Digital light projection 3d printing
What is Digital Light Processing (DLP)?
What is Digital Light Processing (DLP)?
What is Digital Light Processing (DLP)?DLP (Digital Light Processing) is a 3D printing technology used to rapidly produce photopolymer parts. It’s very similar to SLA with one significant difference -- where SLA machines use a laser that traces a layer, a DLP machine uses a projected light source to cure the entire layer at once. The part is formed layer by layer.
DLP printing can be used to print extremely intricate resin design items like toys, jewelry molds, dental molds, figurines and other items with fine details. Due to it curing the entire layer at once, it’s much faster than SLA
DLP Printing Advantages and DisadvantagesDLP printers are popular for their ability to quickly produce objects and parts with intricate designs with a high degree of accuracy. They are relatively affordable, so they are often found in offices. Limitations of DLP printing include strong odors produced by melting photopolymers in the printing process, and the risk of warping in larger items.
Although the first description of a 3D printer was published in 1964 by the sci-fi author, Arthur C. Clarke, it wasn’t until 1987 that the stereolithography, or SLA, process was developed. DLP printing followed soon after, and is frequently compared to SLA printing. Direct Light Processing was originally developed in 1987.
DLP is popular because of high print speeds, though accuracy is sacrificed in the process. It is limited to photopolymers that often emit odors that can be problematic in an office environment.
FAQWhat is the difference between DLP vs SLA? Both are 3D printing processes that work with photopolymers, but DLP uses a more conventional light source, such as an arc lamp, rather than a UV light as in SLA. DLP cures an entire layer at once; SLA printers trace out a path with the laser, curing along that path.
DLP cures an entire layer at once; SLA printers trace out a path with the laser, curing along that path.
How is DLP cheaper than other methods of 3D printing? DLP uses a shallow vat of resin, and uses everything within the vat for each printing. This can result in lower costs and less waste.
How do DLP printers compare to other 3D printers? Since DLP printers house a projector to project an image to be formed, they tend to be larger than other 3D printers.
What kinds of materials can be used in DLP printing? Usually, DLP uses photopolymers to create objects, but some companies make DLP printers that can use other materials, like rubber and thermoplastics.
Can DLP printers be used to print large, intricate pieces? Because the size of the object printed is dependent upon a projector and resolution of the image it projects, DLP printing is not suitable for very large items.
Digital Light Processing 3D printing explained
3d printers - 3D Printing - digital manufacturing - manufacturing systems - materials
As you're probably aware, there are multiple 3D printing technologies available. Some use solid filaments, some use metal powders and some use resins. The ones which utilize a photopolymer resin which cures under a light source are the so-called „vat polymerization“ 3D printing technologies.
All vat polymerization technologies build parts curing the resin into a solid layer by layer with a certain light source, therefore creating a three-dimensional structure. There are two main vat polymerization technologies, SLA (stereolithography) and DLP (Digital Light Processing). It's interesting that both of these technologies are similar, but at the same time different.
Follow us along to the following paragraphs where we'll explain how DLP works and point out the differences with SLA.
The best way to understand how a machine works is to understand its anatomy, don't you agree? Well, for this exact reason we'll first explain what components make up a DLP 3D printer before describing how the printing process works.
The main components of a DLP 3D printer are the following: digital light projector screen, DMD, vat (resin tank), the build plate and the elevator for the build plate.
A schematic of a DLP 3D printer. Image: Wevolver
- The digital light projector is the light source of a DLP 3D printer. The DMD (Digital Micromirror Device) is a component which is made of thousands of micromirrors used for navigating the light beam projected by the digital light projector.
- Next up the line is the vat, which is basically a tank for the resin. However, the vat needs to have a transparent bottom so that the light projected by the digital light projector reaches the resin and cures it.
- The build platform is simply the surface the printed objects stick to during printing. The z-axis is also a self-explanatory component, used for slowly lifting the build platform during the printing process.
Now that you're hopefully more familiar with the main components of a DLP 3D printer, it's time to take a closer look at the printing process itself.
3D Models & Slicing
Naturally, everything starts with a 3D model. To make sure that the 3D models are well prepared for 3D printing, the user makes use of a so-called 'slicer software' which is either provided by a third party (there are open source versions available) or the printer's manufacturer. The main purpose of slicer software is to give the user the ability to set all the parameters for the printing job, and then prepare a file that can tell the printer what to print. For example, the users define the print speed, layer height and support material positioning in the slicer. After that, the slicer quite literally virtually slices the 3D model into hundreds of layers.
After the slicing is done, We are left with a PNG stack of images that is flipped through like a picture book, one layer at a time until you reach the last layer of the model, our default layer thickness is 100um. If a part is 100mm tall, there is 100mm/100um = png number, each image is displayed on the UV projector which cures the UV photopolymer 100um's at a time.
If a part is 100mm tall, there is 100mm/100um = png number, each image is displayed on the UV projector which cures the UV photopolymer 100um's at a time.
Note that this is different from a technique like FDM: With 3D printing techniques that use machines with multiple motors on gantrys, like FDM printing, you need a different kind of file in a format called g-code. Think of g-code as the language for some 3D printing techniques, but also CNC machining for example. The g-code file contains all the important print parameters as well as the locations of the individual layers.
3D Printing the File
As for any 3D printer, the first step of the printing process is uploading a 3D model to the printer. When that's done, the resin needs to be poured into the vat. That's then followed by the build platform lowering into the resin tank and the resin. The build platform lowers into the resin to the point when only a tiny bit of space is left between the vat's bottom and the build plate.
Interestingly enough, the tiny bit of space left between the vat's bottom and the build plate is specified by the layer height of the future part. If the desired layer height for the part is 50 microns, then the space left between the two is set to 50 microns.
When that's all set and done, the digital light projector starts its work. It flashes an image of the individual layer. The projected light making the image of the layer is then guided to the transparent bottom of the vat in the pattern of the layer by the DMD.
When the image of the layer reaches the vat's bottom, the resin is cured into a solid forming the first layer. In order to create the space in the vat for the next layer to be cured, the build platform moves up one layer in height. Well, to be more precise: the platform usually needs to move up more than 1 layer thickness to allow for resin to flow black under the build head. This is especially true for higher viscosity resins.
Then, once again, the digital light projector flashes an image of the layer to the vat's bottom causing yet another layer to cure into a solid.
That process is repeated until the entire part is finished.
Post Processing 3D Printed Parts
Believe it or not, the parts are still not yet completely ready to use after printing. Parts made from the photopolymer resin require UV light treatment after printing. The parts exposed to the UV light for a certain amount of time, usually dictated by the resin's manufacturer. Exposure of the parts to the UV light ensures the parts are cured correctly and ready to use.
Naturally, DLP comes with its own pros and cons. Since DLP is a technology which shares a bit or two with SLA, most of its pros and cons are made in direct comparison with the capabilities of SLA.
For that reason alone, let's just remind ourselves what makes SLA and DLP different before jumping into the discussion about DLP's pros and cons: The core difference between SLA and DLP is the light source used for the solidification of the resin. DLP uses a digital light projector screen which flashes the image of the layer and therefore cures the resin in the form of the layer.
DLP uses a digital light projector screen which flashes the image of the layer and therefore cures the resin in the form of the layer.
The core difference between SLA and DLP is the light source used for the solidification of the resin.
However, despite SLA and DLP being the technologies of similar nature, SLA 3D printers cure resin in a much different way. Instead of the digital projector screen, SLA 3D printers use a laser. The way the laser cures the resin into layers is by "drawing" the layer's pattern on the bottom of the resin tank while curing the resin.
SpeedThis all leads us to the first benefit of DLP when compared to SLA. Because the digital light projector of a DLP 3D printer flashes the entire image of a layer at once and therefore cures the layer, layers are made fast. On the other hand, the laser in the SLA printer has to go "point by point" to cure a single layer. SLA 3D printers don't cure layers slowly, but DLP does it quicker with the single flash of the layer's image!
You could say that the digital light projector screen is the two-sided sword for DLP 3D printers. As much as the fast layer curing is a great benefit, the same digital light projector which makes it all possible is also the reason that causes one of the DLP's biggest limitations.
As much as the fast layer curing is a great benefit, the same digital light projector which makes it all possible is also the reason that causes one of the DLP's biggest limitations.
Because the digital light projector used as the light source in a DLP 3D printer is a digital screen, it's made of pixels. These very pixels which make the image of the layer used for curing the resin are later translated into three-dimensions. So, the layers of a part printed on a DLP 3D printer are made of many „3D pixels“ called voxels. The best way to think of voxels is to imagine tiny bricks which all together form the part's layers. Remember that the voxels are indeed very tiny, meaning that it's almost impossible to see them.
The limitation of DLP in comparison with SLA caused by voxels is the possible lack of details on a complex curved structure and the rougher curved surfaces. Because voxels are like tiny bricks, it's tough to produce a very smooth curved surface.
For the sake of understanding this in the best possible way, think of LEGO bricks. No matter how many LEGO bricks form a curved surface, it's not going to be 100% smooth, right? The same is for DLP. Despite all this, DLP still produces very nice detailed parts. The precision of the machine is of course projector dependent. As you know, projectors have advanced from 1080p to 2k and now 4k and soon to be 8k. Some of the latest DLP machines get sub 50um accuracy.
Another limitation of DLP when compared to SLA is about printing large detailed parts. Because the resin is cured into layers with a digital image of the very layer, the image size dictates the resolution. As the layer's image size increases, the resolution decreases. This doesn't mean that big parts printed with DLP have bad quality, not at all. Instead, the general rule suggests that the same part when printed in larger scale might suffer a bit in the detailed parts of the model.
What about the strength of the printed parts?Well, parts printed DLP can be surprisingly strong considering the material they're made of - photopolymer resin - plastic. Traditionally DLP and therefore SLA usually weren't used for the manufacturing of parts which are under load, but more for the parts which prioritize the aesthetics and dimensional accuracy. Ideal for making visual prototypes. Recently there have been significant developments in this area. The strength of the parts is dependent upon the specifc polymer that is chosen and some DLP resins from BASF, or Henkel are equal to or greater in strength than traditional injection molded parts.
Traditionally DLP and therefore SLA usually weren't used for the manufacturing of parts which are under load, but more for the parts which prioritize the aesthetics and dimensional accuracy. Ideal for making visual prototypes. Recently there have been significant developments in this area. The strength of the parts is dependent upon the specifc polymer that is chosen and some DLP resins from BASF, or Henkel are equal to or greater in strength than traditional injection molded parts.
Let's end the discussion of DLP's pros & cons with a positive note by highlighting one of DLP's biggest advantages in the world of 3D printing in general. Alongside SLA, DLP is considered to be one of the most accurate 3D printing technologies. The details it can produce on a part are truly something to behold.
As you already know, DLP 3D printers use liquid photopolymers in the form of a resin. There are various different resins out there and so are the price ranges. However, there's always the good old general approximation. The standard resin which is also the cheapest resin usually costs from about $45 to $55 per liter.
However, there's always the good old general approximation. The standard resin which is also the cheapest resin usually costs from about $45 to $55 per liter.
Prima Creator resin for DLP 3D printers, source: 3DJake UK
The prices go up significantly when we step into the territory of resins used for industrial purposes. These resins, which are castable and very high detailed can cost several hundreds of dollars per liter. In general, you're looking at around $350 and upwards per liter of such resin.
As you can tell by the prices, the resin is quite more expensive than filament used for FDM 3D printing. Resins are also more tricky to handle, but their shelf life is also limited. Most of the time, resins have a shelf life of about 1 year.
Up until recently the resins for DLP didn't exist in many colors (usually neutral color like black, white and grey), but new developments make that resins can have CMYK colored pigments added to them commercially, thus matching the wide range of colors you can get FDM filaments in.
Great dimensional accuracy and the fast print speed make DLP a rather desirable choice when it comes to the manufacturing of parts. It's important to keep in mind the fact that DLP is unable to produce parts with great strength, it's much more suited for making accurate and beautiful parts which are not intended to deal with the load.
These days, the most common applications of DLP include the dental, medical and jewelry industry.
Dental Industry
The dental industry is all about precision, right? Dentists work with tiny complex parts every day, making sure each patient is satisfied. Well, since DLP is able to produce parts with such great dimensional accuracy, it's an ideal technology for the industry. DLP 3D printers are usually used for the making of models of patient's mouth. Thanks to the other great benefit od DLP which is the print speed, these mouth models are created in a matter of hours instead of a few days.
3D printed dental models, source: Prodways
Medical & Healthcare Industry
The medical industry was one of the earliest adopters of DLP technology. There are hundreds of different applications of DLP in the medical industry, but the most impressive one refers to the production of hearing aids. Because hearing aids need to be individually suited for each customer since everyone has a different ear shell, the process of making the hearing aids is exhausting and long-lasting.
There are hundreds of different applications of DLP in the medical industry, but the most impressive one refers to the production of hearing aids. Because hearing aids need to be individually suited for each customer since everyone has a different ear shell, the process of making the hearing aids is exhausting and long-lasting.
Vat polymerization technologies, which include both SLA and DLP have revolutionized the way hearing aids are made with a goal to make them both cheaper and better-fitting. The process of making hearing aids is now much faster and efficient. The 3D scan of the patient's ear shell is made and turned into a 3D model, which is then 3D printed on a DLP 3D printer.
Thanks to 3D printing, more patients are able to get their hands on hearing aids at a cheaper price, with a better fit. Studies have also shown that 3D printers reduced the returns of hearing aids caused by bad fittings.
A batch of 3D printed hearing aids, source: Shining 3D
Jewelry Industry
The jewelry industry is also one of those industries which require ultimate precision and great details, which makes a DLP 3D printer a perfect tool to help in the production. DLP 3D printers are often used for the production of jewelry with very fine details via the investment casting manufacturing process. DLP 3D printing sometimes even enables the production of ultimate details which otherwise won't be possible.
DLP 3D printers are often used for the production of jewelry with very fine details via the investment casting manufacturing process. DLP 3D printing sometimes even enables the production of ultimate details which otherwise won't be possible.
Detailed ring printed on a DLP 3D printer. source: 3D Hubs
Midsole manufacturing
A promising application of DLP is the manufacturing of midsoles. The this type of application is still in its development. Adidas is one of the brands which utilized a DLP 3D printer in the production of a sneaker named Futurecraft 4D. Adidas decided to manufacture the revolutionizing midsole with 3D printing is due to its complexity. The innovative midsole of the Adidas Futurecraft 4D sneaker seeks to provide extreme comfort and great performance for runners. The midsole features such a complex design that it wouldn't be possible to produce it without 3D printing.
The 3D printing of the midsole for the Futurecraft 4D, source: Carbon 3D
For the means of producing around 100. 000 pairs, Adidas partnered with a company named Carbon. Carbon is a young company which invented 'Digital Light Synthesis,' a 3D printing technology similar to DLP, but improved. DLS is special for continuous printing thanks to the continuous motion of the build plate elevator. Standard DLP machines pause at a certain height until the layer is finished, but Carbon's 3D printers continuously raise the build plate.
000 pairs, Adidas partnered with a company named Carbon. Carbon is a young company which invented 'Digital Light Synthesis,' a 3D printing technology similar to DLP, but improved. DLS is special for continuous printing thanks to the continuous motion of the build plate elevator. Standard DLP machines pause at a certain height until the layer is finished, but Carbon's 3D printers continuously raise the build plate.
Apart from that, Carbon's 3D printers are also special for creating a tiny zone of uncured resin which constantly flows between the part and the bottom of the vat. This ensures that the parts never stick to the build plate, excluding the need for the elevator to stop, but instead making it possible for the elevator to constantly move upwards.
Another new additive manufacturing company is Origin, which focuses on creating a 3D printer that can be developed upon by material companies. Origin has partnered with large chemical companies such as BASF, Henkel, and DSM to create unique photo polymers at a low cost that can be used to mass manufacture products. The Origin One uses a process called 'Programmable Photo Polymerization' which allows the user end-to-end control of the photo polymerization process to create unique material properties for each application.
The Origin One uses a process called 'Programmable Photo Polymerization' which allows the user end-to-end control of the photo polymerization process to create unique material properties for each application.
As you've seen DLP 3D printing is an interesting and complex technology that currently undergoes rapid developments. Because of its speed, precision, and material versatility it holds the promise of enabling mass production. That leads to expect you'll encounter the DLP printing technonology and DLP printed parts more and more, and that it will show up in many new applications.
Leave a comment if you think new innovations need to be added to this article!
A word from Bram Geenen, CEO Wevolver:
This article was sponsored by polySpectra. polySpectra makes functional materials for advanced additive manufacturing in Berkeley, California, USA. They use light-activated catalysts to 3D print advanced functional materials. polySpectra's technology enables them to deliver materials with a spectrum of tailored properties from a single chemical system.
Author Leo Greguric mentioned in the article how recently there have been significant advancements in the materials and thus the quality and strength of produced parts.
I spoke with polySpectra CEO Raymond Weitekamp, who explained that they've spent thousands of hours and hundreds of thousands of dollars characterizing the thermomechanical properties of dozens of additive manufacturing polymers. For Wevolver readers they are providing a free specification sheet of their newest materials.
→ At www.polyspectra.com/wevolver polySpectra asks you to share your biggest manufacturing challenge, and you can leave your email to receive the free spec sheet.
If you want to understand more deeply what happens during the printing process and how properties of the resin as well as printer settings determine the outcome of the print you can read this article by biochemistry Phd. Sophie Laurenson.
Digital LED Projection (DLP)
- 1 DLP Technology
- 2 Technology
- 3 Application
- 4 Advantages and disadvantages
- 5 Other additive manufacturing technologies
DLP technology
Digital LED projection (DLP) is an additive manufacturing method, a variant of stereolithographic 3D printing.
Technology
One of the most popular methods for additive manufacturing of high-precision prototypes is laser stereolithography (SLA). The method is based on the use of photopolymer resins that harden when irradiated with ultraviolet light. While SLA technology is widely used in a professional environment, its distribution is limited by the rather high cost of devices due to the use of expensive laser emitters.
An alternative method uses digital LED projectors (DLP) to reduce the cost of the devices. Unlike laser systems that scan the surface of a material with one or more laser heads, DLP printers project an image of an entire layer until the polymer resin hardens, after which a new layer of material is applied and an image of a new layer of a digital model is projected.
It is difficult to judge the advantages of one method or another. DLP printing is relatively new, but is already showing excellent results, comparable in precision and performance to the original laser stereolithography (SLA) technology patented by Charles Hull in 1986 and gave the first significant impetus to the development of 3D printing. The main advantage of DLP over SLA may be the lower cost of the projectors used compared to laser emitters.
The main advantage of DLP over SLA may be the lower cost of the projectors used compared to laser emitters.
Applications
Since their inception, DLP printers have been in direct competition with SLA devices. DLP printers are used in dentistry, jewelry, freelance design and souvenir production.
Advantages and disadvantages
Like standard stereolithographic devices, DLP printers have high printing accuracy - the minimum layer thickness can be up to 15 microns using existing installations. The minimum layer thickness applied by more affordable FDM printers is usually at least 50 microns. In practice, the resolution is inversely related to the layering speed - the technology allows you to achieve even higher accuracy at the cost of lowering the print speed. Consumables, namely photopolymer resins, have a high range of mechanical characteristics: imitators are possible in the range from hard plastics to rubber. As a rule, printing is carried out with a material of one color, but there are no restrictions on the palette. The main disadvantage of the DLP method, as well as SLA, is the relatively high cost of consumables - about $ 80-160 per liter of liquid polymer. In comparison, a kilogram of FDM printing filament can be purchased for $35. Ultimately, the user must find the right balance between print quality and cost.
As a rule, printing is carried out with a material of one color, but there are no restrictions on the palette. The main disadvantage of the DLP method, as well as SLA, is the relatively high cost of consumables - about $ 80-160 per liter of liquid polymer. In comparison, a kilogram of FDM printing filament can be purchased for $35. Ultimately, the user must find the right balance between print quality and cost.
Other AM technologies
- Mask stereolithography (SGC)
- Multi-Jet Simulation (MJM) Technology
- Color Inkjet (CJP)
- 3D Inkjet Printing (3DP)
- Selective Laser Sintering (SLS)
- Selective laser melting (SLM)
- Stereolithography (SLA)
- Selective heat sintering (SHS)
- Lamination of objects (LOM)
- Electron Beam Melting (EBM)
- Direct Metal Laser Sintering (DMLS)
- Electron Beam Fusion Manufacturing (EBFȝ)
- Fused Deposition Modeling (FDM)
Go to the main page of Encyclopedia of 3D printing
Digital LED projection DLP 3d printing with photopolymer, Sevastopol
Digital LED projection is one of the methods for creating a three-dimensional product model.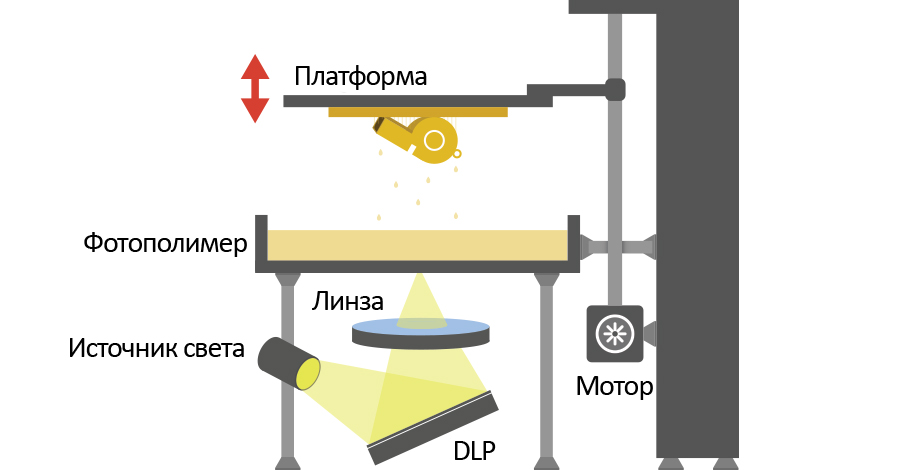 In fact, this is a variation of laser stereolithography. Among the masters, this 3D printing method is referred to as the abbreviation DLP.
In fact, this is a variation of laser stereolithography. Among the masters, this 3D printing method is referred to as the abbreviation DLP.
Printers that operate on the basis of digital LED projection technology are used for the production of prototypes:
- teeth and crowns;
- jewelry;
- toys, figurines, key rings;
- elements of modern design in the interior;
- Products with high detail;
- Master model and matrix for creating silicone molds.
SLA technology description:
It's no secret that today one of the most popular 3D printing methods is laser stereolithography. Most often, this additive manufacturing method is described by the acronym SLA. The technology for manufacturing three-dimensional products using laser equipment is based on the use of photopolymer resin. In the process of ultraviolet irradiation, it hardens and forms a prototype of the model taken as a basis. It is worth noting that SLA technology is widely used in the industrial sector, but its use in domestic conditions is almost impossible due to the high cost of devices. The price of 3D printers based on laser stereolithography is based on the cost of all components of the device. Unfortunately, the availability of high-quality laser emitters requires significant costs.
It is worth noting that SLA technology is widely used in the industrial sector, but its use in domestic conditions is almost impossible due to the high cost of devices. The price of 3D printers based on laser stereolithography is based on the cost of all components of the device. Unfortunately, the availability of high-quality laser emitters requires significant costs.
Features of the DLP printing method:
The main difference between digital LED printing is the use of specialized equipment - projectors. Applying this method of additive manufacturing allows you to achieve the same result as with SLA printing. However, the final cost of production will be much lower. Laser systems scan material using one or more heads, while LED devices in DLP printers create a projection of each of the image layers. The product is formed by layer-by-layer application of the source material. Despite the fact that the 3D printing method using lasers was patented back in the late 80s, and DLP technology arose relatively recently, the quality of products created using an alternative type of additive manufacturing is in no way inferior to .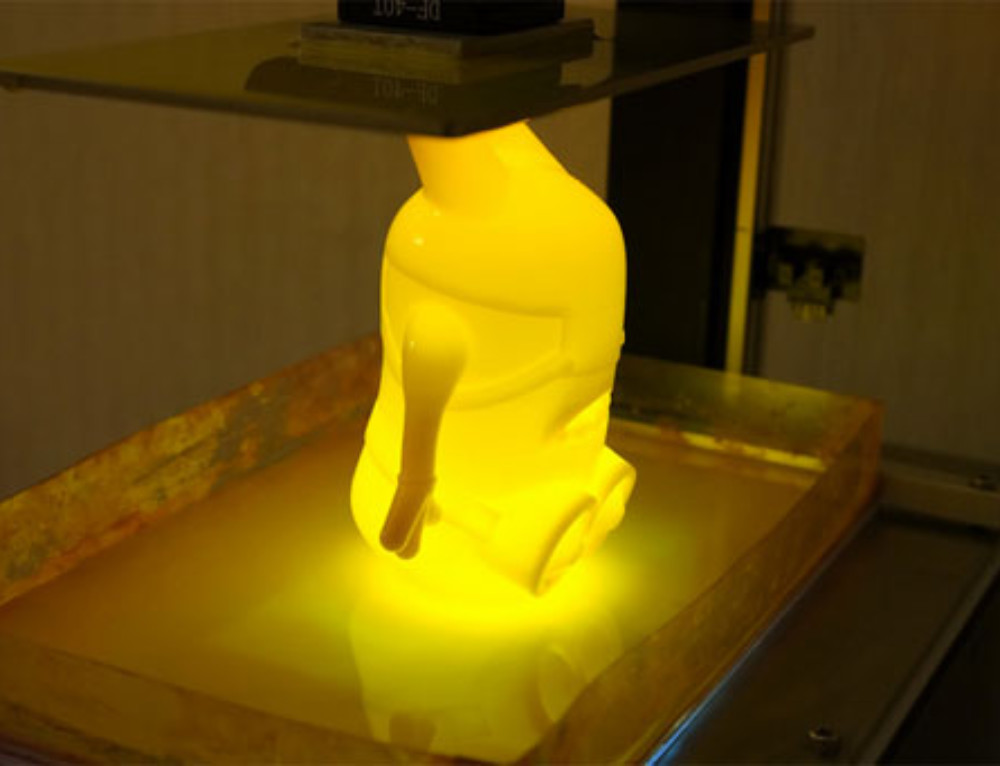 The main advantage of digital LED projection is the low cost of the main elements of the device - projectors.
The main advantage of digital LED projection is the low cost of the main elements of the device - projectors.
Technical indicators of DLP printers:
Like equipment operating by means of laser stereolithography, devices with the introduction of DLP technology are characterized by high efficiency. The accuracy of printing professional equipment is displayed in the value of the minimum thickness of one layer - more than 14 microns. For comparison, the same indicator in a device operating on the basis of the layered deposition method is more than 49 microns. In practice, digital LED projection technology provides an increase in print resolution at the cost of slower part production. Another advantage of this additive manufacturing technology is the range of print materials. To date, photopolymer resins are presented in a wide variety of colors, shapes, sizes. In addition, for the manufacture of three-dimensional models using a DLP printer, there are no restrictions on the color solutions of the source material.