3D printed lattice structures
Find the best lattice generation tools in 2022!
3D Learning Hub
See all categories
Contents:
- Introduction
- 3D printed parts with lattices: Find out the benefits
- How to get lattices: Here are the best lattice generation tools
- How to print my 3D model with lattice structures?
Introduction
3D printed parts with lattices: Find out the benefits
What are lattice structures?
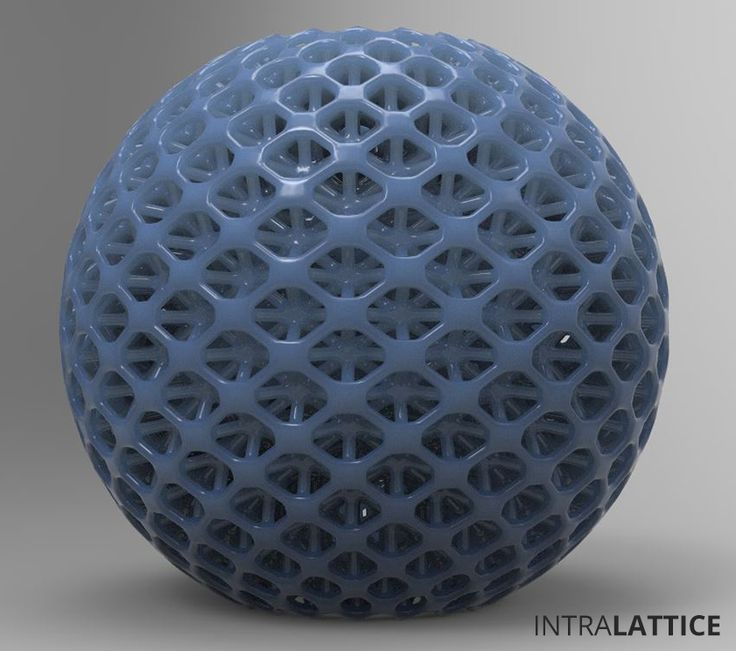
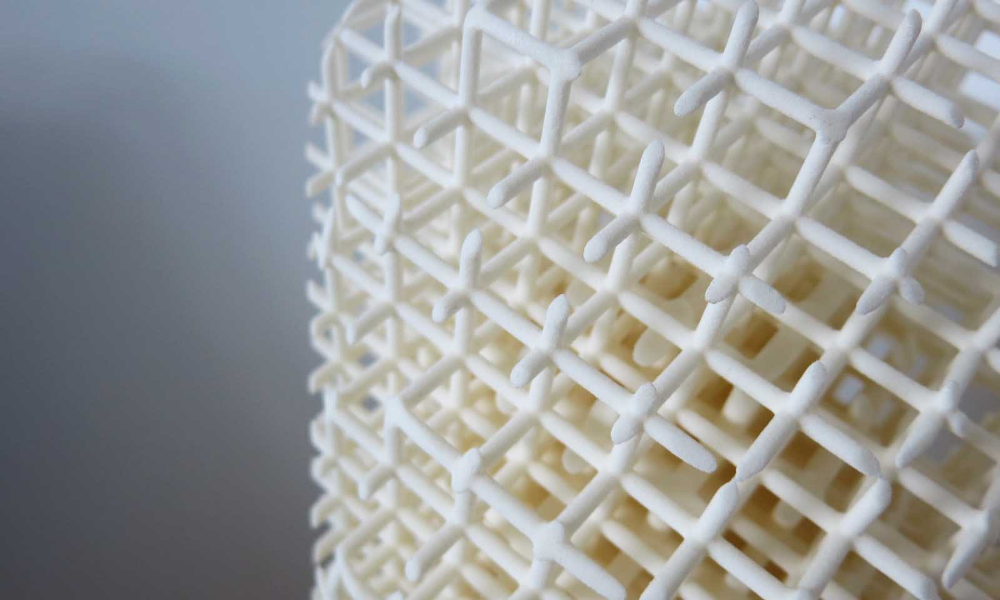
You may have heard about lattices. It may look like an ornamental design, but it’s much more than that. Indeed, lattice structures are engineering or architectural structures, that significantly help you to improve your 3D printed projects by making your objects lighter but more stronger. This structure uses a crisscross pattern of strips. The lattice designs feature a network of crosshatch sections. There are different type of lattices and it can look like this:
crédit: Altair Enlighten
You can print lattices with any technology, such as Selective Laser Sintering or Direct Metal Laser Sintering. To get the best 3D printed part possible, don’t forget to check the design guidelines of the material that you want to use to manufacture your parts. There are many ways to optimize the design of your project, like with jigsaw-structures or voronoi patterns. Today, we are going to see the amazing benefits of lattices.
Why should you use lattices?
The design of a part is really important when it comes to 3D printing.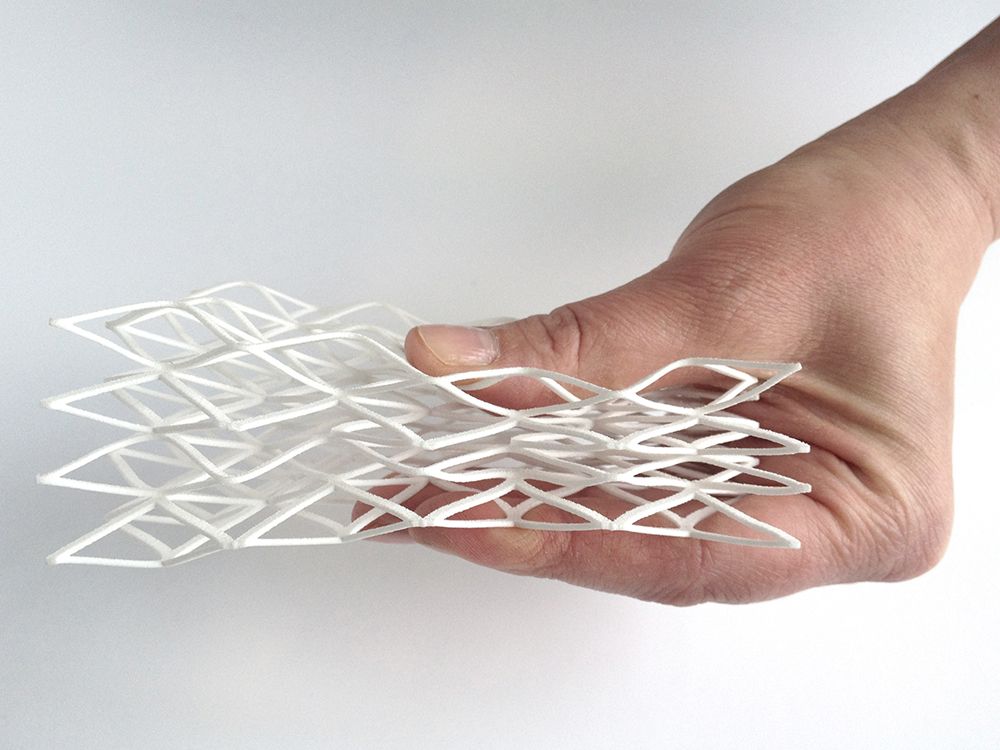 When in need of topology optimization, a new design can have a lot of benefits and could really be good for your business. Here is how lattices can help you in your manufacturing process:
When in need of topology optimization, a new design can have a lot of benefits and could really be good for your business. Here is how lattices can help you in your manufacturing process:
It will strengthen your parts
Structural optimization is clearly one of the most interesting aspects of lattices. 3D printing allows to manufacture complex designs, so it is totally possible to print complex lattices: these kind of designs are not necessarily doable with a traditional manufacture technique. An object built with lattices can be really resistant, more flexible or more stress resistant. You will be able to make the most of the power of a functional structure.
It will reduce the weight of your 3D printed parts
Choosing the right 3D printing material will help you to reduce weight. But choosing to print with lattice structures will reduce it as well. Obviously, your 3D printed object will not be full of material or full of powder.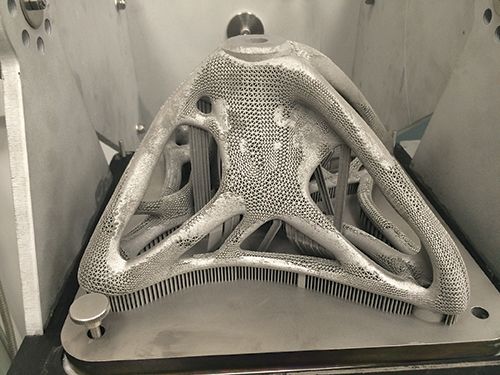 The lattice structure will reduce weight, because the object will use less material. A part with lattices can weight only 20% of the weight of the original solid part. Keep in mind that it is not because the object is lighter that it will be less resistant. As we just saw, the lattice design can help to create really resistant parts! The goal of a lattice structure is to improve the strength of a part with a minimum of material
The lattice structure will reduce weight, because the object will use less material. A part with lattices can weight only 20% of the weight of the original solid part. Keep in mind that it is not because the object is lighter that it will be less resistant. As we just saw, the lattice design can help to create really resistant parts! The goal of a lattice structure is to improve the strength of a part with a minimum of material
You will save money
By reducing the amount of material that you need, you will get cheaper parts. Once again, your 3D printed part will not be full of materials, which means that it will reduce the costs! It is possible to print lattices for many diverses projects, with different materials, from plastic to metal. It is good to know if you need a strong part, but cheaper than usual.
credit: https://www.autodesk.com/products/netfabb/overview
If you want more information about how to optimize your 3D printed parts thanks to lattice, check out our previous blog post.
How to get lattices: Here are the best lattice generation tools
In order to get great lattice structures, you may have to use a tool that generates lattice structures for your future 3D printed parts. Here is our selection to generate lattices in your solid CAD file:
Autodesk Within
Autodesk Within is an efficient optimization software, it is actually perfect to work on your 3D models before sending them for the 3D printing process. It will optimize and improve the design and structure of your parts.
Source
This tool makes it possible to generate different types of internal lattices. It is also possible to take a look at the global strength of your part and to thicken it where it is needed. This engineering design software is known to be really functional, and it offers various design features. Autodesk Within allows to work on the flexibility and the robustness of your parts.
Here is a demo of Autodesk Within, showing how to get lattices on your 3D model:
nTopology
This program will help you to light weight your models thanks to 3D lattice designs. You will make the most of new design possibilities to optimize your parts thanks to nTopology. You will be able to generate, edit and implement lattices in your 3D model with this tool, using a parametric workflow and functional modeling.
STL Lattice Generator
STL Lattice Generator is a MatLab program, allowing to generate lattice structures on your 3D model in order to 3D print it. This tool can generate different lattices directly in the STL format. It will certainly help you to save a lot of time.
Meshify
Meshify is quite a convenient tool. It is a browser based program, allowing you to upload directly your geometry, generate a lattice structure, and then get an STL file of the result that you can print though a 3D printing service such as Sculpteo. Try out the automatic lattice generation offered by this program!
Simpleware
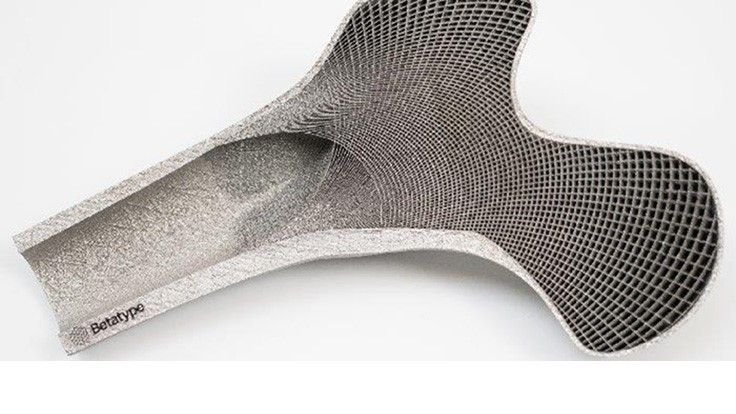
Simpleware is a 3D software with many different options and one of them is the generation of internal lattice structures.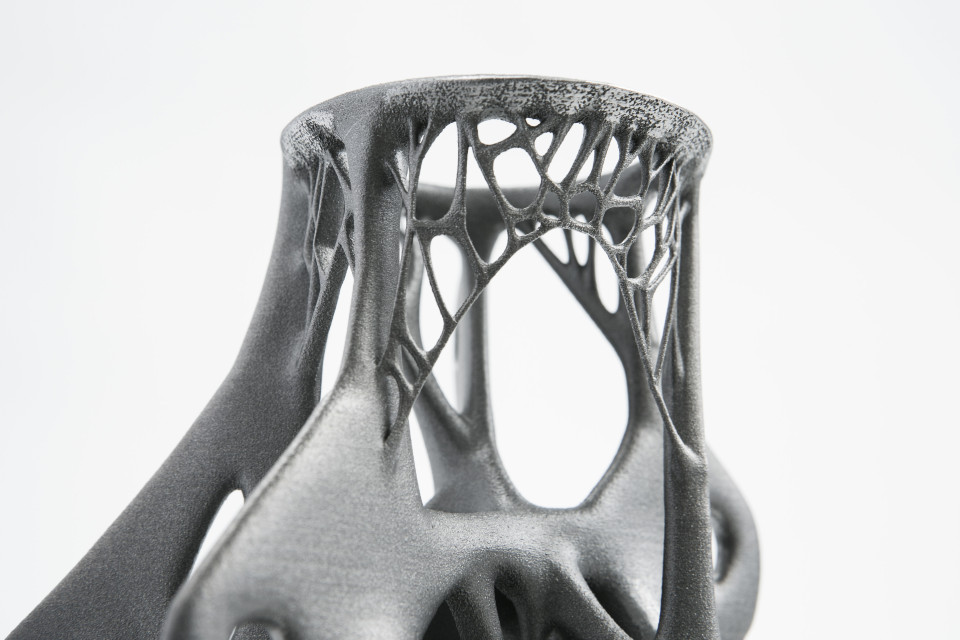 If you are actually looking for a complete program, offering 2D and 3D view and good simulations for your manufacturing projects. This software has been used by Footprint 3D to create soles with lattices! These footwear parts have their design optimized, an ergonomic support and a natural gain, thanks to the lattice structure.
If you are actually looking for a complete program, offering 2D and 3D view and good simulations for your manufacturing projects. This software has been used by Footprint 3D to create soles with lattices! These footwear parts have their design optimized, an ergonomic support and a natural gain, thanks to the lattice structure.
Are there other solutions to create lattices?
3D modeling software
Some 3D modeling software have features allowing to create internal lattice structures, but it will not necessarily generate 3D lattices automatically. But if you are quite experienced with 3D modeling, and if you don’t want to use different programs to create your project, programs such as the CAD software Creo may totally fit your needs.
Fabpilot by Sculpteo
If you are working in a 3D printing factory, you should check Fabpilot, the software that we developed here, at Sculpteo. Fabpilot is a cloud-based software that will help you to manage your 3D printing production.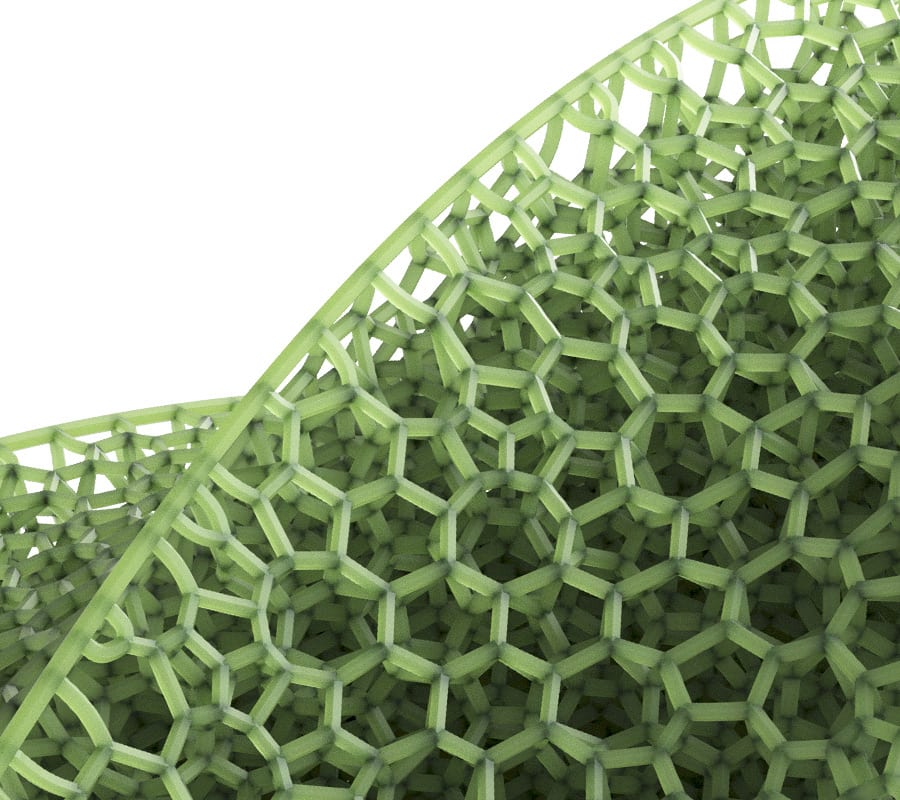 You will be able to work on your project preparation, your production and your operations management with just one software!
You will be able to work on your project preparation, your production and your operations management with just one software!
Among the diverse possibilities and features offered by Fabpilot for the project preparation, you can find a great lattice generator. This tool will allow you to generate lattices on your 3D printing projects, using the cloud, which means that you can actually generate lattices on your parts from any computer or tablet, without the need of having a very powerful computer.
Get more information about Fabpilot’s features here and see how it could optimize your 3D printing workflow!
How to print my 3D model with lattice structures?
To print your 3D project with lattices and get a high quality result, we recommend you to use professional 3D printers through a 3D printing service instead of investing in one of these expensive 3D machines. If you are looking for additive manufacturers, you can choose an online 3D printing service. At Sculpteo, we print your parts with lattices and deliver you high quality products. We are offering a wide range of different 3D printing materials. From plastic and resin to metal 3D printing, make your choice!
We are offering a wide range of different 3D printing materials. From plastic and resin to metal 3D printing, make your choice!
While uploading your 3D design on our site, you can get a solidity check in order to see if somes parts of your model are likely to break during the 3D printing process. If you are not used to lattice structures, this tool could really help you to get the best 3D object possible!
Are you ready to 3D print with lattice structures to improve your projects? If you already have your 3D file, give our 3D printing service a try, and upload your design on our platform, we will take care of it!
As you can see, many options are available if you are looking for a good tool to generate lattices for you 3D project. We hope that you learned a lot about lattices thanks to this article and that you are ready to choose one of these optimization software to generate lattices.
Related Topics
- Return to Top
Get the latest 3D printing news delivered right to your inbox
Subscribe to our weekly newsletter to hear about the latest 3D printing technologies, applications, materials, and software.
3D Lattice Structures: Design Elements and Mechanical Responses
Lattice structures are repeating patterns that, when connected, form three dimensional shapes. In an additive manufacturing context, compliant lattice structures open up exciting product design possibilities as designers harness 3D printing technologies to create previously ‘unmakeable’ shapes and parts. When made from elastomers, 3D printed lattice structures are highly deformable and their mechanical properties allow for them to be tuned over a wide range of responses, and used in a spectrum of industries.
However, designing compliant 3D lattice structures requires manufacturing expertise – not to mention the right software tools. At Fast Radius, we’ve designed and tested 3D printed lattice structures for a vast range of different products and applications. We’ve used computer simulation to create a large library of data, classifying different lattice structures, and their mechanical properties.
If you’re searching for the right type of 3D lattice structure for your manufacturing project, it’s vital that you understand how different design elements will affect the mechanical responses of your finished part. With that in mind, to help you explore your project’s additive manufacturing potential, we’ve put together a short guide to key 3D lattice design elements – along with four examples of compliant lattice structures selected from our library.
Key design elements for elastomer 3D lattice structures
Elastomer 3D lattice structure projects commonly consider some or all of the following four design elements:
- Geometry: The geometry of a lattice refers to the physical size and shape of its components – and how their pattern is arrayed throughout the structure of a part. Where they are repeated, single units within the structure of a lattice are known collectively as unit cells – referencing the way that a lattice structure is inspired by the cellular and crystal structures seen in nature.
- Stiffness/modulus: The stiffness, or modulus, of the lattice refers to the force required to deform its structure. The modulus is typically defined for small deformations when the lattice response is fully elastic.
- Buckling response: The buckling response describes the way that a lattice structure yields, and depends upon the structural instability of lattice elements as they deform. Not all lattice structures exhibit buckling – and buckling is not always a desirable feature.
- Energy dissipation: The energy dissipation of a lattice structure refers to its ability to absorb energy while it is being deformed.
Example types of 3D printed lattice structure
Simple cubic 3D lattice structure
This Simple Cubic lattice has a unit cell size of 7.5 mm and a truss width of 2 mm. The modulus is 0.72 MPa.
Buckling response: This structure of the Simple Cubic lattice exhibits buckling instability. After a strain of about 0.05, the modulus is constant at a stress plateau of 25 kPa. Additional deformation does not increase the modulus.
After a strain of about 0.05, the modulus is constant at a stress plateau of 25 kPa. Additional deformation does not increase the modulus.
Energy dissipation: The Simple Cubic lattice has an inelastic buckling behavior which produces a different response when it is being loaded and unloaded. The inelastic behavior can be used for many purposes, including energy dissipation.
Applications: The buckling response of this Simple Cubic lattice produces a force threshold that makes it a good candidate for personal protection applications and for shielding sensitive components. This lattice type is also effective for filling gaps between components in assemblies.
Kelvin cell 3D lattice structure
This Kelvin cell lattice has a unit cell size of 10 mm and a truss width of 2 mm. The modulus is 0.44 MPa.
Buckling response: Unlike the Simple Cubic lattice, the Kelvin cell lattice structure has a low buckling point, meaning that its beams stretch in response to force. The Kelvin cell lattice does not have a plateau and compresses continuously with a simple elastic stiffness until it is fully compacted.
The Kelvin cell lattice does not have a plateau and compresses continuously with a simple elastic stiffness until it is fully compacted.
Energy dissipation: The Kelvin cell lattice stores energy with its elastic deformation, and it returns to its original shape quickly, like a spring, when force is removed.
Applications: The Kelvin cell lattice is a good candidate for foam replacement in products under static compression such as seat cushions or body pads. With its intricate hexagonal cells, the Kelvin cell lattice is quite visually striking, making it an option for aesthetic and fashion applications.
Body-Centered 3D lattice structure
This Body-Centered lattice has unit cell size of 10 mm and a truss width of 2 mm. The modulus is 0.07 MPa.
Buckling response: The Body-Centered lattice structure has a stretching response, meaning that it responds with increasing force per unit displacement until fully compacted. Its modulus is much lower compared to the Simple Cubic lattice, and it does not have a plateau stress.
Its modulus is much lower compared to the Simple Cubic lattice, and it does not have a plateau stress.
Energy dissipation: Like the Kelvin unit, the Body-Centered lattice stores energy with its elastic deformation and returns to its original shape much like a spring when force is removed.
Applications: With its high strain elastic response, the Body-Centered lattice is a good candidate for foam replacement in products under static compression. The angled struts pointing towards the center of the cell make its response even and consistent.
Body-Centered Cubic (BCC) 3D lattice structure
The Body-Centered Cubic (BCC) lattice combines the Body-Centered lattice and Simple Cubic lattice in a single structure. This lattice has a unit cell size 7.5 mm, and a truss width 1 mm. The modulus is 0.23 MPa – which is higher than the Simple Cubic and Body-Centered Cubic lattices listed above.
Buckling response: Since the BCC lattice combines two types of 3D printed lattice, its response is a combination of both. This lattice buckles like the Simple Cubic lattice with a plateau stress (0.12 MPa) but has a more stable post-buckling behavior.
This lattice buckles like the Simple Cubic lattice with a plateau stress (0.12 MPa) but has a more stable post-buckling behavior.
Energy dissipation: Because the BCC lattice combines both an elastic and a buckling response, it is possible to adjust energy storage and dissipation to serve specific applications.
Applications: The BCC lattice is particularly useful for applications that benefit from a tailored elastic and buckling response. It also works well when a product requires energy dissipation with a more stable response than the pure buckling seen in the Simple Cubic lattice.
Make new things possible with Fast Radius
The four structures highlighted above only scratch the surface of what is possible with an elastomeric 3D lattice structure design. To learn more, explore our case studies and find out how companies like Rawlings and Steelcase created innovative new products using 3D printed lattice structures. If you’re ready to begin your own 3D printing project, contact us today and make your next project possible.
Ready to make your parts with Fast Radius?
Start your quote
How metal 3D printers work. Overview of SLM and DMLS technologies. additive manufacturing. 3D metal printing.
Metal 3D printing. Additive technologies.
SLM or DMLS: what's the difference?
Hello everyone, Friends! 3DTool is with you!
BLT metal 3D printer catalog
Selective laser melting ( SLM ) and direct metal laser sintering ( DMLS ) are two additive manufacturing processes that belong to the family of 3D printing using the powder layer method. The two technologies have much in common: they both use a laser to selectively melt (or melt) metal powder particles, bonding them together and creating a pattern layer by layer. In addition, the materials used in both processes are metals in granular form.
The differences between SLM and DMLS come down to the basics of the particle bonding process: SLM uses metal powders with a single melting point and completely melts the particles, while in DMLS the powder consists of materials with variable melting points.
Specifically:
SLM produces single metal parts while DMLS produces metal alloy parts.
Both SLM and DMLS technologies are used in industry to create final engineering products. In this article, we will use the term "metal 3D printing" to summarize the 2 technologies. We will also describe the main mechanisms of the manufacturing process that are necessary for engineers to understand the advantages and disadvantages of these technologies.
There are other manufacturing processes for producing dense metal parts, such as electron beam melting (EBM) and ultrasonic additive manufacturing (UAM). Their availability and distribution is rather limited, so they will not be presented in this article.
How 3D printing with SLM or DMLS metal works.
How does metal 3D printing work? The basic manufacturing process for SLM and DMLS is very similar.
1. The printing chamber is first filled with an inert gas (such as argon) to minimize the oxidation of the metal powder. It then heats up to the optimum operating temperature.
2. A layer of powder is spread over the platform, a powerful laser makes passes along a predetermined path in the program, fusing the metal particles together and creating the next layer.
3. When the sintering process is completed, the platform moves down 1 layer. Next, another thin layer of metal powder is applied. The process is repeated until the entire model is printed.
When the printing process is completed, the metal powder already has strong bonds in the structure. Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures.
Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures.
When the 3D printer's chamber cools down to room temperature, excess powder is removed manually, such as with a brush. The parts are then typically heat treated while they are still attached to the platform. This is done to relieve any residual stresses. They can then be further processed. The removal of the part from the platform occurs by means of sawing.
Scheme of operation of a 3D printer for metal.
In SLM and DMLS, almost all process parameters are set by the manufacturer. The layer height used in metal 3D printing varies from 20 to 50 microns and depends on the properties of the metal powder (fluidity, particle size distribution, shape, etc. ).
).
The basic size of the print area on metal 3D printers is 200 x 150 x 150 mm, but there are also larger sizes of the working area. Printing accuracy is from 50 - 100 microns. As of 2020, metal 3D printers start at $150,000. For example, our company offers 3D metal printers from BLT.
metal 3D printers can be used for small batch production, but the 3D printing capabilities of such systems are more like those of mass production on FDM or SLA machines.
The metal powder in SLM and DMLS is recyclable: typically less than 5% is consumed. After each impression, the unused powder is collected and sieved, and then topped up with fresh material to the level required for the next production.
Waste in metal printing, are supports (support structures, without which it will not be possible to achieve a successful result). With too much support on the manufactured parts, the cost of the entire production will increase accordingly.
Adhesion between coats.
3D metal printing on BLT 3D printers
SLM and DMLS metal parts have almost isotropic mechanical and thermal properties. They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
Metal printed parts have higher strength and hardness and are often more flexible than traditionally made parts. However, such metal becomes “tired” faster.
3D model support structure and part orientation on the work platform.
Support structures are always required when printing with metal, due to the very high processing temperatures. They are usually built using a lattice pattern.
Supports in metal 3D printing perform 3 functions:
• They form the basis for creating the first layer of the part.
• They secure the part to the platform and prevent it from deforming.
• They act as a heat sink, removing heat from the model.
Parts are often oriented at an angle. However, this will increase the amount of support required, the printing time, and ultimately the overall cost.
Deformation can also be minimized with laser sintering templates. This strategy prevents the accumulation of residual stresses in any particular direction and adds a characteristic surface texture to the part.
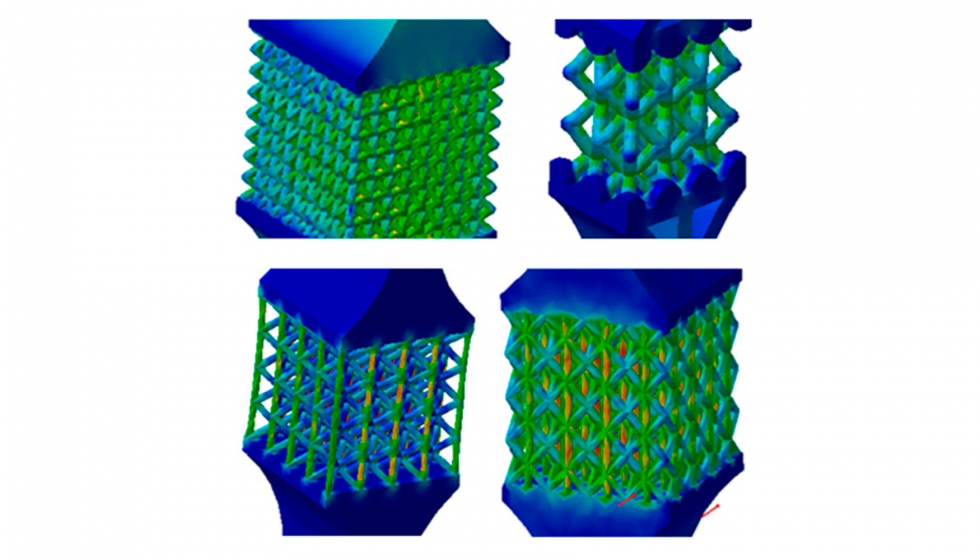
Since the cost of metal printing is very high, software simulations are often used to predict how a part will behave during processing. These topology optimization algorithms are otherwise used not only to increase mechanical performance and create lightweight parts, but also to minimize the need for supports and the likelihood of part distortion.
Hollow sections and lightweight structures.
An example of printing on a BLT 3D printer
Unlike polymer powder melt processes such as SLS, large hollow sections are not typically used in metal printing as the support would be very difficult to remove, if at all possible.
For internal channels larger than Ø 8 mm, it is recommended to use diamond or teardrop cross-sections instead of round ones, as they do not require support. More detailed recommendations on the design of SLM and DMLS can be found in other articles on this topic.
As an alternative to hollow sections, parts can be made with sheath and cores, which in turn are machined using different laser power and pass speeds, resulting in different material properties. The use of sheath and cores is very useful when making parts with a large solid section, as it greatly reduces printing time and reduces the chance of warping.
The use of a lattice structure is a common strategy in metal 3D printing to reduce part weight. Topology optimization algorithms can also help design organic lightweight shapes.
Consumables for 3D metal printing.
SLM and DMLS technologies can produce parts from a wide range of metals and metal alloys, including aluminum, stainless steel, titanium, cobalt, chromium and inconel. These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making.
These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making.
The cost of metal powder is very high. For example, a kilogram of 316 stainless steel powder costs approximately $350-$450. For this reason, minimizing part volume and the need for supports is key to maintaining optimal manufacturing cost.
The main advantage of metal 3D printing is its compatibility with high-strength materials such as nickel or cobalt-chromium superalloys, which are very difficult to machine with traditional methods. Significant cost and time savings can be achieved by using metal 3D printing to create a near-clean shape part. Subsequently, such a part can be processed to a very high surface quality.
Metal post-processing.
Various post methods.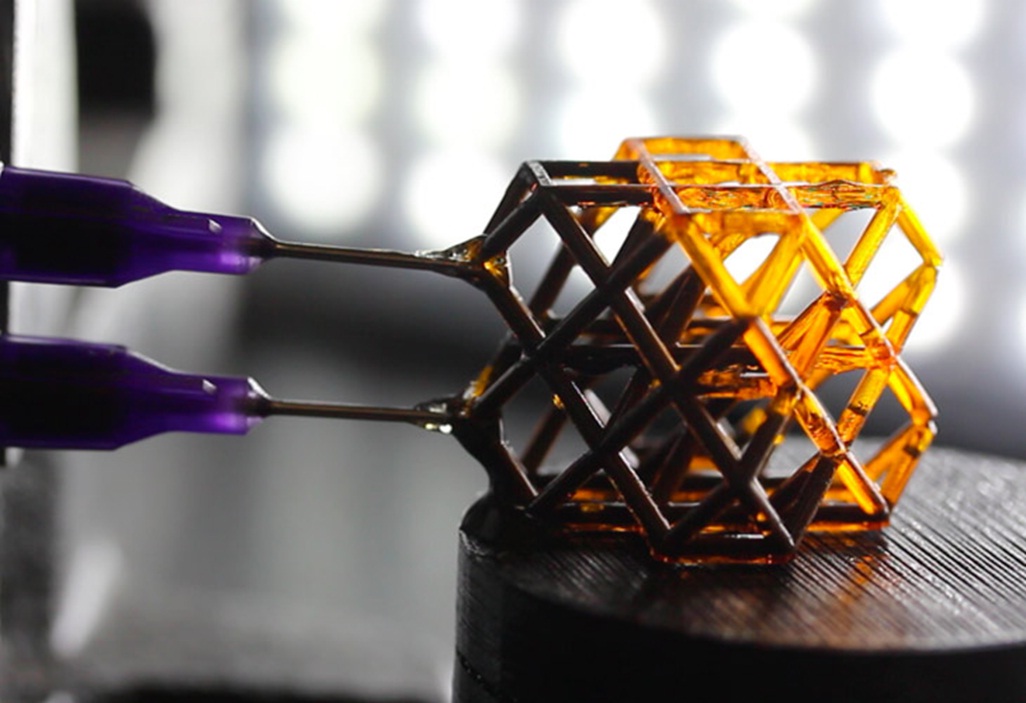 treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
Mandatory post-processing steps include the removal of loose powder and support structures, while heat treatment (heat annealing) is typically used to relieve residual stresses and improve the mechanical properties of the part.
CNC machining can be used for critical features (such as holes or threads). Sandblasting, plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part.
Advantages and disadvantages of metal 3D printing.
Pros:
1. Metal 3D printing can be used to make complex custom parts, with geometries that traditional manufacturing methods cannot provide.
2. Metal 3D printed parts can be optimized to increase their performance with minimal weight.
3. Metal 3D printed parts have excellent physical properties, metal 3D printers can print a wide range of metals and alloys. Includes difficult-to-machine materials and metal superalloys.
Includes difficult-to-machine materials and metal superalloys.
Cons:
1. Manufacturing costs associated with metal 3D printing are high. The cost of consumables is from $ 500 per 1 kg.
2. The size of the working area in metal 3D printers is limited.
Conclusions.
• Metal 3D printing is most suitable for complex, one-piece parts that are difficult or very expensive to manufacture using traditional methods, such as CNC.
• Reducing the need for building supports, will significantly reduce the cost of printing with metal.
• 3D printed metal parts have excellent mechanical properties and can be made from a wide range of engineering materials, including superalloys.
And that's all we have! We hope the article was useful to you.
Catalog of 3D printers for metal BLT
You can purchase metal 3d printers, as well as any other 3d printers and CNC machines, by contacting us:
• By email: Sales@3dtool. ru
ru
• By phone: 8(800)775-86-69
• Or on our website: http://3dtool.ru
Also, don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
Selective Laser Sintering (SLS) 3D Printing Guide
Selective Laser Sintering (SLS) 3D printing is a technology trusted by engineers and manufacturers across industries to create durable and functional models.
In this detailed guide, we will explain selective laser sintering technology, the different systems and materials on the market, the workflow and different applications of SLS printers, and when to choose 3D printing with this technology over others. additive and traditional manufacturing methods.
White Paper
Looking for a 3D printer to create durable, functional models? Download our white paper to learn how selective laser sintering (SLS) technology works and why it is popular in 3D printing for functional prototypes and end-use products.
Download white paper
Selective laser sintering (SLS) is an additive manufacturing technology that uses a powerful laser to sinter fine polymer powder particles into a solid structure based on a 3D model.
SLS 3D printing has been popular with engineers and manufacturers for decades. With its low model cost, high productivity, and common materials, this technology is well suited for a wide range of applications, from rapid prototyping to low-volume production, limited trial runs, or custom-made products.
Recent advances in technology, materials and software have opened up the possibility of SLS printing to a wider range of companies. Previously, such tools were used only in a few high-tech industries.
Introducing the high performance Fuse 1 3D printer with SLS technology, finally available.
Webinar
Watch our product demo to learn about Fuse 1 and SLS 3D printing from Formlabs.
Watch webinar
Schematic representation of the selective laser sintering process. The SLS method uses a powerful laser to sinter small particles of polymer powder into a solid structure based on a 3D model.
-
Seal: A thin layer of powder is applied to the top of the platform inside the working chamber. The printer preheats the powder to just below the melting point of the feedstock. This allows the laser to more easily raise the temperature of certain areas of the powder bed and monitor the solidification of the model. The laser scans the cross section of the 3D model, heating the powder to the material's melting temperature or just below. Particles are mechanically joined together to form a single solid object. The unsprayed powder supports the model during printing and eliminates the need for special support structures. The platform is then lowered into the working chamber one layer, typically 50-200 µm thick, and the process is repeated for each layer until the models are complete.
-
Cooling down: after printing and before post-processing, the build chamber should cool down a little in the printer body, and then outside the body, to ensure optimal mechanical properties of the models and avoid their deformation.
-
Post-processing: finished models must be removed from the working chamber, separated from each other and cleaned of excess powder. The powder can be recycled and printed models can be blasted or tumbled.
To learn more about the workflow, see the SLS 3D Printing Workflow section below.
SLS models have a slightly grainy surface, but the layer lines are almost invisible. To achieve a smooth surface, SLS models are recommended to be blasted or tumbled. This sample was printed on a Fuse 1 industrial 3D printer with SLS technology for workshops from Formlabs.
The green powder supports the model during printing and eliminates the need for special support structures. This makes SLS ideal for complex geometries, including internal features, undercuts, thin walls, and negative draft features.
This makes SLS ideal for complex geometries, including internal features, undercuts, thin walls, and negative draft features.
Models created using SLS 3D printing have excellent mechanical properties: their strength is comparable to that of injection molded models.
Compare Selective Laser Sintering (SLS) 3D printing with other common plastic modeling technologies: Fused Deposition Modeling (FDM) and Stereolithography (SLA).
Selective Laser Sintering (SLS) was one of the first additive manufacturing technologies developed in the mid-1980s by Dr. Carl Deckard and Dr. Joe Beeman at the University of Texas at Austin. Since then, the method has been adapted to work with a variety of materials, including plastics, metals, glass, ceramics, and various powdered composite materials. Today, all of these technologies are classified as wafer synthesis, additive manufacturing processes that selectively sinter regions of a powder layer under the influence of thermal energy.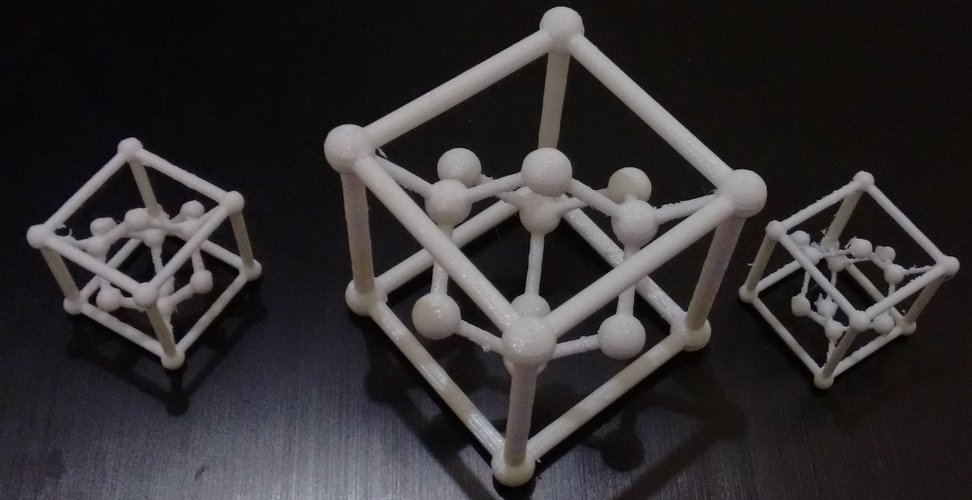
The two most common substrate synthesis systems currently available are a plastic based method commonly referred to as Selective Laser Sintering (SLS) and a metal based method known as Direct Metal Laser Sintering (DMLS) or Selective Laser Melting (SLM). ). Until recently, both systems were very expensive and complex, which limited their use to the production of small batches of expensive models or custom-made products, such as aerospace components or medical devices.
Innovations in this area will make plastic-based SLS as affordable as other 3D printing technologies such as stereolithography (SLA) and Fused Deposition Modeling (FDM) and widely adopted in affordable, compact systems.
All selective laser sintering 3D printers use the process described in the previous section. Basically, such printers differ in the type of laser, the volume of printing and the complexity of the system. Different solutions are used for temperature control, powder dosing and layering in different devices.
Selective laser sintering technology requires high precision and strict control during the printing process. The temperature of the powder and (incomplete) models must be controlled within 2°C during the three stages of production: preheating, sintering and storage before extraction, in order to minimize warping, stress and thermal deformation.
For decades, selective laser sintering has been one of the most popular professional 3D printing technologies, but due to its complexity, strict requirements, and high price, only service bureaus and large enterprises could use it.
Conventional industrial SLS 3D printing systems have one or more powerful lasers. An inert atmosphere (nitrogen or other gases) is needed to prevent the powder from oxidizing and breaking down during the printing process, which requires specialized air handling equipment.
These installations also require special heating, ventilation and air conditioning (HVAC) systems and industrial power supply.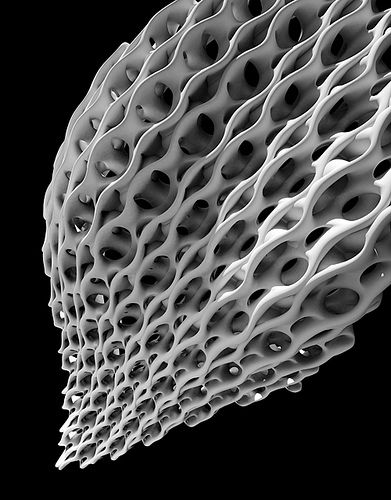 In addition, even the smallest industrial installations occupy an area of at least 10 square meters. m.
In addition, even the smallest industrial installations occupy an area of at least 10 square meters. m.
Due to the high initial cost of approximately $100,000 (and much more for complete solutions), traditional industrial systems with SLS technology were out of reach for many enterprises.
As with other 3D printing technologies such as Fused Deposition Modeling (FDM) and Stereolithography (SLA), more affordable, compact systems with SLS technology have recently begun to appear on the market. However, these solutions had significant drawbacks. These include low quality models and complex manual workflows due to a lack of post-processing solutions. This severely limited their use in industrial production.
The Formlabs Fuse 1 printer is in a new category with these deficiencies fixed . It is the first industrial SLS 3D printer for the workshop, delivering high quality, compact size, streamlined workflow, and cost far less than traditional industrial systems of the same type.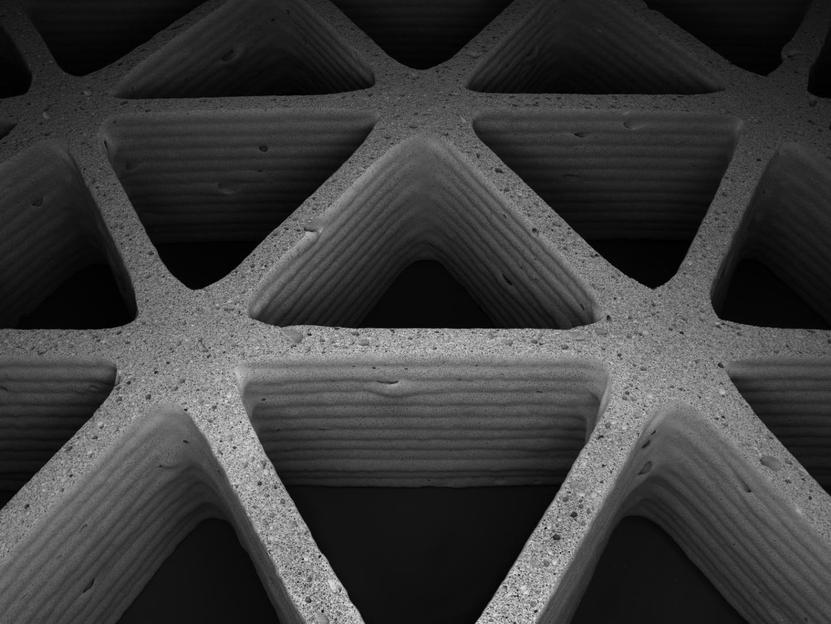
The Fuse 1 printer does not require any special infrastructure and will easily fit into your workplace.
The Fuse 1 uses a single laser and has a smaller working chamber that requires less heat. The powder is exposed to elevated temperatures for a shorter period of time, so there is no need for inert gases and specialized ventilation equipment. Thanks to its lower power consumption, it can run on a standard AC power supply without requiring special infrastructure.
The Fuse 1 features patent pending Surface Armor technology. This creates a semi-baked shell that heats evenly around the models as they are printed. This results in excellent surface quality, stable mechanical properties, high reliability and a high material renewal rate.
In addition to providing a compact, self-sustaining ecosystem and complete powder handling capability, Fuse 1 is complemented by the Fuse Sift Station, a stand-alone stand-alone device for model retrieval, recovery, storage and powder mixing.
Overall, the Fuse 1 industrial 3D printer with SLS for workshops has a slightly smaller print volume than traditional entry-level SLS systems, but is more compact, streamlined workflow and less expensive.
| Fuse 1 Industrial SLS Workshop Printer | Conventional Industrial SLS 3D Printers | from 18,500 US dollars | 100 000 - 500,000 US dollars and more than | |
|---|---|---|---|---|
| Press volume | to 165 x 165 x 300 mm | 9030 x 550 x 750 mm 9030 mmAvailability High quality models High performance Simplified workflow Compact dimensions Low maintenance | High print volume High quality models High performance Many material options | |
| Disadvantages | Less print volume Limited material options | Expensive equipment Big sizes Infrastructure requirements Large amount of maintenance Special Operator Required |
The most common selective laser sintering (SLS) material is nylon. It is a high performance engineering thermoplastic for both functional prototyping and end-use fabrication. Nylon is ideal for the production of complex knots and strong models with high environmental resistance.
It is a high performance engineering thermoplastic for both functional prototyping and end-use fabrication. Nylon is ideal for the production of complex knots and strong models with high environmental resistance.
3D printed SLS nylon for strength, rigidity and durability. The final models are impact-resistant and highly wear-resistant. Nylon is resistant to UV, light, heat, moisture, solvents, temperature and water. Nylon models printed on a 3D printer are also biocompatible and do not cause allergic reactions. This means that they can be worn and used safely in many situations.
Nylon is ideal for a range of functional applications, from consumer product design to healthcare applications.
Nylon is a synthetic thermoplastic polymer from the polyamide family. It is available in several versions, each designed to print different products. Nylon 12 Powder has a wide range of applications and is a general purpose, general purpose SLS 3D printing powder. Nylon 12 GF Powder is a composite material with a high fiber content, increased stiffness and heat resistance for difficult industrial conditions. Nylon 11 Powder helps fill a gap in prototyping and end-use applications where increased ductility, impact resistance and the ability to withstand wear without brittle fracture are required.
Nylon 11 Powder helps fill a gap in prototyping and end-use applications where increased ductility, impact resistance and the ability to withstand wear without brittle fracture are required.
- Impact Prototypes, Clamps and Fixtures
- Thin-walled pipes and bodies
- Rivets, clips and latches
- Orthopedic products and prostheses*
- High Performance Prototyping
- Small batch production
- One-piece clamping and holding fixtures and tooling
- Conventional SLS Models
- Heavy-duty clamping and fastening fixtures and spare parts
- Continuous models
- Threads and sockets
- High temperature models
* Material properties may vary depending on model design and manufacturing method. It is the manufacturer's responsibility to confirm the suitability of printed models for their intended use.
307 40%
 8 MPa (°C)
8 MPa (°C) Nylon 12 Powder and Nylon 11 Powder are one-component powders, but some SLS 3D printers can also use two-component powders, such as coated powders or powder blends.
Nylon 12 GF Powder is a high fiberglass composite while other nylon composites with aluminide, carbon, or glass are designed to increase strength, stiffness, or flexibility in models. In such two-component powders, only the component with the lower glass transition point is sintered, which binds both components.
SLS 3D printing accelerates innovation and helps businesses in a wide range of industries such as engineering, manufacturing and healthcare.
Manage the entire product development process, from iteration of first concept design to production of ready-to-use products:
- Rapid Prototyping
- Product mockups for user feedback
- Functional Prototyping
- Functional testing of products under severe conditions (e.
 g. piping, brackets)
g. piping, brackets)
Manage your supply chain and respond quickly to changing needs:
- End-Use Manufacturing
- Small batch production
- Mass production of new customized consumer products
- Spare parts manufacturing, supply chain sustainability
- Durable, durable clamping and fastening devices (such as clamps and clamps) and accessories
- Custom manufacture of automotive, motorcycle, and marine parts, and restock military items on demand
Self-manufacturing of ready-to-use medical devices, taking into account the individual characteristics of patients:
- Medical device prototyping
- Prostheses and orthotics (e.g. prosthetic limbs and orthoses)
- Surgical models and instruments
- End use products (nylon 12 biocompatible and sterilizable*)
* Material properties may vary depending on model design and production method. It is the manufacturer's responsibility to confirm the suitability of printed models for their intended use.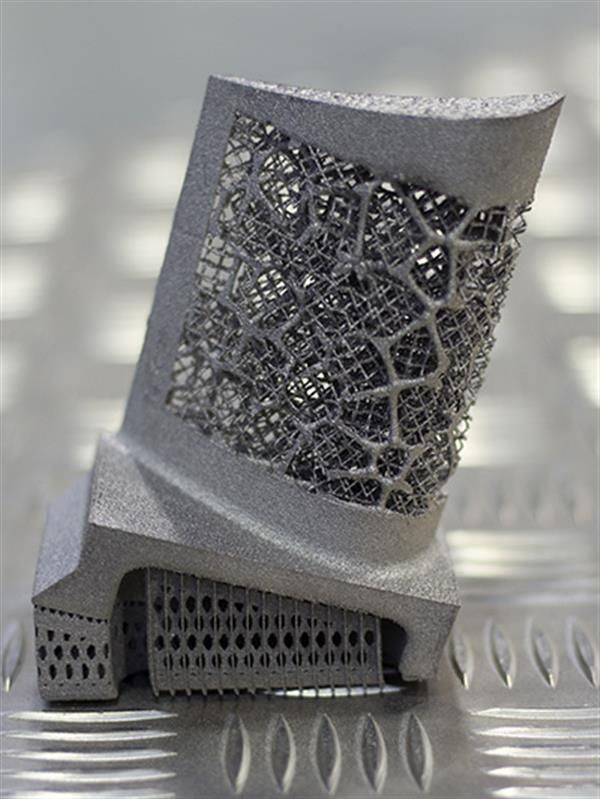
Use any CAD software or 3D scan data to design the model and export it to a 3D printable format (STL or OBJ) file. All printers with SLS technology use software that allows you to adjust settings, position models, estimate print times, and layer your digital model. Once set up, the model preparation software sends commands to the printer via a wireless or cable connection.
The Fuse 1 uses PreForm print preparation software (free download). It allows you to easily duplicate and place multiple models on a 3D grid to maximize your print volume. PreForm automatically suggests the optimal orientation and position of models with the ability to make manual changes.
The workflow for preparing the printer varies from system to system. Most traditional SLS systems require extensive training, tools, and physical actions to prepare and maintain them.
Fuse 1 redefines the SLS workflow, making it simple and efficient, as well as providing trouble-free printing and complete powder handling thanks to modular components.
The Fuse 1 can be easily loaded with powder using a special cartridge.
The Fuse 1 uses a detachable build chamber so you can start a new print while the previous build chamber is still cooling.
Once all pre-checks have been completed, the machine is ready to print. Depending on the size and complexity of the 3D models, as well as their density, printing using SLS technology can take from several hours to several days.
When printing is completed, the build chamber in the housing should cool down a bit before proceeding with the next steps. To start the next print, you can remove the build chamber and insert a new one. Before post-processing, the working chamber must cool down to ensure optimal mechanical properties of the models and avoid their deformation. This can take up to half of the total print time.
Fuse 1 is equipped with a touch screen that allows you to see in real time how each new layer is formed during the printing process. This camera image can also be transferred to a computer using PreForm to monitor the print without leaving the workplace.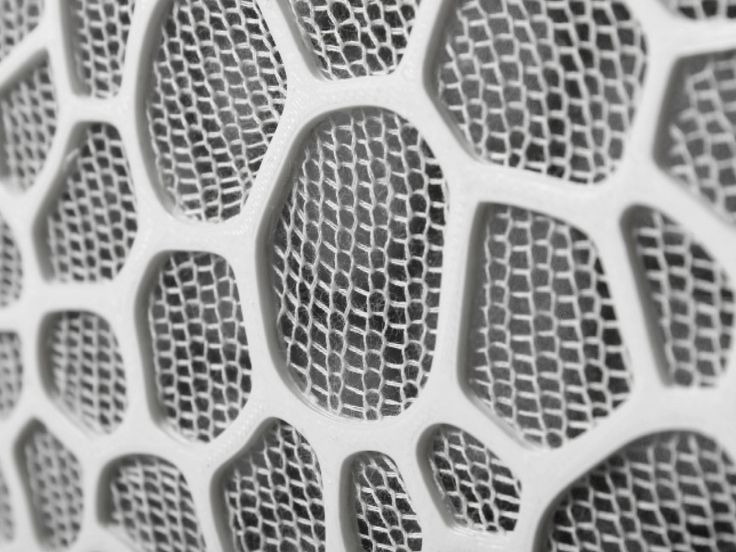
Compared to other 3D printing processes, post-processing of SLS-printed models requires a minimum of time and labor. With no supporting structures, it is easy to scale and provides consistent results across batches of models.
After printing is completed, remove the finished models from the build chamber, separate them and clean them of excess powder. As a rule, this is done manually at the cleaning station using compressed air or a jet apparatus.
The excess powder left after the creation of the model is filtered to remove large particles from it. After that, it can be recycled. Under the influence of high temperature, the properties of green powder deteriorate slightly, so for subsequent printing it must be mixed with new material. Due to the possibility of reusing materials, SLS technology produces a minimum amount of waste.
SLS technology typically uses separate devices for powder recovery, storage and mixing. The Fuse 1 workflow uses a single Fuse Sift to retrieve patterns and greens, store, dispense, and mix material streams.
Fuse Sift completes the Fuse 1 SLS printing workflow. This system is used for safe and efficient model retrieval and powder recycling.
Fuse Sift automatically doses and mixes used and new powder, reducing waste and controlling powder delivery.
After the powder has been sifted, the 3D models printed using selective laser sintering technology are ready for use. However, there are a few more post-processing steps you can perform on these models.
By default, the surface of 3D models created using SLS technology remains grainy. To achieve a smooth surface, Formlabs recommends blasting or tumbling models made using this method. Models can be spray painted, lacquered, electroplated or otherwise to achieve the desired color, surface quality and properties such as water resistance (special coating) and electrical conductivity (electrolytic coating). Models created with SLS Formlabs are dark in color and therefore not well suited for staining.
Immersion printed SLS model from Partial Hand Solutions.
SLS models can be electroplated for a metal-like surface.
Selective laser sintering is preferred by engineers and manufacturers for its wide design options, high productivity, low model cost, and proven end-use materials.
Most additive manufacturing processes such as stereolithography (SLA) and Fused Deposition Modeling (FDM) require specialized support structures to fabricate overhangs.
Support structures are not needed for selective laser sintering, as unsintered powder surrounds the model during printing. SLS printing makes it easy to create overhangs, intricate geometries, interconnecting parts, internal channels and other intricate details.
Intricately patterned arm splint for weight reduction.
Engineers typically design models to meet the capabilities of the final manufacturing process, also known as design-to-technology (DFM). When additive manufacturing is only used for prototyping, it comes down to creating models and designs that can be replicated in the manufacturing process using traditional tools.
Selective laser sintering is emerging as a viable rapid manufacturing method and its application area continues to expand, so it can open up new design and construction possibilities. 3D printers with SLS technology can create complex geometries that are impossible or incredibly expensive to manufacture using traditional processes. SLS technology also allows design professionals to combine complex assemblies into a single model that would normally require multiple models to be created. This helps avoid the problem of loose connections and saves assembly time.
Selective laser sintering can unleash the potential of generative design, as it allows the creation of lightweight models that use complex lattice structures that cannot be fabricated by traditional methods.
Selective laser sintering is the fastest additive manufacturing technology for producing functional, durable prototypes and end-use products. Lasers used for powder sintering have much faster scanning speeds and are more accurate than the layering methods used in other processes such as Industrial Fused Deposition Modeling (FDM).
To maximize the available print volume in each printer, multiple models can be placed side by side. Operators can use the software to optimize print volume and maximize productivity by leaving only minimal clearance between models.
SLS technology allows operators to fill the build chamber with as many models as possible, as it allows them to be printed without supporting structures, saving time in post-processing.
SLS 3D printing requires the right materials for functionality and versatility. Nylon and its composites are proven, high quality thermoplastic materials. Laser-sintered nylon models have close to 100% density and mechanical properties that are comparable to products made using traditional manufacturing methods such as injection molding.
Screwdriver printed in Nylon 12 Powder. After a simple post-processing, nylon models have a smooth, professional quality surface.
SLS Printable Nylon is an excellent replacement for conventional injection molded plastics. The latches and other mechanical connections produced from it are superior to products created using any other additive manufacturing technology. It is ideal for making functional plastic parts that will work and not break down over time like products created through other additive manufacturing methods.
The latches and other mechanical connections produced from it are superior to products created using any other additive manufacturing technology. It is ideal for making functional plastic parts that will work and not break down over time like products created through other additive manufacturing methods.
When calculating the cost of one model, it is usually necessary to take into account the cost of ownership of equipment, material costs and labor costs:
-
Equipment cost of ownership: The more models a printer can produce over its lifetime, the lower the cost per model. Therefore, higher performance results in a lower cost of ownership per model. With high laser scanning speeds, the ability to produce multiple models at once to maximize the working volume, and a simple post-processing process, SLS 3D printing guarantees the highest productivity of any additive manufacturing method.
-
Material: Most 3D printing technologies use proprietary materials, while nylon is a common thermoplastic that is produced in large quantities for industrial applications.
 This makes it one of the most inexpensive raw materials for additive manufacturing. SLS 3D printing requires no support structures and allows you to print with recycled powder with minimal waste.
This makes it one of the most inexpensive raw materials for additive manufacturing. SLS 3D printing requires no support structures and allows you to print with recycled powder with minimal waste. -
Labor: Labor is a disadvantage of many 3D printing solutions. Work processes in most technologies are quite laborious and difficult to automate, which can significantly affect the cost of one model. Easy post-processing with SLS printing reduces manual labor and allows for easy scalability.
A 3D printer with SLS technology is a significant investment initially, but it often pays off even faster than buying smaller devices. SLS for workshop technology significantly reduces initial acquisition costs and also reduces model costs in most applications.
If 3D printing is rarely used in your business, it is recommended to use the services of third-party service bureaus. But in this case, the cash costs will be higher and you will have to wait longer for the order to be completed.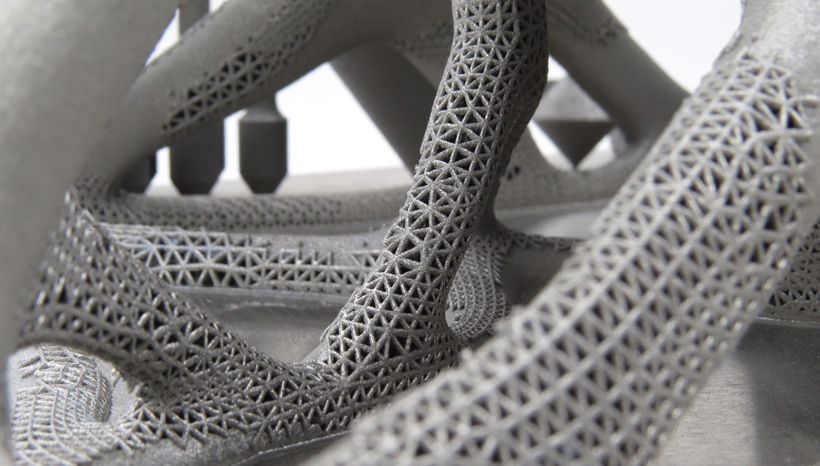 One of the main advantages of 3D printing is its speed compared to traditional production methods. But this advantage loses its value when it takes up to several weeks for a third-party company to deliver a model.
One of the main advantages of 3D printing is its speed compared to traditional production methods. But this advantage loses its value when it takes up to several weeks for a third-party company to deliver a model.
REEKON Tools