Can you 3d print hdpe
HDPE filament for 3D printing: learning about plastic materials
Posted at 17:15h in 3D Printing in Research, Materials Guide by Francesco
Discover HDPE, one of the most used plastic materials, as well as some tips for printing and extruding it!
What is HDPE
HDPE is a thermoplastic polymer made from petroleum. It has high intermolecular forces and greater stiffness than low-density polyethylene, with the result that the tensile strength is greater; compared to the latter, moreover, it is also harder and more opaque and can withstand higher temperatures.
It is one of the most common materials in everyday life: in fact, HDPE accounts for 40% of the total volume of world production of plastic materials and is easily available in many commonly used articles such as detergent drums, bottle caps, containers of various types and folding chairs, as well as being also present in water pipes and telecommunications cables.
The characteristics of HDPE
The HDPE possesses particular characteristics that make it suitable for the uses listed in the previous paragraph: it does not absorb water or liquids, (it is affected, in fact, only by oxidizing acids such as nitric acid, sulfuric acid and halogens) and has excellent insulating properties and chemical stability, in addition to being non-toxic and therefore suitable for use in the food and medical sectors.
The physical properties are just as interesting: HDPE is a lightweight material, easily modeled and very resistant to impacts, it lasts a long time and is resistant to bad weather and abrasion. It is very difficult to stick: for this reason, when using a 3D printer with material of this type, first create a layer on the printer plate with melted HDPE or with ABS Juice on which the print can stick.
Printing with HDPE
HDPE is one of the most complex materials to print. It is often used instead of ABS, since similar prints are found to be lighter and more resistant; however, compared to the latter it requires higher temperatures for printing and can release unpleasant fumes if the temperature is too high. The natural tendency of HDPE to deform is likely to lead to deformed prints if the HDPE contracts slightly when it cools. Moreover, as said, it is necessary to realize a layer of HDPE / ABS Juice on the printer plate.
It is often used instead of ABS, since similar prints are found to be lighter and more resistant; however, compared to the latter it requires higher temperatures for printing and can release unpleasant fumes if the temperature is too high. The natural tendency of HDPE to deform is likely to lead to deformed prints if the HDPE contracts slightly when it cools. Moreover, as said, it is necessary to realize a layer of HDPE / ABS Juice on the printer plate.
The HDPE is soluble in limolem: therefore, it can also be used to make supports for 3D prints made with other materials. Once printing is complete, these can be dissolved by immersing the print in limolem.
Extruding HDPE with Felfil Evo
Extruding the HDPE with Felfil Evo is quite simple and requires no special attention. Here are the parameters to set:
Temperature: 200°C
Rpm: 9
Motor duty: 0,5 A
Drying needed: no
Subscribe to our newsletter for more 3D printing tips!
Can You 3D Print Polyethylene
Affiliate Disclaimer: Some of the product links on this page are affiliate links.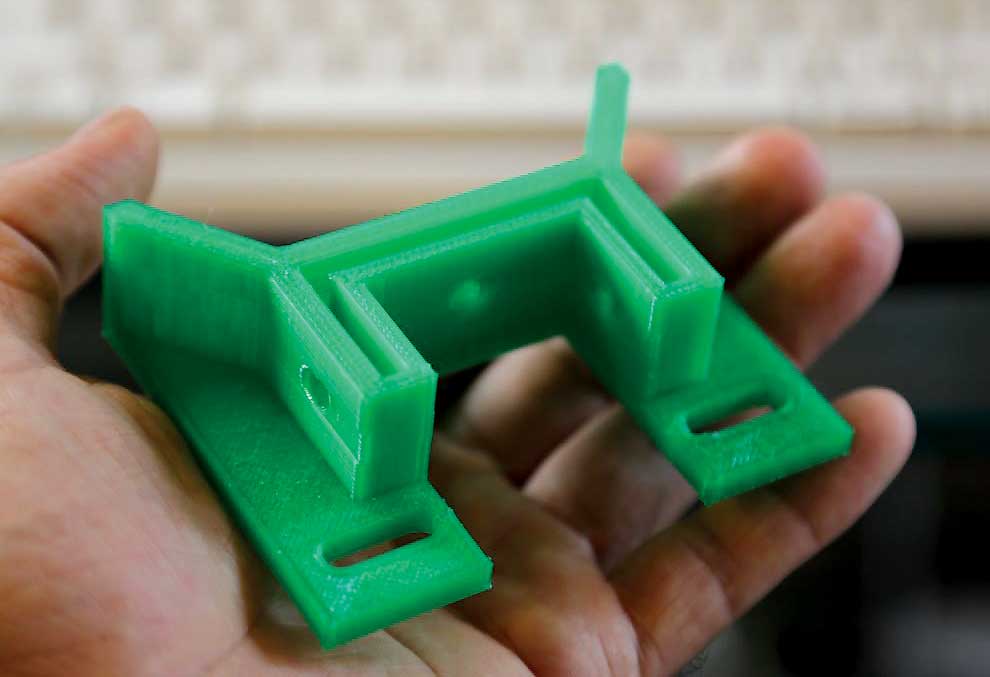 We may recieve commission if you purchase something after using one of these links, but using these links will never affect the price you pay.
We may recieve commission if you purchase something after using one of these links, but using these links will never affect the price you pay. What is Polyethylene?
An introduction to HDPE
3D Printing with HDPE
HDPE pros and cons
Is HDPE recyclable?
Where to buy HDPE filament
What’s the difference between HDPE and PET?
3D Printing with PETG
PETG pros and cons
Where to buy PETG filament
Polyethylene is a form of thermoplastic that is widely used in a variety of different forms. It can be categorised into a few forms such as Low-Density Polyethylene (LDPE), High-Density Polyethylene (HDPE) and as a polymer Polyethylene terephthalate (PET).
It is extremely recyclable and is widely used in various forms in everyday objects such as plastic bottles and milk cartons.
You can 3D print Polyethylene, with HDPE and PET being the two most common forms of Polyethylene filament. The filament itself is normally used with FDM 3D printers and has some unique pros and cons for why you should or shouldn’t use it.
An introduction to HDPE
HDPE is the form of Polyethylene that is commonly used in milk cartons and drink bottles. Unlike PET, HDPE isn’t completely clear and is slightly opaque. It does feature a really good amount of strength compared to its weight. This allows HDPE objects to float in water.
You can 3D print HDPE, but it does come with some challenges, which is why it isn’t widely used as a 3D printer filament.
3D Printing with HDPE
While 3D printing with HDPE is very similar to ABS, it does present a number of challenges. HDPE requires you to have a relatively high nozzle temperature between 220°C and 260°C. While many home 3D printers will be able to achieve this heat, some won’t so double check if your printer nozzle can achieve this heat.
The same heat issue applies to your print bed. To achieve the most success you will also require a hot print bed to give your 3D printed object the best chance of adhering.
The main problem that high-density Polyethylene suffers from is a lack of adhesion. This is why you require a hot print bed. However, you can also run into problems caused by the layers not correctly adhering to each other during the 3D printing process.
You need to ensure your print bed is as stable as possible, and it is recommended that you print at a slower speed for the best chances of success.
You will also need to be aware of your 3D print shrinking while cooling. This occurs specifically with HDPE, but can cause warping or cracking if it happens too fast. It would be better to ensure the ambient temperature isn’t too cold during the printing process. And allow your HDPE 3D print to adjust to cooler temperatures slowly.
Once fully printed and cooled though, HDPE will have similar characteristics to ABS. Although it will be slightly stronger and more lightweight.
Although it will be slightly stronger and more lightweight.
HDPE pros and cons
Pros
- Great strength – HDPE is stronger than other filaments such as ABS. Due to its fantastic strength to density ratio, it can produce strong 3D printed objects without too much excess weight and filament usage.
- Extremely lightweight – As mentioned above, HDPE has a fantastic strength to density ratio. The lightweight nature of HDPE allows it to be light enough to float in water.
- Not water-soluble – HDPE can be completely watertight, and doesn’t dissolve in water. This makes it great for applications such as holding liquids or use with water-based objects.
- Dissolves in Limonene – Despite being non-water-soluble, HDPE does dissolve when exposed to Limonene.
- Recyclable – Polyethylene is highly recyclable. You can shred larger plastic items to recycle HDPE or other types of Polyethylene, and reuse them again.

Cons
- Harder to 3D print with – HDPE has a high melting temperature meaning it has the requirement of a hotter extruder nozzle and print bed.
- Hard to come by – Due to its tricky nature when being used as a 3D printer filament, HDPE can be hard to find and purchase.
- Can warp when printing – HDPE suffers from low adhesion, making it fairly tricky to achieve successful 3D prints. You can often find layers won’t fully adhere to each other which in turn can make your 3D print warp.
- Shrinks when cooling – During the cooling process directly after 3D printing, HDPE will shrink slightly. This can affect and compromise the strength of your final 3D printed object.
Is HDPE recyclable?
High-density Polyethylene is widely recyclable, making it a fantastic filament to 3D print with. While you can’t recycle HDPE yourself, you can send it off for recycling where it will be cleaned, shredded into pellets and reformed.
Where to buy HDPE filament
As mentioned, HDPE is extremely hard to come by due to not many people 3D printing with it. However, you can purchase PETG (Polyethylene Terephthalate combined with Glycol) which has similar characteristics to HDPE.
Buy PETG from 3D Jake
Buy PETG from Amazon
What’s the difference between HDPE and PET?
PET (Polyethylene Terephthalate) is a much more commonly used form of Polyethylene. Although PET isn’t overly used in its raw form, PETG is widely used. PETG is Polyethylene Terephthalate combined with Glycol. This modification removes some of the negative features of raw PET and also makes the filament clear once printed.
3D Printing with PETG
Much like HDPE, PETG is widely used in plastics and water bottles and is actually one of the most commonly used types of plastic. It is quite strong and durable when compared to PLA, and it has good impact resistance.
Unlike HDPE, PETG doesn’t shrink as it cools, making it much easier to 3D print. It behaves very similar to ABS, with good strength and flexibility, and it is slightly easier to 3D print with compared to ABS.
It behaves very similar to ABS, with good strength and flexibility, and it is slightly easier to 3D print with compared to ABS.
PETG pros and cons
Pros
- Good strength – Similar strength to ABS filament.
- Flexible – While not entirely flexible, PETG does have improved flexibility over PLA, making it more durable over time, and more likely to maintain its form under heavy load.
- Transparent – Due to the added Glycol, PETG is almost entirely transparent, making it perfect for water bottles.
- Waterproof – Much like HDPE, PETG is also waterproof. This allows you to 3D print entirely watertight objects.
Cons
- Bad adhesion – Unfortunately, much like HDPE, PETG also suffers from a lack of adhesion. This can make 3D printing with it slightly harder than PLA.
Where to buy PETG filament
PETG is one of the most widely used 3D printing filaments. It sits alongside PLA and ABS as one of the big three filament types. This makes it readily accessible and easy to find.
It sits alongside PLA and ABS as one of the big three filament types. This makes it readily accessible and easy to find.
Buy PETG from 3D Jake
Buy PETG from Amazon
Learn about other 3D printing materials in our complete 3D printing material guide.
3D printing materials / Articles
Share:
Source
FFF technology has many advantages, including the relative simplicity of the design of printers and the affordability of both devices and consumables. Moreover, the range of materials is perhaps the widest among all available technologies. As a rule, thermoplastics are used for printing, but there are exceptions - composite materials containing various additives, but based, again, on thermoplastics. In this section, we will try to talk about the most widely used materials in more detail, starting with the most popular types.
Polylactide (PLA)
Polylactide is one of the most widely used thermoplastics due to several factors. Let's start with the fact that PLA is known for its environmental friendliness. This material is a lactic acid polymer, which makes PLA a completely biodegradable material. The raw materials for the production of polylactide are corn and sugar cane. At the same time, the environmental friendliness of polylactide causes its fragility. Plastic easily absorbs water and is relatively soft. As a rule, PLA models are not intended for functional use, but serve as designer models, souvenirs and toys. Few practical industrial applications include the production of food packaging, drug containers and surgical sutures, as well as use in bearings that do not carry high mechanical loads (for example, in modeling), which is possible due to the material's excellent slip coefficient.
Let's start with the fact that PLA is known for its environmental friendliness. This material is a lactic acid polymer, which makes PLA a completely biodegradable material. The raw materials for the production of polylactide are corn and sugar cane. At the same time, the environmental friendliness of polylactide causes its fragility. Plastic easily absorbs water and is relatively soft. As a rule, PLA models are not intended for functional use, but serve as designer models, souvenirs and toys. Few practical industrial applications include the production of food packaging, drug containers and surgical sutures, as well as use in bearings that do not carry high mechanical loads (for example, in modeling), which is possible due to the material's excellent slip coefficient.
One of the most important factors for 3D printing applications is the low melting temperature of only 170-180°C, which contributes to relatively low power consumption and the use of inexpensive brass and aluminum nozzles.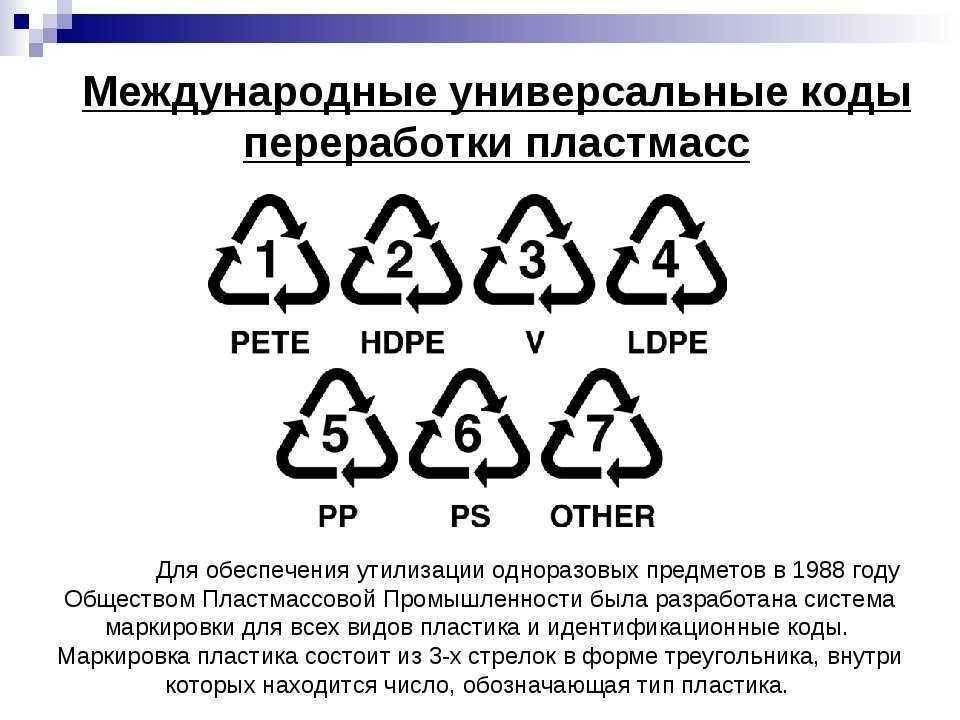 As a rule, extrusion is carried out at 160-170°C. At the same time, PLA solidifies quite slowly (glass transition temperature is about 50°C), which should be taken into account when choosing a 3D printer. The best option is a device with an open case, a heated work platform (to avoid deformation of large models) and, preferably, additional fans to cool the fresh layers of the model.
As a rule, extrusion is carried out at 160-170°C. At the same time, PLA solidifies quite slowly (glass transition temperature is about 50°C), which should be taken into account when choosing a 3D printer. The best option is a device with an open case, a heated work platform (to avoid deformation of large models) and, preferably, additional fans to cool the fresh layers of the model.
PLA has low shrinkage, i.e. loss of volume on cooling, which helps prevent warping. However, shrinkage has a cumulative effect as the dimensions of printed models increase. In the latter case, the build platform may need to be heated to evenly cool the printed objects.
The cost of PLA is relatively low, which adds to the popularity of this material.
Acrylonitrile butadiene styrene (ABS)
ABS plastic is perhaps the most popular thermoplastic used in 3D printing, but not the most common. This contradiction is explained by certain technical difficulties that arise when printing ABS. The desire of craftsmen to use ABS is determined by the excellent mechanical properties, durability and low cost of this material. In industry, ABS plastic is already widely used: the production of car parts, cases of various devices, containers, souvenirs, various household accessories, etc.
The desire of craftsmen to use ABS is determined by the excellent mechanical properties, durability and low cost of this material. In industry, ABS plastic is already widely used: the production of car parts, cases of various devices, containers, souvenirs, various household accessories, etc.
ABS plastic is resistant to moisture, acids and oil, has a fairly high temperature resistance - from 90°C to 110°C. Unfortunately, some types of material are destroyed by direct sunlight, which somewhat limits the application. At the same time, ABS plastic is easy to paint, which allows you to apply protective coatings on non-mechanical elements.
Despite a relatively high glass transition temperature of around 100°C, ABS has a relatively low melting point. Actually, due to the amorphous nature of the material, ABS does not have a melting point, as such, but 180 ° C is considered an acceptable temperature for extrusion, which is on the same level as the above-described PLA. The lower temperature spread between extrusion and glass transition allows ABS to cure faster than PLA.
The main disadvantage of ABS plastic can be considered a high degree of shrinkage during cooling - the material can lose up to 0.8% of its volume. This effect can lead to significant deformations of the model, twisting of the first layers and cracking. To combat these unpleasant phenomena, two main solutions are used. First, heated work platforms are used to help reduce the temperature gradient between the lower and upper layers of the model. Secondly, ABS 3D printers often use closed housings and control of the background temperature of the working chamber. This makes it possible to maintain the temperature of the applied layers at a level just below the glass transition threshold, reducing the degree of shrinkage. Full cooling is carried out after receiving the finished model.
The relatively low stickiness of ABS may require additional bonding aids such as adhesive tape, polyimide film, or applying an acetone solution of the ABS to the platform just prior to printing. For more information on how to avoid warping, see How to Avoid Warping 3D Printed Models.
For more information on how to avoid warping, see How to Avoid Warping 3D Printed Models.
While ABS does not pose a health risk at room temperature, heated plastic releases acrylonitrile fumes, a poisonous compound that can irritate mucous membranes and cause poisoning. Although the amount of Acrylonitrate produced in small scale printing is negligible, it is recommended that you print in a well ventilated area or use an exhaust hood. It is not recommended to use ABS plastic for the production of food containers and utensils (especially for storing hot food or alcoholic beverages) or toys for small children.
The good solubility of ABS in acetone is very useful, as it allows large models to be produced piece by piece and glued together, greatly expanding the capabilities of inexpensive desktop printers.
Polyvinyl alcohol (PVA)
Polyvinyl alcohol is a material with unique properties and special applications. The main feature of PVA is its water solubility. 3D printers equipped with dual extruders have the ability to print models with PVA support structures. Upon completion of printing, the supports can be dissolved in water, leaving a finished model that does not require mechanical or chemical roughening. Similarly, PVA can be used to create water-soluble master patterns for molds and molds themselves.
3D printers equipped with dual extruders have the ability to print models with PVA support structures. Upon completion of printing, the supports can be dissolved in water, leaving a finished model that does not require mechanical or chemical roughening. Similarly, PVA can be used to create water-soluble master patterns for molds and molds themselves.
The mechanical properties of PVA are quite interesting. At low humidity, plastic has high tensile strength. With increasing humidity, strength decreases, but elasticity increases. The extrusion temperature is 160-175°C, which allows the use of PVA in printers designed for printing with ABS and PLA plastics.
Since the material easily absorbs moisture, it is recommended to store PVA plastic in dry packaging and, if necessary, dry before use. Drying can be done in a pottery kiln or an ordinary oven. As a rule, drying of standard coils takes 6-8 hours at a temperature of 60-80°C. Exceeding 220°C will cause the plastic to decompose, which should be taken into account when printing.
Nylon
Nylon is attractive due to its high wear resistance and low coefficient of friction. Thus, nylon is often used to coat friction parts, which improves their performance and often allows them to function without lubrication. Following the widespread use of nylon in industry, additive manufacturing has also become interested in the material. Attempts to print with nylon have been made almost since the early days of FDM/FFF technology.
In reality, there are several types of nylon produced by different methods and with slightly different characteristics. The most famous is nylon-66, created by the American company DuPont in 1935. The second most popular option is nylon-6, developed by BASF to circumvent the DuPont patent. These two options are very similar. In terms of 3D printing, the main difference is the melting point: Nylon-6 melts at 220°C, while Nylon-66 melts at 265°C.
Many hobbyists prefer to use commercially available nylon threads such as trimmer wire. The diameter of such materials often corresponds to the diameter of standard FFF materials, which makes their use tempting. At the same time, these products are usually not pure nylon. In the case of trimmer rods, the material consists of nylon and fiberglass for an optimal combination of flexibility and rigidity.
The diameter of such materials often corresponds to the diameter of standard FFF materials, which makes their use tempting. At the same time, these products are usually not pure nylon. In the case of trimmer rods, the material consists of nylon and fiberglass for an optimal combination of flexibility and rigidity.
Fiberglass has a high melting point and therefore printing with these materials is prone to high nozzle wear and plugging.
Recently there have been attempts to commercially develop nylon-based printing materials specifically for FDM/FFF applications, including Nylon-PA6 and Taulman 680. These grades are extrudable at 230-260°C.
Because nylon readily absorbs moisture, store consumables in vacuum packaging or at least in a container with water-absorbent materials. A sign of excessively damp media will be steam escaping from the nozzle during printing, which is not dangerous, but may degrade the quality of the model.
When printing with nylon, it is not recommended to use a polyimide desktop coating as the two materials fuse together. As a coating, you can use adhesive tape with wax impregnation (masking tape). The use of a heated bed will help reduce the possibility of deformation of the model, similar to printing with ABS plastic. Due to the low coefficient of friction of nylon, extruders with studded feeders should be used.
As a coating, you can use adhesive tape with wax impregnation (masking tape). The use of a heated bed will help reduce the possibility of deformation of the model, similar to printing with ABS plastic. Due to the low coefficient of friction of nylon, extruders with studded feeders should be used.
The nylon layers have excellent adhesion, minimizing the chance of delamination.
Nylon is difficult to bond, making it difficult to print large multi-piece models. Alternatively, fusion of parts is possible.
Since heating nylon can release toxic fumes, it is recommended that you print in a well ventilated area or use an exhaust fan.
Polycarbonate (PC)
Polycarbonates are attractive due to their high strength and toughness, as well as resistance to high and low temperatures.
A potential health risk of printing is worth noting: the toxic and potentially carcinogenic compound bisphenol A is often used as a raw material. .
.
The extrusion temperature depends on the printing speed to avoid cracking, but the minimum temperature at 30mm/s can be considered as 265°C. When printing, the use of polyimide film is recommended for better adhesion to the desktop surface. The high susceptibility of polycarbonate to deformation requires the use of a heated platform and, if possible, a closed housing with heating of the working chamber.
Polycarbonate is highly hygroscopic (easily absorbs moisture), which requires storage in dry conditions to avoid the formation of bubbles in the applied layers. For extended printing in humid climates, even the print spool may need to be stored in a moisture-proof container.
High density polyethylene (HDPE, HDPE)
Arguably the most common plastic in the world, polyethylene is relatively rare among 3D printed materials. The reason for this is the difficulty in layer-by-layer manufacturing of models.
Polyethylene melts easily (130-145°C) and hardens quickly (100-120°C), as a result of which the applied layers often do not have time to set. In addition, polyethylene is characterized by high shrinkage, which provokes the twisting of the first layers and the deformation of the models as a whole during uneven solidification. Printing with polyethylene requires the use of a heated platform and a working chamber with accurate temperature control to slow down the cooling of the applied layers. In addition, you will need to print at high speed.
In addition, polyethylene is characterized by high shrinkage, which provokes the twisting of the first layers and the deformation of the models as a whole during uneven solidification. Printing with polyethylene requires the use of a heated platform and a working chamber with accurate temperature control to slow down the cooling of the applied layers. In addition, you will need to print at high speed.
Difficulties in use are more than offset by the cheapness and availability of this material. Recently, several devices have been developed for processing plastic waste from HDPE (bottles, food packaging, etc.) into standard filaments for printing on FDM/FFF printers. Examples are FilaBot and RecycleBot. Due to the simplicity of design, RecycleBot devices are often assembled by 3D craftsmen.
Melting polyethylene releases harmful vapors, so it is recommended to print in well ventilated areas.
Polypropylene (PP, PP)
Polypropylene is a widely used plastic used in the production of packaging materials, dishes, syringes, pipes, etc. The material has a low specific gravity, is non-toxic, has good chemical resistance, is resistant to moisture and wear, and is quite cheap. Among the disadvantages of polypropylene, one can note the vulnerability to temperatures below -5 ° C and to direct sunlight.
The material has a low specific gravity, is non-toxic, has good chemical resistance, is resistant to moisture and wear, and is quite cheap. Among the disadvantages of polypropylene, one can note the vulnerability to temperatures below -5 ° C and to direct sunlight.
The main difficulty in printing with polypropylene is the high shrinkage of the material during cooling - up to 2.4%. For comparison, the shrinkage of the popular but already problematic ABS plastic reaches 0.8%. Although polypropylene adheres well to cold surfaces, it is recommended to print on a heated platform to avoid deformation of models. The minimum recommended extrusion temperature is 220°C.
Polypropylene printing filaments are sold by Orbi-Tech, German RepRap, Qingdao TSD Plastic. Stratasys has developed a polypropylene simulant optimized for 3D printing called Endur.
Polycaprolactone (PCL)
Polycaprolactone (aka Hand Moldable Plastic, Mold-Your-Own Grips, InstaMorph, Shapelock, Friendly Plastic, Polymorph, Polymorphus, Ecoformax) is a biodegradable polyester with an extremely low melting point of about 60°C. In practice, this property creates certain problems in 3D printing, since not all 3D printers can be configured to work at such low temperatures. Heating polycaprolactone to the usual extrusion temperatures (about 200°C) causes a loss of mechanical properties and may lead to breakage of the extruder.
In practice, this property creates certain problems in 3D printing, since not all 3D printers can be configured to work at such low temperatures. Heating polycaprolactone to the usual extrusion temperatures (about 200°C) causes a loss of mechanical properties and may lead to breakage of the extruder.
Polycaprolactone is non-toxic, making it suitable for use in the medical industry, and biodegradable. When ingested, polycaprolactone breaks down, which makes printing with this material safe. Due to the low melting point, there is no danger of burns when touching fresh models. The high plasticity of the material makes it possible to reuse.
Polycaprolactone is of little use for creating functional mechanical models due to its viscosity (glass transition temperature is -60°C) and low heat resistance (melting point is 60°C). On the other hand, this material is perfect for the production of mock-ups and food containers.
The material sticks easily to the surface of even a cold working table and is easy to paint.
Polyphenylsulfone (PPSU)
Polyphenylsulfone is a high-strength thermoplastic widely used in the aviation industry. The material has excellent chemical and thermal stability and practically does not burn. Polyphenylsulfone is biologically inert, which makes it possible to use this material for the production of tableware and food containers. Operating temperature range is -50°С - 180°С. Plastic is resistant to solvents and fuels and lubricants.
For all its merits, polyphenylsulfone is rarely used in 3D printing due to its high melting point, reaching 370°C. Such extrusion temperatures are beyond the power of most desktop printers, although printing is theoretically possible using ceramic nozzles. Currently, the only active user of the material is Stratasys, which offers industrial Fortus installations.
Polymethyl methacrylate (Acrylic, plexiglass, acrylic, PMMA)
Polymethyl methacrylate is a well-known organic glass. The material is durable, moisture resistant, environmentally friendly, easy to glue, plastic enough and resistant to direct sunlight.
The material is durable, moisture resistant, environmentally friendly, easy to glue, plastic enough and resistant to direct sunlight.
Unfortunately, acrylic is not suitable for FDM/FFF printing for a number of reasons. Acrylic is poorly stored in the form of spools of thread, as constant mechanical stress leads to the gradual destruction of the material. To avoid bubbles, the print resolution must be high, with a precision almost impossible for home printers. Acrylic's rapid curing requires strict environmental control of the working chamber and high print speeds. Again, the print speeds of FDM/FFF printers are inversely related to print resolution, which exacerbates the problem.
However, attempts are being made to print with acrylic, and some of them are producing relatively positive results. However, when creating sufficiently strong models, it is not yet possible to avoid the formation of bubbles and achieve the usual transparency of the material. At the moment, the best results with acrylic are shown by another printing technology - multi-jet modeling (MJM) from 3D Systems. In this case, a photopolymer version of acrylic is used. Stratasys has also made significant progress using its own photopolymer acrylic simulant VeroClear on Objet Eden printers. It is hoped that the high demand for acrylic will lead to the emergence of composite materials based on polymethyl methacrylate, designed specifically for FDM/FFF printing.
In this case, a photopolymer version of acrylic is used. Stratasys has also made significant progress using its own photopolymer acrylic simulant VeroClear on Objet Eden printers. It is hoped that the high demand for acrylic will lead to the emergence of composite materials based on polymethyl methacrylate, designed specifically for FDM/FFF printing.
Polyethylene terephthalate (PET, PET)
Polyethylene terephthalate - this complex name hides a material used for the production of plastic bottles and other food and medical containers.
The material has a high chemical resistance to acids, alkalis and organic solvents. The physical properties of PET are also impressive with high wear resistance and tolerance to a wide temperature range from -40°C to 75°C. Among other things, the material is easily machined.
Printing with PET is somewhat problematic due to the relatively high melting point of up to 260°C and significant cooling shrinkage of up to 2%. Using PET as a consumable requires approximately the same conditions as printing with ABS.
Achieving transparency of models requires rapid cooling to pass the glass transition threshold of 70°C - 80°C.
The material has become the focus of attention of 3D craftsmen using used containers as raw materials for home production of 3D printing consumables. Recycling devices such as FilaBot or RecycleBot are used to make threads.
High-impact polystyrene (HIPS)
High-impact polystyrene is widely used in industry for the production of various household products, building materials, disposable tableware, toys, medical instruments, etc.
When 3D printed, polystyrene shows physical properties very similar to the popular ABS -plastic, which makes this material more and more popular among 3D craftsmen. The most attractive feature of polystyrene is the difference from ABS in terms of chemical properties: polystyrene is quite easily amenable to the organic solvent Limonen. Since Limonene has no effect on ABS plastic, it is possible to use polystyrene as a material for building soluble support structures, which is extremely useful when building complex, interlaced models with internal supports. Compared to the convenient, water-soluble polyvinyl alcohol (PVA) plastic, polystyrene compares favorably with relatively low cost and resistance to humid climates that make PVA difficult to work with.
Compared to the convenient, water-soluble polyvinyl alcohol (PVA) plastic, polystyrene compares favorably with relatively low cost and resistance to humid climates that make PVA difficult to work with.
Be aware that some ABS manufacturers mix slightly cheaper polystyrene into their consumables. Accordingly, models made of such materials can be dissolved in Limonene along with supporting structures.
When polystyrene is heated to extrusion temperature, toxic fumes can be released, so printing in a well-ventilated area is recommended.
Wood simulants (LAYWOO-D3, BambooFill)
LAYWOO-D3 is a recent development for printing wood-like models. The material consists of 40% natural wood chips of microscopic size and 60% binder polymer. The LAYWOO-D3 is very easy to handle, being virtually warp-free and does not require the use of a heated platform. According to the manufacturers, the polymer is non-toxic and completely safe.
The unique properties of the material allow you to achieve different visual results when printing with different nozzle temperatures. The operating temperature range is 180°C-250°C. As the extrusion temperature increases, the shade of the material becomes progressively darker, allowing it to simulate different types of wood or annual rings.
The operating temperature range is 180°C-250°C. As the extrusion temperature increases, the shade of the material becomes progressively darker, allowing it to simulate different types of wood or annual rings.
Finished models lend themselves perfectly to mechanical processing - grinding, drilling, etc. In addition, the products are easily painted, and unpainted models even have a characteristic woody smell.
Unfortunately, the cost of the material is almost four times higher than the price of popular materials such as PLA and ABS plastics. As popularity is projected to grow, the material should become more accessible.
Alternative materials are currently being developed and tested, such as BambooFill from the Dutch company ColorFabb.
Sandstone simulants (Laybrick)
Composite material from inventor Kai Parti, responsible for the revolutionary LAYWOO-D3 wood simulant. This time, Kai set his sights on sandstone imitation, using a tried and tested method of mixing a binder with a filler, in this case mineral.
Laybrick allows you to produce objects with different surface textures. At low extrusion temperatures of the order of 165°C-190°C, the finished products have a smooth surface. Increasing the printing temperature makes the material rougher, up to a high degree of resemblance to natural sandstone at extrusion temperatures above 210°C.
The material is easy to work with no need to heat the work platform, does not show significant deformation when shrinking and does not produce toxic fumes when heated. The only drawback can be considered a rather high cost of the material, which is largely due to limited production.
Metal Simulators (BronzeFill)
Metals have attracted additive manufacturing enthusiasts since the early days of 3D printing technology. Unfortunately, printing with pure metals and alloys causes a lot of difficulties that are insurmountable for most 3D printing methods. Fully functional metal products can only be produced using technologies such as SLS, DLMS or EBM, which require the use of industrial plants that cost hundreds of thousands of dollars. At the same time, metal imitators are successfully used in 3D inkjet printing (3DP), where products are formed from metal powders, the particles of which are held together by an applied binder material. In FDM/FFF printing, metal simulants are just emerging.
At the same time, metal imitators are successfully used in 3D inkjet printing (3DP), where products are formed from metal powders, the particles of which are held together by an applied binder material. In FDM/FFF printing, metal simulants are just emerging.
An interesting example is BronzeFill - in fact, transparent PLA-plastic filled with bronze microparticles. The material, currently in beta testing, must prove suitability for use in any printer designed to work with polylactide.
Finished products are easy to polish, achieving a high external resemblance to all-metal products. At the same time, it should be taken into account that the binding element of the material is thermoplastic, with appropriate mechanical and temperature limitations.
3D printing with low-temperature plastics
Material extrusion (FDM, FFF, etc.) is a popular technology in additive manufacturing for the manufacture of products from thermoplastic materials for general use, as well as engineering and special-purpose plastics, including composite . The formalized model of the technological process of extrusion printing is presented in fig. 1 .
The formalized model of the technological process of extrusion printing is presented in fig. 1 .
At the design stage, a list of requirements is formed that the product must meet during operation. When developing the technological process of extrusion 3D printing, the temperature interval for processing the selected material used for the manufacture of the product is taken into account.
When performing a 3D printing operation ( fig. 1 ), physical processes occur in the processed material, the control of which allows obtaining a defect-free product that meets the requirements formulated by the designer.
Fig. 1. Extrusion 3D printing technology model
The purpose of this article is to determine the temperature range of extrusion 3D printing of low-temperature thermoplastic materials based on the analysis of their thermal properties. Thermograms obtained by differential scanning calorimetry (DSC) on Mettler Toledo equipment, which can be used to select the temperature range of 3D printing, are considered using the example of thermoplastic materials, Wax3D wax and TPU plastics. An example of a product made from thermoplastic wax is shown in fig. 2. This is a master model for the subsequent production of a one-time shell mold using investment casting technology.
An example of a product made from thermoplastic wax is shown in fig. 2. This is a master model for the subsequent production of a one-time shell mold using investment casting technology.
Fig. 2. An example of a master model made of thermoplastic wax
Under "low temperature" is considered a thermoplastic material processed using extrusion 3D printing technology in the temperature range from 50 to 190 (200) ° C in equipment with an active or passive thermal chamber. Under these conditions, materials such as thermoplastic waxes (for example, Wax3D) [1], polycaprolactone (PCL), low-pressure polyethylene (PND, with a lower processing temperature limit of 190°C), polyurethane (TPU, with a lower temperature limit of 190°C), polyacetal (POM, with a lower temperature limit of 170°C).
Thermoplastic material PCL is described in sufficient detail in [2–4]. It is noted that biodegradable low-temperature plastic developed in the 1930s, characterized by a relatively low melting point (59–64°C), gained popularity again by the early 2000s, including due to the emergence of additive technologies.
A few words about the physical processes occurring in a thermoplastic polymer material during extrusion 3D printing and the parameters that determine them. In [5, 6], a rather in-depth analysis of the physical processes and parameters ( fig. 3 and 4 ) was carried out, which determine them and are associated with extrusion in 3D printing.
Fig. 3. Physical processes occurring during extrusion 3D printing [5]
Fig. Fig. 4. Key parameters affecting the result of extrusion 3D printing [6]
4 shows the external parameters that affect the course of the extrusion process. At the same time, thermophysical transformations take place in the material itself, leading to a change in the physical state of the polymer material. Extrusion 3D printing, as well as traditional methods of processing polymer materials, is based on the transfer of a polymer material into a viscous state (melt).
One of the key parameters of extrusion 3D printing is temperature: printing (heating block) temperature, working platform temperature, ambient temperature. The conditions of extrusion 3D printing are not isothermal even if the 3D printer has a passive or active thermal chamber. In [7], the temperature distribution in the 3D printing area was experimentally measured, showing its non-uniformity ( Fig. 5 ).
a) b)
Fig. 5. Temperature distribution during extrusion 3D printing [7]:
b) temperature distribution during extrusion, which was measured using
IR thermal cameras
, glassy, viscoelastic. One of the methods for analyzing thermophysical properties is differential scanning calorimetry (DSC; GOST R 55134–2012 (ISO 11357–1:2009), which consists in determining the difference in heat fluxes as a function of temperature and/or time in the process of exposure to the test and reference samples by a controlled temperature program. Heat fluxes are supplied to the crucible, inside which the test and reference samples are located. DSC analysis makes it possible to investigate physical transformations (glass transition, melting, crystallization, polymorphic transformations), in particular, in thermoplastic materials.
Heat fluxes are supplied to the crucible, inside which the test and reference samples are located. DSC analysis makes it possible to investigate physical transformations (glass transition, melting, crystallization, polymorphic transformations), in particular, in thermoplastic materials.
For thermoplastic wax, an example of a thermogram obtained as a result of DSC analysis is shown in fig. 6; for plastic type TPU with a hardness of 55D - on fig. 7.
Fig. Fig. 6. Thermogram of thermoplastic wax
Fig. 7. Thermogram of TPU-type thermoplastic plastic with Shore hardness 55D
The glass transition temperature (by the second heating) is determined from the thermogram - 11.85°С; at a temperature above the glass transition temperature and up to a temperature of ~120.0°C, the thermoplastic material gradually passes into the melt state.
The temperature maxima on the thermogram are associated with the melting of crystallites of different sizes. The temperature range of 3D printing is selected from the range of values from 90 to 115°C, which is due to the completion of the transition of the polymer material to the melt state. The boundary (minimum and maximum temperatures) is selected depending on the material properties of the product, for example, the mechanical properties that must be formed as a result of processing. Verification of mechanical properties can be performed on the basis of a tensile test of standard samples (GOST 11262–2017 and GOST 33693–2015 (ISO 20753:2008)).
The temperature range of 3D printing is selected from the range of values from 90 to 115°C, which is due to the completion of the transition of the polymer material to the melt state. The boundary (minimum and maximum temperatures) is selected depending on the material properties of the product, for example, the mechanical properties that must be formed as a result of processing. Verification of mechanical properties can be performed on the basis of a tensile test of standard samples (GOST 11262–2017 and GOST 33693–2015 (ISO 20753:2008)).
From the thermogram of plastic type TPU ( fig. 7 ) the glass transition temperature (according to the second heating; Tst) is determined - 18.97°C. The temperature range of 3D printing is selected from the range of values from 190 to 205°C, which is due to the completion of the transition of the polymer material to the melt state. The boundary (minimum and maximum temperatures) is chosen in the same way as in the case of thermoplastic wax, depending on the material properties of the product, for example, mechanical properties that need to be formed as a result of 3D printing.
Conclusions and forecast
The performed analysis of the literature, conducted full-scale experiments allow us to formulate recommendations on the choice of temperature range for extrusion 3D printing of some low-temperature thermoplastic plastics: mechanical), which must be formed in the material as a result of processing;
- a preliminary selection of the temperature range can be predicted from the results of DSC analysis - a thermogram; clarification of the temperature range - based on the results of a study of the achieved level of physical and mechanical properties required in accordance with the operational requirements for the product;
— The 3D extrusion temperature calculated from the thermogram needs additional verification (confirmation) based on test results, such as tensile testing. ■
References
Affordable wax mold printing // Additive Technologies. 2019. No. 4. P. 30–33. [electronic edition] URL: https://additiv-tech. ru/publications/dostupnaya-pechat-voskovyh-form-dlya-litya.html (date of access: 01/10/2022).
ru/publications/dostupnaya-pechat-voskovyh-form-dlya-litya.html (date of access: 01/10/2022).
Van Natta FJ, Hill JW, Carruthers WH. Polymerization and ring formation, caprolactone and its polymers. J Am Chem Soc 1934;56:455–9.
Maria Ann Woodruff, Dietmar Werner Hutmacher. The return of a forgotten polymer - Polycaprolactone in the 21st century. Progress in Polymer Science. Volume 35. Issue 10. 2010. P. 1217–1256.
US8859691B2 Zhang, Zhongqun. (2014). Low temperature thermoplastic material and preparing method thereof.
Bastian Brenken, Eduardo Barocio, Anthony Favaloro, Vlastimil Kunc, R. Byron Pipes. Fused filament fabrication of fiber-reinforced polymers: a review. Additive manufacturing. Volume 21. 2018. P. 1–16.
L. G. Blok, M. L. Longana, H. Yu, B.K.S. woods. An investigation into 3D printing of fiber reinforced thermoplastic composites. additive manufacturing. Volume 22. 2018. P. 176–186.
D. Pollard et al. Filament Temperature Dynamics in Fused Deposition Modeling and Outlook for Control / Procedia Manufacturing.