Metal 3d printing technologies
Types of 3D Printing in Metal
Metal powder is the backbone of metal 3D printing. Though it’s difficult and dangerous to handle in its raw state, its unique features make it the preferred metal stock type. The vast majority of metal 3D printing technologies utilize metal powder. As a result, the major differences between types of metal printers relate to how they fuse the powder into metal parts. These methods vary greatly, ranging from using high energy lasers to fuse loose powder to extruding bound metal powder filament. In this article, we’ll take a look at the most heavily used types of metal 3D printing, how they work, and why they’re beneficial.
Powder Bed Fusion
Known by many names, powder bed melting is currently the most common type of metal 3D printing. These machines distribute a fine layer of powder over a build plate and selectively melt a cross section of the part into the powder layer. There are two distinct types of powder bed melting techniques: Selective Laser Melting and Electron Beam Melting.
Selective Laser Melting (SLM)
Also known as: Direct Metal Laser Sintering (DMLS), Selective Laser Sintering (SLS), Direct Metal Printing (DMP), Laser Powder Bed Fusion (LPBF).
The majority of Powder Bed Fusion machines are Selective Laser Melting (SLM) machines. SLM machines use high powered lasers to fuse metal layers into parts. After a print, an operator removes the part (or parts) from the powder bed, cuts the part away from the build plate, and post processes the part. It’s the current standard for metal printing -- most companies in Metal AM today sell SLM machines.
An SLM machine while printing.
As the most mature variety of metal 3D printing, SLM is often considered the standard that other technologies are evaluated against. SLM printed parts are great for precise, geometrically complex parts that would not be otherwise machinable. They fit into a wide variety of applications: from dental/healthcare to aerospace. Build volumes range from very small (100mm cube) to large (800mm x 500mm x 400mm) and print speed is moderate.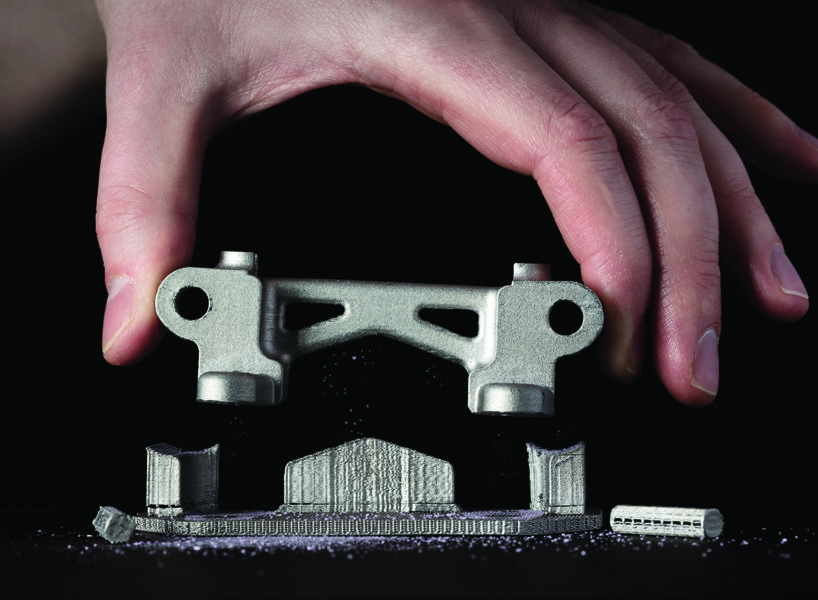 Precision of these machines is determined by laser beam width and layer height. Most materials available to be 3D printed today can be used on an SLM machine.
Precision of these machines is determined by laser beam width and layer height. Most materials available to be 3D printed today can be used on an SLM machine.
While these machines are groundbreaking, a wide variety of facility and post processing requirements limit these machines to industrial users. SLM machines require trained professionals to operate them. Because of its intricate process, many parts need to be printed and tweaked a few times to yield results. After printing, most parts require significant post processing and heat treatment. In addition, the metal powder that these machines use is both extremely dangerous and expensive to handle: most fully baked SLM machines cost upwards of 1M dollars to implement and a dedicated technician to run.
Electron Beam Melting (EBM)
EBM machines use an electron beam instead of a laser to fabricate parts. GE Additive is the only company producing EBM machines. The electron beam yields a less precise part than SLM, but the process as a whole is faster for larger parts. These machines have almost all of the same constraints, costs, and issues as SLM machines, but are used more heavily in aerospace and medical applications than anywhere else. Similarly to SLM, EBM machines cost upwards of 1M to set up and require a dedicated technician to run.
These machines have almost all of the same constraints, costs, and issues as SLM machines, but are used more heavily in aerospace and medical applications than anywhere else. Similarly to SLM, EBM machines cost upwards of 1M to set up and require a dedicated technician to run.
Direct Energy Deposition
Direct energy deposition uses metal feedstock and a laser to fabricate parts. Unlike powder bed fusion, the stock (which can be powder or wire) and the laser both sit on a single print head that dispenses and fuses material simultaneously. The resultant parts are very similar to Powder Bed Fusion, with a few key differences and opportunities.
Powder DED
Also known as: Laser Material Deposition (LMD), Blown Powder
The sibling of Selective Laser Melting, Direct Energy deposition also uses a laser and metal powder to fabricate metal parts. Instead of spreading powder on a bed and melting it with a laser, DED machines precisely blow powder out of a print head onto a part, using an on-head laser to fuse it to the part in construction.
A BeAM DED 3D printer depositing and melting metal powder with a dual purpose print head.
As both machines use metal powder and a laser, parts printed with DED are very similar to those printed by SLM with one key exception: DED machines can utilize their unique powder distribution system to “heal” non printed parts that have deficiencies. Their available materials, post processing and powder management requirements are analogous to SLM, and machines also cost in the 1M dollar range.
Wire DED
Also known as: Electron Beam Additive Manufacturing, or EBAM
Wire DED machines use a laser to melt feedstock in a very similar manner to their powder DED relatives -- however, their feedstock is metal wire instead of blown powder. It’s a niche technology used with larger build volumes (as large as 5m x 1m x 1m) and faster print times at the expense of precision and quality. As a result, Wire DED parts are designed to be significantly larger and less precise than powder bed machines. These machines cost several million dollars per unit and are extremely uncommon in the space.
These machines cost several million dollars per unit and are extremely uncommon in the space.
Binder Jetting
Binder Jetting is a large scale, high fidelity method of metal 3D printing that may replace SLM as the premier loose powder based method of 3D printing. The field has exploded from a single manufacturer to a variety of companies (including AM industry leaders) in the last two years. Due to its speed and scalability, it may be the technology that propels metal additive manufacturing capabilities into production volumes.
The technology behind metal binder jetting reflects what a conventional (2D) printer uses to quickly jet ink onto paper. First, a binder jetting machine evenly distributes metal powder over its print bed, forming an unbound layer. Then, a jetting head much like one in a 2D printer distributes binding polymer in the shape of the part cross section, loosely adhering the powder. The process repeats until the machine yields a finished build of completed parts.
A Digital Metal binder jetting machine, capable of producing fine detail.
Parts printed on Binder Jetting machines require a post processing step called “sintering” to become fully metallic. In this process, the printed part is heated in an oven to just below its melting temperature. The binding material burns away and the metal powder unites into a full metal part. This process can be done in batches, meaning that it doesn’t significantly affect throughput.
Vacuum furnaces are usually massive, industrial grade machines.
Binder Jetting holds two main advantages over Selective Laser Melting. First, machines CAN print much faster by using multiple heads to jet in several places simultaneously. Second, the machine can make tens or even hundreds of the same part in one build. These parts can be sintered in a large furnace to achieve a manageable batch production infrastructure. As a result Binder Jetting is significantly faster on a per part basis than any other type of metal printing. With this speed (and powder management requirements) comes massive costs -- currently, the only machines in this space cost well over a million dollars.
With this speed (and powder management requirements) comes massive costs -- currently, the only machines in this space cost well over a million dollars.
Bound Powder Extrusion
Also known as: Atomic Diffusion Additive Manufacturing, Bound Powder Deposition
Bound Powder Extrusion (BPE) is an exciting newcomer to the metal additive manufacturing space. Unlike almost every other major 3D printing process, BPE machines do not use loose metal powder. Instead, the powder is bound together in waxy polymers in the same way that metal injection molding stock is created. The result is a material that’s much safer and easier to use than loose powder: bound powder extrusion material can be handled by hand and does not require the safety measures that loose powder machines do. BPE filament is extruded out of a nozzle in a manner very similar to standard FFF 3D printing, yielding a “green” part that contains metal powder evenly distributed in waxy polymer. After printing, BPE has two post processing steps: first, the polymer is mostly dissolved in a “wash” machine; second the washed part is sintered in an oven (similar to binder jetting).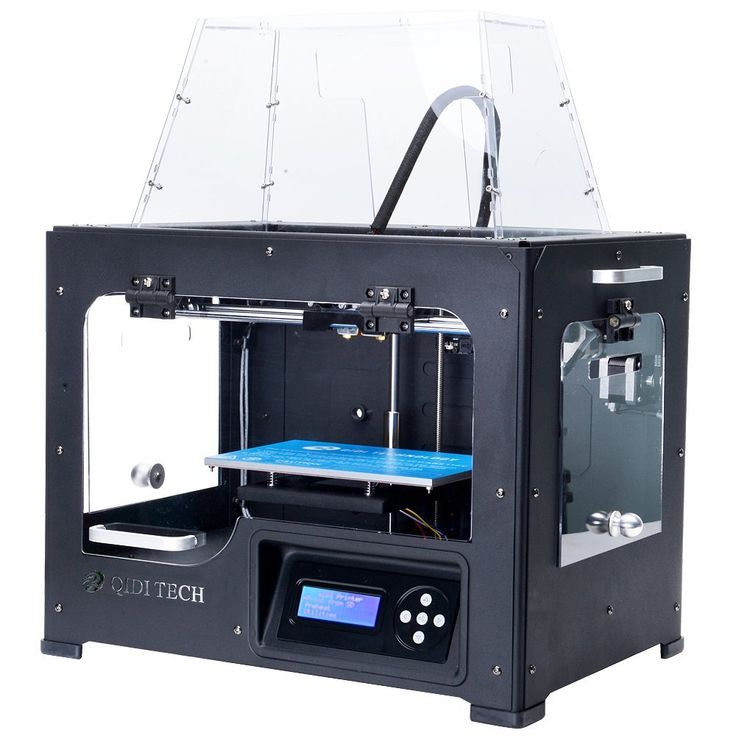 During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
The Metal X printing system contains a metal 3D printer, part washing station, and sintering furnace.
As a filament based printing process, the part constraints of BPE parts closely mirror those of conventional FFF plastic printing: it works well for almost all part geometries, and can print with open cell infill. Parts printed on BPE systems still often require post-processing -- heat treatment for parts that need advanced properties (though this is required for every metal), and post machining/polishing for enhanced surface finishes -- but there’s no powder management and reduced facility requirements. BPE machines leverage a simpler process to be much more affordable than all other major types of metal 3D printing, with machines costing between $120,000 and $200,000. The Markforged Metal X uses this process -- to learn more about this process, check out this article on the Metal X process.
Metal 3D Printing: An Overview of the Most Common Types
Metal 3D printing is considered the apex of all 3D printing. When it comes to strength and durability, there’s nothing quite like metal. The first patent for metal 3D printing was DMLS (direct metal laser sintering) and it was filed in the 1990s by the German company EOS. Ever since then, engineers have come up with other methods for printing with metal, some of which are entirely unique and some that are just different enough from DMLS to be awarded their own patents. It can be tricky telling them apart, so we’re here to help!
Every metal 3D printer will generally fall into one of these four categories (with a few exceptions that will be covered at the end): powder bed fusion, binder jetting, direct energy deposition, and material extrusion.
Metal Powder Bed Fusion
This category includes DMLS (direct metal laser sintering), SLM (selective laser melting), and EBM (electron beam melting) machines.
Metal parts produced using PBF melting technology are free from residual stresses and internal imperfections, making them ideal for demanding applications found in the aerospace and automotive industries.
The history and categorization of PBF metal 3D printers get a bit messy and it mostly relates to the difference between sintering and melting.
Here’s where it gets tricky: most of the companies that claim to be using DMLS are technically using melting technology.
Difference Between Metal Sintering and Melting
Sintering uses a combination of heat and pressure to make particles stick together. Melting uses high enough temperatures to cause the particles to fully melt and join together. Sintered parts have high porosity and require heat treatments to be strengthened, though they’ll never be as strong as forged metal parts; melted parts are nearly fully solid and don’t require heat treatments. In the image below you can see the difference between a sintered and melted part. The particles of the sintered part are simply touching real well but there are large gaps between them throughout the body. In contrary to the melted image on the right. The particles seen are melted and the body is a far more cohesive solid mass with no visible voids.
The particles of the sintered part are simply touching real well but there are large gaps between them throughout the body. In contrary to the melted image on the right. The particles seen are melted and the body is a far more cohesive solid mass with no visible voids.
When EOS came up with the term DMLS, they were actually sintering and using the heat treatments afterward, but since then they’ve started using stronger lasers that do fully melt. They just hung on to DMLS term, likely because it was already popular and users don’t like having to remember a dozen different acronyms.
With all that in mind, understand that we sorted the companies based on the terminology used on their websites.
So, long story short, while SLM and DMLS are technically different and the industry uses both terms, nowadays most metal 3D printing companies use a form of melting instead of sintering.
EBM uses a high-power electron beam, rather than a laser, to melt the metal powder; electron beams produce more energy and higher temperatures than lasers so they can handle (and are limited to) high-temp superalloys.
Several industries rely on parts created on metal powder bed fusion 3D printers. Medical professionals and surgeons use these 3D printed metals for biocompatible implants, aerospace engineers use them to reduce the weight of aircraft, and industrial manufacturers use them for custom tooling equipment.
Metal PBF Pros
- Nearly any geometry can be fabricated with high precision
- Wide range of metals, including the lightest titanium alloys and the strongest nickel superalloys that are difficult to process with traditional manufacturing technologies
- Mechanical properties are as good as (and sometimes better than) forged metals
- Can be machined, coated, and treated like traditionally-fabricated metal parts
Metal PBF Cons
- High cost of materials, machinery, and operation
- Parts must be attached to the build plate with support structures (to prevent warping) that produce waste and require manual post-processing to remove
- Limited build sizes (though they’re getting steadily larger)
- Handling of metal powders can be dangerous and requires strict process controls
Metal Binder Jetting
Binder jetting, like laser sintering, can handle more than metal materials.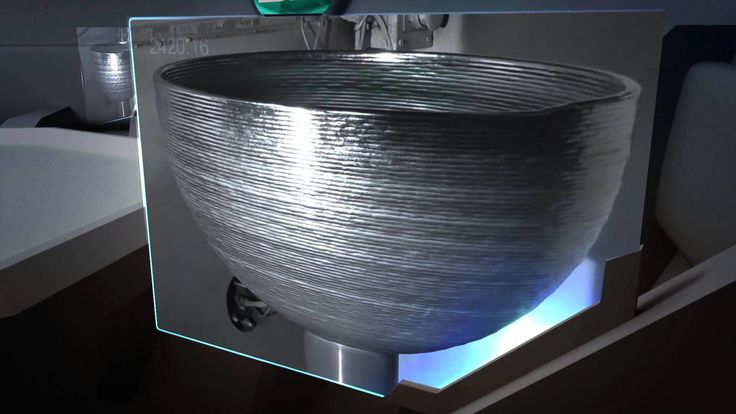 Sand, ceramic, and full-color objects are also possible with the technology. Because metal binder jetting machines operate at room temperature, warping does not occur and supports are not necessary. As such, binder jetting machines can be much larger than powder bed fusion machines and objects can be stacked to use the entirety of the build chamber, so it’s a popular choice for small batch production runs and on-demand replacement parts.
Sand, ceramic, and full-color objects are also possible with the technology. Because metal binder jetting machines operate at room temperature, warping does not occur and supports are not necessary. As such, binder jetting machines can be much larger than powder bed fusion machines and objects can be stacked to use the entirety of the build chamber, so it’s a popular choice for small batch production runs and on-demand replacement parts.
Metal Binder Jetting Pros
- Large build volume
- Parts don’t need to be attached to a build plate so they can be nested to make use of all available build volume
- Fewer restrictions on geometry because supports generally aren’t needed
- Larger parts are possible because warping doesn’t occur
- Very fast printing
- Lower cost than powder bed fusion metal printing
Metal Binder Jetting Cons
- Parts must go through a time-consuming debinding and furnace sintering process after printing
- High cost of machines and materials
- Higher porosity than powder bed fusion so mechanical properties are not as good
- Small material selection
Direct Energy Deposition
DED 3D printing systems are also known as LENS (laser engineered net shaping) and DMD (direct metal deposition) machines. They can work with metal wire or metal powder and melting can be achieved with a plasma arc, laser, or electron beam. It’s very similar to welding so one of its primary applications is repairing and adding features to existing metal parts.
DED Pros
- Metal wire is the most affordable form of metal 3D printing material
- Some machines can work with two different metal powders to create alloys and material gradients
- 5- and 6-axis motion enables the production of overhangs without the use of support materials
- It’s possible to repair broken metal parts and add new components to objects
- Large build volume
- Efficient material usage
- Parts have high density and good mechanical properties
- Fast printing
DED Cons
- Printed parts have poor surface quality so machining and finishing is usually necessary
- Small details are difficult or impossible to achieve
- High cost of machinery and operation
Metal Material Extrusion
This technology was specifically created to make metal 3D printing cheaper and more accessible and it’s done just that.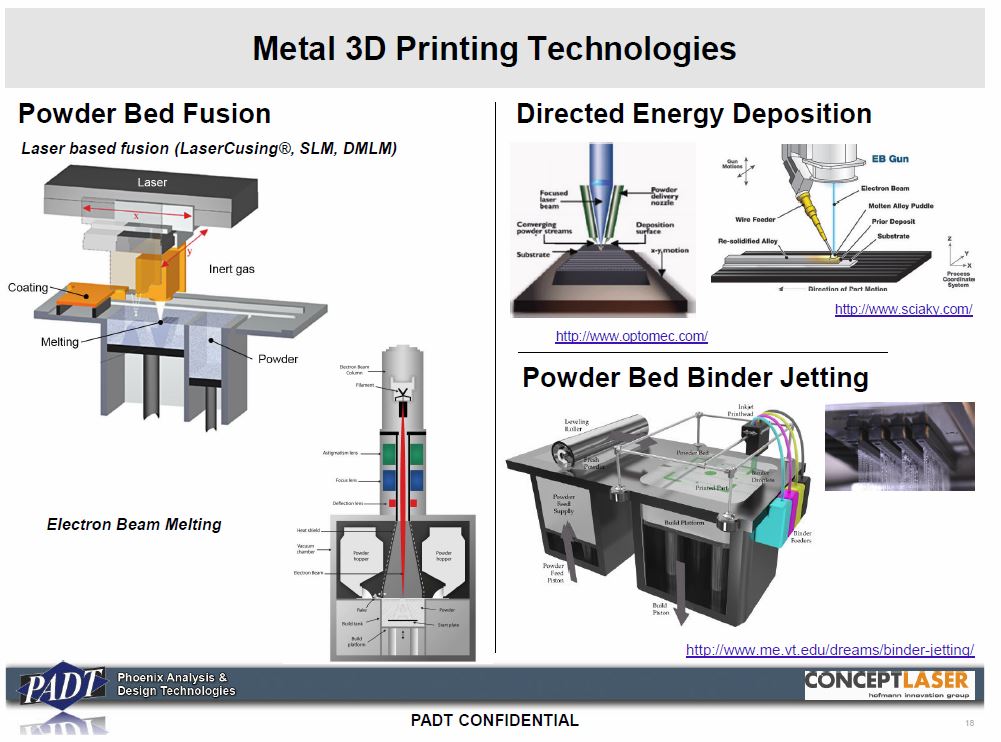 Small and medium businesses have rapidly adopted material extrusion with metal, largely because it’s so affordable. Design studios, machine shops, and small manufacturers use metal material extrusion machines to iterate designs, create jigs and fixtures, and complete small production runs. The latest development in this space is metal filaments that will work in most desktop FDM 3D printers, making metal 3D printing accessible to nearly everyone.
Small and medium businesses have rapidly adopted material extrusion with metal, largely because it’s so affordable. Design studios, machine shops, and small manufacturers use metal material extrusion machines to iterate designs, create jigs and fixtures, and complete small production runs. The latest development in this space is metal filaments that will work in most desktop FDM 3D printers, making metal 3D printing accessible to nearly everyone.
This is how material extrusion with metal works:
1) Either polymer filament or rods impregnated with small metallic particles are 3D printed layer-by-layer in the shape of your design.
2) The 3D printed part is then washed to remove some of the binder.
3) The part is then put in a sintering furnace which fuses the metallic particles into solid metal.
Now the final parts are ready for use. It can be processed and treated just like any other metal part. The image below shows a replica of Vortic Watch Co.’s watch case printed in 17-4PH Stainless Steel on Desktop Metal Studio (left) and MarkForged Metal X (right) material extrusion systems.
Metal Extrusion Pros
- Most affordable method of 3D printing metals
- Functional prototypes are possible
- Easy and safe to operate
Metal Extrusion Cons
- Parts must go through the same debinding and sintering process as binder jetting parts
- More restrictions on geometry and supports are necessary to prevent warping
- Parts have high porosity and don’t achieve the same mechanical properties of forged metals
- Parts are not as dense as you would achieve with PBF or DED
- Less accurate due to shrinkage in furnace
Other Metal Printing Types
Joule Printing
Joule Printing from Digital Alloys looks a lot like DED but the metal wire is melted by running a current through it rather than heating it with an arc or beam. This enables much faster printing as the company has demonstrated printing up to 2kg of titanium per hour.
Liquid Metal Additive Manufacturing
Vader Systems created Liquid Metal Additive Manufacturing where 1,200°C liquid metal droplets are deposited in a manner much like an inkjet printer.
Electrochemical Deposition
Exaddon has a nano-scale metal 3D printer called CERES that can make metal objects smaller than the width of a human hair using electrochemical deposition.
DLP metal printing
ADMATEC and Prodways are examples of companies that offer metal DLP printing technologies. Similar to metal material extrusion, metal powder is mixed in with the photopolymer resin. 3D Printed parts will have to go through the same debinding and sintering process, just like the metal material extrusion method.
Cold Spray Metal Printing
Cold Spray Metal Printing was originally used by NASA to build metal objects in space. Key feature is that it’s the fastest method of metal 3D printing in the world (think of 6kg of aluminum or copper per hour) downside is that it’s not that accurate.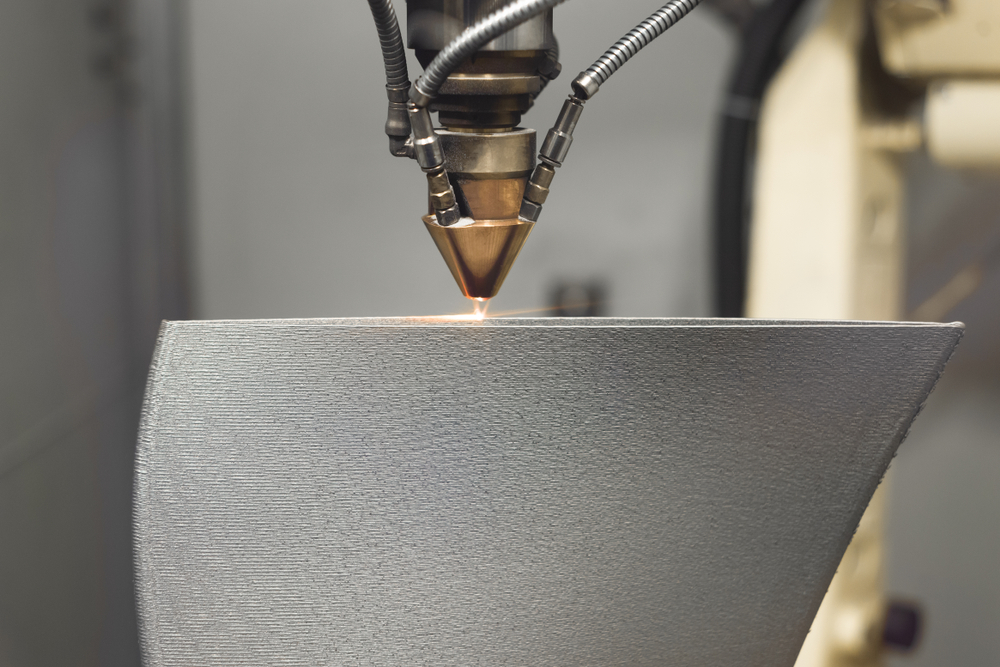 Australian companies Titomic and SPEE3D are frontrunners in this technology.
Australian companies Titomic and SPEE3D are frontrunners in this technology.
Ultrasonic Consolidation
Ultrasonic Consolidation or Ultrasonic Additive Manufacturing (UAM) 3D printers bond thin layers of metal foil together using sound, machining away the excess for each layer before bonding the next layer of foil, so it’s a combination of additive and subtractive manufacturing. Fabrisonic’s line of SonicLayer 3D printers use this technology.
LENS
LENS is a laser-based method which necessitates a very controlled environment. The process requires a hermetically sealed chamber, typically purged of oxygen with the use of Argon. This keeps levels of oxidation as low as humanly possible.
LENS lasers can range from 500W to 4kW. The process has been used to process titanium, stainless steel and Inconel. Despite the difficulties of maintaining the oxygen free chamber, LENS allows users a degree of accuracy and control that few additive manufacturing methods are able to.
Electron Beam Freeform Fabrication
Originally developed by NASA a decade ago, EBF3 is a method primarily used in the aerospace industry. This method can craft surprisingly complex geometric shapes with no material waste whatsoever and has the ability to create lightweight shapes boosting fuel conservation.
Laser Metal Deposition
LMD is in many ways similar to melting technologies. The technology deposits powders and uses lasers to heat them into shape onto a platform. The core difference appear upon closer inspection. For example, this method utilizes a constant powder stream being melted. It uses twin streams of powders and another pair of shaping gas streams in the procedure. It is useful for strengthening, repair, regeneration or direct manufacturing.
Metal 3D printing has come a long way in the last few years and it continues to get bigger (and smaller), faster, more precise, cheaper, and easier to use. Curious about how 3D printing can benefit your business? Look no further than our own additive manufacturing consultancy or 3D printing service.
How metal 3D printers work. Overview of SLM and DMLS technologies. additive manufacturing. 3D metal printing.
Metal 3D printing. Additive technologies.
SLM or DMLS: what's the difference?
Hello everyone, Friends! 3DTool is with you!
BLT metal 3D printer catalog
Selective laser melting ( SLM ) and direct metal laser sintering ( DMLS ) are two additive manufacturing processes that belong to the family of 3D printing using the powder layer method. The two technologies have much in common: they both use a laser to selectively melt (or melt) metal powder particles, bonding them together and creating a pattern layer by layer. In addition, the materials used in both processes are metals in granular form.
The differences between SLM and DMLS come down to the basics of the particle bonding process: SLM uses metal powders with a single melting point and completely melts the particles, while in DMLS the powder consists of materials with variable melting points.
Specifically:
SLM produces single metal parts while DMLS produces metal alloy parts.
Both SLM and DMLS technologies are used in industry to create final engineering products. In this article, we will use the term "metal 3D printing" to summarize the 2 technologies. We will also describe the main mechanisms of the manufacturing process that are necessary for engineers to understand the advantages and disadvantages of these technologies.
There are other manufacturing processes for producing dense metal parts, such as electron beam melting (EBM) and ultrasonic additive manufacturing (UAM). Their availability and distribution is rather limited, so they will not be presented in this article.
How 3D printing with SLM or DMLS metal works.

How does metal 3D printing work? The basic manufacturing process for SLM and DMLS is very similar.
1. The printing chamber is first filled with an inert gas (such as argon) to minimize the oxidation of the metal powder. It then heats up to the optimum operating temperature.
2. A layer of powder is spread over the platform, a powerful laser makes passes along a predetermined path in the program, fusing the metal particles together and creating the next layer.
3. When the sintering process is completed, the platform moves down 1 layer. Next, another thin layer of metal powder is applied. The process is repeated until the entire model is printed.
When the printing process is completed, the metal powder already has strong bonds in the structure. Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures.
Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures.
When the 3D printer's chamber cools down to room temperature, excess powder is removed manually, such as with a brush. The parts are then typically heat treated while they are still attached to the platform. This is done to relieve any residual stresses. They can then be further processed. The removal of the part from the platform occurs by means of sawing.
Scheme of operation of a 3D printer for metal.
In SLM and DMLS, almost all process parameters are set by the manufacturer. The layer height used in metal 3D printing varies from 20 to 50 microns and depends on the properties of the metal powder (fluidity, particle size distribution, shape, etc. ).
).
The basic size of the print area on metal 3D printers is 200 x 150 x 150 mm, but there are also larger sizes of the working area. Printing accuracy is from 50 - 100 microns. As of 2020, metal 3D printers start at $150,000. For example, our company offers 3D metal printers from BLT.
metal 3D printers can be used for small batch production, but the 3D printing capabilities of such systems are more like those of mass production on FDM or SLA machines.
The metal powder in SLM and DMLS is recyclable: typically less than 5% is consumed. After each impression, the unused powder is collected and sieved, and then topped up with fresh material to the level required for the next production.
Waste in metal printing, are supports (support structures, without which it will not be possible to achieve a successful result). With too much support on the manufactured parts, the cost of the entire production will increase accordingly.
Adhesion between coats.
3D metal printing on BLT 3D printers
SLM and DMLS metal parts have almost isotropic mechanical and thermal properties. They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
Metal printed parts have higher strength and hardness and are often more flexible than traditionally made parts. However, such metal becomes “tired” faster.
3D model support structure and part orientation on the work platform.
Support structures are always required when printing with metal, due to the very high processing temperatures. They are usually built using a lattice pattern.
Supports in metal 3D printing perform 3 functions:
• They form the basis for creating the first layer of the part.
• They secure the part to the platform and prevent it from deforming.
• They act as a heat sink, removing heat from the model.
Parts are often oriented at an angle. However, this will increase the amount of support required, the printing time, and ultimately the overall cost.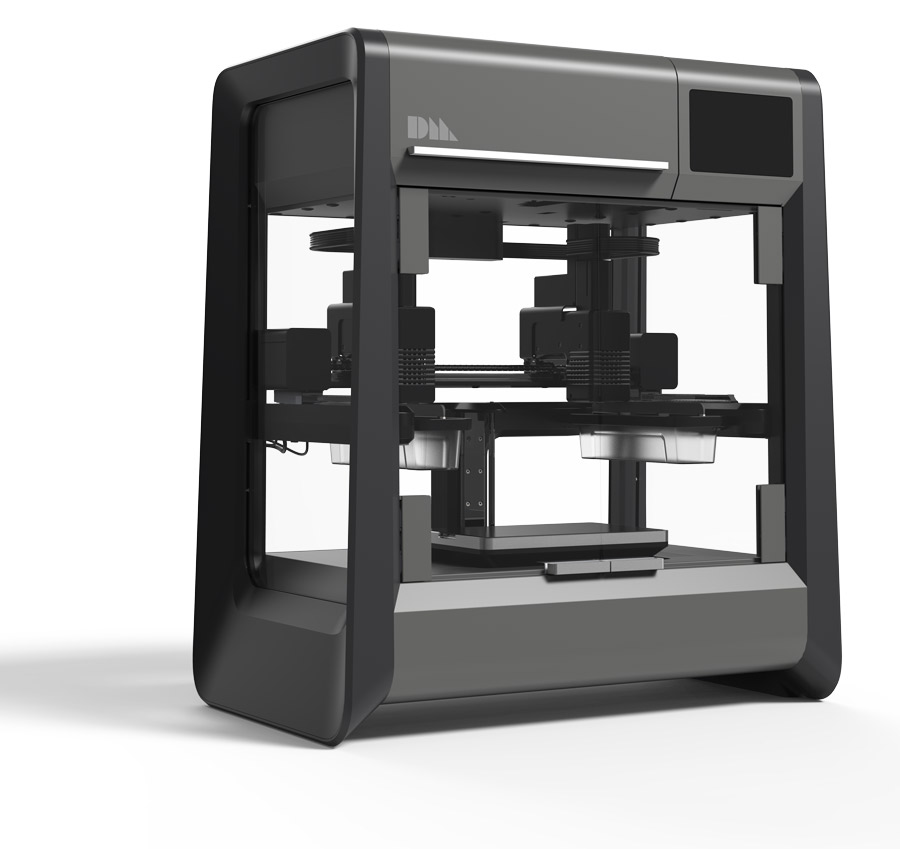
Deformation can also be minimized with laser sintering templates. This strategy prevents the accumulation of residual stresses in any particular direction and adds a characteristic surface texture to the part.
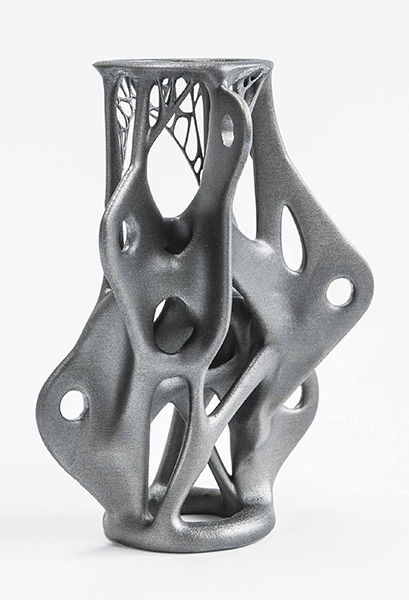
Since the cost of metal printing is very high, software simulations are often used to predict how a part will behave during processing. These topology optimization algorithms are otherwise used not only to increase mechanical performance and create lightweight parts, but also to minimize the need for supports and the likelihood of part distortion.
Hollow sections and lightweight structures.
An example of printing on a BLT 3D printer
Unlike polymer powder melt processes such as SLS, large hollow sections are not typically used in metal printing as the support would be very difficult to remove, if at all possible.
For internal channels larger than Ø 8 mm, it is recommended to use diamond or teardrop cross-sections instead of round ones, as they do not require support. More detailed recommendations on the design of SLM and DMLS can be found in other articles on this topic.
As an alternative to hollow sections, parts can be made with sheath and cores, which in turn are machined using different laser power and pass speeds, resulting in different material properties. The use of sheath and cores is very useful when making parts with a large solid section, as it greatly reduces printing time and reduces the chance of warping.
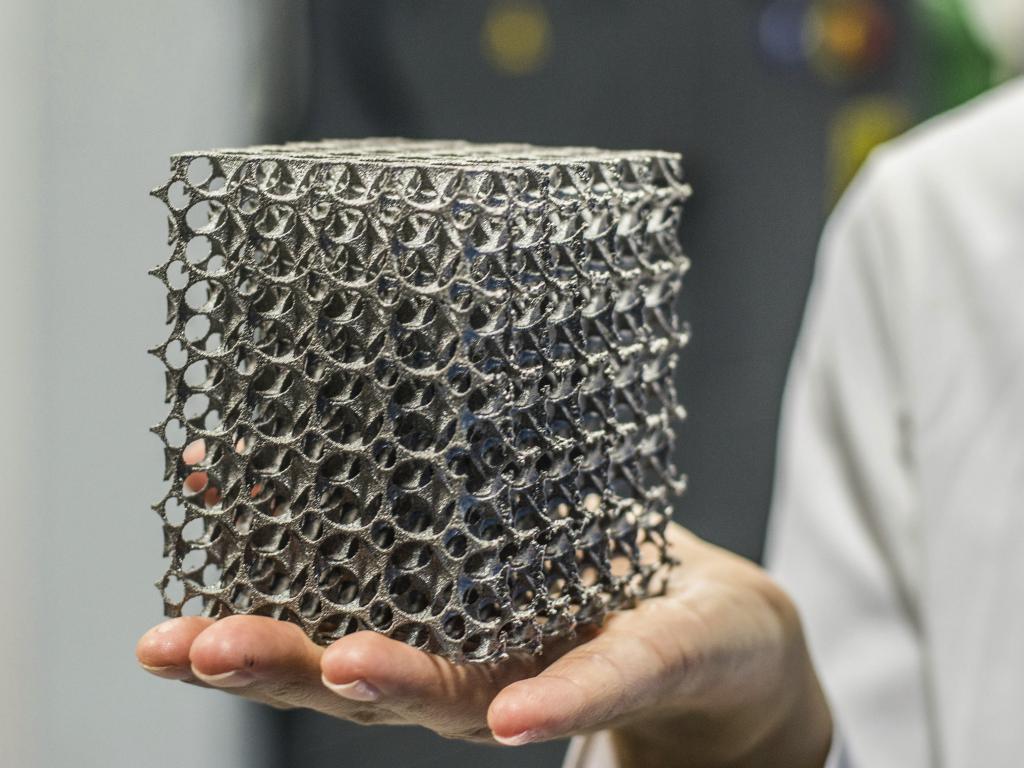
The use of a lattice structure is a common strategy in metal 3D printing to reduce part weight. Topology optimization algorithms can also help design organic lightweight shapes.
Consumables for 3D metal printing.
SLM and DMLS technologies can produce parts from a wide range of metals and metal alloys, including aluminum, stainless steel, titanium, cobalt, chromium and inconel.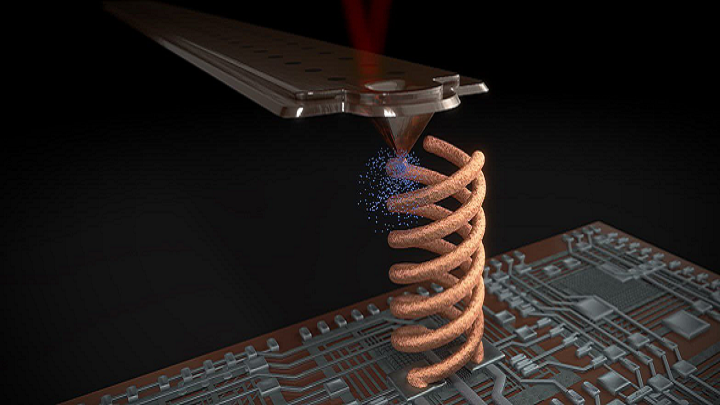 These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making.
These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making.
The cost of metal powder is very high. For example, a kilogram of 316 stainless steel powder costs approximately $350-$450. For this reason, minimizing part volume and the need for supports is key to maintaining optimal manufacturing cost.
The main advantage of metal 3D printing is its compatibility with high-strength materials such as nickel or cobalt-chromium superalloys, which are very difficult to machine with traditional methods. Significant cost and time savings can be achieved by using metal 3D printing to create a near-clean shape part. Subsequently, such a part can be processed to a very high surface quality.
Metal post-processing.
Various post methods. treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
Mandatory post-processing steps include the removal of loose powder and support structures, while heat treatment (heat annealing) is typically used to relieve residual stresses and improve the mechanical properties of the part.
CNC machining can be used for critical features (such as holes or threads). Sandblasting, plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part.
Advantages and disadvantages of metal 3D printing.
Pros:
1. Metal 3D printing can be used to make complex custom parts, with geometries that traditional manufacturing methods cannot provide.
2. Metal 3D printed parts can be optimized to increase their performance with minimal weight.
3. Metal 3D printed parts have excellent physical properties, metal 3D printers can print a wide range of metals and alloys. Includes difficult-to-machine materials and metal superalloys.
Includes difficult-to-machine materials and metal superalloys.
Cons:
1. Manufacturing costs associated with metal 3D printing are high. The cost of consumables is from $ 500 per 1 kg.
2. The size of the working area in metal 3D printers is limited.
Conclusions.
• Metal 3D printing is most suitable for complex, one-piece parts that are difficult or very expensive to manufacture using traditional methods, such as CNC.
• Reducing the need for building supports, will significantly reduce the cost of printing with metal.
• 3D printed metal parts have excellent mechanical properties and can be made from a wide range of engineering materials, including superalloys.
And that's all we have! We hope the article was useful to you.
Catalog of 3D printers for metal BLT
You can purchase metal 3d printers, as well as any other 3d printers and CNC machines, by contacting us:
• By email: Sales@3dtool. ru
ru
• By phone: 8(800)775-86-69
• Or on our website: http://3dtool.ru
Also, don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
Precise 3D metal printing on order in Sprint 3D
Metal 3D printing - additive manufacturing of metal products, which is rightfully one of the most promising and rapidly developing areas in 3D printing as such. The technology itself originates from the conventional sintering of materials used in powder metallurgy. But now it has become more perfect, accurate and fast. And today SPRINT3D offers you metal printing on 3 D printer on really favorable terms. But first, a little information about the production process itself and its capabilities.
Selective Laser Fusion Technology
SLM or Selective Fusion Technology is a type of direct metal printing that achieves a density of 99. 5%. The difference is especially noticeable when compared with models obtained by conventional casting. This indicator is achieved due to the introduction of the latest technologies in the hardware part:
5%. The difference is especially noticeable when compared with models obtained by conventional casting. This indicator is achieved due to the introduction of the latest technologies in the hardware part:
- The use of special rollers for compacting powders and, as a result, the possibility of using powders with a particle size of 5 µm.
- Bulk density increase to help compact end products.
- Creates a rarefied atmosphere of inert gases, which ensures maximum purity of the material, no oxidation, and eliminates the risk of introducing third-party chemical compounds into the composition.
But most importantly, the modern 3 D Metal Printer makes it easy to customize the configuration for printing with a specific metal powder. Thus, even with inexpensive material, you can get a first-class result. But only if you use high-quality modern equipment. And here we are ready to surprise you too!
Metal 3D printing B SPRINT 3D
3D printing with own 3D printers
The largest working area is 280x280x350 mm
layer thickness up to 15 microns3D with various types of metals
Delivery throughout Russia and CIS countries
installation for 3 9020 which we use
Production quality is a key requirement that we set ourselves. Therefore, in our work we use only professional equipment with wide possibilities for metal printing. Let's take a closer look at each of the production units.
Therefore, in our work we use only professional equipment with wide possibilities for metal printing. Let's take a closer look at each of the production units.
Production unit SLM 280HL
SLM 280HL is a development of the German company SLM Solutions GmbH, which uses the technology of layer-by-layer laser melting of powder metal materials. The installation is equipped with a large working chamber and allows you to create 3D objects with dimensions of 280x280x350 mm. Among the main advantages of printing with this installation are:
- Small minimum thickness of the applied layer - 20 microns.
- Filling the working chamber with an inert gas, which allows you to work with various reactive metals.
- Print speed up to 35 cm/hour.
- Building layer thickness – 30 and 50 µm.
- Power - 400 W.
A special highlight is the patented powder feed system, which delivers significantly faster print speeds than most production machines in the same price range. We use the following materials in production:
We use the following materials in production:
- Stainless steel (domestic 07X18H12M2 (Polema), 12X18H10T and imported 316L).
- Tool steel (imported 1.2709).
- Heat-resistant alloys 08KhN53BMTYu (similar to Inconel 718, produced by Polem) and EP 741 (produced by VILS).
- Cobalt Chrome (COCR)
The SLM 280HL 3D printer can be used to create all kinds of metal components, prototypes and end products. If necessary, we can provide small-scale production.
ProX 100 production unit
ProX 100 is a compact unit for 3 D metal printing, developed by the American company 3D Systems. It uses direct laser sintering technology, which ensures high speed and precision of production. Among the main characteristics it is worth highlighting:
- The size of the working chamber is 100x100x80 mm.
- Building layer thickness – 20 and 30 µm.
- Power - 50 W.

ProX 100 allows you to create prototypes that can not be developed by standard methods, provides short lead times, guarantees the absence of material porosity and high part density. In addition, we note the standardized quality of all products, regardless of their structure. At the moment, the model is actively used in dentistry when creating high-precision prostheses, but it has found wide application in other industries:
- Manufacture of engines and their individual parts.
- Development of medical equipment.
- Printing jewelry and even contemporary art.
In printing, we use an alloy of cobalt-chromium KX28M6 (manufactured by Polem), originally developed for additive technologies when creating endoprostheses.
Metal 3D printing - current application
Many experts argue that 3D printing as such has not yet fully revealed its potential. For example, Elon Musk plans to use technology in the colonization of Mars to build administrative and residential buildings, equipment and technology right on the spot. And this is quite real, because 3D metal printing technology is already actively used in various industries:
And this is quite real, because 3D metal printing technology is already actively used in various industries:
- The high precision of production and relatively affordable price have made 3D printing very relevant in this industry.
- In the jewelry industry: many of the jewelry companies use 3D printing technology to make molds and stencils, as well as directly create jewelry products. For example, printing with titanium allows you to create products that previously seemed impossible.
- In the automotive and even aerospace industries: BMW, Audi, FCA and other companies have been using 3 D metal printing for years in prototyping and are seriously considering its use in mass production. And the Italian company Ge-AvioAero is already printing components for LEAP jet engines on 3D printers.
And this is only a small part of what can be created on modern equipment. Almost all metal products that you need can be created using metal 3D printing technology.