Diamond nozzle 3d printer
3D Printer Nozzle Guide - Everything about 3D printer nozzles
When dealing with the topic of 3D printing, there is a lot to consider. Before you just start printing, you should look into the possibilities and settings of your 3D printer in order to achieve the best possible printing results and to preserve the service life of the device. An important and often underestimated part of the 3D printer is the printer nozzle, which is often given little attention. Even if the nozzle of a 3D printer is a very small component, it has a significant influence on the printing speed and quality.
In this comprehensive guide, we would like to explain to you what a 3D printer nozzle is, how different nozzle types differ and how to choose the right nozzle for your requirements.
Under this post you will also find our new YouTube video, in which we summarize the advantages and disadvantages of different nozzle types and show how you can easily and easily change the nozzle on your 3D printer.
What is a nozzle and what is it used for?
Nozzle are located on the hotend and it is through which the heated filament is printed on the printing platform. With most 3D printers, the nozzle can be exchanged. Depending on the requirements, changing the printer nozzle can be very worthwhile, so you should dare to try different nozzles.
How do 3D printer nozzles differ?
A basic distinction is made between 3D printer nozzles based on the following properties:
- Nozzle diameter
- Material
Depending on the material and nozzle diameter, the nozzle meets different print requirements.
Nozzle diameter
3D printer nozzles are available in different nozzle diameters from 0.1 to 2.0 mm. The diameter of a nozzle also determines the possible layer height and thus indirectly the printing speed, because:
Basically, it's about how much filament is extruded and how fast.
As a rule, the maximum layer height values should not exceed 80% of the nozzle diameter. For example, a 0.4 mm nozzle has a recommended maximum layer height of 0.32 mm.
For example, a 0.4 mm nozzle has a recommended maximum layer height of 0.32 mm.
If you want to know what maximum and minimum layer height you can print with your nozzle, use the following rule of thumb:
|
⇒ Maximum layer height = 0.75 * nozzle diameter ⇒ Minimum layer height = 0.25 * nozzle diameter |
0.4 mm nozzle as standard
For most 3D printers, the 0.4 mm nozzle has become the standard, as it is usually installed as standard and offers a good balance between resolution, precision and printing speed.
Small nozzles <0.4 mm
Small nozzles are ideally suited for the production of objects with very fine, precise details and barely visible layer traces.
Since the nozzle diameter is so small, the printing times are longer than, for example, with a 0.4 mm nozzle.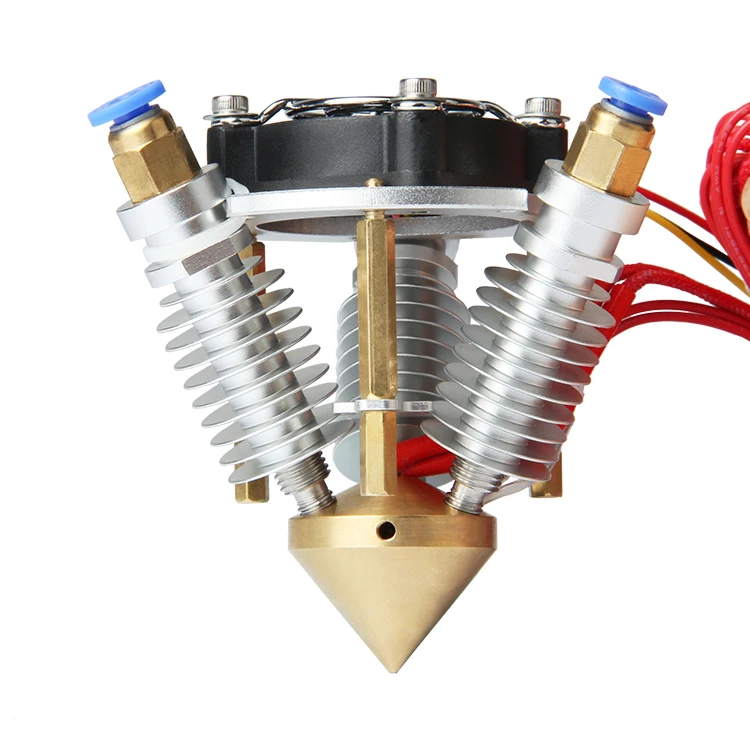 In addition, special materials, such as filaments with particles, cannot be processed with small nozzles. The risk of clogging the nozzle is also much higher than with larger nozzles.
In addition, special materials, such as filaments with particles, cannot be processed with small nozzles. The risk of clogging the nozzle is also much higher than with larger nozzles.
Large nozzles> 0.4 mm
Large printer nozzles ensure a higher material flow, thicker layer heights and reduced printing times. The wider extrusion and the higher layers give the printed models more stability, but they are not as finely printed and are not rich in detail. In addition, wider nozzles hardly clog and are therefore ideal for special materials such as wood, carbon fibre or glow-in-the-dark filaments.
Due to the fast possibility of printing, large nozzles are particularly recommended for rapid prototyping.
|
⇒ Fact: When printing with a layer height of 0.4 mm, the printing time is almost halved compared to a layer height of 0.2 mm. |
Nozzle materials
Due to their relatively high thermal conductivity, 3D printer nozzles are made of different metals that influence the 3D printing process in different ways.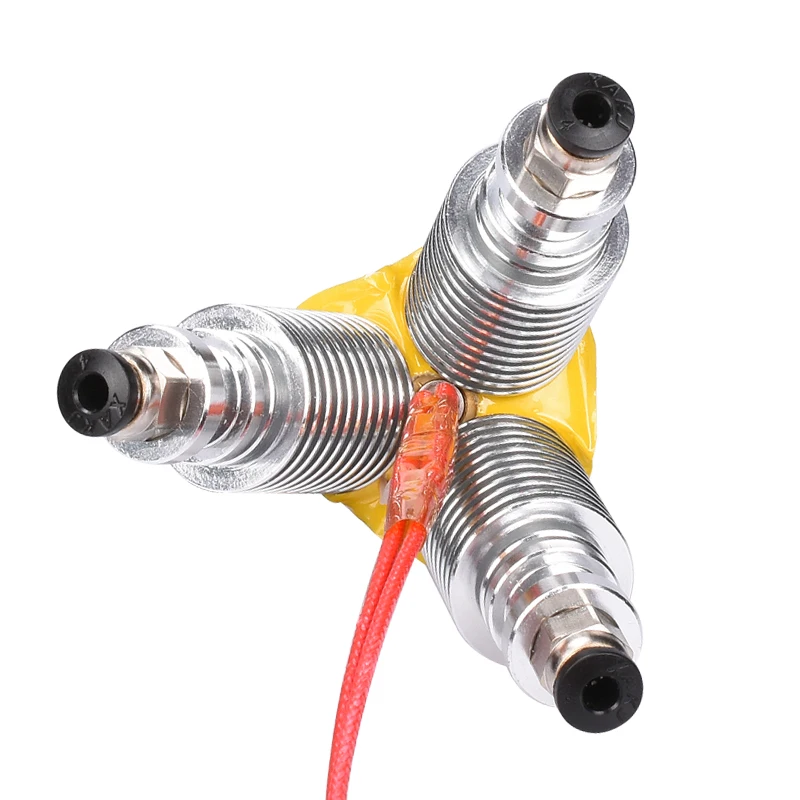 Since some filaments have abrasive properties and therefore certain types of metal wear out faster than others, the nozzle material should be selected accordingly.
Since some filaments have abrasive properties and therefore certain types of metal wear out faster than others, the nozzle material should be selected accordingly.
In the following, we will list the different nozzle materials with their advantages and disadvantages in order to create an overview of their abilities.
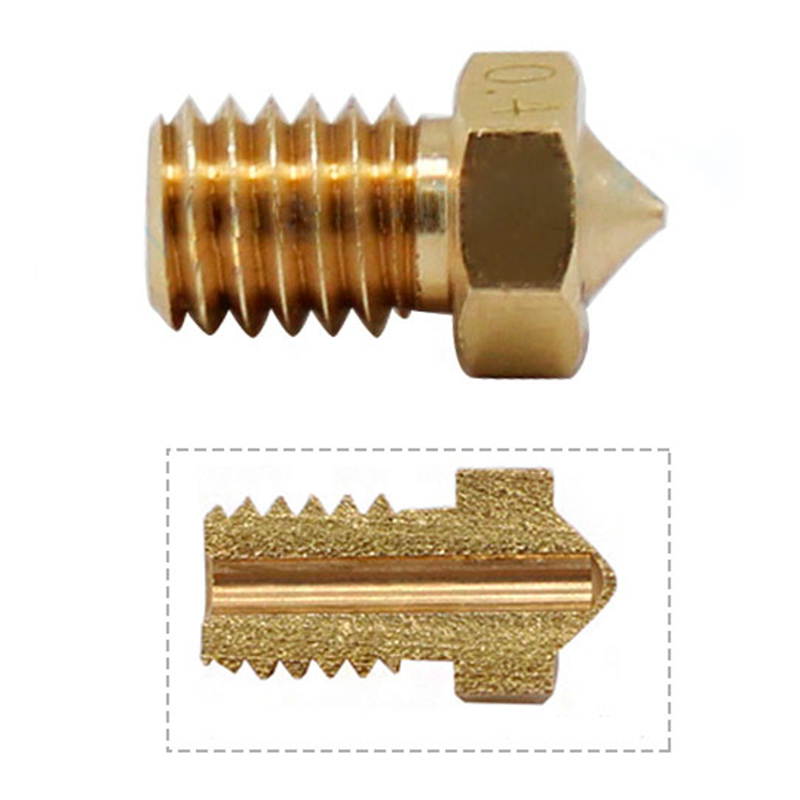
- Brass nozzles
→ max 300 ° C.
Brass is the most commonly used material for 3D printer nozzles. It offers excellent heat transfer at a relatively low cost. When processing abrasive special filaments with wood, carbon or metal fibres, however, a brass nozzle wears out very quickly and becomes imprecise.
In order to protect the relatively soft nozzle material from excessive abrasion and to reduce the friction between the filament and the nozzle, a brass nozzle can be coated with nickel or chrome.
Advantages
- Low cost
- High thermal conductivity
Disadvantages
- Low wear resistance
- Not suitable for highly abrasive materials
- Coated nozzles
→ max 500 ° C.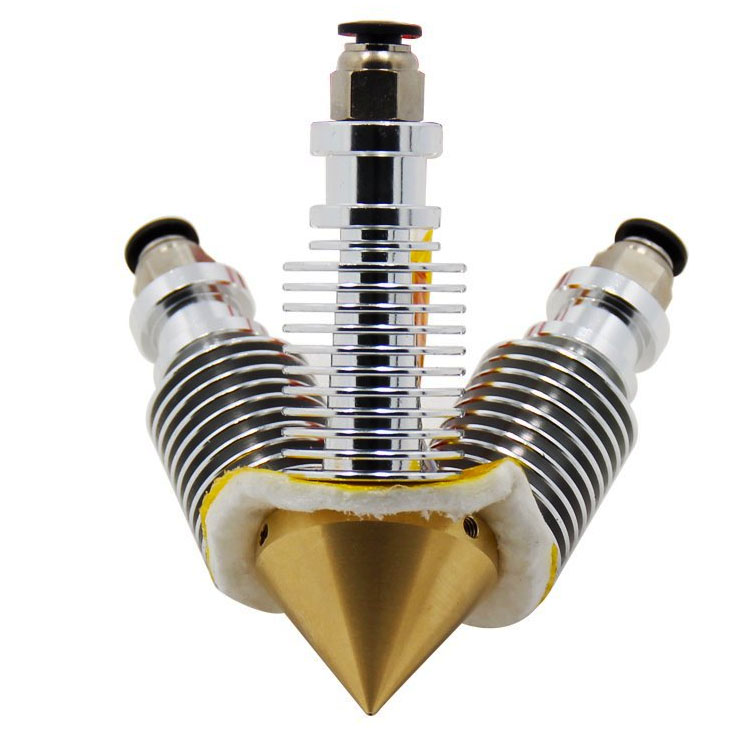
In order to protect relatively soft nozzle material from excessive abrasion and to reduce the friction between the filament and nozzle, brass or copper nozzles are also available with a nickel or chrome coating.
In addition to the improved scratch resistance, a coating also significantly increases the temperature resistance of the nozzle.
Advantages
- Higher wear resistance than normal brass or copper
- Perfect all-rounder
- High-temperature resistance
- High thermal conductivity
Disadvantages
- Not as hard as hardened steel
- Not suitable for permanent use with abrasive materials
- Stainless steel nozzles
→ max 500 ° C.
Steel is another popular material for nozzles because it offers slightly better wear resistance than brass nozzles. They also, to some extent, prevent molten plastic from sticking to its surfaces and contaminating the print with lead, which is often the case with brass nozzles. Steel nozzles are therefore theoretically suitable for food-safe materials.
Steel nozzles are therefore theoretically suitable for food-safe materials.
Steel allows a wider range of filaments to be processed but is not recommended if abrasive filaments are used frequently. It is also less heat-conductive compared to brass.
Advantages
- Better wear resistance than brass
- Can be used for food-safe filaments
Disadvantages
- Lower thermal conductivity than brass
- Lower wear resistance than hardened steel
- Hardened Steel Nozzles
→ max 500 ° C.
Hardened steel nozzles are a useful 3D printer upgrade as they are tough enough for frequent use of abrasive materials (10 times more wear-resistant than brass nozzles) and literally offer years of use without replacement.
However, this material has an even lower thermal conductivity than the two previous materials and is more expensive to purchase. Since the inner surface of the nozzle is not as smooth as other “softer” nozzle materials, this can result in poor print quality.
Since the inner surface of the nozzle is not as smooth as other “softer” nozzle materials, this can result in poor print quality.
Advantages
- High wear resistance
- Very durable
- Suitable for abrasive materials
Disadvantages
- Lower thermal conductivity
- Lower print quality
- Higher cost
- Ruby Nozzles / Brass Ruby Nozzles
→ max 550 ° C.
Nozzles with ruby tips belong to the luxury class of 3D printer nozzles. As a rule, ruby nozzles are brass nozzles with or without a coating that have a ruby on the tip. Since the hole in the ruby can be made very precisely, there are only small diameter tolerances.
The ruby tip of the nozzle ensures additional wear resistance, which is particularly useful when processing special filaments. Compared to the other types of nozzles, the ruby nozzle is the most expensive.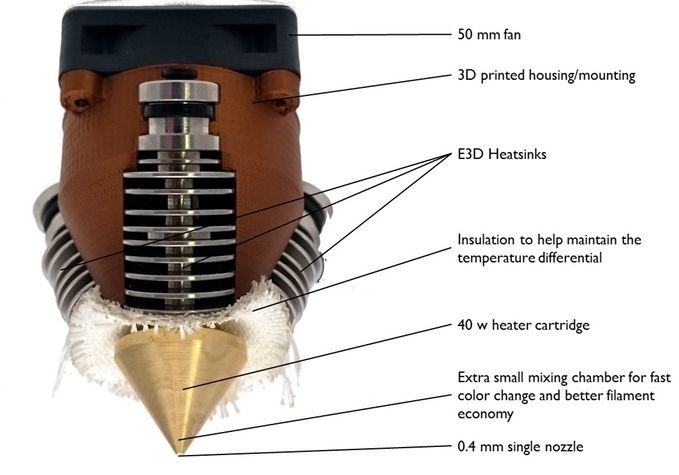
Advantages
- High thermal conductivity due to the brass body
- High wear resistance
- High-temperature resistance
Disadvantages
- Higher cost
Changing the 3D printer nozzle - this is how it works
Would you like to exchange your 3D printer nozzle? In our video we show you exactly what to look out for when replacing the 3D printer nozzle.
We would be happy if you visit us on YouTube and leave a like or comment. If you want to see something specific on our channel in the future, please let us know in the comments!
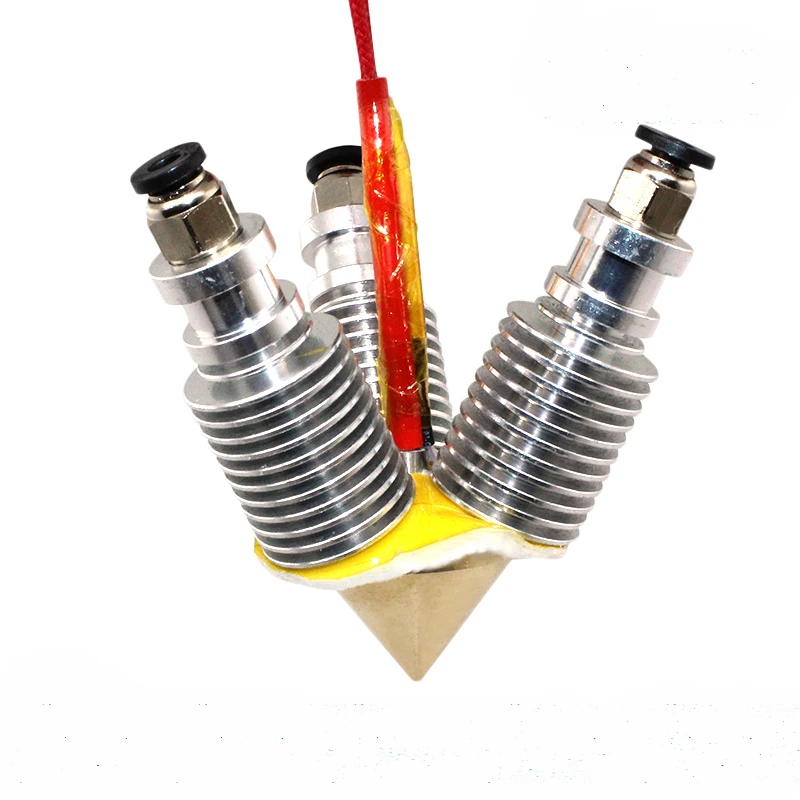
0.4mm Diamond 3-in-1 Nozzle | for Tri-Extruders
If you love 3D printing (like we do) and have been looking for fun new ways to stretch the boundaries of what’s possible in desktop fabrication, the 0.4mm Diamond 3-in-1 Multicolour Nozzle is just what you’ve been looking for!
With a clever design that accepts three different inputs, the Diamond Nozzle is one of the leading methods of multi-colour printing, capable of switching 3D Filaments on-the-fly without having to stop the machine and endure through the entire filament-changing process. Instead, with some adjustments to the typical G-Code that would be used, you can choose to print objects in a variety of multi-colour formats, even allowing you to print soluble support structures for two other coloured filaments – all without having to stop your 3D printer or manually swap out to different filament types and colours.
Instead, with some adjustments to the typical G-Code that would be used, you can choose to print objects in a variety of multi-colour formats, even allowing you to print soluble support structures for two other coloured filaments – all without having to stop your 3D printer or manually swap out to different filament types and colours.
Be aware before buying this, however, that’s it’s not an easy task to get this nozzle and the associated extruder system set up. This is why we recommend the Diamond Nozzle only for enthusiasts who have a reasonably strong knowledge of 3D Printing, although we have certainly enjoyed the sheer feeling of accomplishment (as well the results!) of getting this Diamond Nozzle installed and printing in multiple colours.
Please Note: This nozzle does not include the compatible E3D V5 or E3D V6 Hotend Assemblies. You will also have to print the shroud for the fan and cooling towers yourself, although these, as well as a few updated and upgraded variations, can easily be found on Thingiverse or similar sites.
| Diamond 3 in 1 Multicolour Nozzle - Technical Specifications: | |
| – Brass |
| – 1.75mm |
| – 0.4mm |
| – M6 |
| – E3D V5 / E3D V6 (Bowden) |
Quick Guide to Changing your 0.4mm 3-in-1 Diamond Nozzle:
When fitting the tri-extruder diamond nozzle, there are a few vital steps that are very important to follow in order to avoid any leaks or problems when the nozzle heats up to blistering hot temperatures. Fortunately, these are not difficult steps, and as long as you follow them carefully you should be able to avoid many of the common mistakes that most people encounter – giving you a great jumpstart on your tri-extrusion adventures.
The simple seven steps to the common “Hot Tightening Technique” are as follows:
- Step 1: Before you begin to install the nozzle, connect up the cooling fan and set it to run – this will ensure that you don’t burn out your nozzle while fitting it.
- Step 2: Now that you have safeguarded against overheating, the next step is to heat up the nozzle to around 285°C – while ensuring that you don’t go above this temperature so as to protect the thermistor.
- Step 3: If you have any hotend assemblies attached to the nozzle, carefully but firmly grip the nozzle with a tool, and remove the hotend assemblies without damaging the relatively sensitive heatbreaks.
- Step 4: For the next
- Step 5: Next, you will need to hold the nozzle firmly in place and, with a tool, grip the heatbreak of one of the hotend assemblies and slowly screw it into the nozzle so that it fits flush with the printed centre-mount – while being cautious not to force too much torque onto the heatbreak.
 This step needs to be repeated for each hotend assembly.
This step needs to be repeated for each hotend assembly. - Step 6: After you have installed the hotend assemblies, check to make sure that they are not too tight, as they will change shape slightly when cooled. If they are too tight, then the cooling process will cause them to squeeze together and break, so be sure that there is at least enough space to fit a small piece of insulation, fire-resistant textile or similar material between the nozzle and the cooling towers.
- Step 7: Finally, turn off the heat and reduce the fan to half-power in order to let the entire assembly cool down at a reasonable speed. If you have done each step right then you will be left with a firm, secure and well-fitted extruder assembly – ready to print in multiple colours without ever having to change filaments mid-print.
The reason for this technique is because the aluminium Heatbreaks have a higher coefficient of thermal expansion than the brass used for the nozzles. This can result in a small gap of air between the nozzle and the heatbreak during heating, but this of course only happens if the nozzle has been tightened while cold.
This can result in a small gap of air between the nozzle and the heatbreak during heating, but this of course only happens if the nozzle has been tightened while cold.
US Synthetic offers diamond nozzles for FDM 3D printers
News
, durability.
These nozzles are designed by US Synthetic, a ChampionX Corporation manufacturing equipment and chemicals for the oil and gas industry. Specifically, US Synthetic specializes in cutting tools using synthetic diamonds, and now, apparently, has decided to take on components for 3D printers.
There is nothing fundamentally new here: back in 2016, the well-known Swedish engineer Anders Olsson (the author of the so-called “Olsson blocks”) designed nozzles with ruby tips specifically for 3D printing with highly abrasive materials. AliExpress is already inundated with clones of such dies, and the originals (pictured above) are still offered by 3DVerkstan and used in CC Red modular hotends for Ultimaker third generation 3D printers. Following the ruby nozzles, sapphire ones appeared, for example, from the Russian company Technology 21st Century (in the illustration below). The appearance of diamond options was only a matter of time.
Following the ruby nozzles, sapphire ones appeared, for example, from the Russian company Technology 21st Century (in the illustration below). The appearance of diamond options was only a matter of time.
The authors emphasize that DiamondBack nozzles do not use coatings, but polycrystalline diamond inserts. The developers promise a full bouquet of benefits: the ability to print with any filament, increased interlayer adhesion and quality, ease of cleaning and reduced risk of plugging, high wear resistance, the ability to 3D print at lower extrusion temperatures and increase its efficiency. Yes, diamond has a very high thermal conductivity, but only practice will show how much diamond tips affect all of the above. The metal part, by the way, is made of brass. In any case, the mention of increased wear resistance is understandable, because for the sake of it, such nozzles are created in the first place.
What we have in the end: nozzles capable of printing both conventional polymers like PLA or ABS, and all kinds of highly abrasive materials, such as composites with carbon and glass fiber fillers or polymer-metal filaments.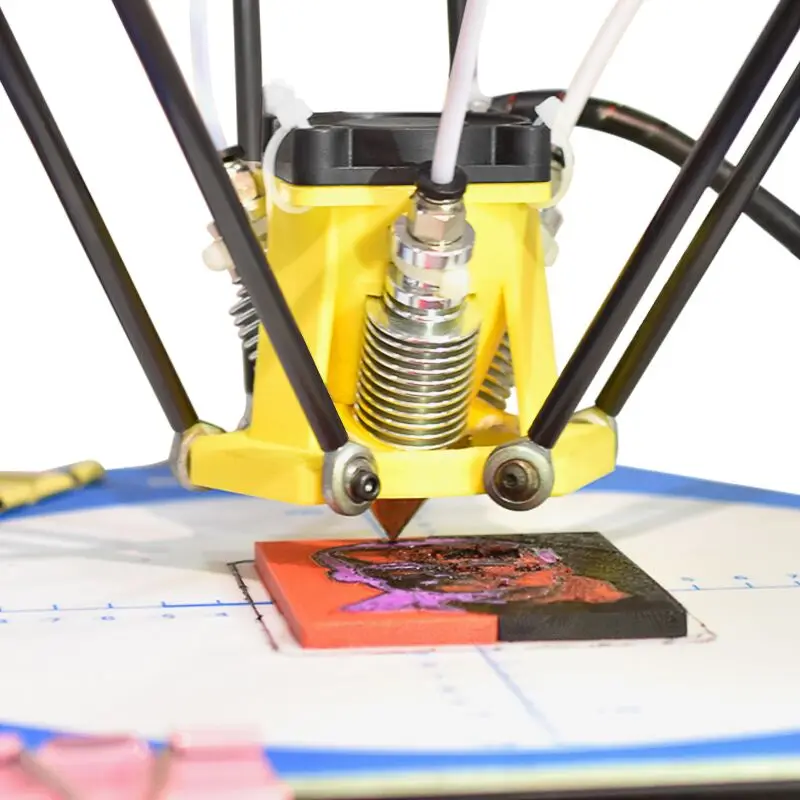 In terms of survivability, the developers point to their own experience in creating cutting tools, where diamond coatings last 2-8 times longer than tungsten carbide counterparts. And yes, tungsten carbide nozzles also exist. It is not recommended to operate diamond nozzles at temperatures above 300°C, but in the future it is planned to offer higher temperature options - ruby competitors already hold up to 500°C. DiamondBack nozzles are designed to work with filaments with a diameter of 1.75 mm, fit hot ends with M6x1 threads and are available in diameters of 0.4, 0.6 and 0.8 mm.
In terms of survivability, the developers point to their own experience in creating cutting tools, where diamond coatings last 2-8 times longer than tungsten carbide counterparts. And yes, tungsten carbide nozzles also exist. It is not recommended to operate diamond nozzles at temperatures above 300°C, but in the future it is planned to offer higher temperature options - ruby competitors already hold up to 500°C. DiamondBack nozzles are designed to work with filaments with a diameter of 1.75 mm, fit hot ends with M6x1 threads and are available in diameters of 0.4, 0.6 and 0.8 mm.
Single nozzles can be ordered for $76 without shipping. In parallel, there is a choice of different pair combinations and triple sets: for example, a complete set of three nozzles of different diameters will cost early customers $199. The start of deliveries is scheduled for November this year. Additional information is available on the Kickstarter crowdfunding site at this link.
nozzle DiamondBack US Synthetic diamond
Follow author
Follow
Don't want
6
More interesting articles
6
Subscribe to the author
Subscribe to the author
Don't want
The Salyut production complex of the United Engine Corporation is planning the next...
Read more
four
Follow the author
Subscribe
Don't wish
Hello everyone!From November 7 to November 11, 2022, the High-Tech Forum 2022 - International.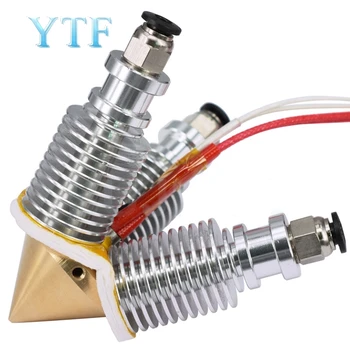 ..
..
Read more
41
Subscribe author
Subscribe
Don't want
Release includes a new perimeter generator called Arachne, support for STEP files, order...
Read more
Explore your 3D printing nozzles
Although a 3D printer nozzle may seem small and unassuming, it plays a big role in the success or failure of an FFF print job. FFF 3D printers feed thermoplastic material through a heated nozzle onto a horizontal platform. The printer, loaded with ABS, PLA, or other polymeric material, forms the parts layer by layer from bottom to top.
FFF, often referred to as FDM (fused deposition modeling), a technology patented by Stratasys in 1989, is a relatively inexpensive and fairly fast way to print objects. These characteristics make the FFF the most popular type of 3D printer, especially among hobbyists and companies on a budget.
Nozzle Selection
Anyone using an FFF printer should be familiar with the different types and diameters of nozzles, as the choice of nozzle has a huge impact on part quality, productivity and operating costs. First of all, you need to know that FFF threads come in two diameters: 1.75 mm and 2.85 mm. Along with ABS and PLA, other common materials include nylon, polycarbonate, and TPU. There are also many additives that can be mixed with these materials such as carbon fiber, metal, wood, dyes and even stone.
When it comes to nozzle selection, Paul Brucki, Technical Support Specialist at Micro Swiss LLC, Ramsey, MN, says the first step is to find a nozzle that is compatible with your 3D printer. "Nozzles have different characteristics, such as size, thread length and pitch, as well as overall nozzle length and filament diameter," he said. To simplify the selection process, manufacturers usually list compatible printers for each nozzle in the "Eligible nozzles" section of the user manual or website.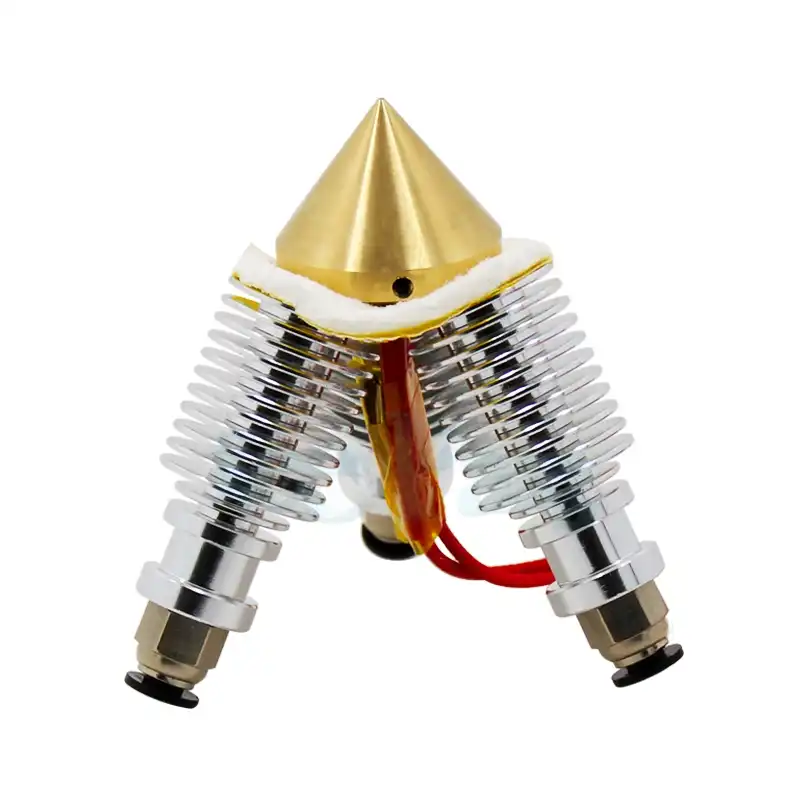 "
"
Another point is the nozzle material. The base filaments listed earlier are non-abrasive and will work well with an inexpensive heat-conducting brass nozzle. However, filament additives tend to increase the abrasiveness of the material, requiring the use of a harder metal nozzle.
Again, a wide range of nozzle materials is available. For example, A2 tool steel provides a good balance of wear resistance and thermal conductivity, while M2 tool steel bit has high strength but less thermal conductivity.
Some manufacturers offer stainless steel nozzles that should be used when printing food or medical components. Tungsten carbide nozzles provide the longest life, although they are more expensive. Ruby, sapphire or diamond tips are sometimes added to brass nozzles, which greatly extends their life, as does nickel or chromium plating.
Finally, hybrid nozzles made of copper with a hard metal insert, as well as nozzles using "core heating technology", are on sale. Offered by Bondtech AB in Värnamo, Sweden, this design element speeds up the melting of the material by splitting one strand into several thinner strands.
Offered by Bondtech AB in Värnamo, Sweden, this design element speeds up the melting of the material by splitting one strand into several thinner strands.
Standard FFF threads are available in two diameters: 1.75 mm and 2.85 mm.
It's all in the details
Nuno Santiago, product manager of the company, offered some advice on nozzle selection. "Consider the level of detail in your design," he said. "Are you going to make very detailed parts or very large ones? How fast do you need to make these parts, and what is the minimum size of the smallest part? value for the level of detail".
Santiago believes that mechanical requirements and part weight also play a role in nozzle selection. For example, a small nozzle can be used to produce thicker, stronger walls, but more passes are needed to fill a given area. This approach allows the material to cool between each pass, which reduces the quality of the bond.
In addition, as the nozzle diameter decreases, the printer must move faster to maintain an equivalent volume flow.