3D printer hot end parts
What are the parts that make up a hotend, and what do they do?
This varies by hotend design. The following is a list of components which you might find in a typical hotend, but note that different designs may integrate these components to some extent. For instance, on the J-head the heat block, nozzle and heatbreak are all one and the same component whereas on the E3D hotends these are all separate parts.
Nozzle: This is the part where the filament comes out. It takes in the molten filament (typically as a bead of 1.75mm/3mm) and tapers down to the nozzle size (typically around 0.4mm). These are typically made of brass for its good heat conductivity, but brass is not suitable for printing abrasive materials (such as glow in the dark and metal-filled filaments) so sometimes (hardened) stainless steel is used.
Heater Block: Usually made from aluminium, the heater block joins the nozzle to the heat break and holds the heater cartridge and thermistor.
Heater Cartridge: most hotends use a ceramic heater cartridge, though some older designs use power resistors or nichrome wire. This component is, as the name suggests, responsible for heating up the hotend. The heat block usually clamps around the heater cartridge to provide good contact.
Thermistor: This part senses the temperature of the heat block. It is usually a small glass bead with two wires attached (which are typically insulated with glass fiber or teflon). For high-temperature printing, a thermocouple may be used in stead.
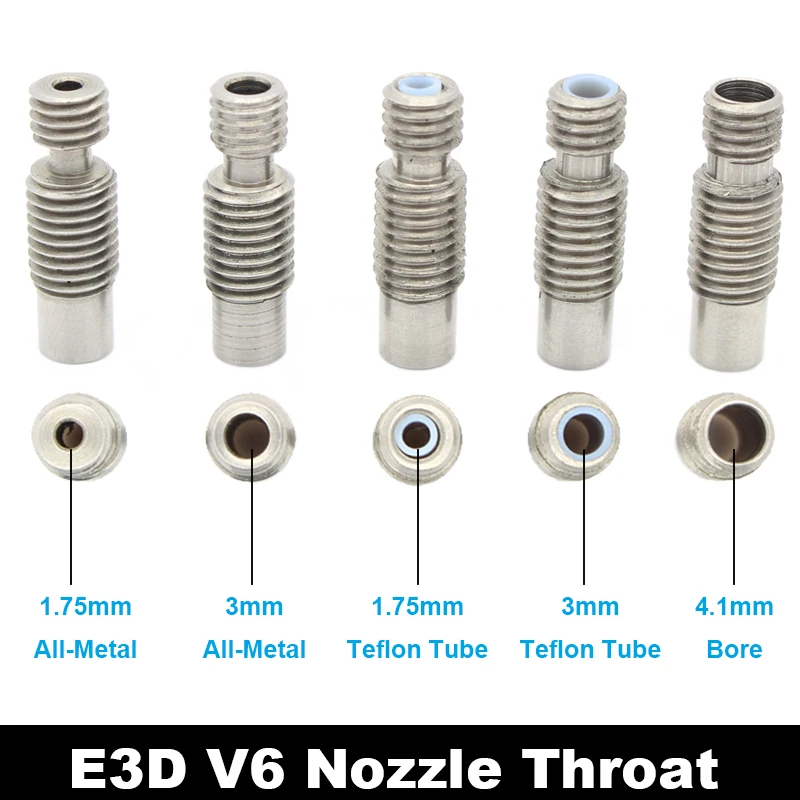
Heat Break: this is the part where hot meets cold. It usually takes the form of a thin tube and is made of stainless steel for its low thermal conductivity. The goal is generally to have the transition be as short as possible so as little of the filament is in a molten state as possible. It connects the heat block to the heat sink.
Heat Sink: the purpose of the heat sink is to cool down the cold side of the heat break.
 It is typically cooled with a fan. Most heat sinks also have a standard groove-mount for mounting to your printer. The heat sink usually has grooves to increase its surface area and cooling capability.
It is typically cooled with a fan. Most heat sinks also have a standard groove-mount for mounting to your printer. The heat sink usually has grooves to increase its surface area and cooling capability.Teflon Liner: some hotends have a PTFE liner that guides the filament through the heat break into the nozzle. This makes it easier to print PLA, but compared to an all-metal hotend, limits the temperatures at which you can print (making it difficult to print PETG and impossible to print polycarbonate).
The ubis hotend you mentioned is a bit simpler than this, and simply uses a big chunk of PEEK in place of the heat break/sink. PEEK has very low thermal conductivity and thus passive cooling is sufficient. However, PEEK limits the temperatures at which you can print.
Here is an illustration outlining these components on an E3D V6 hotend:
Note that in this image the Teflon liner only goes into the heat sink, and not into the heat break or block. This means the maximum temperature is not limited by the Teflon, but if it did go all the way in (as is the case with, for instance, the Lite6) then it would be.
This means the maximum temperature is not limited by the Teflon, but if it did go all the way in (as is the case with, for instance, the Lite6) then it would be.
3D Printer Hot-Ends - 3DJake International
Sort byRelevanceBestsellersCustomer ReviewsPrice, Low to HighPrice, High to LowNew arrivalsHighest Discount
-
Creality Hotend 23 Model types- Original spare part
- From Creality
-
BROZZL All Metal Hot-End Upgrade Kit for Ender & CR-10- Easy to use
- Fast assembly
- Precise manufacturing
-
Micro-Swiss Silicone Socks Set for MK7 / MK8 / MK9 1 set- High-temperature resistant
- Set of 3
- Non-stick
-
Creality Heatsink 5 Model types- Original spare part
- From Creality 3D
-
E3D Revo Micro Full Kit 2 Model types- Complete set including 4 nozzles
- Compatible with Bowden or Direct Drive setup
- Small & light heat sink
-
E3D Revo Six 2 Model types- Direct replacement for E3D V6 Hotend
- Including a 0.
 4 mm nozzle
4 mm nozzle
- All-metal hotend
-
Creality Hot-end incl. Fan and holder for CR-10S- Original spare part
-
E3D Revo CR Full Kit 2 Model types- Simple and quick nozzle change by hand
- Incl. 4 Revo nozzles
- Increased efficiency & safety
-
E3D Revo Micro 2 Model types- Including a 0.
 4 mm nozzle
4 mm nozzle
- Quick nozzle change by hand
- Compatible with Bowden or Direct Drive setup
- Including a 0.
-
Micro-Swiss All Metal Hotend Kit for CR-10- All metal
- Better heat dissipation
- No adjustments required
-
Micro-Swiss All Metal Hotend Kit for CR-10S Pro- All Metal Hotend
- Better heat dissipation
- Can be used without any modifications
-
E3D V6 All-Metal Hotend Bowden - 3.00 mm 3 Model types- High temperature performance
- All-Metal
- Compact design
-
Phaetus Dragonfly Hotend BMO- Temperature resistance up to 500 ° C
- All-metal design
- Good heat dissipation
-
Slice engineering Mosquito- Perfect heat transfer
- Temperatures up to 450 ° C possible
- Flexible installation
-
E3D V6 Silicone Socks 1 set- Non-stick surface
- For V6 heating blocks
- Keeps your heating block clean
-
Micro-Swiss All Metal Hotend Kit for the CR-6 SE- Titanium alloy heat break
- Well defined melting zone
- Aluminium heating block
-
Micro-Swiss High Temperature MK8 Heating Block Upgrade- M6 thread size
- Special alloy
- High printer compatibility
-
E3D V6 Plated Copper Heater Block- Good high-temperature performance
- Softening point well over 500 ° C
- Less sticking
-
E3D V6 All-Metal Hotend Bowden - 1.75 mm 4 Model types- High temperature performance
- All-Metal
- Compact design
-
E3D Prusa V6 Hotend 3 Model types- Replacement hotend
- With V6 parts
- Improved version
-
E3D Revo Micro Fan- Maximum controller input: 24V
- Low volume
- Good fan performance
-
Slice engineering Mosquito Magnum- High printing speed
- Temperatures up to 450 ° C possible
- Flexible installation
-
Phaetus Dragonfly Heatsink Body 2 Model types- Original spare part
- From Phaetus
- For Dragonfly Hotend
-
Phaetus Dragonfly HIC High Flow Hotend- Integrated, welded nozzle
- Stable side shell structure
- Up to max.
 350 ° C
350 ° C
All prices incl. VAT.
3D Printing: All About Heatle
The heating of plastic filaments in specialized printers equipped with heated extruders and print beds creates the basis for the formation of products from molten filaments, also known as 3D printing.
Currently, 3D printers are being used to create tools, camera equipment, medical models, phones and tech accessories, home decor items, toys, and fashion, just to name a few. The applications for 3D printing are almost limitless.
Since 2009, when the main patent for portable 3D printers expired, 3D printing has grown into an industry of its own. As a result, 3D printers are one of the defining products of our time.
3D printers are now being used to create just about anything you can imagine - tools, camera equipment, medical models, phone and personal technology accessories, home decor, toys, and fashion, just to name a few. Its applications are almost endless. Theoretically, any solid object can be made with 3D printing. Although some limitations in technology prevent printing in certain sizes and materials, research and development is rapidly expanding the possibilities.
Its applications are almost endless. Theoretically, any solid object can be made with 3D printing. Although some limitations in technology prevent printing in certain sizes and materials, research and development is rapidly expanding the possibilities.
The most popular type of 3D printing is Fused Deposition Modeling (FDM). Modeling the product on the printer is done by melting and extruding a spool of plastic filament through the nozzle as it moves up, down and across the specified XYZ coordinates.
Creating a product using the FDM process looks something like this:
- 3D model created using software.
- The model is exported as a stereolithography file (.stl format) and then imported into the slicing software.
- The file is split into product layers and specific tool paths are generated.
- The design is sent to the printer.
Within minutes - or possibly hours or days, depending on the size and complexity of the part - the part is made by additive manufacturing.
3D printing heater
3D objects are made by melting, molding and cooling plastic.
Several key components create and manage heat in an FDM printer:
- Extruder.
- Work table.
- Multi-layer cooling fan.
A closer look at each of them will explain how they affect the print result.
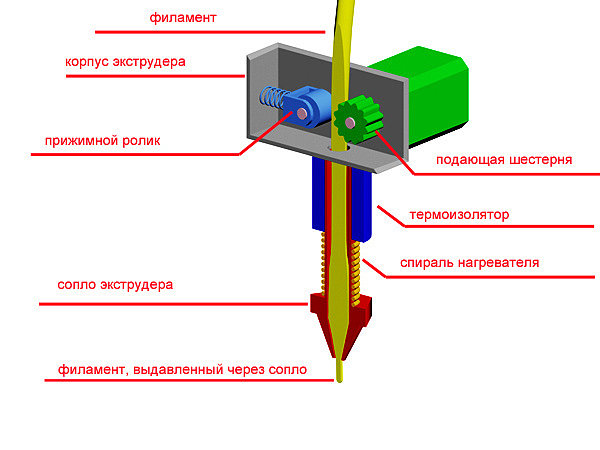
Extruder.
The extruder is where most of the printer technology resides. It consists of a cold end that pulls the filament through the system and a hot end that melts the filament as it is extruded.
Inside the hot end of the extruder is a heating block. As a rule, this is an aluminum element with a hole for a cartridge heating element. The heating element melts the filament as it passes through the heat pipe and reaches the nozzle.
The extruder also has a fan heatsink. This cooling element helps prevent heat from entering parts of the extruder that need to be kept at cooler temperatures.
Another element of the extruder worth mentioning is the thermistor or thermocouple. This temperature sensor detects and helps regulate the temperature of the hot end.
Work table.
The desktop is the surface on which the filament is deposited in a predetermined form during the printing process. Most PCBs are heated to prevent the plastic from cooling too quickly and deforming the product. Printtables typically maintain temperatures somewhere between 50 and 100°C. Specific temperature requirements depend on what type of plastic is being used.
Some printers do not have heated stages. These machines are limited in the materials they can print with. Also, materials may not adhere to these layers and melted parts are more likely to pop out of the middle of the print.
Multi-layer cooling fan.
The cover fan cools the plastic after exiting the nozzle. This element helps the created product to keep its shape when printed.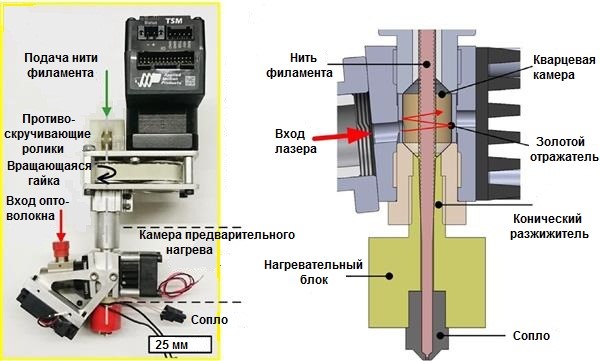
Heat control: solving heating problems
Since 3D printing is so dependent on heating temperature, any temperature issues can easily disrupt the entire process. Common problems encountered in 3D printing include
- Thermal creep
- Deformation and bending.
- Melted or deformed articles.
- Cracks on the sides of the taller item.
- Slope or bend at the bottom (elephant foot).
- Blurry or undefined first layer.
Manufacturers can face such problems due to non-ideal temperatures.
As 3D printing research and development continues, advanced technology offers even more precise control over higher temperatures, producing high-quality printed products from difficult-to-work materials.
Thermal creep
Heat creep occurs when heat is distributed unevenly through the hot end of the extruder. This happens when the filament cools as it is extruded and heat travels up the thermal barrier tube. This will cause the filament to heat up and swell too early and stick to the walls of the thermal barrier tube. Heat creep can cause clogs that stop printing, and such clogs are difficult to remove.
This will cause the filament to heat up and swell too early and stick to the walls of the thermal barrier tube. Heat creep can cause clogs that stop printing, and such clogs are difficult to remove.
As a result, thermal barrier tubes are often designed to prevent thermal creep. The teeth or filaments in the pipe help prevent heat from entering places where it is not needed. In addition, there are several preventive measures that can be taken to prevent a negative effect.
- First, ceramic insulation tape must be added around the heater block.
- Second, when the printer is not printing, do not leave it hot.
- Third, avoid using low quality filament that may expand unevenly.
- Finally, if possible, always unload the filament when printing is complete.
Deformation and bending.
Product distortion occurs when the plastic is cooled too quickly after extrusion. Because the plastic shrinks slightly when cooled, rapid cooling can cause the plastic to bend as it solidifies.
Warping can be prevented by keeping the plastic just below its melting point on the print bed. If warping occurs, the temperature of the print engine may need to be increased.
Melted or deformed seal.
Excessive heat is to blame when printed pieces look saggy. FDM printing requires a precise balance between a temperature that allows good flow and a temperature that ensures fast curing.
To fix melted prints, adjust the temperature settings . First, make sure the temperature is within the appropriate parameters for the material. Then try decreasing the nozzle temperature by 5°C at a time.
Cracks on sides of higher prints.
Sometimes when the higher pieces are 3D printed, cracks can appear between some of the higher layers. This is because these layers too far away from the heat of the printed layer . After extrusion, the filament cools too quickly and is not as tacky as it should be.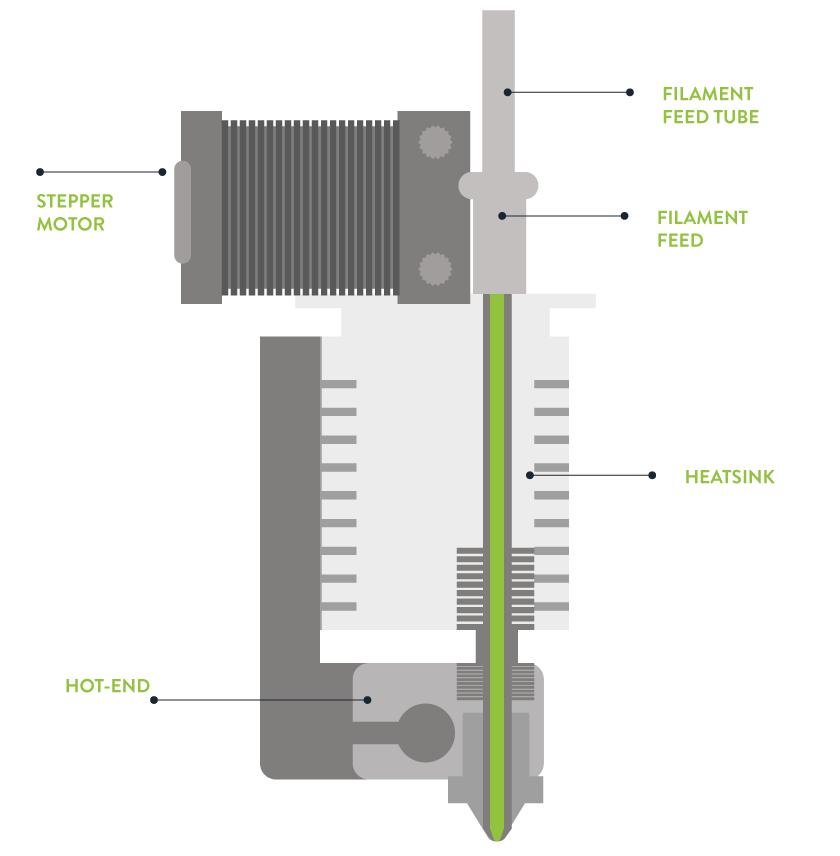 This results in small spaces or cracks between the layers.
This results in small spaces or cracks between the layers.
To prevent the filament from cooling too quickly, try to increase the temperature of the extruder by about 10°C.
Slope or bend at the base.
Bending or warping near the base of printed objects occurs when the weight of the model presses on the lower layers before they cool down properly.
This deformation of the lower layers is eliminated by faster cooling. This can be achieved by lowering the platen temperature by 5°C at a time until the desired results are achieved.
Blurry and undefined first layer.
Sometimes the first layer can be blurry. When this happens, the corners feel vague and the filaments look messy. This usually happens because0048 The print bed is too hot and this causes the plastic to lose its shape.
The solution to this problem is probably pretty obvious. It may be necessary for to reduce the temperature of the platen by 5°C at a time until the desired results are achieved.
The threads come in a variety of colors and textures and offer effects ranging from glow in the dark to the look and smell of wood.
Material temperature limits
There are several filament options for . The threads come in a variety of colors, textures and offer effects ranging from glow in the dark to the look and smell of wood. An important part of mastering the use of these different materials is understanding the specific temperature requirements for each material. Failure to comply with these parameters may result in any of the temperature related problems mentioned.
Higher temperatures equals more features . When 3D printers can maintain higher temperatures during production, more filament options become available. However, working at higher temperatures requires special technology in a 3D printer.
For example, it is not uncommon for extruder hot ends to be made up of both metal and polyetheretherketone (PEEK) or polytetrafluoroethylene (PTFE). While PEEK and PTFE provide excellent insulation, they limit the hot end temperature to no more than 240°C. However, when all-metal hot ends are used, temperatures can be effectively maintained above 300°C. This opens the door to the use of a range of different materials.
While PEEK and PTFE provide excellent insulation, they limit the hot end temperature to no more than 240°C. However, when all-metal hot ends are used, temperatures can be effectively maintained above 300°C. This opens the door to the use of a range of different materials.
New developments in FDM technology are paving the way for even higher temperatures during 3D printing. Last year, a 3D printer manufacturer introduced a line of high-temperature printer components that allow the hot ends of an extruder to reach temperatures in excess of 400°C. Printtables on the same devices can reach temperatures in excess of 200°C.
Ideal temperatures for various materials:
Polylactic acid (PLA)
Acrylonitrile Butadiene Styrene (ABS)
Polyamide (nylon)
Polyethylene terephthalate (PET / PETG / PETT)
Acrylonitrile Styrene Acrylate (ASA)
Polypropylene (pp)
Thermoplastic elastomer (TPE)
Thermoplastic polyurethane (TPU)
Wooden Threads
Polycarbonate
Polyvinyl alcohol (PVA)
As 3D printing research and development continues, the improved technology continues to offer even finer control over higher temperatures. These advances produce high-quality prints with difficult-to-work materials. We are excited to see what the future holds for 3D printing. Who knows what materials we will be able to print in 10 or 20 years?
These advances produce high-quality prints with difficult-to-work materials. We are excited to see what the future holds for 3D printing. Who knows what materials we will be able to print in 10 or 20 years?
Heating elements for the printer extruder (mini cartridge heating elements) and for the work table can be purchased from Heathl directly from the manufacturer. Contact us by phone or via the feedback form.
3D printers (Additive machinery), conformity assessment.
3D printers (Additive machinery), the equipment manufacturer or its authorized representative must ensure that a risk assessment is carried out to determine the health and safety requirements that apply to the equipment. The equipment must be designed and built taking into account the results of such a risk assessment.
The Machinery Directive 2006/42/EC sets out the basic health, safety and performance requirements for the products they cover.
The EU legal framework is technologically neutral and does not prescribe any specific binding technical solutions for product design. Therefore, manufacturers can use a number of technical solutions to meet these basic requirements.
Therefore, manufacturers can use a number of technical solutions to meet these basic requirements.
The Machinery Directive enables manufacturers to rely on specific technical solutions, which are detailed in harmonized European standards or parts thereof, references to which are published in the Official Journal of the European Union. If the manufacturer chooses to make such a technical decision, it is assumed that the product complies with the applicable essential health, safety and performance requirements that the harmonized standard seeks to cover.
If the manufacturer decides to adopt any other technical solution, he must provide a detailed explanation of the compliance of such technical solution with the requirements of EU legislation in the technical file. The following are some of the most important harmonized standards for 3D laser printers:
EN ISO 12100 Safety of machine tools. General principles for design. Risk assessment and risk reduction
EN 60204-1 Safety of machinery - Electrical equipment of machinery
EN 13849-1 Safety of machines - Safety related parts of control systems
EN 13850 Machine safety - Emergency stop function - Design principles
EN ISO 11553-1 Safety of machinery — Laser processing machines — Part 1: Laser safety requirements
EN 1127-1 Explosive atmospheres - explosion prevention and protection
EN ISO 19353 Safety of machinery - fire prevention and fire protection
Fire and explosion safety standards are also relevant for plastic printers.
There are some non-harmonized standards for
laser products EN 60825-1 (Safety of laser products - Part 1: Equipment classification and requirements)
EN 60825-4 (Safety of laser products - Part 4: Protective equipment against laser radiation)
3D printers that meet European requirements must have the order indicates the use - household, industrial, medical, age limit from years, as they can be used in schools. Specifies the user's skill level and certain restrictions, including suggested or excluded age groups. Specifies whether the 3D printer has any features that could lead it to be considered primarily as a machine, such as equipment with significant available mechanical (moving parts) or thermal energy sources (hot surfaces) as primary potential hazards, compared to others, enclosed units with shrouds or guards to protect the operator. Any raw material used in the 3D printer may have certain characteristics such as flammability or powder form, which may cause the installation or workplace rules to become a more important factor due to by-products from the printer, such as combustible dust or other emissions to the atmosphere.
As a general rule, products intended primarily for use by children are often subject to more stringent regulations than products intended for use by adults. For example, in the US, baby products are subject to a number of federal safety regulations. rules called baby product safety rules. US law defines a "children's product" as a consumer product designed or intended primarily for people 12 years of age or younger. Most 3D printers intended for use in schools will be used by children over the age of 12 with adult supervision.
In the European Union, products intended for use by children are subject to Directive 2009/48/EC on the safety of toys (Toys Directive), 3D printers intended for schools are not currently mentioned anywhere in the Directive, nor in the relevant Guidance Documents, such as Guidance Document No. 16 on electronic equipment (GUIDANCE DOCUMENT No. 16 ON THE APPLICATION OF THE DIRECTIVE ON THE SAFETY OF TOYS Electronic equipment) is intended for use by children, so it is unlikely that this Directive and related standards referred to in it, will apply to 3D printers used in schools.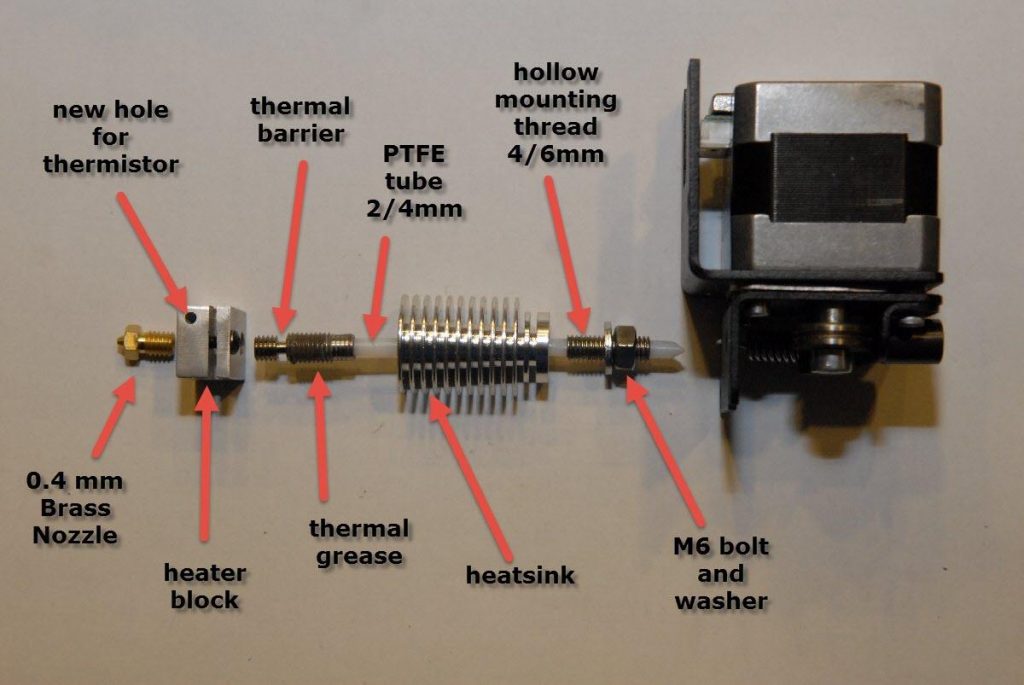 In this case, the entire responsibility lies with the school staff.
In this case, the entire responsibility lies with the school staff.
When equipment compliance is considered in the context of product safety standards and regulations, there are usually several key aspects to consider.
These include:
safety of the product itself and safe use, handling of the product by operators and maintenance personnel, generally in accordance with harmonized safety standards
safe operation of the product in the environment in which it is intended to be used in accordance with any installation regulations related to the safe use and protection of consumers and workers in the workplace.
In Europe, the potential application of ATEX Directive (2014/34/EU) remains subject to consideration for equipment installed and used in a potentially explosive atmosphere. Like the Machinery Directive, the ATEX Directive contains a number of criteria that must be met in order to determine the Directive's applicability.