Labyrinth worm 3d print
Blog | Dingus Studios
3D Artmaking Across Cultures (AVT 668)
Spring 2022
Visual Cultures Project
"Spectrum"
This short film is a collaborative project between me and my partner, Ash. Using a portable handheld digital microscope, I documented things that interested me, and using my description of the mood I envisioned, Ash created a musical composition to go with it. Filming with a microscope forced me to pay close attention to everything around me, and allowed me to see them as new and bizarre. Finding meaning within the things we see, or look past every day was the focus of this visual cultures project. After documenting my various observations, I looked for visual elements that would connect them together, and arranged them to follow the rhythm of the music. The connections that I found were based on two factors:
Color and Pairs.
The clips were arranged by color, following the documentation of a neighbor's ball that landed in our yard. The label on the ball said "Spectrum," hence the title. The other outcome of my findings was my attraction to objects in pairs. Spring is mating and breeding season for many animals, and several of the insects I observed were gathered in pairs. Even some objects I captured were found in pairs. I think the editing of this video was subconsciously arranged as a metaphor of my relationship with Ash. The psychosexual themes are clear in some scenes, but carry over when juxtaposed with imagery such as the crushed worm.
The concept of stability and queer partnership is something I am exploring, as it is a new feeling for me. It is strange, and sometimes sad, but it is beautiful in its complexity. Collaborating on this project with my partner, and about my relationship, was very special to both of us, and I am pleased with the result.
Process Details:
Considerations for upcoming work in this medium:
Though the lo-fi quality of the Celestron Flipview microscope is appealing to me, optimum lighting is ideal for recording and I will take that into consideration for future works. I also intend to utilize the zoom-in feature more intentionally, as comparisons between microscopic textures is a detail I would like to explore further.
I also intend to utilize the zoom-in feature more intentionally, as comparisons between microscopic textures is a detail I would like to explore further.
Considerations for teaching with this medium:
This summer I will be teaching a class (Mason Community Arts Academy) for ages 6-8. While it will not be feasible to give every student their own microscope, I will be connecting the microscope to the television screen throughout the course as a way to introduce materials, such as clay and found objects, allowing students to learn about materials from the core of their particulate structures.
Notes from the instructions I gave Ash
for producing the music:
Behind the scenes footage:
"Yeah, it's not a very good microscope."
"Cloud Money-Holder
(Cloudy with a Chance of Money)"
For this project, I decided to create a vessel for holding objects, in this case money (a penny that has been sitting on our front porch for several weeks, a sort of memento for the house we are currently moving out of) and can be worn as a pendant. The final form I came up with was a cute little cloud shape.
The final form I came up with was a cute little cloud shape.
Function / Dysfunction:
The functional aspect of this piece is its ability to transport objects/money.
The dysfunction lies in the fact that the object is enclosed in plastic and cannot be removed without breaking it open. It also contains a penny, which is no longer an efficient currency within the U.S. mint, due to the cost of production being higher than its worth, and its lack of widespread use among consumers.
Its largest dysfunction is the fact that the loop of the pendant kept falling off and must now be worn in my pocket, defeating its purpose entirely.
But I will continue to cherish it for its sentimental value.
A couple years ago, I found a brand new 3D pen at Goodwill, and I had never tested it out until now. 3D pens are comparable to a freehand 3D printer and work similarly to a hot glue gun. The box comes with 2 different types of filament, ABS and PLA, which have different printing qualities.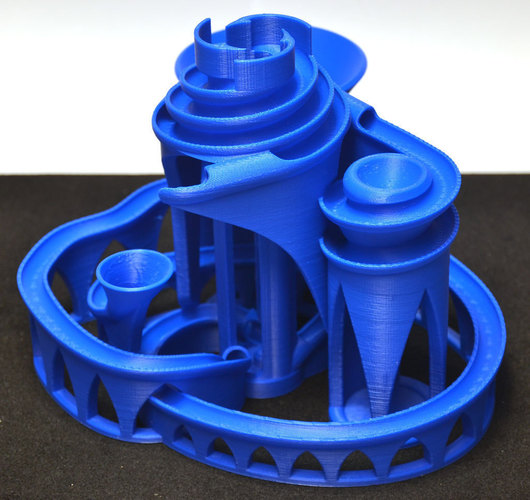
It also comes with tools for maintenance.
I first tested out the ABS filament because I liked the bright colors it came with. The quality of the ABS (yellow) was a little to flexible for what I wanted, so I went with the blue PLA filament.
Considerations for future use:
I had a lot of fun using the 3D pen! I waited a long time to try using it because it seemed complicated, but it was pretty easy to get started. I'm not sure what I would use this for in the future other than crafting jewelry or other small sculptures, but I am certainly excited to use it again.
Considerations for classroom use:
While 3D pens are not outrageously expensive, especially in comparison to a 3D printer, they seem to need more maintenance (clogging, etc.) than a 3D printer. They also have the added hazard of the ability to get burned. I don't think they have the ability to burn skin as much as a glue gun, since the plastic does not adhere to skin and cools more quickly than hot glue, but the tip can be pretty hot to the touch. Overall, I think this would make a great addition to an art class of middle or high school students, but I think it would work best with a small group of students in order to avoid excessive mishaps.
Overall, I think this would make a great addition to an art class of middle or high school students, but I think it would work best with a small group of students in order to avoid excessive mishaps.
"Poppin' Stress"
This little guy was inspired by "cute and creepy" characters from my childhood, such as the (Poppin' Fresh) Pillsbury Dough Boy, Casper the Friendly Ghost, and the Worm (William) from Jim Henson's Labyrinth (1986).
Pillsbury Dough Boy
While the Pillsbury dough boy is mostly seen as cute from today's media, old commercials add to the creepy factor in his features, such as the round, beady eyes and the slight smile with a barely visible nose.
Pillsbury advertisement (1965)
Abraham, Nehita. “Pillsbury Doughboy: Changes over the Years.” Daily Hawker, 6 Mar. 2020, https://www.dailyhawker.com/entertainment/pillsbury-doughboy/.
Pillsbury Poppin' Fresh Commercial (1960s) - (1:01)
Casper the Friendly Ghost
Casper the Friendly Ghost is cute in theory, but, again, the evolution of his character design has shifted between creepier and cuter throughout the years. The early hand-drawn cartoons and some of the 90s CGI renditions are especially creepy. Similarly, Casper also has large eyes, though his are more ovular, and a slight open smile, but his expression is slightly more surprised looking with his high arched brows.
The early hand-drawn cartoons and some of the 90s CGI renditions are especially creepy. Similarly, Casper also has large eyes, though his are more ovular, and a slight open smile, but his expression is slightly more surprised looking with his high arched brows.
The version of Casper I was most familiar with throughout my childhood was from the movie Casper Meets Wendy (1998).
Casper the Friendly Ghost (1945) - (9:20)
Worm (William) from Labyrinth (1986)
I have always thought the worm from Labyrinth was super cute, with his friendly cockney accent and his tiny little scarf, but I can understand why other people I've talked to thought he was creepy-looking. He has big red eyes with hooded eyelids, fleshy skin with folds in his face and body, nostrils without a pronounced nose, and a small mouth. I'm unsure if his caterpillar-like hair would be seen as conventionally cute or creepy, but I still find him adorable.
Labyrinth worm scene - (1:57)
Process Documentation:
Sculpting with Air-dry Clay
Working with air-dry clay was not too difficult to get used to, but it was much smoother and softer than natural clay, which made it less stable to work with. I tried to use the score and slip (water) technique, but it was more efficient to try to push the parts together and smooth it down with my fingers.
I tried to use the score and slip (water) technique, but it was more efficient to try to push the parts together and smooth it down with my fingers.
In the same ways that the Pillsbury dough boy and Casper have large, round eyes and small smiles that make them creepy and soft round bodies that make them cute, "Poppin' Stress" has similar features. I added large, human-like hands (sort of similar to Casper), though his are small) coming towards the viewer to add to its creepiness. I also turned it into a worm-like form with ridges and folds on the bottom and an indented back to make it more caterpillar-like.
Drying
Painting with Acrylic
Pink skin to add the cuteness factor.
White eyes for crispness, and no added pupils for "soullessness"
Considerations for upcoming work in this medium:
This medium was fun, but not as easy to work with as clay due to the drying speed and malleability. I likely will not use this in the future due to its brittleness when dry. When attempting to add more painted details to my sculpture, the fingers broke off on one hand, and the other hand broke during transit.
When attempting to add more painted details to my sculpture, the fingers broke off on one hand, and the other hand broke during transit.
Considerations for teaching with this medium:
This medium would work well when teaching in a context without access to a kiln, but I do think parts being easily broken off when dry would cause problems. It might be worth it if I was able to find a different version of modeling clay that was stronger when dry.
3D Printed Vessels (Clay)
This semester, for student teacher, I was lucky enough to be paired with a ceramics teacher from a local high school who is very innovative with technology. He had assigned a project that allowed his students to use a digital 3D design software called Potterware, which is specifically for building 3D vessels for a clay 3D printer. While his students were assigned to create a mug, he kindly allowed me to print my own vessel to use for this 3D printing project. Without access to the 3DPotterBot, I would have otherwise completed this project with a traditional plastic filament 3D printer.
It was so fun to watch this vessel take physical form, but unfortunately the first attempt was not successful and had to be squished back into the clay pile to be recycled. The nature of the design was not sturdy enough to hold itself with the weight of the clay, due to its deep twists and folds, causing the vessel to collapse during printing.
The Final (Successful ) Prints
Creating a successful piece took several variations of the design, in which I adjusted printing settings, shortened the amplitude of the waves, and minimized the depth of the twists. The piece on the right had to be stopped before it could be fully printed to adjust the amplitude setting. The waves were starting to become unstable, the malleability of the clay being a fragile factor when 3D printing. The larger piece on the left was the first vessel I was able to print to completion.
After allowing the piece to dry slightly, I used a wire tool to cut them off of the fiber board and placed them on a plastic board. After drying a while longer, I smoothed out the seam of the final extrusion and any air bubbles, gaps in the clay, or other slight imperfections. It is ideal to attempt this after the clay has achieved a nearly leather-hard level of dryness, but with my limited access to the printer I had to do this while it was softer and more difficult to work with.
After drying a while longer, I smoothed out the seam of the final extrusion and any air bubbles, gaps in the clay, or other slight imperfections. It is ideal to attempt this after the clay has achieved a nearly leather-hard level of dryness, but with my limited access to the printer I had to do this while it was softer and more difficult to work with.
These are the final results after manual touchups.
After glazing the vessels with "Avocado" and "Honey Amber" this is the final result!
Considerations for upcoming work / teaching with this medium:
I am a huge fan of working with clay and I absolutely loved this project. When I become a teacher, a 3DPotterBot will be at the top of my list if my school has the budget for one. There are a lot of factors that can go wrong throughout this process, so it requires a thorough understanding of the Potterware program, as well as troubleshooting the machine, but I am more than willing to learn with practice. As for my own art practice, I am becoming more and more interested in exploring clay as a primary medium, and throughout this process I had multiple people ask if they could buy a 3D printed piece. It seems like a wonderful investment to look into.
It seems like a wonderful investment to look into.
3D Printing in Chemistry - Ananikov Lab
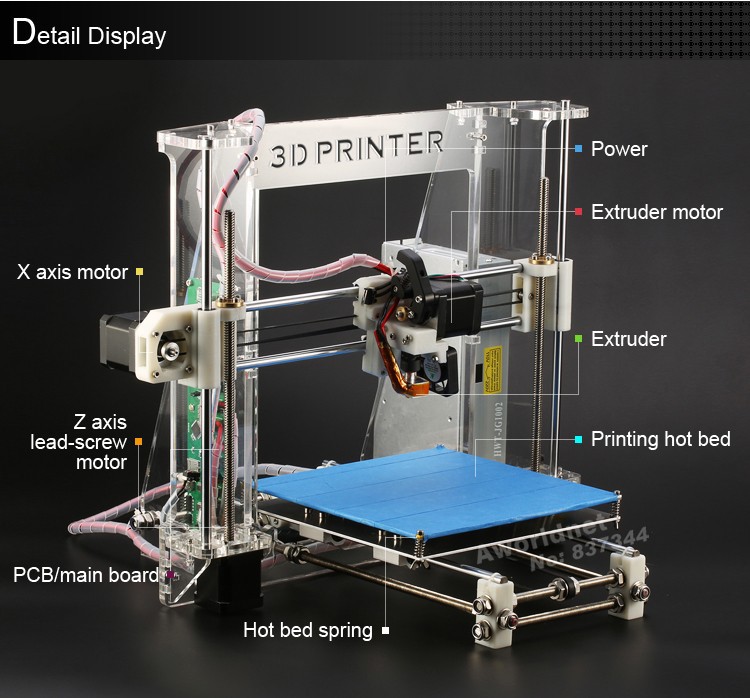
Fused Deposition Modeling (FDM) is the cheapest and the most simple method of three-dimensional (3D) printing. The method involves the part or model being produced by extruding small flattened strings (around 2 mm) of molten material to form layers, as the material hardens immediately after extrusion from the nozzle. A plastic filament or metal wire is unwound from a coil and supplies material to an extrusion nozzle, which can turn the flow on and off. There is also a worm-drive that pushes the filament into the nozzle at a controlled rate.
The process of three-dimensional printing of chemical equipment using FDM printer.
The nozzle is heated to melt the material. The thermoplastics are heated above their glass transition temperature and then deposited by an extrusion head. The nozzle follows a tool-path controlled by Computer Aided Manufacturing (CAM) software package, and the part is built from the bottom up, one layer at a time. The nozzle diameter and thickness define the resolution of FDM printer. The design of the 3D printer is relatively simple. As many companies manufacture them, the cost is quite low. Another significant advantage is the low cost of the materials used in FDM, such as acrylonitrile butadiene styrene (ABS), a biodegradable polylactide (PLA), polyethylene terephthalate (PET), polypropylene (PP), nylon, polycarbonate, and others.
The nozzle diameter and thickness define the resolution of FDM printer. The design of the 3D printer is relatively simple. As many companies manufacture them, the cost is quite low. Another significant advantage is the low cost of the materials used in FDM, such as acrylonitrile butadiene styrene (ABS), a biodegradable polylactide (PLA), polyethylene terephthalate (PET), polypropylene (PP), nylon, polycarbonate, and others.
The method of fusing a polymeric strand has average spatial resolution (typically 0.1 - 0.2 mm), which allows the manufacture of parts of different shapes and levels of complexity (Fig. 1). Huge possibilities of 3D printing make it promising for education and science, especially for the production of unique laboratory equipment and visual aids (Fig. 2), layouts, and models (including those with moving parts).
Fig. 1. The spiral channel bracket made using two different polymers from two extruders operating simultaneously. The picture demonstrates the final product and three-dimensional model.
Fig. 2. Round-shaped molecule model, made by FDM from PLA. High quality model is made from assembled parts.
High chemical stability of certain polymers (such as polypropylene, nylon, polyethylene terephthalate) in combination with FDM method corresponds well to the needs of chemical laboratory. However, the real breakthrough potential of 3D printing is disclosed not in the manufacture of standard laboratory equipment, but in construction of special products for unique laboratory needs, such as chemical reactors, mixers, and other elements of chemical apparatus.
Layered fusing technology has developed enough to reproduce even the subtle details of small chemical equipment. For example, Figure 3 demonstrates an image of a mixer with three inputs and one output pipe. The diameter of the inner channel of the mixer is only 2 mm. Conical notches are clearly visible on the inlet, and the height of the incisions is 0.5 mm. Miniature helical rib is designed to increase the mixing efficiency. This is not yet engraving the name on a grain of rice, but we should also consider that the manufacture of the mixer took less than 30 minutes. Try to make it using conventional tools!
This is not yet engraving the name on a grain of rice, but we should also consider that the manufacture of the mixer took less than 30 minutes. Try to make it using conventional tools!
Fig. 3. Mixer inside the 3D printer.
Fig. 4. PET chemical microreactor with a sophisticated labyrinth inside. The image shows details of the reactor design and the full assembly.
The possibility to manufacture products with complex internal structure is one of the main advantages of 3D printing. This feature is well illustrated in Figure 4, which shows the chemical reactor the size of a matchbox. Likewise "a real" chemical reactor, the "baby reactor" has a shell, and the cover is connected to the shell by bolts and gasket for sealing the workspace. Take a look under the hood to see the complexity of the inner world: labyrinth channel is built to force the reaction mixture to take a difficult path, so that the reaction time is optimal for producing the desired products. The walls at the bottom of the labyrinth channel are thin, in order to keep the catalyst from the rapid washout. The reaction products leave the reactor through the lower inlet.
The walls at the bottom of the labyrinth channel are thin, in order to keep the catalyst from the rapid washout. The reaction products leave the reactor through the lower inlet.
Fig. 5. Microreactor can consist of any number of elements, and each one is produced by 3D printing.
Fig. 6. Mixer and micro reactor made of PET.
Fig. 7. Fused deposition modeled "plant": mixer and microreactor combined.
3D printing can significantly speed up the experimental chemical research, as it makes possible to manufacture even complex multi-component chemical equipment directly in the laboratory without a significant delay. This applies both to the fundamental chemical research, as well as to research and engineering projects. As for chemical engineering, 3D printing provides a truly unique opportunity to produce a series of reactors or other equipment with a variety of design parameters to find the optimal solution..jpg) The cost of production of even entire series of products using FDM is rather samll in comparison to the cost of commercial laboratory equipment. We believe that this innovation can be a valuable tool in the creation of research equipment in chemical sciences.
The cost of production of even entire series of products using FDM is rather samll in comparison to the cost of commercial laboratory equipment. We believe that this innovation can be a valuable tool in the creation of research equipment in chemical sciences.
An example of using 3D printing in the design of photochemical reactor:
"Visible Light Mediated Metal-free Thiol–yne Click Reaction", Chem. Sci., 2016, 7, 6740-6745, DOI: 10.1039/C6SC02132H. On-line link: http://dx.doi.org/10.1039/C6SC02132H
>
How to avoid deformation of models when 3D printing
There is nothing “better” than walking away from the printer for a couple of hours and taking a nap, and returning to find this:
Vermicelli. Plastic
Sound familiar? Yes, these are the same “angel hair”, “spaghetti” or “vermicelli” obtained by tearing the model off the desktop. The cause of such a disaster is often the deformation of the layers. Twisting the edges of the model up causes the extruder to catch on the model and simply break or tear it off the platform. Then begins the artistic filling of the environment with plastic thread in the artistic style of Jackson Pollock.
Twisting the edges of the model up causes the extruder to catch on the model and simply break or tear it off the platform. Then begins the artistic filling of the environment with plastic thread in the artistic style of Jackson Pollock.
Left: No. 5, 1948. Author: Jackson Pollock. Fiberboard, oil. Price: $140 million
Right: Angel hair, 2013. Author: Ravix. Prusa Mendel printer, ABS plastic. Price: $0
But the charms of deformation don't stop there. What is the easiest way to quarrel two "makers"? Correct answer: ask them which is better - PLA (polylactide) or ABS (acrylonitrile butadiene styrene). ABS - a thing, of course, tempting. This plastic is strong, durable and inexpensive. Polylactide, in general, is also relatively inexpensive, but relatively soft and biodegradable - with all the ensuing consequences. So why are popular devices like the Makerbot Replicator built to print with only polylactide? The environmental friendliness of PLA is a secondary reason, rather a bonus. And the main reason is the low glass transition temperature and minimal shrinkage. It does not require heating to ultra-high temperatures for melting, and when cooled, although it shrinks, losing volume, but not much. In other words, printing with polylactide is easier. But ABS “shrinks” quite noticeably, losing up to 8% of its volume. If you do not control the temperature regime, then you can get curvature and even cracks.
And the main reason is the low glass transition temperature and minimal shrinkage. It does not require heating to ultra-high temperatures for melting, and when cooled, although it shrinks, losing volume, but not much. In other words, printing with polylactide is easier. But ABS “shrinks” quite noticeably, losing up to 8% of its volume. If you do not control the temperature regime, then you can get curvature and even cracks.
In our article, we propose to consider methods for eliminating deformation.
- 1 Use heated platform
- 2 Choose the right adhesion
- 3 Cleanliness is key to good printing
- 4 Height calibration
- 5 You drive more quietly - you will continue
- 6 Don't catch cold on your model
- 7 Turn down the heat
- 8 Reduce the density of model
- 9 Print with liner
- 10 Lugs
- 11 Thresholds
- 12 Thermowalls
Use Heated Bed
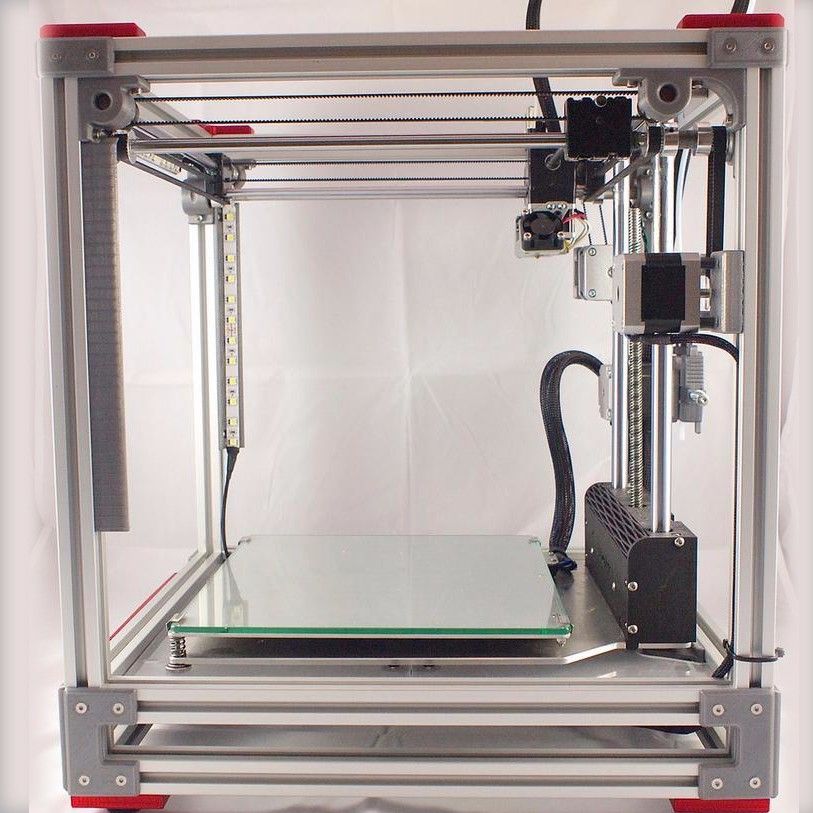
Heated Build Bed
This option is offered with many modern 3D printers, and in the case of the RepRap, you can modify it yourself. Let the heating add to the cost of the printer, but it's worth it. Heating the model from below allows you to slow down and even out the cooling process. If small PLA models can be printed without heating, then when printing large objects, a heating element is no longer necessary, since even a slight shrinkage of PLA has a cumulative effect with increasing model dimensions. When printing with ABS plastic, heating is simply necessary, otherwise the rapid shrinkage of the lower layers will lead to deformation of the upper, still hot parts of the model. It is worth paying attention to the uniformity of the platform heating. If the heating is not uniform, then the very first layers, cooling unevenly, can “twist”. Often the glue or tape used to hold the model in place won't even help. The edges will rise, the extruder will hook on the applied layers, and then - "vermicelli".
Let the heating add to the cost of the printer, but it's worth it. Heating the model from below allows you to slow down and even out the cooling process. If small PLA models can be printed without heating, then when printing large objects, a heating element is no longer necessary, since even a slight shrinkage of PLA has a cumulative effect with increasing model dimensions. When printing with ABS plastic, heating is simply necessary, otherwise the rapid shrinkage of the lower layers will lead to deformation of the upper, still hot parts of the model. It is worth paying attention to the uniformity of the platform heating. If the heating is not uniform, then the very first layers, cooling unevenly, can “twist”. Often the glue or tape used to hold the model in place won't even help. The edges will rise, the extruder will hook on the applied layers, and then - "vermicelli".
Choose the Right Adhesion
Kapton is a Great Platform Coating
If the plastic won't adhere to the platform, you're in trouble. Which one is the best - there is no consensus. There are tables made of aluminum, glass (even basalt), steel, titanium. Seasoned RepRapers pray for Kapton, a polyimide film applied to the surface of the platform. By the way, the film can be processed with a fine-grained emery cloth - a rough surface will contribute to the "seizure" with the plastic. Some users spray the surface of the platform with a spray adhesive containing acetone (to set the ABS), or even hairspray!
Which one is the best - there is no consensus. There are tables made of aluminum, glass (even basalt), steel, titanium. Seasoned RepRapers pray for Kapton, a polyimide film applied to the surface of the platform. By the way, the film can be processed with a fine-grained emery cloth - a rough surface will contribute to the "seizure" with the plastic. Some users spray the surface of the platform with a spray adhesive containing acetone (to set the ABS), or even hairspray!
Cleanliness is the key to good printing
If the build platform is covered in dust, plastic will stick to the dust. How this will affect the adhesion of the model to the platform itself hardly needs to be explained. If you are printing with ABS, you can wipe the platform with acetone to dissolve the small pieces left from previous models. Acetone has no effect on polylactide, but you can try Limonene. By the way, the thread should also be kept clean, because the accumulation of dust in the extruder is fraught with all sorts of interesting, but unpleasant consequences. One simple method to clean the filament (if it's already dusty) is to use a foam filter before feeding it into the extruder.
One simple method to clean the filament (if it's already dusty) is to use a foam filter before feeding it into the extruder.
Height calibration
Trying to print a cube with too much initial distance between nozzle and bed
A correctly applied first layer is the cornerstone of successful printing. If the head sits too high above the platform when applying the first coat, the adhesion may be too weak. This problem is solved experimentally: if your model breaks off the platform, try lowering the initial head height in small steps. If the platform is heated, then it makes sense to carry out the calibration in a heated state, because the deformation of the platform during heating can make the “cold” calibration inaccurate.
Slower ride - farther you will be
Reducing print speed can reduce model deformation
Yes, unfortunately, 3D printing even small objects takes a lot of time.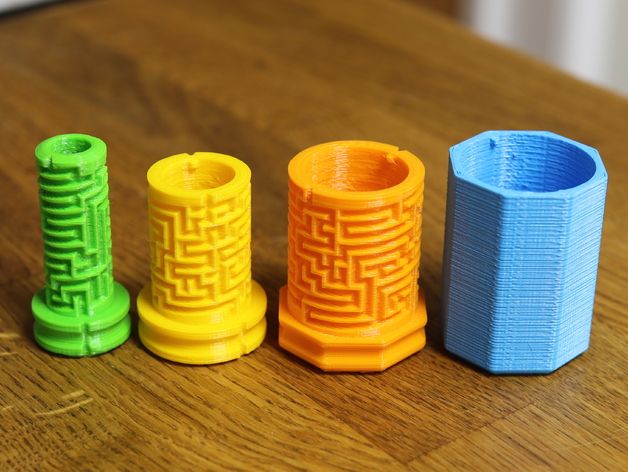 But in order to increase adhesion to the platform and give the layers extra time to cool evenly, it may be necessary to slow down the printing process. This is especially important when working with PLA, because the polylactide takes a long time to cool down, and the lower layers can undergo deformation under the pressure of the upper layers if they do not have time to pass the glass transition point.
But in order to increase adhesion to the platform and give the layers extra time to cool evenly, it may be necessary to slow down the printing process. This is especially important when working with PLA, because the polylactide takes a long time to cool down, and the lower layers can undergo deformation under the pressure of the upper layers if they do not have time to pass the glass transition point.
Don't catch cold on your model
Maker Case - a cabinet for 3D printers that prevents drafts
Drafts can have negative consequences not only for real people, but also for plastic ones. A banal draft can lead to uneven cooling of the model - hypothermia on one side, followed by one-sided shrinkage and lopsidedness. No wonder many manufacturers prefer to make closed cases for their printers. In addition, the tightly closed housing helps maintain a high background temperature in the working chamber, which is good when working with ABS plastic. But when printing PLA, you may have to remove one of the panels or open the door (depending on how the case is arranged) to help cool the model faster. Many manufacturers install additional fans on their extruders to blow off the fresh layers of polylactide (we counted three on the PrintBox3D One!). Although, in general, this is a sound idea, it often has the opposite effect, since only one side of the model is blown. In the case of PrintBox3D One, the calculation was made to quickly cool fresh layers - before subsequent layers become a barrier to airflow. And Picaso Builder uses a tricky system of channels built into the extruder to evenly blow the model from above.
But when printing PLA, you may have to remove one of the panels or open the door (depending on how the case is arranged) to help cool the model faster. Many manufacturers install additional fans on their extruders to blow off the fresh layers of polylactide (we counted three on the PrintBox3D One!). Although, in general, this is a sound idea, it often has the opposite effect, since only one side of the model is blown. In the case of PrintBox3D One, the calculation was made to quickly cool fresh layers - before subsequent layers become a barrier to airflow. And Picaso Builder uses a tricky system of channels built into the extruder to evenly blow the model from above.
Turn down the heat
Not yours. This refers to the temperature of the extruder. The ideal option is to heat the extruder to a temperature slightly above the glass transition temperature of the plastic, so long as the extrusion proceeds normally and the layers “seize” among themselves. After all, the stronger the plastic is heated, the longer it will cool down, and the more noticeable the shrinkage will be. But keep in mind that such experiments can bring additional stress on the extruder mechanism, up to and including damage to it. Yes, the nozzle can get clogged. Be careful.
After all, the stronger the plastic is heated, the longer it will cool down, and the more noticeable the shrinkage will be. But keep in mind that such experiments can bring additional stress on the extruder mechanism, up to and including damage to it. Yes, the nozzle can get clogged. Be careful.
Decrease the density of the model
Various degrees of filling
The model can be homogeneous (solid piece of plastic), hollow (walls on the outside, absolutely nothing inside), or lightweight (seemingly solid, but inside filled with plastic mesh or honeycombs) . The last option has a lot of advantages. This includes savings in materials compared to solid models, good strength compared to brittle hollow models, and, finally, a reduced likelihood of deformation. The logic is quite simple: the larger the surface of the layer in contact (i.e., sticking together) with the platform, and the smaller the volume of plastic in the following layers, the less likely the lower layer is to twist when the upper layers shrink. Add the already described substrates here, and the chances of successful printing increase many times over.
Add the already described substrates here, and the chances of successful printing increase many times over.
Print with a backing
Printing a wheel on a backing
A backing or "raft" is the base of the model, made in the form of a grid. Due to the high porosity, such structures cool quickly and evenly, and then serve as a reliable basis for the present model. The larger and thicker the substrate, the stronger and more reliable it is. Here you already have to find the perfect balance between functionality and material consumption. Many digital modeling programs (such as Skeinforge or ReplicatorG) have built-in underlays.
Lugs
Model with lugs
The problem with underlays is that they can seriously degrade the quality of the bottom layer of the model. After all, all this extra plastic will have to be removed, right? Alternatively, you can print the extensions of the bottom layer (the so-called "lugs") in the most vulnerable places for twisting - for example, in the corners. The lugs will help hold the edges in place until the bottom of the model hardens. After printing, they will be much easier to remove than the backing. The disadvantage of this technique is the need for an additional work surface.
The lugs will help hold the edges in place until the bottom of the model hardens. After printing, they will be much easier to remove than the backing. The disadvantage of this technique is the need for an additional work surface.
Thresholds
Threshold Model
Essentially it is a combination of lining and lugs. The oversized lining is built on with additional objects (“thresholds” or “visors”) whose sole purpose is to hold the lining in place. The most effective method of preventing deformation of the lower layers, but also the most costly in terms of materials. The advantage is the fact that the “thresholds” themselves do not touch the model, and therefore, at the end of printing, only the substrate itself will have to be cleaned from the model.
Thermal walls
A kind of draft control. The idea is based on the construction of thin walls around the model, which keep warm air inside and contribute to a more uniform cooling of the model.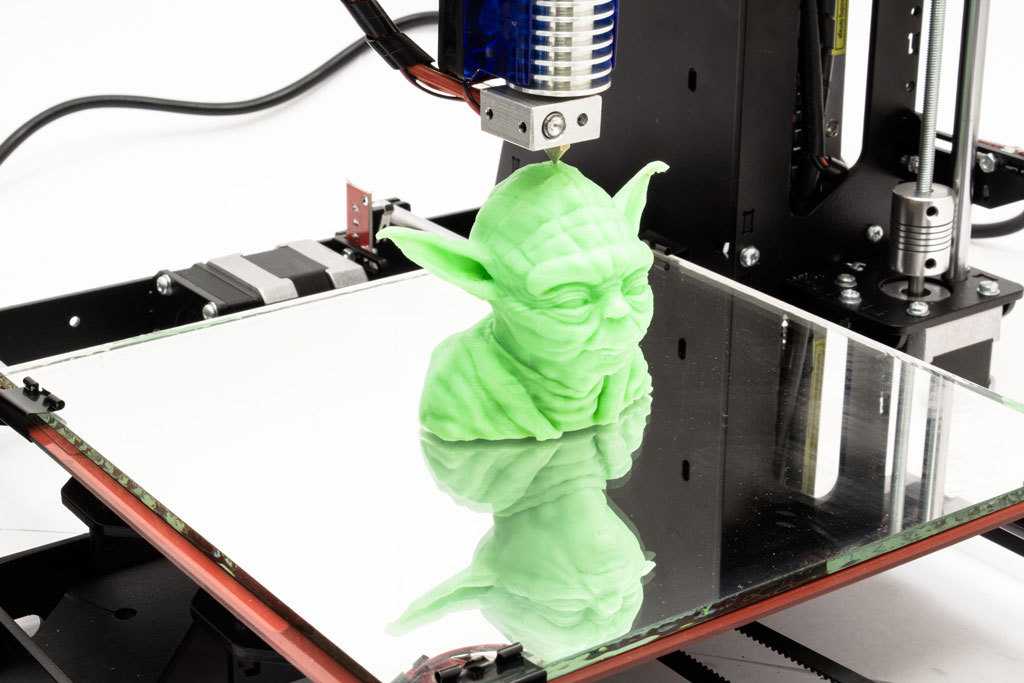 In fact, this is an alternative to the closed printer case. The walls themselves can be deformed, but since they are not part of the model, this is not a problem. The downside is the additional consumption of materials.
In fact, this is an alternative to the closed printer case. The walls themselves can be deformed, but since they are not part of the model, this is not a problem. The downside is the additional consumption of materials.
If you have your own tricks, write to us at [email protected]
Go to the main page of the Encyclopedia of 3D Printing
We found out why 3D printing is dangerous. The main myths about technology
Vladislav Kochkurov General Director of the Center for Additive Technologies
The first product was 3D printed in 1983 - it was a small container in the form of a bowl. Now researchers are creating aircraft engines and rockets, jewelry, food, and even houses. Despite the fact that there is a lot of information about this area, many people still do not understand exactly how 3D printing works. Vladislav Kochkurov, General Director of the Center for Additive Technologies, talks about the misconceptions we face when talking about layer-by-layer creation of three-dimensional objects.
Vladislav Kochkurov, General Director of the Center for Additive Technologies, talks about the misconceptions we face when talking about layer-by-layer creation of three-dimensional objects.
Read Hi-Tech in
Myth No. 1. 3D printing takes place with little or no human intervention
new product. One gets the false impression that the entire cycle of additive manufacturing consists only of the operation of equipment, and a person hardly participates in this - he only turns on a 3D printer and loads a polymer, metal powder or other material into it.
But the key role in building an object is played by its 3D model. It is a map on which the finished product will be built. The quality and characteristics of the future subject depend on its detailed study. Here, the participation of specialists with high competencies in the fields of design, technology and materials is needed.
In industrial production, the construction of a 3D model is carried out in AutoCAD computer-aided design systems. The design engineer, in accordance with the terms of reference and using various calculation methods, creates the geometry of the future product. Even if the 3D model already exists and does not need to be built from scratch, AutoCAD programs carry out its topological optimization - redesign for additive manufacturing.
The design engineer, in accordance with the terms of reference and using various calculation methods, creates the geometry of the future product. Even if the 3D model already exists and does not need to be built from scratch, AutoCAD programs carry out its topological optimization - redesign for additive manufacturing.
This process aims to eliminate stress raisers and thin-walled features that can cause cracks or other damage during the printing process. Together with the 3D model, the location of technological supports is also designed - support structures needed for optimal positioning of the part on the platform, heat removal and reduction of the risk of deformation during the printing of the product. Printing is also preceded by the process of developing technological modes of construction, which is being worked on by a process engineer.
Printing is also preceded by the process of developing technological modes of construction, which is being worked on by a process engineer.
Further, based on the prepared 3D model, the printer prints on its own, sometimes working for several days in a row. But before that, the equipment needs to be prepared - make sure that the build platform is level and all the mechanisms move as they should. Even the powder in the 3D printer is not just poured, but goes through the stages of incoming control and preparation.
Another mandatory stage in the production cycle of a product, where human participation is needed, is post-processing.
Myth #2: A finished product comes out of a 3D printer
Many people think of 3D printing as it is shown in films. Robotic installations in a matter of minutes create superhero costumes and print elements of spaceships. Technology, of course, is striving for this, but today all products removed from the printer need post-processing.
To relieve the internal stress that occurs during the printing process, the product undergoes alternating heating and cooling procedures. This way it achieves full mechanical properties. Then technological supports are cut off - they have already fulfilled their function. Removal of excess powder and surface treatment of the product are carried out using a sandblasting chamber. If it is necessary to achieve absolute smoothness of surfaces, then milling, turning, electrochemical and grinding machines are used. For plastic products, chemical post-treatment with acetone or other solvents is sometimes used.
Myth #3: You can 3D print anything
Innovations in additive manufacturing are emerging every year and already surpass our imagination. Synthetic meat steaks, a human heart, and a whole house are already being printed. It seems that the possibilities of additive manufacturing are endless and a 3D printer can do anything. But now there are several limitations related to the size and material of the product - it is impossible to create very large and very small objects.
For example, the Center for Additive Technologies has an installation with a build chamber up to half a meter, the largest printer in Russia based on selective laser melting technology. Elements of Russian aircraft engines are already being “grown” there.
“Innovations in the field of additive technologies appear every year”The capabilities of polymer printers are much wider - one of them, listed in the Guinness Book of Records, can create objects up to 30 m long. In 2017, a monolithic boat was printed on it, weighing 2 tons and 7 m long. The smallest object printed on a 3D printer is a ship. Its length is 2-3 times less than the thickness of a human hair - only 30 micrometers (0.03 mm).
3D printers are already used to create even at home. A construction printer works by analogy with an FDMD printer that prints plastic products, but instead of polymeric materials, cement mixtures are used as “inks”. In size, such a mechanism is much larger. The world's largest 3D printed building has an area of 641 square meters. m. and is located in the UAE.
m. and is located in the UAE.
Other limitations in additive manufacturing are not related to the size of the 3D printer's build chamber, but to the material used. During the printing process, it is in a liquid or molten state, therefore, it should melt normally. Wood, fabric, or paper objects cannot yet be printed, as they will burn before the material can be melted. Although here you can find a loophole: if you mix crushed cellulose fibers with a water-based gel, and then freeze the object, gradually removing water from it, you will get products made of a material similar to wood.
Myth No. 4. Products printed on a 3D printer are worse in quality
Visually, the 3D printing process looks like a layer-by-layer application of material. This may raise the question: how firmly are the layers interconnected?
3D printing can introduce several defects, so it is important to follow the workflow. A lot depends on the quality of the materials. In industrial production, all metal powders undergo input control, this process is regulated by standards. Even if the material is certified, it is very important to observe the conditions for proper storage: avoid moisture and dampness, place in a special package. If you do not check the condition of the nozzle, set the temperature or print speed incorrectly, misalignment of layers, overheating, or other defects may occur.
In industrial production, all metal powders undergo input control, this process is regulated by standards. Even if the material is certified, it is very important to observe the conditions for proper storage: avoid moisture and dampness, place in a special package. If you do not check the condition of the nozzle, set the temperature or print speed incorrectly, misalignment of layers, overheating, or other defects may occur.
If all conditions are met, then the product will not be inferior in properties, and often even surpass the analog made by traditional methods. If you compare two aluminum objects under a microscope, the printed product will have a denser structure.
“If all conditions are met, then the product will not be inferior in properties, and often even surpass the analog made by traditional methods”Myth #5. 3D printing is environmentally friendly
3D printing is considered to be environmentally friendly, as this type of production leaves little waste.