Directed energy deposition 3d printer
The Complete Guide to Directed Energy Deposition (DED) in 3D Printing
3D printing news News The Complete Guide to Directed Energy Deposition (DED) in 3D Printing
Published on September 10, 2019 by Carlota V.
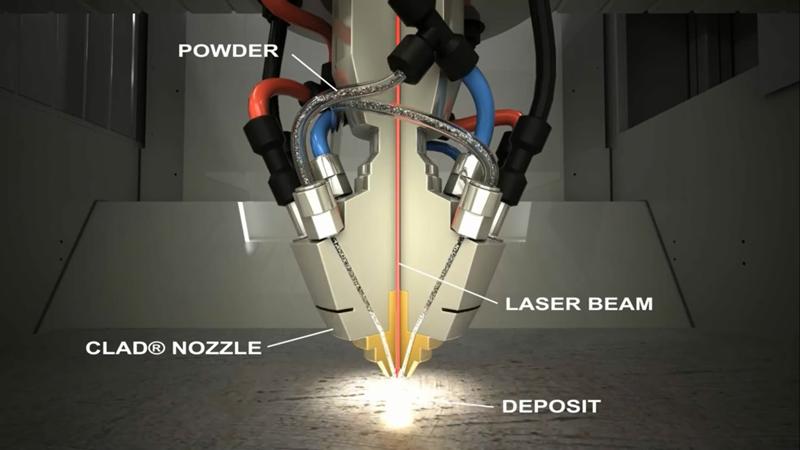
Directed Energy Deposition (DED) is a more complex 3D printing process, typically used to repair or add additional material to existing components. It is completely possible to fabricate parts from scratch using this technology, but it is often used for industrial applications such as repairing turbine blades or propellers that have been damaged.
Similarly to some Powder Bed Fusion (PBF) technologies (such as LPBF or EBM), Directed Energy Deposition uses a focused energy source, such as a laser or electron beam to melt the material. However, the material is melted at the same time as it’s deposited by a nozzle. In a way, the technology is at the frontier of material extrusion and powder bed fusion.
You should note that this technology is often referred to by other names such as Laser Engineered Net Shaping (LENS), Direct Metal Deposition (DMD), Electron Beam Additive Manufacturing (EBAM), etc. depending on the specific application or method.
Image via BeAM
How does Directed Energy Deposition technology work?As with any 3D printing technique, the design of a part begins with the creation of the 3D model using CAD software. The part is then cut into a multitude of layers by slicer software, representing the various layers of material needed to form the piece.
The technique works by depositing material onto a base or component that is being repaired through a nozzle mounted on a multi (usually 4 or 5) axis arm. The metal material that is fed to the nozzle is either provided in powder or wire form. As it is being deposited, a heat source melts the material simultaneously, usually using a laser, electron beam or plasma arc. This procedure is done repeatedly, until the layers have solidified and created or repaired an object.
The DED additive manufacturing process, in this case using an electron beam | Figure from Dassault Systèmes
In the case of electron beam-based systems, the process must be performed in a vacuum to prevent the electrons interacting with or being deflected by air molecules. Laser-based systems require a fully inert chamber if working with reactive metals, requiring a significant amount of gas and time to achieve the desired oxygen levels. Alternatively, it is possible to use a shroud of shielding gas, which is sufficient to protect the metal being deposited from contamination.
Laser-based systems require a fully inert chamber if working with reactive metals, requiring a significant amount of gas and time to achieve the desired oxygen levels. Alternatively, it is possible to use a shroud of shielding gas, which is sufficient to protect the metal being deposited from contamination.
It is true that this process is typically used with metals, in the form of either powder or a wire. However, it is possible to use DED with polymers and ceramics too. For example, AREVO uses Polymer DED with a filament of carbon fiber to fabricate lightweight composite parts for end use applications. The thermoplastic filament is melted by a heat source and compacted by a roller to generate the layers of the object.
For metals, almost any metal that is weldable can be 3D printed with DED. That includes titanium and titanium alloys, inconel, tantalum, tungsten, niobium, stainless steel, aluminium, etc. The wire used typically ranges from 1-3 mm in diameter and powder particle sizes are similar to those used in powder metallurgy processes, between 50 and 150 microns.
As previously mentioned, one of the unique applications of this technology is that it is possible to repair metal parts that have been damaged. According to ASTM International: “DED has the ability to produce relatively large parts (build volume > 1000 mm³) requiring minimal tooling and relatively little secondary processing. In addition, DED processes can be used to produce components with composition gradients, or hybrid structures consisting of multiple materials having different compositions and structures.”
Metal powder | Image via Trumpf
Main Market Players
Today, the market counts quite a few manufacturers of DED 3D printers. BeAM is one of the main players in this field, they offer three solutions the Magic 80, and the Modulo 250 and 450, all using lasers as a heat source. Other manufacturers that create laser DED machines include Trumpf, Optomec, FormAlloy, DMG Mori, InssTek, Relativity, etc.
In terms of electron-beam DED systems, EBAM is a technology commercialised by Sciaky Inc. , they offer as many as 5 different machines and also the possibility to create your custom system. Another manufacturer is Evobeam GmbH. Finally, plasma arc DED 3D printers manufacturers include Norsk Titanium, WAAM, GEFERTEC, Prodways and Lincoln Electric.
, they offer as many as 5 different machines and also the possibility to create your custom system. Another manufacturer is Evobeam GmbH. Finally, plasma arc DED 3D printers manufacturers include Norsk Titanium, WAAM, GEFERTEC, Prodways and Lincoln Electric.
Was this guide on Directed Energy Deposition helpful? Let us know in a comment below or on our Facebook and Twitter pages! Sign up for our free weekly Newsletter, all the latest news in 3D printing straight to your inbox!
What is Directed Energy Deposition (DED) 3D Printing?
Directed Energy Deposition (DED) is a metal additive manufacturing process where an energy source – usually an Electron Beam, Laser or Arc (PAW, GTAW, TIG) – is directed toward a plate or other substrate material where it impinges with wire or powder feedstock material and melts, leaving deposited material on the substrate.
The directed material flow and energy source generally move together, creating layer upon layer of metal with finite width and thickness.
In general, customers choose DED over other metal 3D printing methods because of its higher deposition rate and ability to additively manufacture larger parts (many of which wouldn’t fit within powder bed systems).
Below is a simple illustration of Sciaky’s Directed Energy Deposition method. With our DED technology (called Electron Beam Additive Manufacturing or EBAM®), we feed metallic wire directly into an electron beam to create metal preforms out of a molten substrate pool. Once the part reaches near-net shape, it undergoes finish heat treating, machining and inspection.
The power imparted to the substrate and material is controlled by the Electron Beam Gun’s current and accelerating voltage. Typical power values of our DED machines range between 5 and 20 kW, varying with material, deposition rate, and geometry.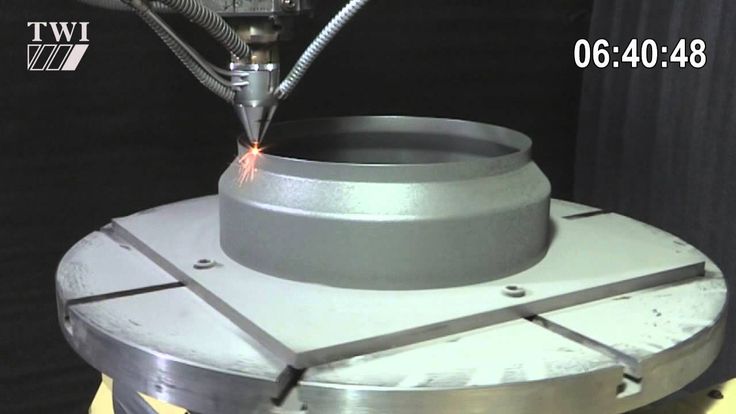 EBAM runs continuously for hours at a time, necessitating adaptive closed-loop control, which monitors the molten pool and dynamically adjusts the energy level. Currently, CAD modeling software is used to create the machine path, akin to 5-axis tool path planning used for CNC milling machines. Allowing for the purest metal applications, EBAM operates in a vacuum environment in the range of 1.3 x 10-2 to 1.3 x 10-3 Pa [1.0 x 10-4 to 1.0 x 10-5 Torr].
EBAM runs continuously for hours at a time, necessitating adaptive closed-loop control, which monitors the molten pool and dynamically adjusts the energy level. Currently, CAD modeling software is used to create the machine path, akin to 5-axis tool path planning used for CNC milling machines. Allowing for the purest metal applications, EBAM operates in a vacuum environment in the range of 1.3 x 10-2 to 1.3 x 10-3 Pa [1.0 x 10-4 to 1.0 x 10-5 Torr].
EBAM’s layer-by-layer deposition of feedstock material (Ti-6Al-4V or any reactive and refractory alloy) ultimately produces near-net-shape structures and parts up to 80% faster than traditional manufacturing methods.
As an example, the ability to rapidly procure components for the aerospace industry is severely limited by prohibitive (and worsening) lead-times for raw materials, tooling (casting molds, forging dies, etc.), design, and manufacturing time for components. EBAM preforms are created closer to the final geometry of many parts, which reduces the volume of raw material needed as well as the subsequent machining steps. This mitigates the need for hard tooling and improves the flexibility of the design process.
This mitigates the need for hard tooling and improves the flexibility of the design process.
Other DED Methods
Laser Directed Energy Deposition MachinesWhen a Laser is the “Energy” piece of the DED equation, users can expect Laser DED Systems to achieve good feature resolution for smaller parts. They are generally simpler to operate than EB DED, use a relatively low heat input when using powder, and do not require a vacuum environment for the energy source. In theory, Laser DED could allow for inert cooling gas, improving cooling rates and creating finer microstructures.
Some of the drawbacks of laser DED include material reflectivity issues, reliance on inert gas for shielding, energy source manipulation and beam raster challenges. And Laser DED’s small spot size and low energy input is not well suited to high deposition rates or large-scale parts. In contrast to Sciaky’s average Gross Deposition Rate of 40 lbs. of material per hour, many laser DED machines only deposit 1 to 2 lbs.
Similar to how Electron Beam Welding machinery enabled the discovery of Electron Beam DED, Arc DED was adapted from Arc Welding.
Arc DED refers to three different Arc Welding technologies – Plasma Arc Welding (PAW) DED, Gas Tungsten Arc Welding (GTAW) DED, and Metal Inert Gas (MIG) DED.
Despite some differences between these machine types, all Arc DED technologies share some common distinctions and downsides. They are typically the least expensive DED systems on the market, with the least complicated energy source. They capably create near-net preforms with steel alloys. High power is available, though the deposition rate still lags far behind Electron Beam DED.
On the other hand, pure inert gas like argon is required to routinely operate these machines – and these can be expensive and hazardous. You may need to shield a large volume with inert gas if high deposition rates and travel speeds are attempted.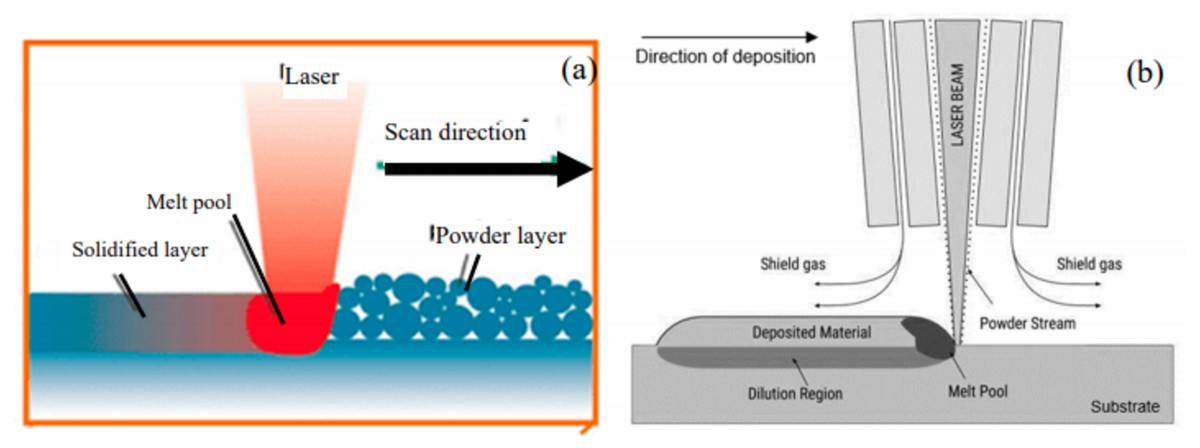 Also on the cost side – torch components need to be changed frequently. Arc DED systems provide minimal control of arc plume to precisely address energy density of the source.
Also on the cost side – torch components need to be changed frequently. Arc DED systems provide minimal control of arc plume to precisely address energy density of the source.
Questions about Comparing EB, Laser and Arc DED?
Many of the ideal use cases for EB DED are listed on our Applications & Industries page.
We’re at your disposal and are happy answer your questions as objectively as possible. Just shoot us a note from our Contact Page.
Copper 3D Printing - Complete Guide
Copper is one of the newest and most promising areas of metal 3D printing for everything from electric motors to heat sinks.
Previously, copper 3D printing was a challenge due to the metal's reflectivity and high thermal conductivity, but advances in printers and materials have largely resolved these early problems. Today, 3D printed copper propulsion systems send rockets into space, 3D printed copper heatsinks cool processors, and 3D printed copper coils boost the performance of electric motors. nine0004
nine0004
3D printed copper parts (Source: Trumpf)
Why 3D print copper?
Copper has always been a very useful metal due to its ability to conduct heat and electricity, resist corrosion and even kill bacteria and viruses. Demand for complex copper parts is on the rise as 3D printing opens up even more uses and possibilities for this metal.
3D printing (also known as additive manufacturing) enables the creation of exceptionally complex shapes, fine details, internal structures and lattice inserts that are not possible with any other form of metal fabrication. These capabilities reduce weight, increase efficiency, and reduce fabrication and assembly times, as multi-component assemblies can be 3D printed as a single unit. nine0004
Additive Metallurgy
3D printing also makes it possible to produce this relatively expensive metal more efficiently, reducing waste because only the amount of material needed is used to make each part. For companies interested in copper 3D printing, reducing raw material costs is critical.
For companies interested in copper 3D printing, reducing raw material costs is critical.
If you already produce custom copper parts, 3D printing can significantly reduce your production costs while optimizing part performance. nine0004
Markforged 3D printed copper heatsink (Source: Markforged)
Although there aren't many 3D printers that can print copper, there is still a wide variety of printing technologies and prices.
FDM printers using copper-filled plastic filament can produce copper jewelry, decorative items, and other parts that are almost 100% copper. While for more advanced production, 3D printers using copper powder, rods or copper polymer slurry produce industrial parts with excellent mechanical and conductive properties, which can meet international standards such as IACS (International Annealed Copper Standard). nine0004
Let's look at what types of printers can work with copper today.
Trumpf's TruPrint 1000 Green Edition 3D printer
several equipment manufacturers have recently included copper in their material list.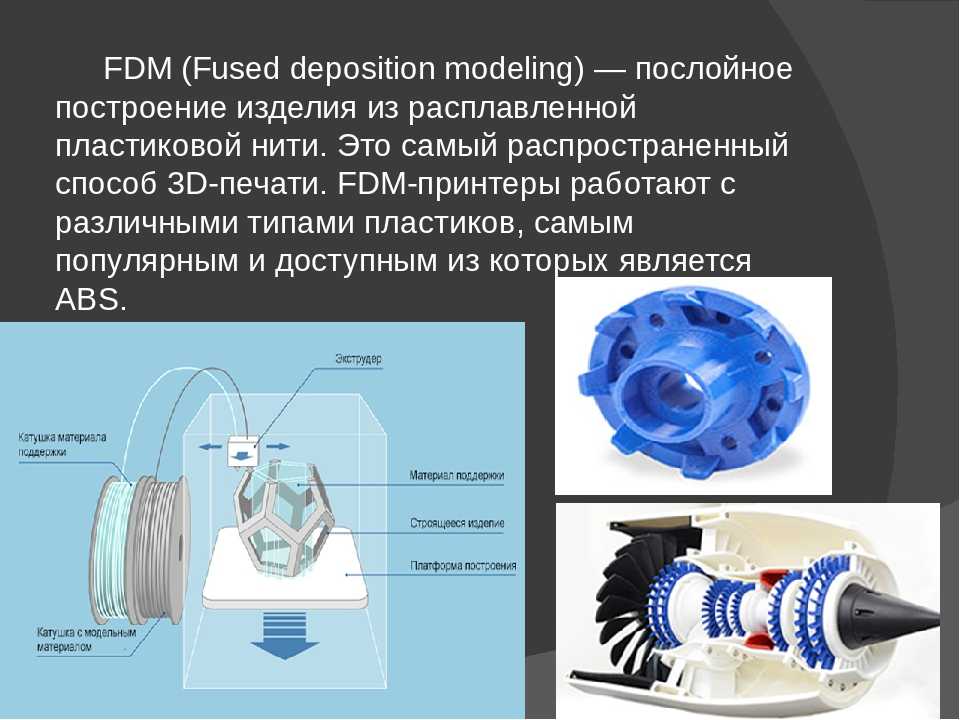 Since copper is highly reflective, laser processing of the powder has been a hurdle for manufacturers. However, this technology and materials have evolved to solve this problem. nine0004
Since copper is highly reflective, laser processing of the powder has been a hurdle for manufacturers. However, this technology and materials have evolved to solve this problem. nine0004
3D printer manufacturer Trumpf, for example, has developed an industrial green laser that can 3D print materials such as copper, copper alloys, and precious metals that are difficult to process with infrared waves.
Two powder layer technologies for metal 3D printing, DMLS (Direct Metal Laser Sintering) and EBM (Electron Beam Melting), work by depositing a thin layer of copper powder onto a platform inside the printer. The powder heats up while lasers or electron beams draw the first layer of the part. When the particles in the layer fuse, the platform is lowered slightly into the assembly chamber, and fresh powder is poured on top, and the process is repeated. Some of the copper powder left over from the process can be recycled for use in the next print. nine0004
Copper additive manufacturing powder from GNK Powder Metallurgy (Source: GNK)
Copper-bonded 3D inkjet printers
Copper powder bonded with a liquid binder and sintered in a furnace is a 3D printing technique known as binder inkjet printing that allows parts to be obtained without the use of an auxiliary material.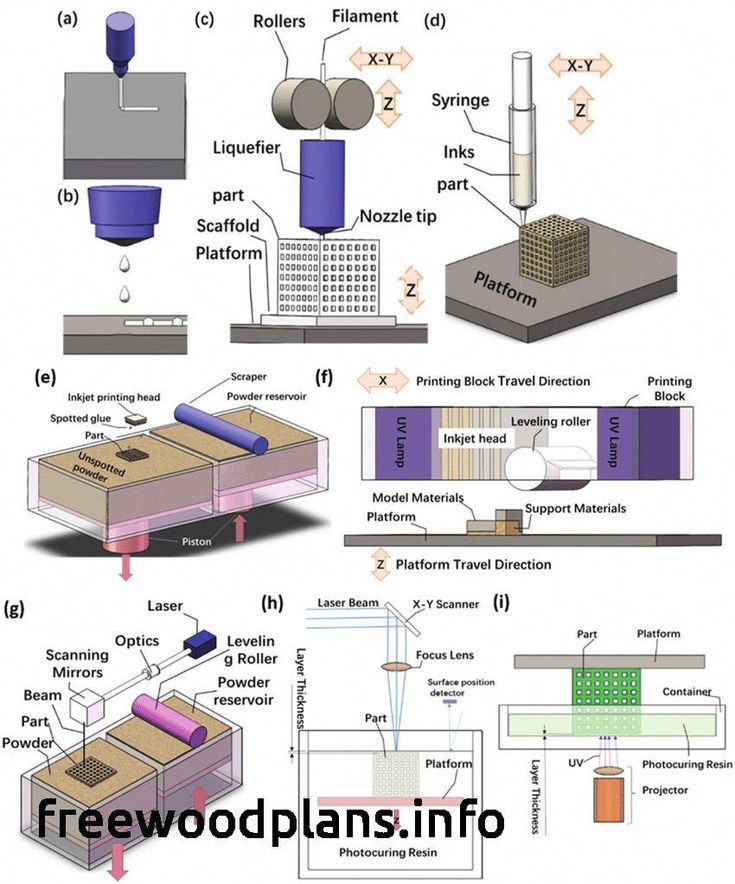 Bond jetting is a no-heat process in which a bonding layer is sprayed between each layer of metal; the binder is then removed during the sintering process. nine0004
Bond jetting is a no-heat process in which a bonding layer is sprayed between each layer of metal; the binder is then removed during the sintering process. nine0004
Binder blasting is a popular additive manufacturing method for high volume metal parts.
Featured image of
Metal-on-Copper FDM Blasting Bet
Metal-on-Copper Printed Copper Parts The most economical approach to 3D printing copper parts is to use machines that extrude the filament. Metal filament for printing metal parts consists of a plastic base with metal particles evenly interspersed in it. Copper interspersed filament for copper parts is a unique type of composite filament that, when used correctly, produces strong, chemically resistant, and near-solid metal parts. nine0004 Virtually any Fused Deposition Modeling (FDM) printer can print near-solid metal parts using copper-filled polymer filament. Currently, there is only one option on the market - from the manufacturer of threads The Virtual Foundry. Other types of copper thread contain enough real copper particles to be polished and given a metal-like weight, but are for decorative purposes. A company in Chile called Copper3D produces a copper-filled filament that produces parts that do not have metal parts, but parts that have the antibacterial and antimicrobial properties of copper. NASA is even testing the filament for use in "interplanetary microbial contamination," according to the company. nine0004 In addition to the mainstream FDM printers, two other filament-extruding printers also offer copper, but they use their own proprietary materials. Desktop Metal uses a bonded metal filament, while Markforged uses a similar metal powder bonded into a plastic matrix. Cold spray and DED copper 3D printers WarpSpee3D cold spray 3D printer (Source: Spee3D) Although these two methods of metal 3D printing are not usually combined together, we are combining them here due to their general application for coating metal parts with another metal and for layering metal parts with metal powder. Directed Energy Deposition (DED) is a system developed by Optomec of New Mexico to create, improve and repair metal parts. Like SLS, in DED, high-power lasers build up 3D structures in layers, creating parts with high density and strength, ideal for mechanical applications. In 2019Optomec developed a new copper DED process to produce heat exchangers for use in the aerospace, chemical and other industries. Spee3D's WarpSpee3D process is unique in its use of supersonic 3D deposition to produce parts from a range of metal powder materials, including copper and aluminum. Cold spray is an additive manufacturing technique in which metal powder is injected into a supersonic pressurized gas stream. Instead of melting the metal, cold spraying holds it together in a process called plastic deformation. Companies such as Spee3D are using cold spray technology to apply an antimicrobial copper coating to doors, handrails and touch panels intended for use in hospitals, schools and other public places. nine0004 Cold spray is also the fastest metal 3D printing method. Spee3D printed a 17.9kg (17.9kg) pure copper aerospace rocket nozzle lining (pictured below) on WarpSpee3D in about three hours at a cost of just $716, according to the company. Parts like this are usually made from solid forged copper, which takes weeks and costs tens of thousands of dollars. One of the disadvantages of DED and cold spray is that they are limited in the production of complex geometries. nine0004 Rocket nozzle copper plating, engineer spark-free copper hammer and copper cable clamp, 3D printed by Spee3D (Source: Spee3D) Photopolymerization Holo) Metal DLP 3D printing is similar to resin 3D printing in that it uses UV light projected onto a photosensitive slurry to cure layer by layer. California-based startup Holo recently completed a facility where it plans to 3D print pure copper parts on its proprietary 3D printers that are not for sale. Holo will specialize in 3D printed copper cooling solutions for high performance computers, electric vehicles, RF antennas and heat exchangers. Admatec, a Dutch manufacturer of 3D printers, offers printers that also use copper slurry to produce highly detailed copper parts. nine0004 Copper slurry material for 3D printing (Source: Admatec) Share article:  The company claims that its copper filament is suitable for printing on any filament 3D printer with a hardened nozzle and a hot end that can reach temperatures of up to 225ºC. However, the parts do not become metal immediately after printing and require additional post-printing steps to melt the resin binder and leave only the metal. nine0004
The company claims that its copper filament is suitable for printing on any filament 3D printer with a hardened nozzle and a hot end that can reach temperatures of up to 225ºC. However, the parts do not become metal immediately after printing and require additional post-printing steps to melt the resin binder and leave only the metal. nine0004 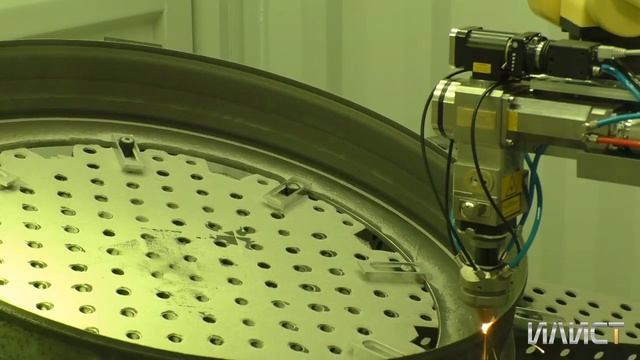 The printers from these manufacturers produce all-metal parts designed for industrial use, such as machine tools, induction coils, heat sinks, and functional prototypes. nine0004
The printers from these manufacturers produce all-metal parts designed for industrial use, such as machine tools, induction coils, heat sinks, and functional prototypes. nine0004 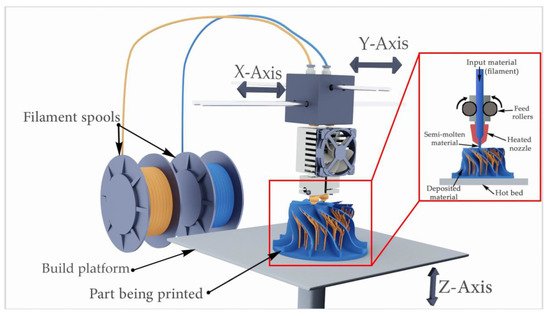
 Instead of resin, metal DLP printers use a liquid polymer filled with metal powder and a small amount of binder. After the parts are printed, they have to go through several more stages before they become the final metal parts. Metallic DLP printing is valued for fine detail. nine0004
Instead of resin, metal DLP printers use a liquid polymer filled with metal powder and a small amount of binder. After the parts are printed, they have to go through several more stages before they become the final metal parts. Metallic DLP printing is valued for fine detail. nine0004
What is DED and why should I use it? Part 1.
While you are probably familiar with Fused Filament Fabrication (FFF) and possibly Power Bed Fusion, whether plastic or metal, chances are you are less familiar with directed energy deposition (DED). With a growing user base, an increase in equipment available, and a plethora of applications, you should be aware of this technology and what it has to offer to the manufacturing supply chain. nine0004
With a growing user base, an increase in equipment available, and a plethora of applications, you should be aware of this technology and what it has to offer to the manufacturing supply chain. nine0004
DED is an additive metal manufacturing process in which molten metal is selectively deposited in layers to create fully dense components. You may have heard of WAAM (Wire Arc Additive Manufacturing), LMD (Laser Metal Deposition), LENS (Laser Engineered Net Shape), DMD (Directed Metal Deposition) or some other acronym, but don't be confused, these are often just brand names that equipment manufacturers use to differentiate their offering. Although there are many names, the technology has only a few variations. nine0004
In general, a DED system requires three main components; a manipulator to control the place of metal deposition, the supply of material and the source of energy for melting this material. The manipulator is usually a CNC gantry or robot. The material will either be in the form of a wire or in the form of a powder, and the energy source will be either a laser or an electric arc (electron beams can also be used, but are less common due to their cost).
Compared to other AM processes, DED's higher deposition rate allowed the production of larger scale (often over 1 million) components, the trade-off for this level of performance is partial resolution. However, with the advent of new DED equipment, we are starting to see a wider range of possibilities for this technology and in some cases compete with the detail that can be achieved with a powder bed system.
Higher deposition rates in the process can result in poor geometric accuracy, feature resolution, and surface texture, so components produced by DED are often machined after deposition to achieve the final shape. This need for machining and the relative ease of integrating the technology into existing milling platforms has led to the emergence of hybrid machines (i.e. machines with both additive and subtractive capabilities). Often these machines contain more than three axes, which opens up many possibilities for applying material beyond the usual limitations of flat layers.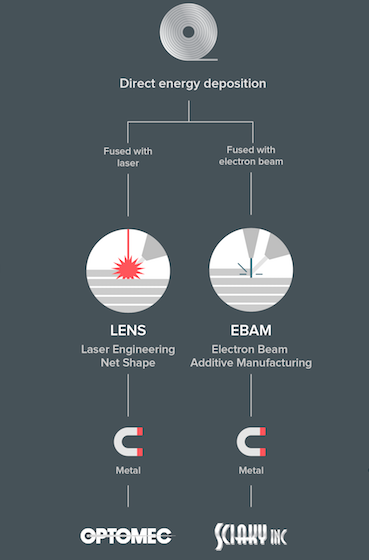 nine0004
nine0004
Many inexpensive plastic 3D printers have a 3-axis configuration. 3-axis printers have proven to be affordable, reliable and with many slicing software available. However, this success has also limited the possibilities of 3D printing. Support structures are needed to print overhanging surfaces, parts can only be built on flat surfaces and not on pre-existing geometry, curved upward facing surfaces suffer from a step effect. With the advent of new 3D printing systems and the growing popularity of integrating hardfacing heads into CNC milling machines and robotic arms, a number of new printing options are becoming available, and DED technology has been using multi-axis toolpaths for some time now. nine0004
Many of the general benefits of AM apply to DED, but why are companies really interested in this technology today and what opportunities does it offer in the future?
Autodesk has worked with a variety of end users across industries over the past decade. Like most metal additives, most applications were originally in the aerospace industry, and in later years they have expanded to marine, oil and gas, molding/tooling, defense, and heavy industries. While the applications, alloys, and part sizes vary across these industries, most business cases can be summarized in two key areas: maintaining or increasing competitive advantage and improving sustainability performance, perhaps in that order of priority. nine0004
Like most metal additives, most applications were originally in the aerospace industry, and in later years they have expanded to marine, oil and gas, molding/tooling, defense, and heavy industries. While the applications, alloys, and part sizes vary across these industries, most business cases can be summarized in two key areas: maintaining or increasing competitive advantage and improving sustainability performance, perhaps in that order of priority. nine0004
Today, DED can provide a competitive advantage by reducing part development cycles and production times, reducing time to market and reducing the need to stock spare parts. In the future, this technology could be used to produce high-performance value-added components, taking advantage of the greater design and material freedom the technology has to offer. For example, optimizing a component for structural or thermal loading, or manufacturing a part in a special alloy or a combination of several alloys. nine0004
Also today, DED provides improved sustainability performance by increasing material efficiency in the manufacturing process, i. e., a deposited part (known as a near-finish shape, pre-shape, or deposit pattern) requires significantly less material removal to produce a finished part. when compared to machining a part from a workpiece material. However, a cautious point of view must be taken here, and the entire life cycle of a component must be considered in order to truly understand the environment credentials of any process or component. In the future, DED and AM are proposing a decentralized manufacturing model, meaning parts don't need to be produced in one factory and shipped to their end-use location, but can be produced locally if needed. This also leads to a reduction in carbon emissions associated with transportation. nine0004
e., a deposited part (known as a near-finish shape, pre-shape, or deposit pattern) requires significantly less material removal to produce a finished part. when compared to machining a part from a workpiece material. However, a cautious point of view must be taken here, and the entire life cycle of a component must be considered in order to truly understand the environment credentials of any process or component. In the future, DED and AM are proposing a decentralized manufacturing model, meaning parts don't need to be produced in one factory and shipped to their end-use location, but can be produced locally if needed. This also leads to a reduction in carbon emissions associated with transportation. nine0004
Today's use cases for technology align well with the benefits that the process offers. They are broadly broken down into three categories, supplementing existing supply chains, cutting spare parts, or re-creating and destroying industries.
Supply chain augmentation: The aerospace industry has long been a leading proponent of this use case (and perhaps DED in general). Aerospace supply chains consume a significant amount of valuable alloys and therefore strive to reduce the amount of materials wasted in the manufacturing process. Combined with this, exotic alloys are often difficult to machine (meaning they are slow and require a lot of expensive tools), and by reducing the amount of material you have to cut, you save a lot of money. To achieve these benefits, especially for aircraft structural components, companies will produce a near-net-shape component through a forging process and remove the minimum amount of material to produce the final part. The problem here is how long it takes to get these forgings, which can be months, as well as the level of inflexibility and additional delays when, for example, a design change occurs. This is where DED can come in as a complement to the supply of forged components. nine0004
Aerospace supply chains consume a significant amount of valuable alloys and therefore strive to reduce the amount of materials wasted in the manufacturing process. Combined with this, exotic alloys are often difficult to machine (meaning they are slow and require a lot of expensive tools), and by reducing the amount of material you have to cut, you save a lot of money. To achieve these benefits, especially for aircraft structural components, companies will produce a near-net-shape component through a forging process and remove the minimum amount of material to produce the final part. The problem here is how long it takes to get these forgings, which can be months, as well as the level of inflexibility and additional delays when, for example, a design change occurs. This is where DED can come in as a complement to the supply of forged components. nine0004
Remanufacture and reduction of spare parts: DED offers a fantastic solution for reusing worn parts, it can be a valuable aerospace component (turbine blades and blisks are commonly used as an example here) or a part of a mold, for example for automotive applications. If a component is beyond repair and needs to be replaced, this can result in long downtime in some industries while the replacement is being made. In shipbuilding, this problem is solved by storing spare parts. However, as you can imagine, this is a highly inefficient use of space. Here, DED offers the opportunity to reduce physical storage and replace it with a digital library of spare parts that can be produced by any system on demand and in the place where it is needed. Companies such as Ramlab are actively exploring these opportunities with industry partners. nine0004
If a component is beyond repair and needs to be replaced, this can result in long downtime in some industries while the replacement is being made. In shipbuilding, this problem is solved by storing spare parts. However, as you can imagine, this is a highly inefficient use of space. Here, DED offers the opportunity to reduce physical storage and replace it with a digital library of spare parts that can be produced by any system on demand and in the place where it is needed. Companies such as Ramlab are actively exploring these opportunities with industry partners. nine0004
In recent years, we have seen the emergence of new organizations in long-established industries seeking to undermine existing players. By leveraging the technological advantages above, these new, fast-growing organizations are asking serious questions and challenging industry norms. The experience of Pix Moving and Relativity Space is noteworthy. Pix Moving leverages the tool-free nature of the DED process to offer custom design as well as decentralized production of its autonomous vehicles.