Dimention 3d printer
Dimension 1200 Review 2022 - Why This 3D Printer Is AWESOME [Updated]
Should you buy the Stratasys Dimension 1200 printer? Check out our review here to find out whether it's worth the money or not.
By Justin Evans
4.4
See Price
If you work in the medical or aerospace department, you might benefit from the faster prototyping and flexibility that a 3D printer offers. However, not just any will do: for these industries, you’ll need a highly specialized printer. Bad news first: these are usually very pricey. Good news? We’ve found one that might be suitable.
We’re talking, of course, about the Stratasys Dimension 1200. This is a heavy-duty printer in every sense of the phrase, but is its performance as high as its price tag? Today, we’ll take a closer look to try and find out. Keep reading to see what we thought.
| Size | 33 x 29 x 45” |
| Extruders | 1 |
| Supported Materials | Proprietary ABSplus filament |
| Connectivity | Ethernet |
| Layer Thickness | 0. |
| Build Volume | 10 x 10 x 12” |
Table of ContentsShow
Design
Let’s address the elephant in the room: standing 45” tall without the base, this printer is absolutely colossal. Setup is a two-person job since the Dimension 1200 weighs over 300lbs. Additionally, there’s just one extruder – something of a rarity in high-end 3D printers. However, with an enclosed (and exceptionally large) build area, maintaining a consistent temperature is easy.
We were pretty surprised by the lack of connectivity and limited OS support, too. There’s not even a USB port – everything has to be controlled via the Ethernet connection, and only Windows devices are supported. This is hardly ideal, particularly in the design sector, where Macs are more common.
There’s a small, neat control panel on the right-hand side. This allows you to select CAD files and make minor tweaks before printing. It’s a nice touch, but with even mid-range printers offering mobile app support, we have to wonder what the designers were thinking. After all, it’s not like this is a specially cheap model.
It’s a nice touch, but with even mid-range printers offering mobile app support, we have to wonder what the designers were thinking. After all, it’s not like this is a specially cheap model.
Printing
Say what you like about the aesthetics of this machine, it does an extraordinary job of recreating virtual models. Complex shapes are no problem, and the layers are all but imperceptible. If you value speed more than quality, you can slightly increase the layer size, but even this produces models to a higher standard than many other printers on the market.
Unfortunately, the Dimension 1200 supports only a handful of materials, all proprietary. There’s a more durable, ABS-based filament named ABSplus, as well as both water-soluble and snap-off support material. It seems as though Stratasys wanted to do one thing very well, rather than including half-baked support for as many materials as possible.
It’s hard not to be impressed here: there’s very little filament wasted, and finished models usually require very little post-processing. Evidently, this depends on what exactly you’re printing, but for prototyping, there are very few 3D printers that can match this one.
Evidently, this depends on what exactly you’re printing, but for prototyping, there are very few 3D printers that can match this one.
Features
One of the things that takes the most time when printing is bed-leveling and calibration. Thankfully, both of these things are done automatically with the 1200, so you can spend more time actually getting work done. That said, there’s very little advanced functionality included, considering the price.
The Dimension 1200 uses RFID chips on the filament cartridge to help keep track of how much material is left. As long as you keep an eye on the reading, you’ll never run out mid-print again. On the other hand, this does mean that there’s no way to use third-party materials.
There are a few additions that really would have made this printer shine: we’re talking of course about greater connectivity options and increased OS support. There’s really no excuse for not including a USB port, or SD card slot, at the very least. It’s disappointing, especially when you consider how little they’d cost to add.
Cost
This is not a cheap machine. It retails for around $35,000, meaning it’s priced well out of the reach of the vast majority of people. Stratasys has instead focused on marketing to the top-level businesses in the world. It’s a good thing too because this isn’t the only cost you’ll have to deal with.
How much do you think a 56” spool of ABSplus costs? If we said almost $180, you’d think we were crazy, right? Well, it’s the truth. Let’s be clear: this is not a printer you’d use without a specific item in mind. To put it another way, for the price of two spools, you can buy a fairly decent, mid-range 3D printer.
Still, if you work in one of the industries that this model is designed for, the cost is likely not a huge issue. After all, ABSplus claims to be 40% more resilient than standard ABS and can be used to create everything from engines to tank parts.
Support
To its credit, Stratasys offers a good selection of customer support materials. There are user guides, quick start manuals, and FAQs for all of the company’s 3D printers. You can also download the latest firmware patches here, but for some reason, the Dimension 1200 isn’t included. It may not be the newest model around, but legacy customers have the right to be supported too.
There are user guides, quick start manuals, and FAQs for all of the company’s 3D printers. You can also download the latest firmware patches here, but for some reason, the Dimension 1200 isn’t included. It may not be the newest model around, but legacy customers have the right to be supported too.
There are a couple of additional services that this company offers. Users can attend 3D printing seminars explaining how to use their products, and there’s even a recycling service for old cartridges.
A one-year warranty is included with all of Stratasys’ 3D printers, which is fine if a little underwhelming. For $35,000 you’d really expect to see a five-year guarantee at least. Customer support can be reached by email, phone, or live chat, although there are no details on whether it is 24/7 or not.
Ember 3D Printer Review
Home - Dimension Works
Dimension Works is a dependable additive manufacturing company specializing in printer sales and printing, simplifying the complex for our customers through consultative sales, transparent communication, and end-to-end dedicated service.
BRANDS WE’VE PARTNERED WITH
Previous
Next
- SHOP OUR PRODUCTS
- PROVEN SOLUTIONS FOR THE 3D REVOLUTION
3D Client Partnerships
3D Printed Pieces Created
3D Printers Sold
- YOUR COMPANY’S IDEAS ARE JUST THE BEGINNING
Whatever additive manufacturing needs your business has, from printing for prototyping to end-use products, we are with you every step of the way. We offer expert guidance on the solutions that work best to help you achieve your goals and are there for you long after your purchase with advice and support. You bring your company’s vision and we’ll help you make it a reality.
Let’s Get Started
Reach Out
Let us know your project needs and we can get started.
Research Solutions
Our team researches what will work best to suit your project needs.
Provide Answers
We knowledgeably recommend the printer or service that will help your company achieve its goals.
Continued Service & Support
We are here for you after purchase for guidance and maintenance so you never feel alone.
- MANUFACTURING, PRODUCT DEVELOPMENT & DESIGN EXPERTS
Dimension Works exists to leverage the possibilities of 3D printing technology through competent, innovative and efficient additive manufacturing. Our commitment to accuracy, personalized service, and being best in class allows us to provide reliable resolutions our customers can count on. We desire to collaboratively impact our customers’ success as we also contribute to our community.
- WHAT CLIENTS HAVE TO SAY ABOUT US
Our 3DP printer from Dimension Works has been a game-changer. Being able to 3D print curved prototype tooling in strong materials has made operators’ work much easier, freeing up resources, and increasing overall productivity. Using our printer to test and prove designs with a functional prototype, while saving time and money, is a win.
Being able to 3D print curved prototype tooling in strong materials has made operators’ work much easier, freeing up resources, and increasing overall productivity. Using our printer to test and prove designs with a functional prototype, while saving time and money, is a win.
Andre Jaquette, Townley Foundry
Dimension Works has been a pleasure to work with! They were able to work with us to deliver quality prints upon short notice. We highly recommend them!
James H., Beyond Helium
Dimension Works has been one of the best vendors I have worked with. They respond quickly and professionally to any issues and support various OEMs. They look at your specific needs to find the right solution. I highly recommend working with them.
Mike M., Medical Industry
I have used Dimension works since they started in business. They are a great company with very knowledgeable people and they deliver top-quality prototypes in a timely manner and at a reasonable cost.
George Clementson, Engineering Manager / Electronics Design Engineer
Dimension Works is incredibly customer focused. They provide me with a one stop shop for the supplies I need and the technical expertise to keep me up and running. They add the personal touch that is so hard to find in today’s business world.
Todd Mink, Honda Development and Manufacturing of America
3D printer print size - 1.2 x 1.5 x 1.8 m. by Sprint 3D.
Rapid prototyping of large-scale art products
In the minds of many contemporaries, 3D printing is a technology that can create extremely small objects - spare parts, souvenirs, various kinds of models, and so on. Moreover, many believe that it takes many hours. In the meantime, a whole car has already been created through 3D printing. And it didn't take weeks. Let's consider which print size 3 D printer is possible today and what print speed 3 D print is currently being achieved. But first, a few words about prototyping.
But first, a few words about prototyping.
Rapid prototyping of 3D models is a process of rapid creation of mock-ups of models (prototypes), which will later be used to improve and finalize design solutions. In some cases, such prototypes can also be used as finished products.
Satellite 3D Printer 500x500x800 cm
Modern 3D Printer Capabilities
3D printing equipment has made a huge leap forward in recent years. One of the brightest representatives of the new generation of printers for rapid prototyping of dimensional art products is the 3D printers that we use in our work.
Main equipment features:
- Working area - up to 1.2x1.5x1.8 m.
- Speed 3 Printing D of along the Z axis (in height) - 35 cm / hour.
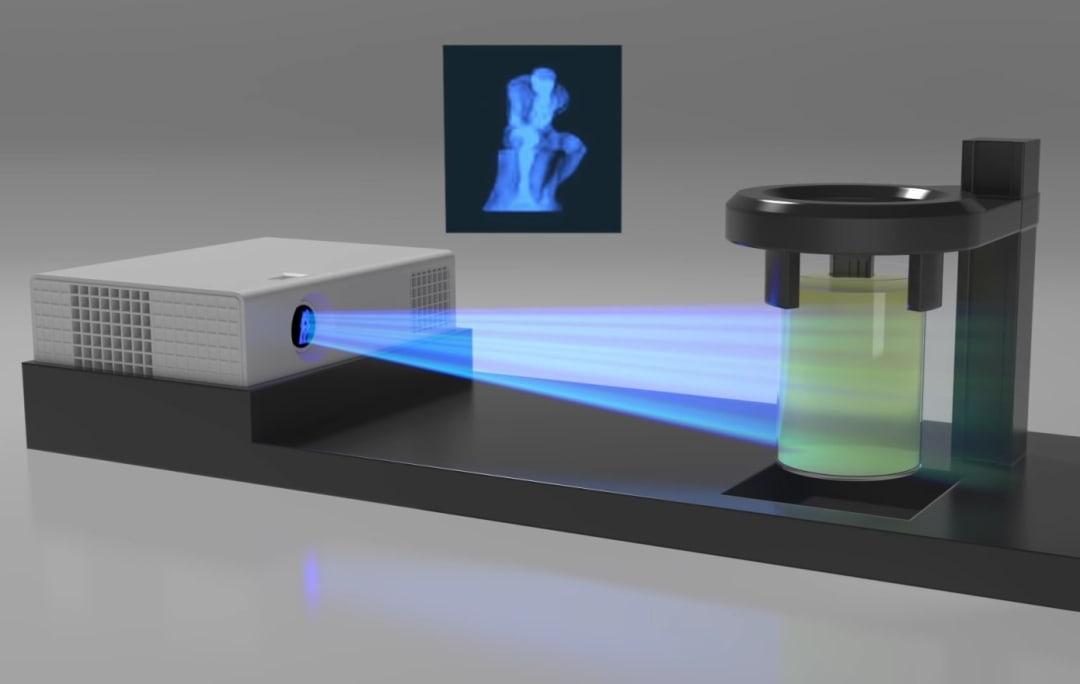
How do you achieve high print speeds and the ability to produce large items? First of all, due to the use of special photopolymer gel compositions with a high degree of viscosity, as well as due to the rationalization of the placement of supporting structures. The so-called GDP-technology (Gel Dispensed Printing) is used. It is based on the use of liquid light-sensitive compounds that quickly harden under the influence of ultraviolet lamps. Those are located directly above the print heads and act directly on the material. This system ensures fast curing.
The so-called GDP-technology (Gel Dispensed Printing) is used. It is based on the use of liquid light-sensitive compounds that quickly harden under the influence of ultraviolet lamps. Those are located directly above the print heads and act directly on the material. This system ensures fast curing.
Due to the fact that the GDP technology cures faster than other technologies, it is not necessary to use supports for horizontal surfaces. Obviously this saves time. And at the same time, the materials of production.
Also note that 3D printer models and some analogues use two printheads that work independently of each other. This allows you to create two objects at the same time in one workspace or separate components of one large product. Accordingly, print size 3 D of printer in this case, when gluing, it increases at least twice and can exceed 3 meters.
Large-scale 3D printing: how much more difficult it is than small-sized
In fact, print size 3 D of the printer practically does not affect the complexity of production and subsequent post-processing. If in older models of printers there could be cases when the material clogged the nozzle and the work done simply went down the drain, then modern equipment is devoid of such shortcomings. You don’t have to worry that something will go wrong in the many hours of printing and you will have to redo everything from the beginning, wasting time and a lot of resources.
If in older models of printers there could be cases when the material clogged the nozzle and the work done simply went down the drain, then modern equipment is devoid of such shortcomings. You don’t have to worry that something will go wrong in the many hours of printing and you will have to redo everything from the beginning, wasting time and a lot of resources.
Separately, we note the simplicity of the post-processing process. After hardening, the gel lends itself perfectly to a wide variety of processing. It is perfectly painted and varnished, which opens up the widest possibilities for creating a wide variety of dimensional objects: stands, product models, models of equipment and much more. Everything is fast, convenient and at the same time quite inexpensive. The printing process itself and finished products meet the requirements of environmental friendliness and safety of use. During production, no harmful and dangerous substances are emitted, and the printed products fully comply with modern environmental standards and are hypoallergenic. This is a particularly important factor at the present time.
This is a particularly important factor at the present time.
How does 3D prototyping work? A physical structure is built according to a previously prepared mathematical model.
The advantages of prototyping are obvious:
1. Visibility of the whole process;
2. Minimization of the time required for preparation of production;
3. Reduce engineering and design costs.
The first step in prototyping is mathematical modeling, which creates a mathematical model in STL format. After that, prototypes are finalized to create the necessary surface textures. Prototyping also includes the development of technologies, the production of specific models and their finishing. Everything is almost identical to small-sized printing, although products are made with many times larger sizes.
Advantages of rapid prototyping in large-scale printing:
- Accurate and fast verification of the conformity, function and form of the printed design.
- Extensive design flexibility and versatility with the ability to quickly transition between different stages of production.
- Increased speed 3 D print and no waste of materials that are already used in large quantities.
- Ability to quickly test the properties of specific products in order to further develop new materials and at the same time obtain new properties of finished products.
- Minimize the risk of any design errors and improve the quality of finished products.
If printing on a 3D printer with a working area of 1.2x1.5x1.8 m is also relevant for you, SPRINT3D is at your service. Modern technological equipment for dimensional printing, high-quality materials and professionalism at all stages of production - all this the SPRINT3D team provides to each client.
Still have questions? Use the feedback form on the website or call + 7 (929) 680 27 76.
What is the actual size of the product after 3D printing?
05/10/2018 in 3D Modeling, Expert Blog, Instructions
In this article, we will consider the most common reasons for changing the final dimensions of manufactured products printed on a 3D printer. This article will be helpful for designers and inventors to understand how to design 3D models for 3D printing.
This article will be helpful for designers and inventors to understand how to design 3D models for 3D printing.
First, let's introduce some terminology. All deviations that occur in the technological process of 3D printing and related technologies, we will call “error”. Consider what types of errors are and delve into each of them.
- Extrusion width error.
- Approximation of radii depending on layer height.
- 3D printer extruder positioning accuracy.
- Inertial beats.
- Uncontrolled material shrinkage.
- First layer error.
- Porosity.
- Matching accuracy after printing details, splitting into components.
- Support material tearing points.
- Thin wall roughness.
Extrusion width error.
Preparing a 3D model for 3D printing comes down to creating a so-called G-code. G-code is a computer code that sets the movement for all the electric motors of a 3D printer. These motors include those responsible for moving the extruder (the 3D printer's 3D printed head). The movements and movements of the extruder are given by the trajectory, which is determined by the line. In preparation for 3D printing, the model is split along the Z axis into layers, determined by the selected layer height. The trajectory of the extruder is built based on the dimensions of these layers, and in the case of the layer perimeter, it describes the outer surface of the model, averaged along the Z axis. In turn, the extruder repeats the trajectory laid down in the G-code, namely the center of the nozzle. Ultimately, when designing models, it is necessary to take into account the fact that the nozzle itself has a hole diameter through which plastic is extruded. In simple terms, the nozzle radius is added to the size of the 3D model. When choosing a 3D printer, in terms of extrusion width error, the accuracy of the part will be higher on the one with a smaller diameter nozzle.
These motors include those responsible for moving the extruder (the 3D printer's 3D printed head). The movements and movements of the extruder are given by the trajectory, which is determined by the line. In preparation for 3D printing, the model is split along the Z axis into layers, determined by the selected layer height. The trajectory of the extruder is built based on the dimensions of these layers, and in the case of the layer perimeter, it describes the outer surface of the model, averaged along the Z axis. In turn, the extruder repeats the trajectory laid down in the G-code, namely the center of the nozzle. Ultimately, when designing models, it is necessary to take into account the fact that the nozzle itself has a hole diameter through which plastic is extruded. In simple terms, the nozzle radius is added to the size of the 3D model. When choosing a 3D printer, in terms of extrusion width error, the accuracy of the part will be higher on the one with a smaller diameter nozzle. And when designing three-dimensional models for 3D printing, it is necessary to lay a margin for model widening. I want to note that in other 3D printing technologies that use a laser or an illumination device, the width of the outer perimeter line depends on the focus, that is, on the thickness of the beam. As a rule, these parameters can be clarified with the manufacturer of the 3D printer or with Studia3D specialists.
And when designing three-dimensional models for 3D printing, it is necessary to lay a margin for model widening. I want to note that in other 3D printing technologies that use a laser or an illumination device, the width of the outer perimeter line depends on the focus, that is, on the thickness of the beam. As a rule, these parameters can be clarified with the manufacturer of the 3D printer or with Studia3D specialists.
Let's see how this works on the example of a 3D model that has a hole.
The figure shows the 3D model, rendering of the prepared G-code and the trajectory of the center of the extruder nozzle for the 7th layer of 3D printing. Select the perimeters of the holes and overlay the actual extrusion width on the trajectory (Highlighted in light green).
As you can see, the hole diameter is smaller. How much? On the nozzle radius on one side + the nozzle radius on the other. That is, when designing a hole, I need to lay a gap equal to the width of the nozzle. The same goes for all other cars. The smaller the nozzle size, the closer to the nominal dimensions the part will be. At the same time, printing with a nozzle of a smaller diameter will cost more. This is due to performance. Through a larger nozzle, more plastic comes out per unit time, which affects the speed of printing. The operating time of the printer, as well as the amount of material, affects the cost of obtaining the product.
The same goes for all other cars. The smaller the nozzle size, the closer to the nominal dimensions the part will be. At the same time, printing with a nozzle of a smaller diameter will cost more. This is due to performance. Through a larger nozzle, more plastic comes out per unit time, which affects the speed of printing. The operating time of the printer, as well as the amount of material, affects the cost of obtaining the product.
Approximation of radii depending on layer height.
The specified layer height directly affects the accuracy of 3D printing. This is clearly expressed on the radii in the sections of the model along the vertical. Consider the part from the previous paragraph, positioning it on the edge in the 3D printer chamber.
As you can see in the figure, the quality of the hole depends on the selected layer height. The lower the layer height, the better the detail. In this case, it is worth considering the time of 3D printing. As the layer height increases, the print time decreases by reducing the total length of the trajectory described by the extruder. Accordingly, the price of the part is reduced, because. The operating time of a 3D printer directly affects the cost of 3D printing.
Accordingly, the price of the part is reduced, because. The operating time of a 3D printer directly affects the cost of 3D printing.
3D printer extruder positioning accuracy.
This parameter determines the accuracy of repetition by the center of the extruder nozzle of the trajectory specified in the G-code. In other words, this parameter characterizes the maximum possible deviation of the center of the extruder nozzle from the trajectory during printing. This parameter is specified by the 3D printer manufacturer for a specific printer model. But it should be noted that this parameter corresponds to the manufacturer's recommended 3D printing speed. In turn, Studia3D specialists, when preparing the G-code, reduce the influence of this parameter to a minimum, but do not exclude it at all. In addition to speed, this parameter is affected by the rigidity of the 3D printer and the extruder drive system.
Inertial beats.
As a special case of positioning accuracy, we single out inertial beats that occur during 3D printing as a separate point. This parameter is affected by the same positions that were described in the previous paragraph, however, this error is reduced in a different way. This can be understood by studying the moment at which the influence of this error on the print quality arises - a sharp change in the direction of the extruder's motion vector. When the electric motors, together with the drive system, abruptly change the direction of the trajectory, the print head, which has some characteristic weight, continues to move in the previous direction by inertia. As a result, dynamic damped oscillations occur, which negatively reflects the surface. The influence of this error is reduced in two ways. Decreasing the speed of printing the outer perimeter, which we use when printing all models without exception and is laid at the stage of preparing the G-code. The second method is laid down when designing the model: if possible, it is necessary to add mates to acute-angled faces in the model, which, when the part is positioned on the 3D printer platform, in sections parallel to the XY plane, will give sharp corners in the perimeters.
This parameter is affected by the same positions that were described in the previous paragraph, however, this error is reduced in a different way. This can be understood by studying the moment at which the influence of this error on the print quality arises - a sharp change in the direction of the extruder's motion vector. When the electric motors, together with the drive system, abruptly change the direction of the trajectory, the print head, which has some characteristic weight, continues to move in the previous direction by inertia. As a result, dynamic damped oscillations occur, which negatively reflects the surface. The influence of this error is reduced in two ways. Decreasing the speed of printing the outer perimeter, which we use when printing all models without exception and is laid at the stage of preparing the G-code. The second method is laid down when designing the model: if possible, it is necessary to add mates to acute-angled faces in the model, which, when the part is positioned on the 3D printer platform, in sections parallel to the XY plane, will give sharp corners in the perimeters. As practice shows, a pairing of 2 mm is considered sufficient. We show with an example.
As practice shows, a pairing of 2 mm is considered sufficient. We show with an example.
As you can see in the figure, by rounding the corner (by entering a fillet on the face), we minimized the influence of this error.
Uncontrolled material shrinkage.
This parameter has its effect, as a rule, in the case of 3D printing of large objects. Large - this means more than 30% of the maximum size of the 3D printer camera along any of the coordinate axes. Most often, this error manifests itself in interlayer adhesion and a decrease in dimensions in planes parallel to XY.
Our observations have shown an approximate shrinkage for some of the most common materials in relation to dimensions along sections parallel to the coordinate axes.
ABS: XY ≈ 5%; Z ≈ 1%
PLA: XY ≈ 2%; Z ≈ 0.5%
Polypropylene: XY ≈ 7%; by Z ≈ 10%
First layer error.
The G-code preparation program considers the 3D printer platform to be absolutely parallel to the XY plane, however, in practice, platform calibration also has its own error. In Studia3D, the norm for the difference in thickness of the first layer is:
In Studia3D, the norm for the difference in thickness of the first layer is:
Δ=0.1 mm from a layer height of 0.2 mm
Δ=0.05 mm from a layer height of up to 0.2 mm
Porosity.
Porosity in the case of 3D printing is usually discussed only in the case of the percentage of filling of internal floors up to 100%. However, when printing with 100% infill, the porosity does not go anywhere.
This can be clearly seen by examining the gap in the workpiece under a microscope to determine the strength characteristics.
If the model is not included in the printable area of the 3D printer, it is split into components. In the best case, grooves are provided for the most accurate assembly. You need to understand that the assembly of the model from the components also affects the accuracy of the overall design. This accuracy is very difficult to assess. We accept deviations from the given model of the order of + - 2%. To fix the joint, we almost never use glue, but use a special chemical solution.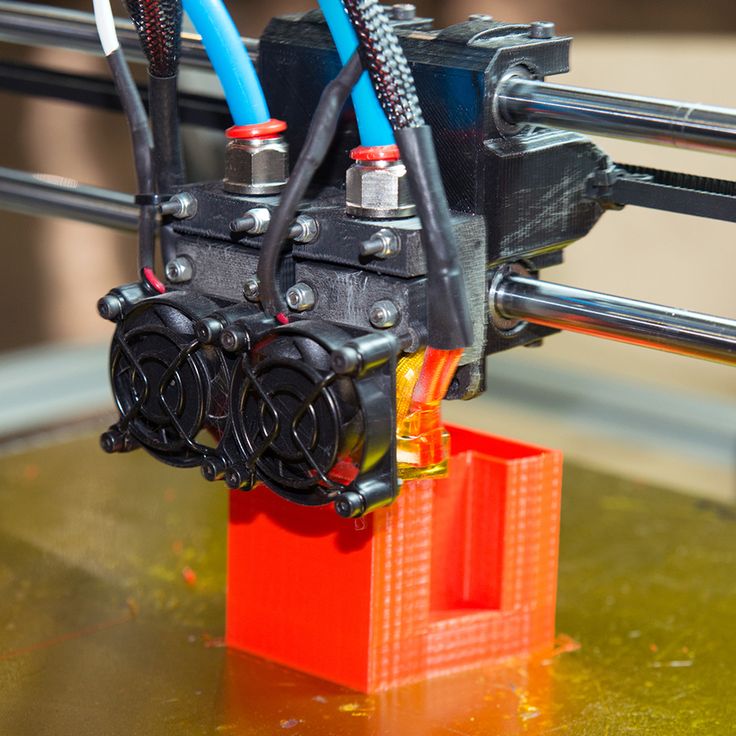 Ultimately, the parts are not glued, but soldered, only not by thermal melting of the material, but by chemical. As for the adhesion strength: it is higher than the adhesion between layers. In simple terms, if you throw such a part against a wall, it will break, but first of all not at the joints.
Ultimately, the parts are not glued, but soldered, only not by thermal melting of the material, but by chemical. As for the adhesion strength: it is higher than the adhesion between layers. In simple terms, if you throw such a part against a wall, it will break, but first of all not at the joints.
Locations where support material has been torn off.
This item applies to mechanically removed supports. Since the material of the support and the material of the main part consist of the same material, they are simply soldered together under the influence of temperature. When such supports are torn off, traces, threads, chips, etc. remain.
To minimize this error, it is necessary to order 3D printing with soluble supports. Due to the expensive soluble support material, the cost of 3D printing also increases significantly. Accuracy, like beauty, requires sacrifice.
Thin wall roughness.
When preparing a G-code in standard form, the program strives to make your part as strong as possible. This is bad only in one case, when the product has thin-walled elements. When constructing a trajectory, we set the minimum wall thickness inside which the infill will be built. As a rule, this thickness is equal to the 3rd nozzle diameter. But in cases where there are places where the thickness is less than the thickness of the outer wall, when constructing the trajectory, the program will draw one perimeter on each side, and fill the void between them. Due to the fact that filling will occur at a distance of 1 to 2 nozzle diameters, the extruder will begin to vibrate, inertial beat will begin (see point inertial runout ). The more this distance is reduced to 1 nozzle diameter, the faster the near-resonant frequency occurs. All this negatively affects the appearance of this wall, since the vibration is transmitted to the adjacent material. Let's look clearly.
This is bad only in one case, when the product has thin-walled elements. When constructing a trajectory, we set the minimum wall thickness inside which the infill will be built. As a rule, this thickness is equal to the 3rd nozzle diameter. But in cases where there are places where the thickness is less than the thickness of the outer wall, when constructing the trajectory, the program will draw one perimeter on each side, and fill the void between them. Due to the fact that filling will occur at a distance of 1 to 2 nozzle diameters, the extruder will begin to vibrate, inertial beat will begin (see point inertial runout ). The more this distance is reduced to 1 nozzle diameter, the faster the near-resonant frequency occurs. All this negatively affects the appearance of this wall, since the vibration is transmitted to the adjacent material. Let's look clearly.
To minimize this error, it is necessary to design the part in such a way that the wall thickness is a multiple of the nozzle diameter.