Welding 3d printing
How Welding Strategies Can Revolutionize 3D Printing - 3DPrint.com
Welding has been an integral part of manufacturing since the beginning of the 20th century. The development of technologies using electricity has made the most common arc welding methods—TIG, MIG, and stick welding—widespread in a variety of industries. All three of these arc welding methods rely on a consumable or non consumable electrode to join metals by either depositing melted metal or melting the target metals themselves. Arc welding is used in the automotive, construction, and aerospace industries.
Figure 1. A stick welding diagram showing: 1. coating flow, 2. rod, 3. shield gas, 4. fusion, 5. base metal, 6. weld metal, and 7. solidified slag. Image available in the public domain.
Additive manufacturing (AM), however, is a much younger technology. Though early techniques were developed in the 1970s and 1980s, the potential of 3D printing was not fully realized until the 2010s. Initially, 3D printing was only used for making prototypes or low-fidelity models, but it has evolved to manufacture a variety of parts up to medical grade.
Welding and AM are thematically similar. MIG welding, in particular, is similar to 3D printing in that the metal electrode is deposited while welding. In fact, MIG welding has been used to additively manufacture metal objects by depositing metal layer-by-layer.
In this article, we will discuss how numerous techniques from welding can inform, improve, and innovate in the realm of 3D printing.
Controlling 3D Printing MicrostructuresFor welding, controlling the microstructure of the fusion zone is critical to creating a good weld. A badly formed microstructure can decrease mechanical resistance and/or result in unwanted anisotropy. There are several ways to tune the microstructure while welding, and some of these methods are transferable to 3D printing.
Welding microstructures can be controlled by heat source manipulation, chemical composition, and welding parameter calibration. Heat source manipulation is critical for both welding and 3D printing, since it directly affects how much material is deposited and/or melted. The heat source can be pulsed or continuous, and several different parameters can be controlled electronically; if pulsed, the magnitude, frequency, and duty cycle of the pulse can all be controlled.
The heat source can be pulsed or continuous, and several different parameters can be controlled electronically; if pulsed, the magnitude, frequency, and duty cycle of the pulse can all be controlled.
Figure 2. Increasing the duty cycle of a pulsed welding voltage from 50% to 75%.
These parameters directly transfer over to 3D printing. The nozzle depositing the plastic or metal is also controlled electronically, so the magnitude, frequency, and duty cycle can all be fine-tuned to achieve better material deposition. The movement speed of the heat source can also be tuned with greater precision in 3D printing than in manual welding, and the interplay of all of these parameters is critical for a good print.
In welding, the chemical composition of the electrode, gas, and filler are all critical. In fact, some reactive metals like aluminum and titanium cannot be welded using certain methods. Adjusting operating procedures also affects the end result; welding power, speed, and cooling must be orchestrated carefully. Each of these parameters affects how the microstructure of the fusion zone melts and solidifies.
Each of these parameters affects how the microstructure of the fusion zone melts and solidifies.
Similarly for additive manufacturing, the choice of plastic or metal chemistry is vital; some polymers or alloys may not be printable, whereas others may be too soft to hold their structural integrity while printing. Additionally, the movement and heating of the nozzle must be adjusted for different materials, and these settings will affect the structural properties of the end product.
Figure 3. Varying a single 3D printing process parameter (lattice thickness) can result in significant property differences. Image courtesy of Wikimedia.
Parameter OptimizationThe authors Oliveira et al. discuss a rigorous mathematical framework to determine AM parameters. In their paper, they hash out how to optimize process parameters such as power, movement speed, and hatch distance. There is no single value for each parameter that is the optimum, but rather there is an optimal parameter space where different combinations of parameters can yield the same defect-free result. For instance, simultaneously reducing power and movement speed would keep the heat input rate constant.
For instance, simultaneously reducing power and movement speed would keep the heat input rate constant.
Oliveira et al. also discuss three different criteria to determine some critical quantities for 3D printing, namely hatch distance and melted radius. The hatch distance can be derived with a “geometric criterion” based on the melted radius, and the melted radius can be determined with either an energy or thermal criterion. They address their assumptions in deriving these criteria and provide diagrams and charts with experimental values.
Key TakeawaysWelding and AM are sister technologies. Welding is much older, so as it continues to be developed, we can transfer some of the lessons learned to 3D printing to avoid repeating the same mistakes. In particular, the microstructure at the weld/print site is of paramount importance to the end product, so care must be taken in tuning all relevant parameters like power, movement, and chemistry.
About the Author
Alex Saad-Falcon is a content writer for Do Supply Inc. . He is a published research engineer at an internationally acclaimed research institute, where he leads internal and sponsored projects. Alex has his MS in Electrical Engineering from Georgia Tech and is pursuing a PhD in machine learning.
. He is a published research engineer at an internationally acclaimed research institute, where he leads internal and sponsored projects. Alex has his MS in Electrical Engineering from Georgia Tech and is pursuing a PhD in machine learning.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Tagged with: Directed Energy Deposition • mig welding • welding • wire arc
Please enable JavaScript to view the comments powered by Disqus.
Researchers Develop a Low-Cost Metal 3D Printer Using MIG Welding - 3DPrint.com
Metal 3D printing, although it has gone down in cost, is still quite expensive. This limits access to the technology for small and medium-sized businesses, meaning that many applications go untried. In a paper entitled “Design and Development of a Low-Cost 3D Metal Printer,” a group of researchers discuss how they created a low-cost metal 3D printer that utilizes metal inert gas (MIG) welding and an open source microcontroller to fabricate parts.
The researchers took the design of their 3D printer from a Prusa i3 system and used several off-the-shelf components to build it.
“The components consist in developing 3D metal printer machine are; a pair of bearing holder and motor bracket, motor casing, shaft holder, ball screw, coupling, limit switch, linear bearing, stepper motor, polyurethane cylinder, polytetrafluorethylane (PTFE) plastic cylinder and various fastener,” they explain.
A MIG welding machine was used to supply the material and the energy to melt the material. The movement of the printer and the translation of command from the printer’s server to the host computer was controlled by firmware provided with an Arduino microcontroller. The cost of the entire system was about RM 3496, which translates to roughly $840, much more affordable than a typical metal 3D printer.
“In order to ensure the metal print is connected during operations, the MIG welding was set to switch on and off automatically,” the researchers continue.
“The shielding gas was set to flow before the printing process starts. The welding torch was placed under the fixture design perpendicular to the bed to build the surface. The distance between the bed surface and nozzle was adjusted to about 6 mm by leveling the height of the welding torch.”
The MIG welding machine begins building a part layer by layer, from bottom to top. In order to test the system, the researchers performed two experiments in which a cylinder and a rectangle were 3D printed.
“The aim for the first experiment is to find the suitable voltage during 3D printing that produce relatively good bead geometry of 3D printed part,” the researchers state. “At first, the welding was deposited along the custom cylinder design. The parameter used for welding voltage varied from 18.5 V to 22.5 V. The first experiment was done with a constant speed of 50 mm/s and current of 100 A. The final dimensions were taken and compared with the actual CAD data.
The second experiment was designed so that capability of the newly developed machine to 3D print a rectangular shape can be analyzed. The aim of the second experiment is to find the suitable value of speed in producing good structure.”
Five samples were 3D printed for the first experiment and their average values were recorded. They found that porosity occurred when voltage was either to high or too low, and that higher voltages reduce the size of the specimen due to the excessive flow of the molten metal. A voltage setting of 20.5V produced a good quality part, but it was not dimensionally accurate. In the second experiment, the researchers attempted to find the best printing speed. A too-slow speed resulted in a rough surface and poor fusion. They found that the speed should not be any higher than 20mm/s, however, so that the liquid had time to solidify. Post-processing was required in all cases to get better surface finish. As you can see the results are far from perfect but at this price point many would be able to try to improve such systems. Given more time and investment this could very well be a viable alternative to some metal parts.
Given more time and investment this could very well be a viable alternative to some metal parts.
Output of printing process (a) speed at 20 mm/s, (b) speed at 40 mm/s, (c) speed at 60 mm/s, and (d) speed at 80 mm/s
“Nevertheless, the study demonstrated that simple design specimens were successfully fabricated using the MIG welding and 3D printing process,” the researchers conclude. “The microstructure shows that the layer perfectly coincides with each printer layer and the top region of manufactured layer has the lowest hardness compared to the initial layer. However, further research needs to be done in the future to improve the product’s quality and to study the mechanical behavior of the parts produced by this technique.”
Authors of the paper include N.A. Rosli, M.R. Alkahari, F.R. Ramli, S. Maidin, M.N. Sudin, S. Subramoniam and T. Furumoto.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.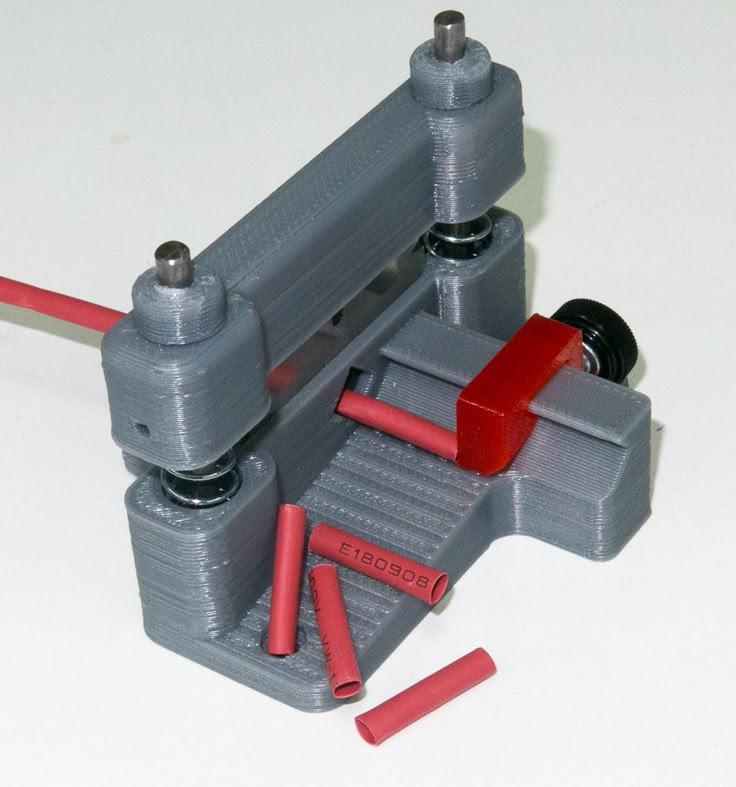
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Tagged with: low-cost 3d printers • metal 3d printer • mig welding • Prusa i3 • welding
Please enable JavaScript to view the comments powered by Disqus.
With fire and wave: all about metal 3D printing
Everyone knows this: 3D printing today is one of the pillars of world technological progress. It's just a pity that news about revolutionary developments in this area rarely comes from Russia.
The more pleasing are the exceptions. Scientists from the Bryansk State Technical University (BSTU), with the support of the Advanced Research Foundation, have created an installation (the Taimen project), which has become a truly new word in metallurgy and metalworking.
Among the great variety of additive technologies that exist in the world, two are clearly in the lead - printing with molten plastic and laser sintering of metal powder. In the first case, a low-melting plastic thread is fed to the print head, the tip of the thread heats up and instantly turns into a drop of liquid melt, which is applied to the desired point of the formed product and soon solidifies. It would be nice to print with metal as well, but metal is not plastic or wax. How to create such a temperature in the print head that it instantly turns steel into a liquid? I had to first invent laser sintering for metal printing.
In the first case, a low-melting plastic thread is fed to the print head, the tip of the thread heats up and instantly turns into a drop of liquid melt, which is applied to the desired point of the formed product and soon solidifies. It would be nice to print with metal as well, but metal is not plastic or wax. How to create such a temperature in the print head that it instantly turns steel into a liquid? I had to first invent laser sintering for metal printing.
Welding prints
And then the answer was found. Within the walls of BSTU, for a couple of decades, the technology of 3D printing with metal using ... electric arc welding has been developed and improved. Here, almost everything is like in a plastic printer: instead of powder, there is a metal thread fed to the printing point, or simply wire (welders call it filler material). An electric arc discharge melts the filler material and places a drop of metal in a precisely defined place. “Arc welding is only the basis of our method,” says Andrey Kirichek, project manager, professor and vice-rector of BSTU. - In fact, we have to solve a very atypical task for welding work - to give a shape to a printed product, to build up walls. It is impossible to do it manually: we need automation and programmatic control of the process, which we did. On the other hand, there is an opportunity to use the experience gained in the field of welding. Devices and equipment for welding are mass-produced and inexpensive.”
- In fact, we have to solve a very atypical task for welding work - to give a shape to a printed product, to build up walls. It is impossible to do it manually: we need automation and programmatic control of the process, which we did. On the other hand, there is an opportunity to use the experience gained in the field of welding. Devices and equipment for welding are mass-produced and inexpensive.”
Impact on dendrites
3D metal printing technology using electric arc welding has serious prospects. Bryansk developers have competitors from Germany, the USA and Norway, and all these companies are experiencing rapid growth. Being at the forefront is already worth a lot, but Russia has managed to advance the farthest. The fact is that in addition to the additive module, which is actually engaged in growing the product, the domestic installation includes a hardening module. In the standard case, the part printed on the printer will have the crystalline structure of a conventional cast product. But if the build-up layers are periodically compacted with shock pulses, turning large dendrites into colonies of microstructures, then the strength of the part will seriously increase. In the case of austenitic steels, for example, the yield strength of the material increases by 2–2.5 times, and the tensile strength by 1.5 times. This makes it possible to use cheaper alloys. The hardening module is a generator of mechanical impulses, through which a deformation wave acts on the metal - this has a positive effect on the crystal structure, mechanical and operational properties of the hardened metal.
But if the build-up layers are periodically compacted with shock pulses, turning large dendrites into colonies of microstructures, then the strength of the part will seriously increase. In the case of austenitic steels, for example, the yield strength of the material increases by 2–2.5 times, and the tensile strength by 1.5 times. This makes it possible to use cheaper alloys. The hardening module is a generator of mechanical impulses, through which a deformation wave acts on the metal - this has a positive effect on the crystal structure, mechanical and operational properties of the hardened metal.
Work on the use of strain hardening in additive technologies at BSTU began about five years ago, and at the same time the FPI became interested in this problem, with the support of which a special laboratory was created at the university. Today, there is not a single company in the world that would produce equipment that combines the processes of growing a product by welding and wave strain hardening.
The third module of the installation in question is the milling module, which provides, if necessary, machining of the part. “It must be admitted that, compared to laser sintering, our product formation technology is somewhat rougher,” Andrey Kirichek explains, “but even the most advanced “powder” printers give an error of at least 0.1 mm, and for precision mechanics (for example, in gas turbine) is too much. Therefore, machining, which ensures high accuracy of forms, is still indispensable. The advantage of our installation is the ability to alternate the operation of the modules as required. For example, to grow only a part of the product in order to process its internal surfaces that are hard to reach in the final form.
And cheaper, and our
Due to the greater accuracy, laser sintering technology is better suited for medium-sized complex-shaped parts with internal cavities, thin ribs, etc. But there are many large-sized products that also need to be grown. In this case, considerations of economy or scalability come to the fore. And here the new technology has a lot of advantages. Laser sintering is a very expensive technology, and the powder itself is especially expensive. Companies that produce sintering equipment configure it exclusively for powders of their own production. The range of powders even from well-known companies is small. In Russia, they are not produced on an industrial scale, and this greatly limits the capabilities of the technology. Plus, the welding method has a productivity about 6 times higher. And most importantly, it is not economically feasible to produce any large part by sintering, but it is quite possible and profitable to create an installation for printing and hardening metal beams of complex shape.
In this case, considerations of economy or scalability come to the fore. And here the new technology has a lot of advantages. Laser sintering is a very expensive technology, and the powder itself is especially expensive. Companies that produce sintering equipment configure it exclusively for powders of their own production. The range of powders even from well-known companies is small. In Russia, they are not produced on an industrial scale, and this greatly limits the capabilities of the technology. Plus, the welding method has a productivity about 6 times higher. And most importantly, it is not economically feasible to produce any large part by sintering, but it is quite possible and profitable to create an installation for printing and hardening metal beams of complex shape.
Like a hammer, only better
It is interesting to compare the technology of wave work hardening with traditional forging, because the goals and methods of these processes are generally similar. “Indeed, deformation and hardening occur here and there,” says Andrey Kirichek, “but in our case, energy enters the deformation zone in the form of a wave. A wave is a stream of impulses that have duration, amplitude, and shape. When forging, the pulses are short and rare; many processes that can change the structure of the metal simply do not have time to go through. We work with prolonged (10 times longer) pulses with a frequency of 8 to 40 Hz, the impact on the material is long-term, the efficiency of the impact energy on the elastic-plastic deformation of the hardened material is 5-10 times higher compared to a conventional impact and reaches 65% . With a simple impact, this figure is only 5–12%.
“Indeed, deformation and hardening occur here and there,” says Andrey Kirichek, “but in our case, energy enters the deformation zone in the form of a wave. A wave is a stream of impulses that have duration, amplitude, and shape. When forging, the pulses are short and rare; many processes that can change the structure of the metal simply do not have time to go through. We work with prolonged (10 times longer) pulses with a frequency of 8 to 40 Hz, the impact on the material is long-term, the efficiency of the impact energy on the elastic-plastic deformation of the hardened material is 5-10 times higher compared to a conventional impact and reaches 65% . With a simple impact, this figure is only 5–12%.
The part is created using three modules - additive, hardening and milling. The peculiarity of the process is that the work of the modules alternates depending on the need. For example, machining of a surface can be done even before the complete growth of the part.
The wave passes through all sections of the metal, is repeatedly reflected from areas with different acoustic hardness and from the surface on which the part lies. Due to this, wave states are actually formed in the product. At the intersection nodes of direct and reflected waves, more intense hardening occurs, and at intervals, less intense. This distribution has a good effect on operational properties. In fact, the technology makes it possible to provide a greater depth of hardening, to strengthen all layers at the same time. Perhaps today this is the only way that allows you to achieve such a result.
Due to this, wave states are actually formed in the product. At the intersection nodes of direct and reflected waves, more intense hardening occurs, and at intervals, less intense. This distribution has a good effect on operational properties. In fact, the technology makes it possible to provide a greater depth of hardening, to strengthen all layers at the same time. Perhaps today this is the only way that allows you to achieve such a result.
Prospects
The range of application of new technologies is potentially huge - from the manufacture of parts for rocket and space and aviation equipment to the automotive industry and the production of special equipment. In June 2019, US-based additive synthesis firm Relativity Space signed an agreement with NASA to convert its Mississippi factory into the world's first automated Relativity Space Terran 1 rocket factory. The factory plans to use a new version of the Stargate printer, which is smaller than the original can be placed on a moving platform to print building-high rocket parts.
In Russia, experiments have already been carried out on the use of wave hardening to impart armor properties to initially non-armor materials, which cost 5-10 times cheaper. It was also possible to increase the bullet resistance of conventional armor by 15-30%.
A lot of power metal parts that are part of machines and structures in a complex stress state could be produced using welded 3D printing with subsequent sealing. “The prospects are huge,” Andrey Kirichek explains, “but there are also many obstacles to the spread of technology. I remember the history of laser cutting systems. When they first appeared, enterprises reacted to the new technology with caution, even with skepticism. The equipment is expensive, there are no trained personnel, the amount of work, the production of which would pay off the complex, is not guaranteed. At first, it was necessary to create regional laser centers where companies placed single orders. 10 years have passed, and manufacturers have realized the advantage of technology, a market has formed; now almost every enterprise has one or more machines for laser cutting and metal cutting. Apparently, we will have to follow a similar path. In addition, the manufacture of critical parts, for example, for aviation, the defense complex, requires certification, and this process is costly and slow. But there are no other options."
Apparently, we will have to follow a similar path. In addition, the manufacture of critical parts, for example, for aviation, the defense complex, requires certification, and this process is costly and slow. But there are no other options."
Source
Tags:
Bryansk State Technical University (BSTU), 3D metal printing, 3D metal printing technology using ... arc welding, laser sintering
Attention!
We accept news, articles or press releases
with links and images. [email protected]
The future of welding in the world of 3D printing
To cook or not to cook? No, we are not talking about haute cuisine, but about the method of joining hard-to-join metals. How does welding cope with this difficult task, and will 3D printing leave it a chance to survive in the future?
Industrial and metallurgical holding
The usual method for joining parts, if we are talking about metal, in everyday life is welding. But we know that some materials can be welded and others can't. What is weldability, why is it needed and what does it depend on?
But we know that some materials can be welded and others can't. What is weldability, why is it needed and what does it depend on?
Contents of the article
Boil - and no nails!
Being able to join two different metals is an engineering genius. This method allows you to combine and enhance the best qualities of the materials being joined. A part may consist of several parts that are in different operating conditions.
At the same time, some part experiences all the “charms” of exposure to high temperatures, while the other, for example, is immersed in water and may suffer from corrosion, simply speaking, become rusty. And only the use of different materials can allow the part to cope with such difficult conditions. The welding method is one of the simplest and most accessible for joining two different metals.
Connect the unconnectable
Despite its apparent simplicity, this type of joining metals has a number of nuances. There is such a criterion - "degree of weldability". All materials are divided into good, satisfactory, poor and limited weldability.
There is such a criterion - "degree of weldability". All materials are divided into good, satisfactory, poor and limited weldability.
For example, copper, aluminium, titanium and their alloys do not weld well with common alloys such as steel. Problems in the connection may be the appearance of an oxide film on the metal, the fragility of the seam due to the carbon content, the formation of brittle areas. This problem is solved in different ways: from coating the metals to be welded to the use of "inserts" from other metals to connect the incompatible.
The third not superfluous
The Institute of Laser and Welding Technologies (ILIST), based on the basis of the St. Petersburg State Marine Technical University, has long been engaged in the study of compounds of various metals. It was here that one of the first domestic 3D printers was created, capable of "growing" large-sized products for shipbuilding. Institute specialists are closely involved in the development of additive technologies.
Institute specialists are closely involved in the development of additive technologies.
Thus, the task was to combine titanium and steel. With their conventional arc welding, it is impossible to obtain a strong weld. It comes out very brittle, cracks form on it due to the low level of solubility of iron in titanium. In such situations, a tungsten electrode is usually used, special beryllium bronze inserts are used, or the "explosion welding" method is used.
In the production of this type of parts through 3D printing, scientists from ILIST resorted to using an intermediate layer between titanium and steel - the third component. A gradient layer of molybdenum and copper was created by direct laser growth. At the same time, spherical molybdenum powder produced by the Tula plant "POLEMA" was used as a connector.
Molybdenum spherical powder is not easy to obtain. There are only a few manufacturers of spherical molybdenum suitable for 3D printing in the world, one of them is in Tula.