by two uprights.
The letter H, on the other hand, contains no overhangs at all, but does include a bridge that is supported at either end by two uprights.
The different overhangs and the bridge in these objects all present the same basic problem. Your printer filament is subject to the law of gravity. It can’t be extruded onto thin air. So, what’s the solution?
Well, even though all three objects present the same basic problem, the solution to that problem depends on the shape of the object itself. So let’s take a look at what type of solutions exist for the problems presented when printing overhangs and bridges.
The 3D Printing Overhang
Rather than thinking about how to add support for 3D printing, let us open your mind to the possibility of extreme overhangs.
Basically, in order to create an overhang at any angle less than vertical, your printer offsets each successive layer. The lower the angle gets to horizontal, or 90°, the more each successive layer is offset.
So, for example, with a 45° angle, each successive layer is offset by 50%. In other words, 50% of the new layer remains in contact with the layer below.
This type of contact provides fairly substantial stability, as each new layer has enough foundational material to grab onto and stay put.
However, when we begin to get closer to horizontal, the amount of offset becomes more and more extreme. For example, with a 75° angle, each successive layer is offset by nearly 80%.
In other words, less than 20% of each new layer remains in contact with the layer below.
It’s readily apparent that this type of contact is much less stable than the contact which occurred at 45°. Every new layer has much less surface area to bond with.
Very often, the result is delamination of layers or sagging of the overhang and even collapse. So what’s to be done to prevent this from happening? Let’s take a look at a couple of solutions.
Avoidance, or the 45° Rule
This is typically the safe bet – but we’re here to talk about ways beyond this.
You could avoid the entire problem by following the 45° rule.
The 45 degree rule in 3D printing is a general rule used in 3D modeling that advises against designing objects that contain angles greater than 45°.
But who cares about general rules. You know a better way.
By eliminating angles greater than 45° in your designs, you also limit the scope of what you are able to create. So, in some sense, the 45° rule isn’t always a viable solution to the problems presented by overhangs.
Some beautiful and functional objects require difficult overhangs to obtain their beauty or functionality. So let’s keep looking.
Use a Chamfer
A chamfer is one of those ‘cheat’ 3D printing techniques – a symmetrical, sloping surface at an edge or corner that is used to avoid violating the 45° rule.
In other words, a chamfer essentially makes an angle that is greater than 45° and turns it into an angle that is 45° or less. Here again, we have a solution that solves the problem of difficult overhangs by delimiting design.
In some cases, the use of a chamfer might work fine. In other cases, a chamfer could destroy the integrity of the object that you were trying to produce. So, a chamfer isn’t so much a solution to printing difficult overhangs as it is a way to avoid them.
How to 3D print a support structure or material
So if you must cheat, here’s how it’s done…
A support material, as the name implies, is a printing material used to support overhangs on a designed object. Your printer first lays down a layer of support material underneath the area where the overhang will be.
Once the supporting printing filament is in place, your printer is able to continue laying down the upper levels of your model. Once printing is completed, the support material is removed.
Most support materials are soluble because they need to be removed after printing. For example, PVA is soluble in water, while HIPS is soluble in Limonene. After printing is finished, the object is submerged in a container containing the solvent in question.
After a certain amount of time and some gentle and occasional agitation, the support material dissolves, leaving the object and its difficult overhangs intact.
Not all support materials are soluble. Some printing materials are compatible for use with a breakaway support material. A breakaway support material is printed underneath the area where the overhang will be, just like a soluble material.
However, unlike a soluble material, once printing has finished and the object has cooled, the breakaway material simply and cleanly snaps off the object, leaving the difficult overhang intact.
Hide Your Support Material
Another solution is to design your object so that difficult overhangs are supported but, because of the design, the eye is fooled into thinking that no support was used.
This is a trick that sculptors have been using for the last two thousand years. For example, take a look at “Venus Victrix” by the Italian sculptor Antonio Canova.
The right arm is an overhang, but the pillows act as a support. Likewise, the left leg is another overhang, but this time the bunched toga underneath does the necessary supporting.
Likewise, the left leg is another overhang, but this time the bunched toga underneath does the necessary supporting.
The point is, with careful design, support for overhangs can be incorporated into an object in such a way that it doesn’t look like support. Instead, the object retains an organic look that naturally incorporates what otherwise would be difficult overhangs.
How To Exceed 45° Without the Use of Support Materials
45° is often the steepest angle that can be achieved without utilizing support materials. However, under the right circumstances, steeper angles are possible.
Let’s take a look at how.
Dial In Your Printer
In order to print overhangs that contain angles steeper than 45°, you have to make sure that your printer is in tip-top shape. Make sure that your bed is level. Replace your build surface if needed.
Check that the print nozzle is clean and clear of any debris or carbonized build-up. We recommend using Floss cleaning filament for an effortless, fast and thorough nozzle clean.
In general, perform all necessary routine maintenance so that you have the most precise build space possible. You’re going to be doing some very precise printing, you want to make sure that your machine is up for the challenge.
Solidify Your Print Material Quickly
Cooling is always important. Here on the left, cooling has not been sufficient. On the right, you notice the crisp 45-degree overhang, with sufficient cooling.As we saw above, angles above 45° mean less contact between each successive layer in your overhang. This increasingly minimal contact means that the longer the material takes to cool, the greater the chances are that sagging, delamination or collapse will occur.
Because time is of the essence, make sure that you are doing everything that you can to solidify your print material quickly. Make sure that you are making good use of your layer cooling fan.
Your material needs to shed quite a lot of heat in a short period of time. Consider using a radial fan setup with a ducted blower which displaces more air than an axial fan.
Consider using a radial fan setup with a ducted blower which displaces more air than an axial fan.
Also, try printing at a slightly lower temperature than normal. You want to find the sweet spot that is slightly above the material’s melting point but still hot enough to prevent clogging of the print nozzle.
This will not only help with cooling, but it will also prevent potential over extrusion of the print material which, as we will see in a moment, can be catastrophic when printing extreme angles.
Make sure you’re using high-quality filament, good quality PLA can be printed at lower temperatures while maintaining excellent layer adhesion. This means you can span those distances neatly, without compromising strength or the finish of your print.
This is also the trick to minimizing stringing, which can plague overhangs and bridges. Better quality filament maintains its viscosity consistently and won’t leave stringing.
Using lower temps, better cooling and increasing retraction settings will also prevent stringy 3D prints which could make your bridges look messy.
Adjust Your Slicer Settings
First, adjust your slicer settings to use the lowest layer thickness possible. This is effective when printing a difficult 3D printer overhang because there is less material being deposited with each pass of your print head.
Less mass equals quicker cooling time.
Second, change your shell settings/perimeters so that you printing from the inside out instead of the outside in. This will help anchor your topmost layer to the layer underneath as you print.
Reduce Your Speed
Again, rapid cooling is essential for successfully printing angles above 45°. Reducing your print speed can help you speed up this essential cooling. The slower the speed of your print head, the longer that it takes for your material to get from the print nozzle to the object.
In addition, slower print speeds mean that your layer cooling fan spends more time directing air flow over a particular section of your object.
Once you’ve got your printer up to speed and you’ve dialed in your settings, it’s a good idea to print a calibration object. A calibration object will allow you to test your settings before you pull the trigger on printing an object that you’re going to use.
A calibration object will allow you to test your settings before you pull the trigger on printing an object that you’re going to use.
When it comes to overhangs, there are a lot of designs out there, like this one on Thingverse, that will push your printer and your printing skills to the limit.
3D Printing Bridges
Bridges present much of the same printing problems as overhang 3D printing. The difference is that bridges, by definition, are 90° surfaces supported by nothing more than two vertical structures at either end.
Like any bridge, it is the tension on both ends of the string of print material that prevents the middle of the string from collapsing. In some sense, because of the angle involved, you could describe bridging 3D printing as the most difficult overhang of all.
In general, the shorter the length of the bridge, the greater the chance that the bridge will succeed structurally. Conversely, the longer the bridge, the greater the chance that it will succumb to structural stress.
As a result, just as you are generally in safe territory with overhangs containing angles less than 45°, you are also generally ok with bridge lengths of 5mm or less.
However, as was the case with overhangs, in order to create truly beautiful and functional objects, you’ve got to be able to stretch the limits of what you, your printer and the filament you’re using can do.
After all, at least with bridges you don’t need to worry about 3D printing support material removal. Let’s take a look at some of the techniques that will help you bridge the gap in your designs like never before.
Luckily, bridges are just a variant of overhangs. This means that, by and large, the same techniques that help you print angles over 45° will also help you lengthen the distance that you can cross with your bridges.
Learn to 3D print without support
Our 3D printing bridging tips are, firstly, to make sure that your printer is operating at optimal levels. You also want to make sure that you are cooling your printing material as rapidly as possible.
Just as with overhangs, the longer it takes for your material to cool, the more likely it is that your bridge will deform or fail. Therefore, use your layer cooling fans aggressively.
Also, lower your printing temperatures as much as possible. Adjust your slicer settings and reduce your printing speed to facilitate the cooling that will let your bridge the largest possible distance.
It helps to use a good quality, low-temperature grade material to begin with.
Print slower! Get from one end to the other in nice and smooth way; there’s no need to rush. The extra time will allow for better adhesion of the layers, resulting in a stronger, neater bridge.
In addition, there are one or two other tricks that you can try to make printing bridges easier. First, if you’re faced with an extreme bridge distance, try changing the orientation of the object that you’re printing.
A difficult bridge may be impossible when the object is viewed vertically. However, the impossible bridge is a piece of cake if the object is rotated 90° and printed on its back.
However, the impossible bridge is a piece of cake if the object is rotated 90° and printed on its back.
In some respects, printing a bridge is more likely to succeed than printing an overhang, because you have two anchor points for a bridge – one at each end.
However, it’s worth bearing in mind that this only works well as long as the bridge is perfectly level, spanning only one layer. If it’s tilting upwards just slightly, spanning a few layers, the bridge will not complete quickly (or neatly) in a single layer.
You can also make difficult bridging situations easier by slightly altering the shape of the bridge. A flat bottomed bridge enforces the 90° angle that is so difficult to print.
By altering that angle slightly, say with a slight arch, you reduce the difficulty of the print angle. A straight 90° angle suddenly becomes a much more forgiving 60° to 70° angle due to the added arch. Much more achievable in the long run.
Finally, choose a printing material that is of high quality to get those overhangs with the minimum of fuss. The quality of any print is surprisingly dependent on the quality of your filament, and bridging is no different.
The quality of any print is surprisingly dependent on the quality of your filament, and bridging is no different.
Related articles:
- How to fix poor quality bridging in 3D printing
- How to fix rough surfaces and poor quality above supports
- 3D printer troubleshooting – all problems solved
- Optimum infill settings for 3D printing
- 3D printer nozzle size pros and cons
The Ultimate Guide to 3D Printing Support Structures - Knowledge
FDM 3D printers work by depositing a layer on top of a thermoplastic layer to create a 3D object. In this method, each new layer must be supported by the layer below it. If your model has a canopy that is not supported by anything below, additional 3D print support structures must be added to ensure successful printing.
Auxiliary structures are considered a necessary evil in 3D printing. On the one hand, they are absolutely necessary for models with unpleasant overhangs or bridges. On the other hand, they increase material costs, add more post-processing work, and can damage the surface of the model. Therefore, getting 3D printing support structures right is a very important aspect of complex 3D printing models.
On the other hand, they increase material costs, add more post-processing work, and can damage the surface of the model. Therefore, getting 3D printing support structures right is a very important aspect of complex 3D printing models.
In this article, we will prepare everything you need to know about 3D printing support structures.
Typically, when your model has an overhang or bridge that is not supported by anything below, you may need to use a 3D printed support structure to be able to 3D print it. Here are some examples of canopies and bridges illustrated with the letters Y, H and T.
Canopies and bridges are illustrated with the classic example of the letters Y, H and T.
Not all overhangs need supports - 45 degree rule
However, not all overhangs need support. The general rule of thumb is : If the overhang is tilted at an angle less than 45 degrees from vertical, then you may be able to print that overhang without using 3D printed support structures.
It turns out that 3D printers use very little horizontal offset (barely noticeable) between successive layers. So the layer doesn't stack perfectly over the previous layer, but rather stacks with tiny offsets. This allows the printer to print overhangs that do not lean too much from vertical. Anything below 45 degrees can be supported by previous layers. 45 degrees is considered a failure line.
This aspect is best illustrated by the letters Y and T. The two overhangs on the Y are less than 45 degrees from the vertical. So if you want to print the letter Y, you can get away without using any 3D printing support structures!
Y overhangs do not require 3D printing of supporting structures. The ones in the letter T require them. (source: 3DHubs)
On the other hand, the overhangs of the T have a 90 degree angle to the vertical. So you must use 3D printing support structures to print the letter T, otherwise, the result will be a mess, as shown below.
Without 3D printing support structures, the letter T will not print properly (source: 3DHubs)
Not all bridges require support - 5 mm rule
Just like overhangs, not all bridges require support. Here rule of thumb : If the length of the bridge is less than 5 mm, the printer can print it without requiring 3D printing of supporting structures.
To do this, the printer uses a method called bridging - where it stretches the hot material over short distances and manages to print it with minimal sag.
However, if the bridge is longer than 5 mm, this technique does not work. In this case, 3D printing support structures need to be added.
5 Bridges longer than 5mm cannot be printed without 3D printing support structures. Notice how they warp and warp.
CHECK PRINTER'S ABILITY TO PRINT OVERHANGS WITHOUT SUPPORT
Rule of thumb that overhangs less than 45 degrees from vertical do not need support just that is the rule of thumb. Your mileage may vary and it depends a lot on the printer, its condition and the material you are using. Printers in poor condition may not print overhangs at 35 or 40 degrees from vertical!
Your mileage may vary and it depends a lot on the printer, its condition and the material you are using. Printers in poor condition may not print overhangs at 35 or 40 degrees from vertical!
Before you start printing models with overhangs, it's a good idea to find out the printer's ability to print more innocuous overhangs.
This is fairly easy to do. Just download this Massive Overhang Test Model from Thingiverse and print it out. This model has a range of overhangs ranging from 20 degrees to 70 degrees in 5-degree increments.
Massive overhang test in Thingiverse
Determine the angle at which the printer fails. This is the maximum overhang angle that the printer can print without support. Please note this so you can use this information later to decide where to use support and where not.
Disadvantages
You may be wondering why we fuss about where support is required and where it can be avoided. The reason for all this fuss is that using 3D printing support structures has its downsides.
If you are using 3D printing in a production environment, then you are most likely concerned about cost per model. If you're a lover on a budget, you probably care about that too.
3D printing support structures obviously add to the cost of the model. Support structures consume material and that material is later removed and discarded. So every bit of 3D printed support structure you use adds to the cost of the model.
3D printing support structures also increase print time because more things need to be printed.
Post-processing work added
3D printing support structures are not part of the model. They are used to support parts of the model during printing. This means that once the print is complete, you now have the additional task of removing structures before the model is ready to go.
In production settings, added work means the added value of the model.
3D print support structures touch and often stick to model walls. This is the only way to provide support for overhangs and bridges. If you are not careful when removing 3D print support structures, they can leave marks on the surface of the model. In the worst case, a part of the model may break along with the 3D printing support structure.
This is the only way to provide support for overhangs and bridges. If you are not careful when removing 3D print support structures, they can leave marks on the surface of the model. In the worst case, a part of the model may break along with the 3D printing support structure.
In general, there are significant drawbacks to using 3D printing support structures. Therefore Here is another rule : Minimize the use of 3D printing support structures and only add them when needed . In later sections, we will show you how to apply this philosophy from the very CAD design phase leading up to the printing phase.
GEOMETRY SUPPORT STRUCTURE
There are two general types of 3D printing support structures: tree-like support and line/accordion support.
Tree-like support
Tree-like support is a tree-like structure that supports model overhangs. This type of 3D printing support only concerns the canopy at certain points.
Tree-like 3D printed support structure (source: Flashforge)
The advantage of using tree-like 3D printing support is that it is easier to remove and not damage the underside of the overhang. But note that it is only suitable for non-flat overhangs, such as the tip of the nose, the tip of the finger, or arches. It does not provide sufficient stability for flat overhangs.
But note that it is only suitable for non-flat overhangs, such as the tip of the nose, the tip of the finger, or arches. It does not provide sufficient stability for flat overhangs.
Linear or Accordion Support
This is the most common type of support used in 3D printing. This type of support consists of vertical posts that touch the entire overhang. This type of 3D printing support works for almost every overhang and bridge. However, they are much harder to remove and much more likely to cause damage to the model's surface.
Linear 3D print support structures (Source: Flashforge)
EASY TO REMOVE SUPPORT TYPES
Single extruder printers use breakthrough 3D print support structures by default. If you have a single extruder, you must use the same material that is used to print the model to print the 3D printing support structures. Naturally, it is possible to adjust the density of the 3D print support structures and make it much lower than the density of the model, but this is the only control you have as far as support materials are concerned. Because the model and the 3D print support structures are made from the same material, the only way to separate them is to either tear the support structure apart by hand or carefully cut it off with a knife. These removal methods introduce quite a large risk of damaging the model, and one must apply the correct technique and remain extremely vigilant and careful during the removal phase.
Because the model and the 3D print support structures are made from the same material, the only way to separate them is to either tear the support structure apart by hand or carefully cut it off with a knife. These removal methods introduce quite a large risk of damaging the model, and one must apply the correct technique and remain extremely vigilant and careful during the removal phase.
If you have a printer with two extruders, there is a better option. You can load one extruder with PLA to print the model, and the other one with water soluble material like PVA or Limonene soluble material like HIPS for printing support structure. Once the print is complete, simply wash off the support structure by immersing the model in water or limonene. This removal method reduces the risk of damage to the model and makes it easier to work after processing. Perfect for intricate prints!
HOW TO REMOVE BREAKING 3D PRINT SUPPORT STRUCTURES
Since broken 3D print support structures are difficult to remove and can potentially damage the model, we've included some proven tricks to remove them in the right way.
-
First, identify a 3D printed support structure that is fully exposed and easy to maneuver with your fingers. Try tearing off these 3D printing support structures with your fingers. Be gentle. Very gentle. If you do it right, most of the support structure should come off fairly easily.
-
Next, use the tool to remove 3D printing support structures that are difficult to access. There are many opinions about which tools work best. You can use a needle nose plier, a putty type knife, or an Exacto knife. You can also use a combination of all these tools.
-
When using a knife or scraper, it is a good idea to heat up the model or blade. This makes it easier to cut 3D printing support structures. A tiny butane torch can help, but make sure you don't damage the model with it.
-
Many people discourage the use of Exacto knives because they are quite sharp and dangerous. One slip and you may end up with a severed toe instead of a cut off support.
 Also, you can get blood all over your model. Yew!
Also, you can get blood all over your model. Yew! -
Sandpaper is also an excellent removal tool. Wet sanding with high sand paper (220 to 1200) will remove the 3D printed support structures as well as polish the model. For best results, apply water to the piece and sand in smooth, light strokes until the desired surface finish is achieved.
You can use wet sanding to remove the last bits of 3D print support structures and polish the surface of the model (Source: Formlabs) resulting in scratches, marks and smudges. Nail polish polish is a great tool for correcting or hiding these imperfections.
If you're interested in a community take on this topic, take a look at this thread—The best way to remove rafts, poles, and other foreign threads.
MINIMIZE 3D PRINT SUPPORT STRUCTURES WITH SMART DESIGN
Integrate 3D print support into the model
One way to avoid 3D print support structures is to add elements to the model that can do the same job . This trick has been used by sculptors for centuries. For example, take a look at this sculpture by Antonio Canova "Venus Vitrix".
This trick has been used by sculptors for centuries. For example, take a look at this sculpture by Antonio Canova "Venus Vitrix".
Venus Vitrix Antonio Canova
Here the right hand is a canopy but supported by pillows. The left leg is another overhang, but this time the togas are grouped to act as support. The next example is a model called "The Guardian" by designer @fantasygraph. It deftly supports the model's legs and buttocks with a flowy dress. The spear, fixed at the bottom, acts as a support for the left hand.
The Guardian by @fantasygraph shows how supports can be integrated into a model.
Integrating a 3D printing support structure into a design is more of an art than a science. You need to come up with elements that both fit into the overall design and can support overhangs or bridges. Done right, it enhances the beauty of the model and makes the printing process free from 3D print support structures - saving time, money and labor.
Chamfers
Another way to eliminate the need for 3D print support structures is Chamfers. Chamfers are a neat way of turning otherwise obnoxious overhangs into harmless overhangs with angles less than 45 degrees. For example, if you have a gently slanted or curved edge, you can replace it with an angled edge that doesn't require support. This angular design is called Chamfer.
Left: Gradually rounded edge that needs support Right: Chamfered edges that can be printed without 3D printed support structures (Source: Rigid Ink)
Similarly, if you have a hole in the model, you can convert it to a teardrop hole. Most of the time, this will not affect the overall aesthetics of the model. But it will help you reduce the 3D print support structures needed to print the model.
Chamfered teardrop hole (source: Markforged)
MINIMIZING 3D PRINT SUPPORT STRUCTURES BY REORIENTATION
Sometimes minimizing the necessary 3D print support structures is as easy as reorienting the model onto the print bed. For example, it's much better to print the open box shown below with the face open on top.
For example, it's much better to print the open box shown below with the face open on top.
Chamfered teardrop hole (source: Markforged)
Here's a more non-trivial example, again coming from designer @fantasygraph. This is a character model with a horizontal arm pointing to infinity and beyond.
If you print the model as it is, we will need to support the left hand. It is basically a long overhang with a 90 degree angle.
When you remove the support, it will most likely leave stains on the underside of the arm. To avoid this, you can rotate the whole model by 45 degrees and simply add support for the base of the model. The quality of the basis of the model is not of great importance in any case. Thus, it is possible to print the model with fewer 3D printing support structures and save the left hand from damage.
This is very clever and ingenious. Maybe you can be just as smart with your models?
PRINTING OVERHEADS AND BRIDGES WITHOUT 3D PRINT SUPPORT STRUCTURES
We have emphasized in the previous sections that you should try to minimize the use of 3D print support structures whenever possible. However, this means that you will often be stepping into difficult territory where there is a risk of model instability. To minimize this risk, here are some general tricks.
However, this means that you will often be stepping into difficult territory where there is a risk of model instability. To minimize this risk, here are some general tricks.
-
Make sure your 3D printer is in optimal condition.
-
Make sure you cool the media as quickly as possible. The longer your material is allowed to cool, the more likely it is that your bridge or overhang will warp or fail. Use your cooling fan layer aggressively. Also, lower the printing temperature as much as possible.
-
Reducing print speed also helps cool down, and this is especially helpful when printing long bridges and complex overhangs.
-
Try to use the lowest layer thickness if possible. The thickness of the bottom layer means less mass deposited on each printhead run. It also helps to cool the material faster.
CURA SUPPORT STRUCTURE SETTINGS
Sometimes it is impossible to avoid using 3D printing support structures.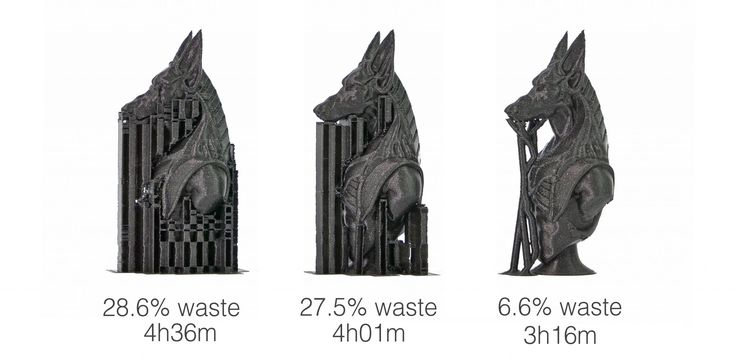 But even in this case, you should try your best to make sure the 3D printed support structures are stable, but do not waste a lot of material, easy to remove and not damage the surface of the model.
But even in this case, you should try your best to make sure the 3D printed support structures are stable, but do not waste a lot of material, easy to remove and not damage the surface of the model.
Your slicer software will give you many additional ways to customize 3D printing support structures. Most software slicers can generate 3D print support structures automatically, but they also provide a manual mode where you can add or remove 3D print support structures wherever you want. In addition, the slicer software provides many different settings that control the following aspects of 3D printing support structures.
-
Placement of support structures 3D-printing
-
Strength of support structures 3D-printing
-
Simplication of removal after printing
-
Damage to the press
In this article, we decided to pursue the CURA in this article, because it is the most popular free slider out there at the moment.
Cura offers many options related to the support structure under Custom Settings Support. If you can manipulate these settings correctly, you can create 3D printing support structures that meet most of the basic requirements.
First things first. How to pass validation if your model needs additional support?
Kura makes it easy. After you've imported your model into Cura and soldered it to the virtual build plate, look for the red colored sections. These are the parts where Kura found instability. Note that you may not see unsupported areas until you rotate the camera view.
If you see red at the bottom of the part where the model touches the build plate, you don't have to worry about that area being unsupported. The plate assembly will take care of this problem. Small red areas at the tops of holes or between two structures are called bridges, and Cura will handle them automatically too.
If there are other parts highlighted in red, then you need to start worrying. To begin with, auto-generated 3D printing support structures need to be enabled to ensure that these red parts can be successfully printed. To do this, simply check the Generate Support checkbox in the Support section.
To begin with, auto-generated 3D printing support structures need to be enabled to ensure that these red parts can be successfully printed. To do this, simply check the Generate Support checkbox in the Support section.
So now you've included the support structure generated automatically, but probably didn't see anything change in the model view. This is because Cura does not show 3D printing support structures in Solid view by default. To see the created 3D printing support structures, change the view to Layer View. Auxiliary material (lines and volume) will be displayed in teal. By moving the layer slider up and down to see where support is being added to the model.
Cura generates 3D printing support line structures by default. In beta 3.2, Cura introduced the ability to use tree-like support instead of the default linear one.
When you enable the support structure, an option called Placement automatically appears under the support section. The placement parameter allows you to roughly control the positioning of the support structure. There are two options: Everywhere and touching plate assembly. Everywhere is selected by default.
There are two options: Everywhere and touching plate assembly. Everywhere is selected by default.
When Everywhere is selected, Cura 3D attempts to build structures where they are needed. This means that you not only have 3D print support structures that are erected on the build plate, but also 3D print support structures that use part of the model as a base. This is a reasonable option in most cases, as it ensures that all unstable areas have the necessary support.
However, if Everywhere is chosen for very complex models, the model may end up being completely enclosed by supporting material. If you don't want this, just change the placement setting to Touching Buildplate. This will create 3D print support structures under the overhanging sections of the model just between the build plate and the model.
Since the model overhang is always printed on top of the 3D print support structures, you don't always get the best surface finish for those parts. Setting the hidden support roof Enable Support can help with this.
The supporting roof is a tight skin on top of the supporting structure that does not compromise the surface finish of the overhangs too much. When you enable this setting in Cura 3D using the checkbox, you will get the best quality finish. But this improvement comes at a cost, as this option makes the 3D printed support structure harder to remove than usual. Use this option only if the surface finish of the overhang is critical to the function of the finished part.
Sometimes 3D print support structures are built too close to the outer wall of the model and leave marks on the outer surface of the model. You can prevent this by using the hidden X/Y Distance support options under the Support section.
The X/Y support distance setting in Cura essentially controls the minimum allowed distance between the model's vertical walls and the support structure in the X-Y plane. If the 3D printing support design damages or sticks to walls, you can increase the value by 0. 2mm until the walls come out smooth. However, please make sure that there are not small overhangs sticking out of the outer walls, which will go unsupported if you put some distance between the support and the walls. If such small overhangs exist, it may even be necessary to reduce the X/Y distance instead of increasing it. Otherwise, you will get a failed print.
2mm until the walls come out smooth. However, please make sure that there are not small overhangs sticking out of the outer walls, which will go unsupported if you put some distance between the support and the walls. If such small overhangs exist, it may even be necessary to reduce the X/Y distance instead of increasing it. Otherwise, you will get a failed print.
In order for the support material to break cleanly without driving through the layers of the model, the bond between the support material must be weaker than the bond between the layers of the model. Cura creates this looser connection by leaving a space between the top and bottom of the support structure and the model - and this space is known as the "3-Distance".
3D printing support structures can be made easier to detach by controlling hidden settings in the Support section. The default value for this setting is the same as the height of the layer. So if the layer height is 0.1mm, the default spacing will also be 0. 1mm.
1mm.
If your support material is hard to get off the model, increase this value in layer height increments until it comes off cleanly. Cura can either add support on any layer or not add support. Unfortunately, there are no "half layers of support". So if the 0.2mm spacing setting for printing with 0.1mm layer height is too much and 0.1mm spacing isn't enough, you're out of spacing options.
Cura support templates
Cura generates 3D printing support material in one of seven templates. You can change the template using a hidden setting called Support Template under Customization.
In most cases the default pattern, Zig Zag, will generate the best balance between strength and ease of removal. Other pattern options are Triangles, Lines, Grid, Concentric, Concentric 3D and Cross. If you are unhappy with the default template, you can experiment with other options. Each will give you a different balance between strength and ease of removal.
Conclusion
Auxiliary structures are a necessary evil in 3D printing. You need them to print difficult overhangs and bridges in your model. But when you can't use soluble 3D printing support structures, it's a good idea to try and minimize your use of them. We've discussed situations where you don't need 3D print support structures and mentioned a few creative tricks for printing without them.
You need them to print difficult overhangs and bridges in your model. But when you can't use soluble 3D printing support structures, it's a good idea to try and minimize your use of them. We've discussed situations where you don't need 3D print support structures and mentioned a few creative tricks for printing without them.
But often, you would have a canopy or bridge that is so bad that you have to use support. In this case, you need to play with the slice settings to make sure you don't waste too much material or damage the model during removal. We talked about how to choose the right cut settings to get the best results and shared some tricks on how to properly remove 3D print support structures.
We hope this article will help you get better at 3D printing and printing better models. If you liked it, share it with your 3D printing buddies and spread the word.
3D Printing Support Structures - Complete Guide
An Easier Approach to Caliper Structures
Caliper Structures for 3D Printing - The Complete Guide
Everything you need to know about caliper structures used in 3D printing. Feel free to use overhangs and bridges in your models!
Feel free to use overhangs and bridges in your models!
Caliper Structures: If you have a lot of experience with FDM 3D printers (FDM - Fused Deposition Modeling), you may have found yourself in situations a couple of times in which you had to use such structures. An FDM 3D printer creates a 3D object by sequentially applying layers of thermoplastic materials. In this case, each new layer rests on the layer below it. If the model has an overhang that is not supported from below, it will likely sink or even fall off, and you will need to print additional support structures to ensure successful printing.
Caliper structures are seen as a necessary evil in 3D printing. On the one hand, they are absolutely necessary for models with dangerous overhangs or bridges. On the other hand, the cost of materials rises, finishing work is added, and there is a risk of damage to the surface of the model. Therefore, proper application of printed caliper structures is a very important aspect of 3D printing complex models.
Caliper structures in 3D printing: 3 easy steps to success
In this article, we will cover everything you need to know about support structures used in 3D printing. Detailed explanations are provided later in the text.
WHEN DO YOU NEED THEM?
In general, when a model has an unsupported overhang or bridge, caliper structures may be required to enable 3D printing. The figure below shows overhangs and bridges using the letters Y, H and T as an example.
A classic example of overhangs and bridges using the letters Y, H and T as examples.0003
Caliper structures are not needed for all overhangs - 45 degree rule
Caliper structures are not needed for all eaves. As a general rule of thumb, if the overhang slopes less than 45 degrees from vertical, it can be printed without the use of caliper structures.
Support structures are required for overhangs greater than 45 degrees from vertical.
3D printers provide a slight (barely noticeable) horizontal displacement between successive layers, i.e., the applied layer is placed on the previous one with a slight displacement. This ensures that overhangs are printed that do not deviate too much from the vertical. Anything less than 45 degrees can be supported by previous layers, and anything above that number can't. A value of forty-five degrees is considered a break line.
This statement is best supported by the examples of the letters Y and T. The two slanted parts of the Y have an angle of less than 45 degrees from the vertical. Therefore, if necessary, the letter Y can be printed without the use of any caliper structures performed by 3D printing.
For overhangs in the letter Y, printing of support structures is not required. But for overhangs in the letter T - yes. (source: 3DHubs online production platform)
On the other hand, the protruding parts of the T are at an angle of 90 degrees from vertical. Thus, in this case, for the 3D printing of the letter T, the use of support structures is a necessary condition, otherwise the result will be a nightmare (see the figure below).
Thus, in this case, for the 3D printing of the letter T, the use of support structures is a necessary condition, otherwise the result will be a nightmare (see the figure below).
Without caliper structures, it is not possible to print the letter T properly (source: 3DHubs online manufacturing platform)
2
Not all bridges need supports - the 5 mm rule.
As with overhangs, supports are not required for all bridges. A rule of thumb that has been proven in practice is that if the bridge length is less than 5 mm, the printer is able to print it without the need for a caliper structure.
This uses the 'bridging' printing method, in which the printer stretches the hot material over short distances and prints it with minimal sag.
However, if the bridge length is greater than 5 mm, this method does not work. In this case, it is necessary to additionally print support structures.
Bridges longer than 5 mm cannot be printed without support structures. Notice how they warp and deform.
Notice how they warp and deform.
TESTING PRINTER'S ABILITY TO PRINT OVERHEADS WITHOUT SUPPORT
The rule of thumb that if an overhang slopes less than 45 degrees from vertical, it can be printed without the use of support structures is just a rule of thumb. Much depends on the printer, its condition and the materials used. Printers that are in poor condition may not print 35 or 40 degree overhangs from vertical.
Before printing a model with overhangs, it is recommended that you evaluate the printer's ability to print small overhangs.
This is easy to do. Simply download the Massive Overhang Test print model from the Thingiverse website and print it. This model presents overhangs from 20 to 70 degrees in 5-degree increments.
Overhang print test model from Thingiverse website (Source: Thingiverse website)
Determine the angle at which the printer starts to print abnormally. This is the maximum overhang angle at which the printer can print without support. It is recommended to remember it for making further decisions on the need to use support structures.
It is recommended to remember it for making further decisions on the need to use support structures.
DISADVANTAGES
Like many things in life, the use of support structures in 3D printing has certain weaknesses. There are several of them, so let's look at them.
1
Increased material costs
Support structures require additional materials. In this case, these designs after printing must be removed and thrown into waste.
When using 3D printing at the manufacturing level, the focus may be on model costs. If this is your hobby and you are limited in funds, then, for sure, this is also not indifferent to you.
3D printing of support structures means an obvious additional cost per model. Caliper structures require material that is subsequently removed and discarded, so any 3D caliper structures go to waste, which increases the cost of the printed product.
2
Print time increase
3D printing of support structures also increases print time as the printer prints additional volumes. It is quite obvious that the additional time spent depends on the number and height of the support structures.
It is quite obvious that the additional time spent depends on the number and height of the support structures.
3
Additional finishing
Additional finishing is required when printing support structures. (source: Formlabs)
3D printed support structures are not part of the model. They are used as a support for parts of the model during printing. This means that at the end of printing, there is an additional need to remove these structures before the model is ready for use.
In a production setting, extra work means additional costs for the model.
4
Risk of product damage
Left: Printing with supports. Middle: Removal of calipers with product damage. Right: Removal of calipers without significant damage to the product. (source: 3DHubs online manufacturing platform)
3D caliper structures come into contact with the walls of products and often stick to them. They are the only means of providing support under overhangs and bridges. If care is not taken when removing 3D caliper structures, defects may remain on the surface of the product. In the worst case, part of the model may break off along with the 3D support structure.
They are the only means of providing support under overhangs and bridges. If care is not taken when removing 3D caliper structures, defects may remain on the surface of the product. In the worst case, part of the model may break off along with the 3D support structure.
In general, there are significant drawbacks when using support structures. Therefore, here is another tried and tested rule: Minimize the use of 3D support structures and add them only when necessary . The following sections will explore the application of this principle, starting directly from the computer-aided design (CAD) stage and ending with printing.
GEOMETRY OF THE CALIPER STRUCTURE
Two types of support structures are commonly used: tree-like ("tree") and linear/"accordion".
Tree calipers
The tree caliper is a tree structure that serves as a support for the overhangs of the model. Calipers of this type only come into contact with the overhang at certain points.
3D caliper tree structures (source: Flashforge)
The advantage of using a 3D caliper tree structure is that it can be removed more easily without significant damage to the underside of the overhang. However, it should be noted that this type of caliper is only suitable for non-flat overhangs, such as the tip of the nose, toe or arch. For flat overhangs, it does not provide sufficient stability.
Linear support or "accordion"
This is the type of support most commonly used in 3D printing. It consists of vertical posts that are in contact with the overhang over the entire surface. This type of caliper is suitable for any overhangs and bridges. However, it is more difficult to remove without damaging the surface of the model.
Linear 3D support structures (source: Flashforge)0019
Tear-off 3D support structures
Single-extruder printers use tear-off support structures by default.
If you have one extruder, you have to use the same material to 3D print the support structures that is used to print the model. Of course, the density of the caliper structures can be adjusted to be much lower than the density of the model, but this is the only remedy that can be applied to the material of the caliper.
Of course, the density of the caliper structures can be adjusted to be much lower than the density of the model, but this is the only remedy that can be applied to the material of the caliper.
Since the model and 3D caliper structures are made from the same material, the only way to separate them is to either break off the caliper by hand or carefully cut it off with a knife.
These removal methods carry a high risk of damage to the model, and during removal, you must use the proper methods and be extremely vigilant and careful.
2
Dissolvable 3D calipers
Dissolvable calipers are easier to remove, but requires a printer with two extruders.
If you have a dual extruder printer, you have a better choice. You can load one extruder with PLA for model printing and the other with water soluble material such as PVA or limonene soluble material such as HIPS (polystyrene) for caliper structure printing. At the end of printing, it is enough to simply remove the support structure by washing off by immersing the model in water or limonene.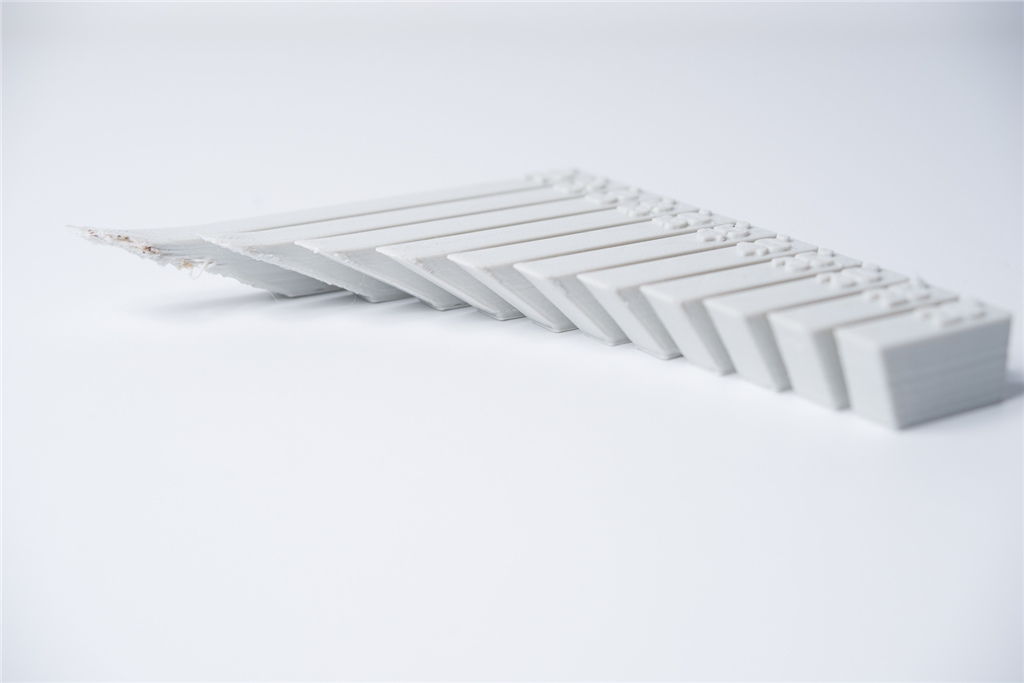
This removal method reduces the risk of model damage and simplifies finishing, making it ideal for complex prints.
HOW TO REMOVE 3D SUPPORT STRUCTURES
Because 3D caliper structures are difficult to remove and can damage the model, here are some tried and tested techniques for removing them properly.
- First you need to determine which support structures are completely open and can be easily reached with your fingers. Try prying these calipers off with your fingers. Exercise caution. Extreme caution. If this operation is performed correctly, most caliper structures should come off without much effort.
- Then take a tool to remove 3D support structures that are difficult to reach. There are many opinions about which tools are best. You can use needle-nose pliers, a spatula, or a utility knife. You can also use all these tools together.
- When using a knife or scraper, it is a good idea to heat up the model or blade.
 This contributes to better delamination of the 3D support structures. A small butane torch will help, but care must be taken not to damage the model.
This contributes to better delamination of the 3D support structures. A small butane torch will help, but care must be taken not to damage the model. - Handle utility knives with care as they are very sharp.
- Sandpaper is also excellent for removal. When wet grinding with fine-grained sandpaper (from 220 to 1200), not only the removal of 3D caliper structures is performed, but also the model is polished. For best results, it is recommended to spray the part with water and sand in smooth, light strokes until the desired surface finish is obtained.
Wet sanding can be used to remove residual 3D caliper structures and smooth the surface of the model (Source: Formlabs) scratches and surface defects. Nail polish is great for partially or completely covering these marks.
If you are interested in how other users solve this problem, it is recommended that you view the web page on the best ways to remove supports, calipers and filament structures - Best ways to remove foundations, caliper structures and other external filaments.
MINIMIZING 3D CALIPER STRUCTURES WITH SMART DESIGN
Integrating 3D caliper structures into the model
One way to avoid the use of caliper structures in 3D printing is to use additional elements in the model that perform a similar function. Sculptors have been using this technique for centuries. As an example, consider the sculpture "Venus the Conqueror" by Antonio Canova.
"Venus the Conqueror", sculptor Antonio Canova
Here the right arm is an overhang but rests on pillows. The left leg is another overhang, but here the folds of the toga serve as a support.
The next example is the Guardian model by @fantasygraph. As a support for the legs and buttocks of the model, he guessed to use a dress flowing in folds. The left hand rests on the spear lowered down.
@fantasygraph's Sentinel is a prime example of how support structures can be integrated into a model.
Integrating 3D support structures into a design is more art than science. It is necessary to find such elements that fit into the overall design and at the same time can be a support for overhangs or bridges. If done correctly, the model will be more beautiful and the printing process will be freed from unnecessary 3D caliper structures, which means saving time, money and labor.
It is necessary to find such elements that fit into the overall design and at the same time can be a support for overhangs or bridges. If done correctly, the model will be more beautiful and the printing process will be freed from unnecessary 3D caliper structures, which means saving time, money and labor.
Bevels
Another way to get rid of 3D support structures is to use bevels. With proper chamfering, dangerous overhangs can be turned into innocuous structures with angles less than 45 degrees.
For example, if you have a sloping or folded edge, you can replace it with an edge with an angle that does not require supports. Such an angular pattern is called a bevel.
Left: Gradually rounded edge that requires supports. Right: A beveled edge that can be printed without 3D caliper structures (Source: Rigid Ink)
Similarly, if your model has a hole, you can turn it into a beveled teardrop hole. For the most part, this won't ruin the overall aesthetic of the model, but will help reduce the amount of 3D support structures needed to print the model.
Beveled hole (source: Markforged)
MINIMIZING 3D SUPPORT STRUCTURES BY REORIENTATION
. For example, it is much better to print the open box shown below with the open side up.
You can often minimize the use of 3D support structures by properly positioning the model on the build plate (source: Markforged)
Below is a more non-trivial example, again from designer @fantasygraph. This is a model of a man with a horizontally outstretched arm pointing forward and to infinity.
If you print the model as it is, you will need to support the left hand. And it, in fact, is a long overhang with an angle of 90 degrees.
Removing the supports will most likely leave imperfections on the underside of the arm. To avoid this, you can rotate the whole model by 45 degrees and simply add a support for its base. In any case, the quality of the basis of the model does not really matter. Thus, it is possible to print a model with fewer 3D caliper structures and save the left hand from damage.
A simple and ingenious solution. Maybe you can do it too?
PRINTING OVERHEADS AND BRIDGES WITHOUT 3D SUPPORT STRUCTURES
In the previous sections, attention was drawn to the fact that, if possible, you should try to use as little 3D support structures as possible. However, this means that it will often be possible to find yourself in a difficult situation in which the risk of model instability is inevitable. To minimize these risks, here are a few general tips.
- Make sure the 3D printer is in optimal condition.
- Cool the printed material as quickly as possible. The longer the material cools, the more likely it is that the bridge or overhang will warp or fall off. To do this, it is necessary to maximize the cooling capacity of the layers by cooling fans. Also, reduce the print temperature to the lowest possible.
- Reducing the print speed also helps speed up cooling and is especially helpful when printing longer bridges and complex overhangs.

- It is recommended to print with the minimum layer thickness. Less layer thickness means less weight applied with each pass of the print head. In addition, it contributes to faster cooling of the material.
SUPPORT STRUCTURE SETTINGS IN CURA
Sometimes 3D support structures are simply indispensable. But even in this case, every effort must be made to ensure the stability of the 3D support structures, so that they do not consume a lot of material, they are easily removed and do not damage the surface of the model.
The layering manager has many additional functions for fine-tuning support structures. Most layering programs can automatically create calipers, but they also have a manual mode that lets you add or remove calipers anywhere. In addition, there are many different settings in the layering control program to control the following aspects of caliper structures.
- Location of 3D supports
- Strength of 3D supports
- Easy removal after printing
- Damage to the printed surface
In this article, we decided to focus on Cura, one of the most popular free layering software.
Cura has a number of settings related to support structures located in the Support section of the Custom Settings menu. With the correct setting of these settings, you can create 3D support structures that meet most of the basic requirements.
1
Enable automatic creation of 3D support structures for unstable models
Let's start from the beginning. How can I check if a model needs additional supports?
Cura makes this easy. Immediately after importing the model into Cura and placing it on the virtual working base, you should pay attention to the areas colored in red. These are the areas where Cura found instability. It should be noted that, possibly, areas without supports will not be visible until the camera is rotated.
If the bottom of the part is painted red where the model touches the work base, there is no need to worry that there is no support under this area. This problem will be solved by a working base. Small red areas at the top of holes or between two structures are called bridges and Cura will process them automatically.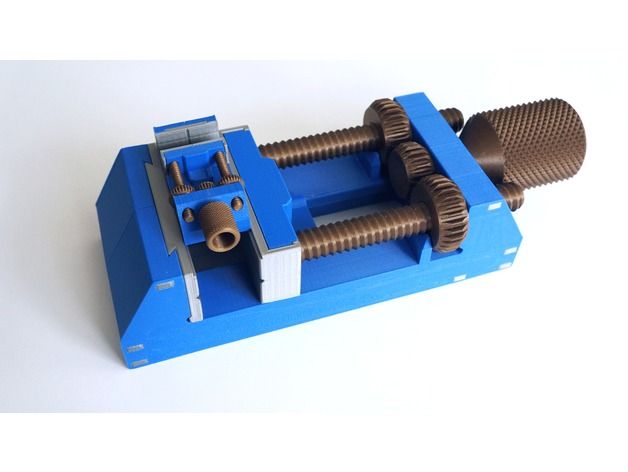
You should start to worry if there are other parts highlighted in red. First you need to activate the automatic creation of support structures in order to ensure that these red areas are successfully printed. To do this, just check the Generate Support checkbox in the Support section.
So, the function of automatic creation of support structures is activated, but no external changes to the model occur. The reason is that Cura does not show support structures in the default Solid view. To view the generated 3D support structures, you must change the view mode to Layer View (View layers). The material of the calipers (lines and volume) will be displayed in turquoise. You need to move the layer slider up and down to see where the support is added to the model.
2
Selecting a tree or linear support
Tree support structures in Cura
Cura creates 3D linear support structures by default. Version 3.2 beta of Cura provides the option to use tree supports instead of the default linear ones.
3
3D support structure positioning control
Two types of support structure positioning in Cura: Everywhere and Touching Build plate
When you activate the option to create support structures, the Placement item automatically appears in the Support section. The Placement option provides the ability to control the approximate location of support structures. There are two options: Everywhere and Touching Build plate. The Everywhere option is selected by default.
When the Everywhere option is selected, Cura 3D attempts to create support structures where they are needed. This means that not only 3D caliper structures will be created that will be placed on the working base, but also caliper structures that will be based on the details of the model. This is the rational choice for most cases, as it guarantees the necessary support for all unstable areas.
However, if you select the Everywhere option for very complex models, the model may be completely covered with the material used for the calipers. If there is no such intention, you just need to set the Touching Build plate option in the Placement settings. This option will create 3D caliper structures under the hanging parts of the model only between the working base and the model.
If there is no such intention, you just need to set the Touching Build plate option in the Placement settings. This option will create 3D caliper structures under the hanging parts of the model only between the working base and the model.
4
The Enable Support Roof option can improve the surface finish of overhangs, but will incur some additional cost.
Since the overhang of the model is always printed on top of the 3D support structures, the optimal surface finish of the parts is not always guaranteed. And in this case, the hidden setting Enable Support Roof can help.
The arch of the support is a dense layer in the upper part of the caliper structure, which does not detract too much from the quality of the surface of the overhangs. When this option is activated in the Cura 3D program, by checking the appropriate box, a better quality finish is obtained. But this improvement comes at a cost, as removing the caliper structures becomes more difficult than usual when choosing this option. This option is only recommended if the surface quality of the overhang is important to the finished part itself.
This option is only recommended if the surface quality of the overhang is important to the finished part itself.
5
Prevent 3D support structures from damaging the outer walls of the model by using the Support X/Y Distance setting
Sometimes 3D support structures are too close to the outer wall and leave traces on the outer surface of the model. This can be avoided by using the hidden Support X/Y Distance setting in the Support section.
In Cura, the Support X/Y Distance setting generally controls the minimum allowable distance between the model's vertical walls and the support structure in the X-Y plane. If the 3D support structure damages or sticks to the walls, you can increase this value in 0.2 mm increments until the walls are smooth. However, it is highly recommended to ensure that there are no small overhangs protruding from the outer walls, which would be left unsupported by leaving a small distance between the support and the walls. With these small overhangs, you may even need to decrease the X/Y distance instead of increasing it. Otherwise, printing will fail.
With these small overhangs, you may even need to decrease the X/Y distance instead of increasing it. Otherwise, printing will fail.
6
Z Distance setting to allow easier removal of 3D supports model layers. The Cura software creates this weaker connection by leaving a certain space between the top and bottom of the support structure and the model - this space is known as the Z distance.
By setting the hidden Z-Distance settings in the Support section, the 3D support structures can be more easily separated from the model. The default value of this setting is equal to the height of the layer. So if the layer height is 0.1mm, the default Z distance will also be 0.1mm.
If the support material is difficult to separate from the model, it is recommended to increase this value in increments of layer height until it separates cleanly. Cura may or may not provide additional support for any particular layer. Unfortunately, half layer values do not exist. That is, if the Z Distance value of 0.2 mm is too large for printing with a layer height of 0.1 mm, and the Z-Distance value of 0.1 mm is not enough, there are no other options for setting the Z Distance value.
That is, if the Z Distance value of 0.2 mm is too large for printing with a layer height of 0.1 mm, and the Z-Distance value of 0.1 mm is not enough, there are no other options for setting the Z Distance value.
7
Choosing the right 3D caliper structure to strike the right balance between strength and ease of removal
Support patterns in Cura
Cura provides one of seven 3D caliper patterns. The pattern can be changed using a hidden setting called Support Pattern in the Setting section.
In most cases, the default pattern, Zig Zag, provides the best balance between strength and ease of removal. Other scheme options: Triangles (Triangles), Lines (Lines), Grid (Lattice), Concentric (Concentric), Concentric 3D (Concentric 3D) and Cross (Cross). If the default schema doesn't work, you can experiment with other options. Each provides a different balance between strength and ease of removal.
Caliper structures are a necessary evil in 3D printing.