3D sand mold printer
3D Sand Printing | Bring Your Designs to Life
Benefits of Additive Manufacturing
Our state-of-the-art 3D Sand Printing technology allows our customers to develop integrated molds and cores that can often avoid the tooling process, thus reducing costs and lead times. At Hoosier Pattern, we are the industry leader in additive manufacturing, and we’re constantly setting the bar high to exceed our customers’ expectations. With five in-house 3D Sand Printers and our highly experienced team members, Hoosier Pattern continues to deliver the industry’s best molds and cores daily and every day.
True Design Freedom
We are confident that you will want to experience firsthand what our 3D sand printer can do for you. We encourage you to contact us to see what our team can do for your next project.
From Design to Reality without the Middleman
Design and print geometrically complex products, bypassing tooling fabrication to create the core or mold, typical of conventional casting methods.
Drastically Reduce Lead Times
With dramatically increased design freedom and the ability to scale production volumes easily, delivery can happen in days — not weeks or months.
One of the World’s Largest Printing Job Boxes
Our 3D sand printer’s job box has a build envelope of 70.86 x 39.37 x 27.56 inches. This lets us effortlessly scale your project up.
Jonathan Thomas, Magnuson Products, LLC.
Hoosier Pattern has been an excellent resource for our rapid prototyping mold needs. Just the idea of a 3D-printed core is awesome, but the team at Hoosier has perfected the process making the whole experience awesome! The price, turnaround time, and customer service cannot be beaten. For all your rapid prototyping mold needs, look no further than Hoosier Pattern!
Print Sand Casting Molds & Cores Directly from CAD
Hoosier Pattern’s 3D sand printers selectively dispense resin onto thin layers of specially engineered sand.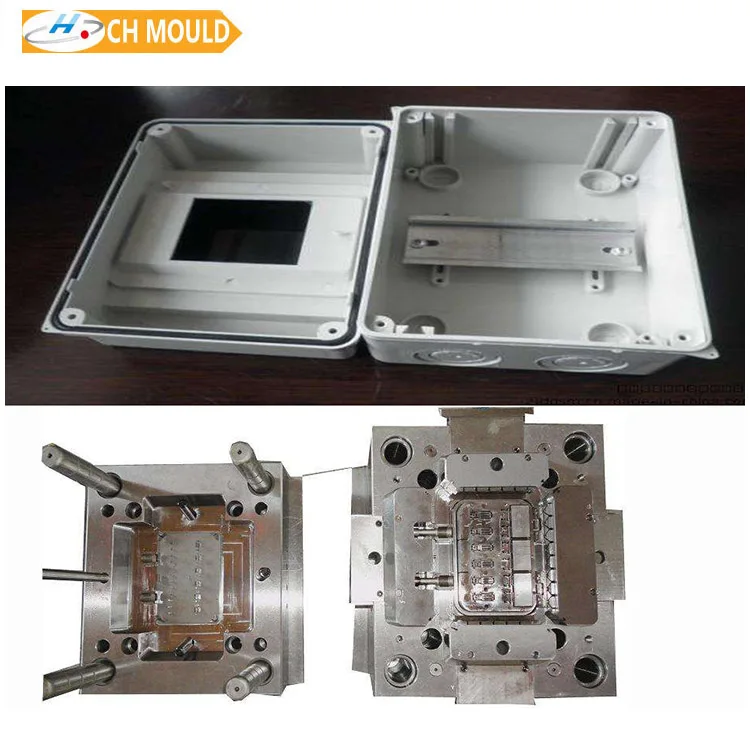 This process produces accurate, uniform cores and molds, significantly reducing lead time. If you can design it, we can build it.
This process produces accurate, uniform cores and molds, significantly reducing lead time. If you can design it, we can build it.
Our Team Can Help Bring Your Designs to Life
Do you have a project but don’t have the resources to model it? Hoosier Pattern has an experienced CAD team passionate about precise, efficient design. The team at Hoosier Pattern has the experience of working with foundries for decades. We apply our knowledge to projects that run on small squeezer lines to assemble molds the size of a compact car. We have even printed mold sections that are used in a mold the size of a full-size van.
Incorporating Technology
Since our industry never stays static, incorporating the latest updates, technological equipment, and practices allow us to streamline our production process by providing our customers with the best molds and cores. Therefore our staff and management team are constantly testing innovations and approaches to further our future product development.
Therefore our staff and management team are constantly testing innovations and approaches to further our future product development.
An example of our employees researching new ideas and technologies is at the CastExpo, where our employees observed recent discoveries, and each team reported their observations. Please click here to learn more about CastExpo — the Future of Metalcasting and how Hoosier Pattern members experienced this conference.
Below is a video explaining how our 3D Sand Printers can turn designs into realities.
Determining Costs
When determining the cost for a printed sand core/mold, take the L x W x H of the bounding box of the piece to be printed and multiply this by $0. 13 (for most products). Most lead times are ten business days but can be expedited for an additional fee.
13 (for most products). Most lead times are ten business days but can be expedited for an additional fee.
If we do not have to clean the core and can print the part in a printed box, and you can extract the part, the cost is $0.11/cubic inch with a normal lead time of 1 week. HPI does have a minimum printing charge of $750.
Please remember this calculation formula is for estimate purposes. If you have a project in mind or need a final cost analysis, please get in touch with Dave Rittmeyer, our Customer Care & Additive Manufacturing Manager, to help answer any questions you might have on your next project.
Breaking the Mold
Are you interested in understanding the benefits that 3D-printed sand has versus traditional tooling? Then click here to view our in-depth infographic that clearly outlines our entire process from concept to completion.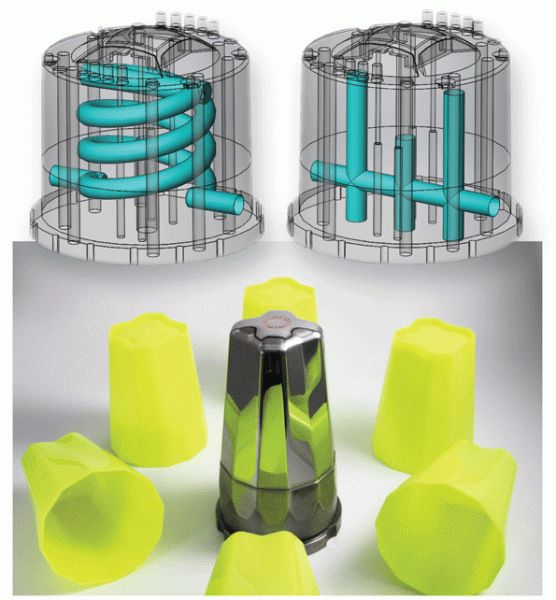 This graphic begins with our CAD process and how that mold or core design will fit appropriately into our job box. Next is the printing process, where the job box is loaded. The mixture of binder on the media creates multiple thin layers to eventually form the mold or core.
This graphic begins with our CAD process and how that mold or core design will fit appropriately into our job box. Next is the printing process, where the job box is loaded. The mixture of binder on the media creates multiple thin layers to eventually form the mold or core.
After the printing is complete, the job box rests for an hour to ensure the application is appropriately bonded together. When finished, the mold or core is extracted from the job box, and a vacuum removes the loose media. Next, the product goes to our cleaning room, where each piece is cleaned and audited with our two-part check system. Once the part passes our audit, the final product is packed and safely shipped off to its destination.
To read more about our quality check process, please click here.
About Our Company and Team
Hoosier Pattern has been on the cutting edge of innovation for over two decades. We’re consistently raising the bar in our industry while maintaining the highest quality for our customers. In 2013, Hoosier Pattern was the first top service center to own and operate a 3D sand printer in the United States. Today, we have five 3D sand printers in-house and over 25 machining centers.
We’re consistently raising the bar in our industry while maintaining the highest quality for our customers. In 2013, Hoosier Pattern was the first top service center to own and operate a 3D sand printer in the United States. Today, we have five 3D sand printers in-house and over 25 machining centers.
Hoosier Pattern started in 1997 in a 3,500-square-foot space with just a couple of machining centers. Currently, we operate a 90,000-square-foot facility with state-of-the-art technology, allowing us to take on jobs from various customers across multiple industries.
Our management and team members understand our customer’s demand for expedient delivery times, and product excellence is a must. This expectation is the driving force behind our day-to-day operations. We have always been committed to “On Time Delivery” to keep up with the strict timelines that our customers demand.
Please take a moment and check out our highly trained and talented team. Click here to view our Employee Spotlight, and you will see firsthand how each team member plays a part in delivering the highest quality products and services.
Click here to view our Employee Spotlight, and you will see firsthand how each team member plays a part in delivering the highest quality products and services.
At Hoosier Pattern we win, when you win.
With our 3D sand printing process, customers can expect a 10-day turnaround time on many of our projects and have the ability to ship products quickly if needed. Our foundry tooling and 3D printed sand follow Hoosier Pattern’s rigorous quality-control systems throughout each stage to ensure the industry’s highest possible standards.
Please click here to view our five-part video series to learn more about Hoosier Pattern’s culture and how we exceed our client’s expectations.
What is Sand Casting? What’s the added benefit of 3D printing? – Beamler
Sand Casting is a cost-effective technique for the production of complex components from practically any metal alloy, that can benefit from 3D printing.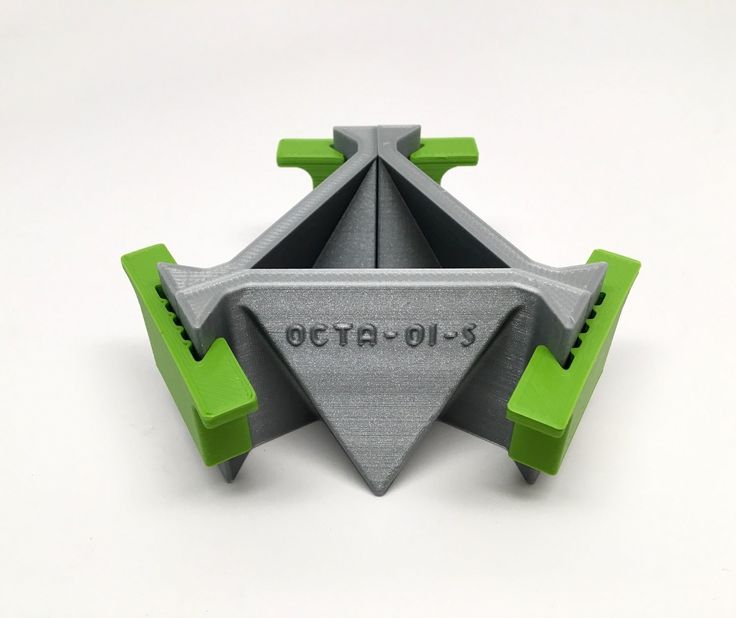
This combination is extremely popular among manufacturers who need to produce large parts in the shortest lead time possible.
So, if you are interested in learning about Sand Casting and how 3D printed molds can help your business, you are in the right place.
Sand Casting, as its name suggests, is a type of casting process that uses a mold made from special sand as a negative impression for producing the desired component.
Today I will explain how you can reduce up to 75% of the costs of Sand Casting by leveraging 3D printing.
If you are not familiar with the casting process, don’t worry. We will explain it soon.
- What is Casting?
- What are the steps in the Casting Process?
- What is Sand Casting?
- Sand Mold Materials
- Advantages of Sand Casting
- Limitations of Sand Casting
- The reinvention of Casting with 3D Printing
- Added benefits of 3D Printing molds for Castings
- How will you make your next metal part?
What is Casting?
The casting process is one of the oldest metal manufacturing techniques.
Nonetheless, many of the objects we use in our daily life are produced with the Casting Process.
Although the technique at its core has essentially remained the same, it evolved to become more precise and automated.
One of the innovations to the process is the possibility of 3D printing molds. We will come back to this later in the article.
The process itself is rather straightforward.
The liquified form of a metal material is poured into a mold of the desired shape of the part.
Molten metal is poured into a casting mold
The metal will solidify into the shape given by the mold.
Once that happens, the object is ready for extraction, which is the last step of the process.
And voilà. A casting is ready.
By definition, casting is an object that was created by pouring liquified material into a mold.
Types of Casting Process
Over time the process has evolved to different types of methods of fabrication.
Each has its advantages and disadvantages.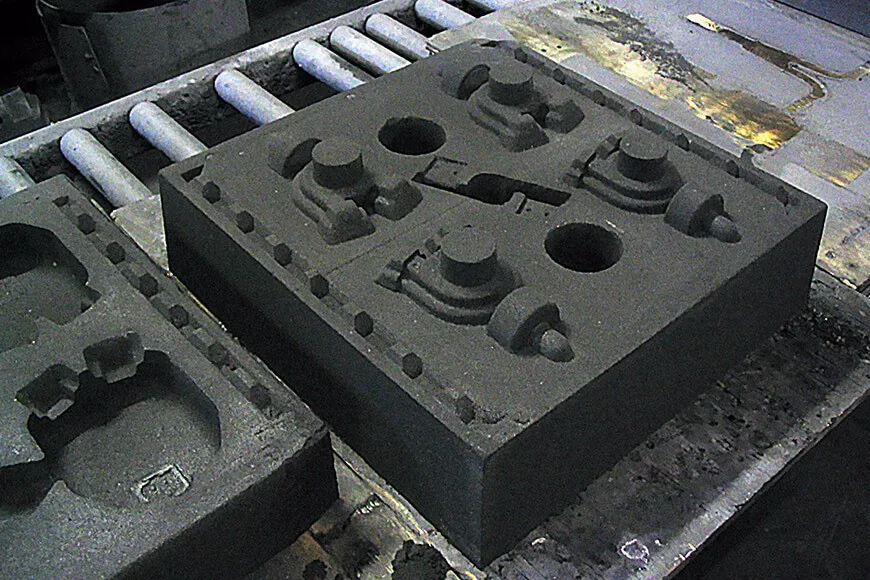
The most common types of casting processes available nowadays are:
- Sand Casting
- Investment Casting
- Plaster Casting
- Die Casting
What are the steps in the Casting Process?
The steps in the casting process are very similar for each type of technique currently available.
There are variations in the steps involved, however, the basic operations are:
Pattern Making
A pattern is a physical model that is used to make the mold and replicates the exterior of the casting.
Several materials can be used to make the patterns.
In many cases, the interior of the component needs to be hollow – think of pipe fittings, for example.
That requires the creation of additional patterns called cores.
Core Making
Cores are a separate part of the mold that has the function to prevent the liquified material to fill in that space. They are used to create internal cavities and other features that cannot be generated by the mold. The tooling used to make the core is called a core box, which is just another way to call the mold that creates the core. The materials used to create the core need to follow some requirements:
The tooling used to make the core is called a core box, which is just another way to call the mold that creates the core. The materials used to create the core need to follow some requirements:
- It must be strong enough to resist the turbulence caused by the molten material;
- Good hardness;
- High permeability so that the gases formed during the casting process can easily escape.
- Able to resist the high temperatures from the molten material.
- Weak enough to break while the molten material cools down and shrinks, facilitating its removal after solidification.
- Smooth surface finish.
- Minimum gas generation when exposed to the molten material.
Molding
The process of developing the mold that will receive the molten metal.
It consists of multiple operations that are essential to forming the mold around the pattern.
The mold is contained in a flask. The flask is a frame consisting of two parts: a cope and a drag.
The flask around the pattern is filled with the molding sand, after which the pattern is removed.
The gating systems, channels that allow the molten material to enter and flow through the mold, are positioned in the drag. It is also the drag that receives the cores.
The sprue, the channel used to introduce the molten material into the mold, is placed in the cope.
Then, to close the mold, the cope is put on top of the drag. Both parts are clamped together.
Melting and Pouring
Melting is the process of converting the solid metal material into a liquid state so that it can be poured into the mold.
The process is performed at an extremely high-temperature in a heating chamber called furnace.
These chambers are designed based on multiple factors but mostly according to the type of material and fuel that will be used to achieve the required temperatures – which can go over 1600°C.
Exposing metals to such extreme temperatures usually generates harmful gases that can cause defects in the casting.
These gases are removed as the molten material is refined.
This crucial step also purifies the metal material by extracting other unwanted elements without modifying its chemical structure.
After refining, the molten material is ready to be tapped into the ladle.
Ladles are vessels used by foundries for safely transporting and pouring molten metals into the mold.
The metal is poured into the mold and is left to cool down until it reaches room temperature.
When the material is solid again it will go through a process called shakeout.
Shakeout separates and removes the sand from the casting by vibrating the molds.
Cleaning
Now, the casting is ready and freed from the mold.
The gating systems and remaining residual materials are removed.
The excess materials trimmed.
Post-processing treatment may be done to improve the appearance and surface of the casting.
And finally, the casting is inspected for quality control.
What is Sand Casting?
Sand Casting is the most common technique for manufacturing metal castings.
According to Dr. TV Ramana Rao, professor of Mechanical Engineering at Osmania University in India, who teaches Metal Casting and CAD/CAM, the technique accounts for over 70% of all castings produced.
The Sand Casting process is known for its versatility.
After all, it can produce castings of all sizes and weights with exceptional complex geometries using the majority of metals.
The main characteristic of the Sand Casting technique is that it uses sand as the molding medium.
The significant cost reduction achieved by using sand for making molds instead of other materials is a great advantage.
Especially when we take into consideration that mold making costs account for a big chunk of the expenses on other casting techniques.
The nature of sand, however, means that the molds used in the process are expendable and non-reusable.
It is impossible to keep a sand mold intact when removing a casting.
On the other hand, Sand Casting is ideal for high melting temperatures metals such as titanium, steels, and nickel.
It is the only casting method that can handle these materials.
It is not surprising that the technique is the first choice for the production of economical small series of parts in the aerospace and automotive industries.
If you are wondering how is it possible to use sand as the mold material, hold on. I am getting there.
Sand Mold Materials
Making a sand casting mold usually requires the following 4 components:
Base Sand
The base sand is the type of sand used to make the mold in its pure state.
For it to hold together, a binding agent is required.
The base sand also makes the core.
The most common types of base sand are:
- Silica Sand
- Olivine Sand
- Chromite Sand
- Zircon Sand
- Chamotte Sand
Binders
The binding agents are responsible for gluing the sand particles together..jpg?1533120743)
The most common types of binders are:
- Clay and water
- Oil
- Resin
- Sodium Silicate
Additives
These are responsible for improving the mold in regards to surface finish, strength, cushioning and refractoriness.
Parting Compounds
A liquid or fine powder to facilitate the removal of the pattern from the mold.
Advantages of Sand Casting
The main advantages of Sand Casting are:
- It can be used to manufacture parts in nearly all metal materials, including those with a high-melting-point;
- Easy to scale;
- Complex geometries with thin-wall sections;
- Castings of all sizes and weights, and;
- Low production cost.
Limitations of Sand Casting
The main limitations of sand casting are:
- High volume production requires a high degree of automation for mold making;
- A lower degree of accuracy than other methods, and;
- Rough surface finish usually requires post-processing treatment.

The reinvention of Casting with 3D Printing
The ability to 3D print molds for sand casting is a game-changer.
The inclusion of additive manufacturing as a method for making molds is reinventing the casting process and solving some of its limitations.
This hybrid model provides a real competitive advantage over the traditional production process due to its economic and design benefits.
Sand Casting using Binder Jetting 3D Printing
The 3D printing technology used for creating molds and cores from sand is known as Binder Jetting.
Binder Jetting printers build parts layer-by-layer, using a binder to bond and strengthen each layer.
The most common sand materials used in this process are Silica and Zircon.
Curious about the cost of 3D printing sand molds for Casting?
Upload your files to get prices and lead times. It’s free and easy.
Added benefits of 3D Printing molds for Casting
The main benefit is the cost reduction enabled by 3D printing.
We estimate that, on average, our customers save 75% of the cost involved in mold making.
Another benefit is that while conventional techniques can take up to several weeks for making the molds and cores, 3D printing molds only takes a few days and can be automated.
This also means there is more room for improvement and design changes.
After all, the production of molds and cores with 3D printing only requires a CAD file.
The complexity of the geometries and its accuracy is also much higher with 3D printing.
As for the size, parts can be as large as 400 x 200 x 100 cm.
How will you make your next metal part?
Now I would like to hear from you:
Will you consider sand casting with 3D printing next time you need to make your metal parts?
Let us know and get in touch with us for more information or upload your 3D model to get a quote for a 3D printed mold.
And, if you liked this article, don’t forget to share with your network.
3D printed sand casting patterns
What is sand casting?
This is a classic, well-known metal casting technology. It differs from investment casting by somewhat lower accuracy, but it is much cheaper. Typically, this technology is used when it is necessary to obtain fairly large castings from both non-ferrous and ferrous metals.
Sand casting is a metal casting process that uses sand as the mold material. Typically, these shapes are created by sand filling the space around a model or part (prototype) that is to be cast afterwards. Thus, we get a mold that has some kind of cavity, which will be used to create finished metal parts. Sometimes there must be voids in the finished part - this problem is solved with the help of some modification of the casting mold: inserts are placed in the mold itself, corresponding to future voids or cavities of the metal part.
There are currently three main types of castings in production. In the first case, the finished part is a simple replica of some pre-created model, template, and in this case, in fact, it simply repeats the shape itself. The second type is the casting of individual parts of the part, from which it will subsequently be assembled. The main advantage of this type is the easier removal of the molded parts from the mould. And finally, the third type of casting is casting using so-called pattern plates. The model plate is a set of two separate molds. The finished part is assembled from two molded parts, together forming its outer surface (think of a rubber bouncy ball - usually you can clearly see that it consists of two connected molded hemispheres).
The second type is the casting of individual parts of the part, from which it will subsequently be assembled. The main advantage of this type is the easier removal of the molded parts from the mould. And finally, the third type of casting is casting using so-called pattern plates. The model plate is a set of two separate molds. The finished part is assembled from two molded parts, together forming its outer surface (think of a rubber bouncy ball - usually you can clearly see that it consists of two connected molded hemispheres).
As we can see, molds play a key, central role in the process of metal casting using this method, which is why they are given special attention in production. In general, sand casting is an economical and efficient process for the production of metal parts, both in the case of small batches and for large-scale production when used with automated equipment. However, there is a way to significantly speed up the production of metal parts, as well as reduce production costs. This method is the use of 3D printing using FDM (Fused Deposition Modeling™) technology and materials offered by Stratasys ® .
This method is the use of 3D printing using FDM (Fused Deposition Modeling™) technology and materials offered by Stratasys ® .
What are the main benefits of using 3D printing? Firstly, it saves a lot of time: any changes in the design of the form and any modifications are much easier to make to the computer file. This allows you to redesign the mold itself, its parts or the sprue system (channels through which metal will be poured into the recesses in the mold) several times. Secondly, the production of molds using 3D printing will significantly reduce production costs (up to 80%). Finally, the production of molds by this method makes all stages of the production of metal parts more flexible, faster and more convenient: at least the load on the shop that makes molds for casting is reduced, the entire process is more automated, and, in addition, it becomes possible to carry out the entire production process within one company, which also significantly reduces the time and cost of delivery, and, consequently, the overall lead time.
Brief overview of the traditional method
The first step in the entire sand casting process is the step of creating a template for the mold itself (which can be one of the several types listed above - pattern plate, split mold, core box, etc.). Next comes the manufacturing stage. In order to create a sand mold to be used later in casting, the traditional approach uses a complex and laborious process of driving sand in turn from the top and bottom sides. The top and bottom sides are then brought together to form a single shape. After that, the metal is poured and cooled. The cooled part is removed from the mold by sand removal (using vacuum or vibration units) and prepared for the final stage of processing: the frozen sprues are cut off from the part, and it is polished to the desired state. Errors are often found at this stage - for example, metal shrinkage compensation incorrectly calculated at the modeling stage. In this case, the form has to be redesigned, and the whole process has to be started from the beginning.
Using 3D printing versus the traditional method
One of the main problems with the traditional approach is the fact that making templates from which sand molds are then created is a complex, time-consuming and costly process. Most often, these templates are made using machine tools (CNC), but the costs of such production are high. Design flaws or possible incorrect metal shrinkage compensation usually require the entire model to be reworked - which increases costs and lead times. In addition, the gate systems for these sand molds are cut by hand from a special material and then ground to a finished state (which, of course, also requires additional costs and time).
It is because of all the above problems that manufacturers have begun to turn to additive manufacturing (manufacturing using additive systems). To compete with traditional molds, AM molds had to have sufficient resistance to compress sand, be wear resistant, and be free from polishing and release chemicals to metal).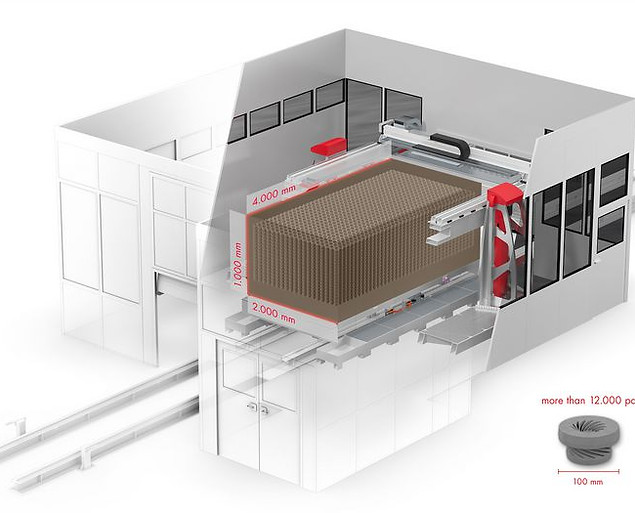 Many additive manufacturing technologies have failed to solve these problems. However, the Stratasys Fortus 450mc 3D printer using FDM 3D printing technology in combination with materials such as acrylonitrile butadiene styrene (ABS), polycarbonate (PC), PC-ABS and thermoplastic ULTEM 9085™ meets all of the above requirements.
Many additive manufacturing technologies have failed to solve these problems. However, the Stratasys Fortus 450mc 3D printer using FDM 3D printing technology in combination with materials such as acrylonitrile butadiene styrene (ABS), polycarbonate (PC), PC-ABS and thermoplastic ULTEM 9085™ meets all of the above requirements.
FDM mold manufacturing is an additive manufacturing process that consists of sequentially creating layers of a future mold from plastic. It uses data from computer files containing information about the 3D model. The resulting molds have a high resistance to compression, which is necessary for their use during casting. The surface treatment of such molds meets all the requirements for the casting process. Post-processing of blanks compacts their molding surface, which prevents the release agent from penetrating into the mold and sand from adhering to the metal.
The main advantages of casting and using 3D printing using FDM technology are:
- time savings - from 30 to 70%;
- cost savings - from 60 to 80%;
- greater efficiency - reduced load on the shop that makes molds, automation of production, the ability to carry out the entire production process within one company;
- more design freedom: complete and partial mold redesign, sprue system redesign, additional use of interchangeable components.

The use of FDM technology, and in particular the Fortus 450mc 3D printer, can benefit all manufacturers that deal with foundries and mold shops in one way or another. Industries that can use molds made with this additive technology are quite diverse, ranging from aerospace, defense, automotive, agricultural and industrial equipment to industrial products.
Stratasys Fortus 450mc 3D printer allows you to quickly and with excellent quality get a model for sand molding and a set of inserts if you need to use them. After coating with paint that protects the surface from scratches, the model can be used for molding up to several tens of times without compromising the quality of the casting. As a rule, one master model grown on a 3D printer is enough to obtain a small series of castings.
Customer history
Melron Corporation is a manufacturer of window and door hardware, using both traditional sand casting methods and modern foundry technologies. In order to increase its competitiveness in the global market, the company began to focus on the production of high-margin products, produced in small batches for the residential and renovation markets. In the past, Melron has subcontracted aluminum pattern plates for about $5,000 each, with delivery taking three to four weeks. However, slab design changes were required too often.
In order to increase its competitiveness in the global market, the company began to focus on the production of high-margin products, produced in small batches for the residential and renovation markets. In the past, Melron has subcontracted aluminum pattern plates for about $5,000 each, with delivery taking three to four weeks. However, slab design changes were required too often.
Then Melron decided to explore FDM 3D printing technology. They started with a small volume, using the services of 3D printing of a pattern plate in a service bureau. The company then purchased a Stratasys Fortus 450mc 3D printer and began producing pattern plates that consisted of billets of aluminum and plastic inserts.
Thanks to the introduction of the Fortus 450mc 3D printer into the workflow, the cost of manufacturing pattern plates for the company is now about $ 2,000 (60% reduction in costs). In addition, the lead time was reduced to one and a half weeks instead of the standard three (a 50% or more reduction in wasted time). Melron also uses its 3D printer to create the sprue system, saving approximately six hours of manual labor per pattern slab.
Melron also uses its 3D printer to create the sprue system, saving approximately six hours of manual labor per pattern slab.
According to Dan Schaupp, company engineer, "Using FDM technology is helping us expand into new markets by allowing us to produce molds at a lower cost and in less time than before."
So if it's really important for you to reduce the cost and time spent on the production of injection molds, as well as give yourself real freedom in experimenting with mold design, the Stratasys Fortus 450mc 3D printer will be your best assistant.
3D printed sand casting
3D printed sand casting is a new, modern way of producing high-precision castings from iron, steel and non-ferrous alloys for the aerospace and defense industries, automotive, tooling, medicine, and prototyping. The method provides for the implementation of two main technological operations: 3D printing of foundry sand molds and cores and, second, assembly and casting of molds .
3D printing of molds and cores
Three-dimensional printing of foundry sand molds and cores is carried out automatically on specialized 3D printers. The construction of objects is carried out automatically, based on 3D CAD data, from fine quartz sand by applying a thin layer (140-250 microns thick) to the construction site and then selectively binding (connecting) the layers to each other with a liquid binder ( furan resin or phenolic binder ) coming from the head in accordance with the given layer geometry. After the printing process is completed, the molds or rods are unpacked, i.e. cleared of excess sand. For these purposes, vacuum is usually used. The unsealed sand used is almost 100% recyclable (PDB process).
The 3D printing system not only enables the rapid production of single objects, but also allows efficient production of small batches. The design of the system, which includes building platforms that are alternately inserted into the processing station, allows continuous printing (24 hours, for 7 per week).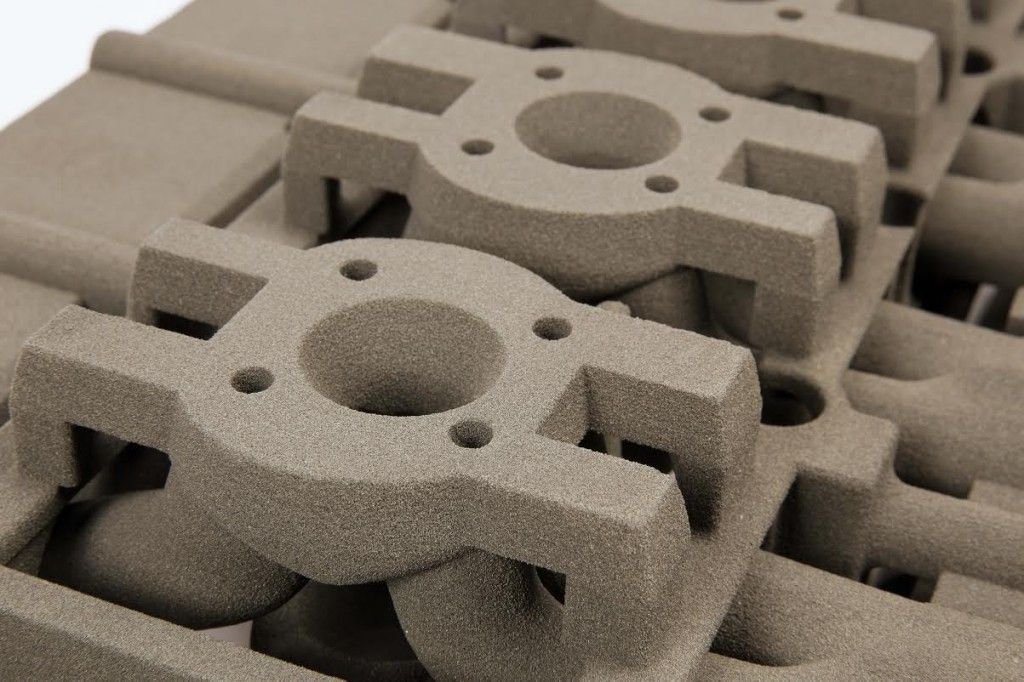
As an example, consider the process of 3D printing on the printer VX2000 company voxeljet AG (Germany) 3 sets of foundry sand molds and cores for casting three cylinder blocks:
Assembling and pouring molds
The working surfaces of molds and cores, as in traditional casting methods, are coated with non-stick coatings. Forms with a horizontal split are assembled with glue and loaded with weights, molds with a vertical split are usually put on glue and fastened with tie rods.
ExOne filmed the assembly of molds for pouring cylinder blocks:
Advantages of 3D printed sand mold casting0077
- The technology of casting in 3D printed sand molds, in terms of total costs, is more economical than the production of casting in sand-clay molds in the manufacture of small batches of castings, because there are no costs for the development and manufacture of complex, expensive foundry and flask equipment, tools and fixtures.
 3D printing of castings with complex geometries is the most economical choice, even for batches of several hundred units, although it cannot replace the classic casting technology in large series.
3D printing of castings with complex geometries is the most economical choice, even for batches of several hundred units, although it cannot replace the classic casting technology in large series. - The second important advantage of the 3D printing method, in comparison with traditional casting methods, is the shorter production time. While molds and coreboxes can take weeks to make, 3D printing allows complex sand molds to be printed overnight or over several days. All that is required are the CAD datasets.
- The method allows the production of precise sand molds and cores with high surface quality.
- Sand molds are produced additively directly from CAD data, allowing for a wealth of detail and precision, virtually unlimited geometry, undercuts can be realized.
- Combinations possible: 3D printed cores can be combined with traditional sand molds and vice versa.
The production of sand castings printed on a 3D printer has an unconditional future.