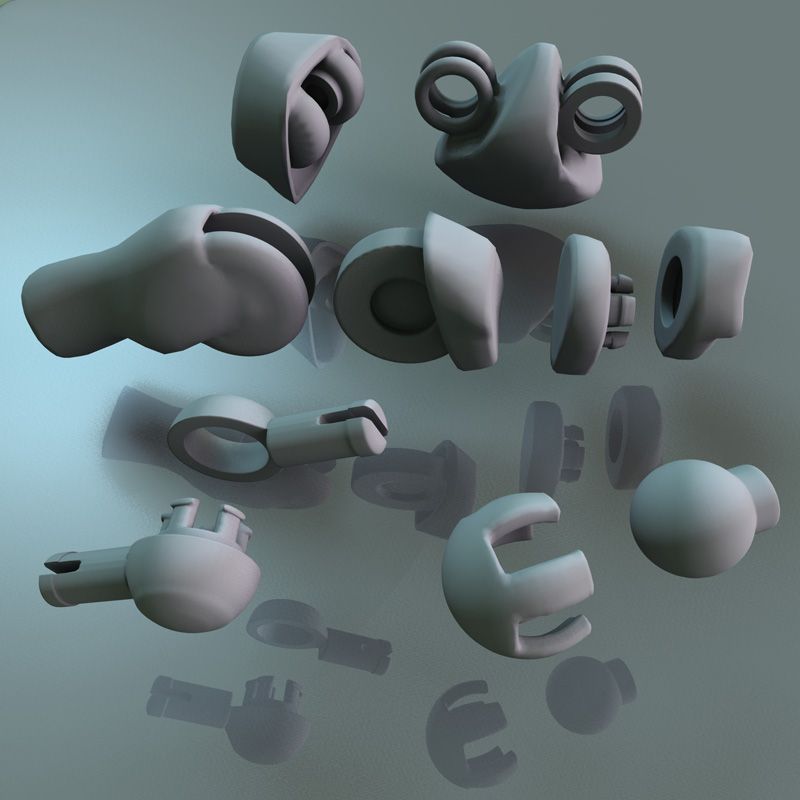
Bakelite 3d printing
FDM-based additive manufacturing of recycled thermoplastics and associated composites
1. Dutta N, Mondal P, Gupta A. Optimization of process parameters using response surface methodology for maximum liquid yield during thermal pyrolysis of blend of virgin and waste high-density polyethylene. J Mater Cycles Waste Manag. 2022;24:1182–1193. doi: 10.1007/s10163-022-01392-y. [CrossRef] [Google Scholar]
2. Lee A, Liew MS. Tertiary recycling of plastics waste: an analysis of feedstock, chemical and biological degradation methods. J Mater Cycles Waste Manag. 2021;23:32–43. doi: 10.1007/s10163-020-01106-2. [CrossRef] [Google Scholar]
3. Liang Y, Tan Q, Song Q, Li J. An analysis of the plastic waste trade and management in Asia. Waste Manag. 2021;119:242–253. doi: 10.1016/j.wasman.2020.09.049. [PubMed] [CrossRef] [Google Scholar]
4. Schmidt C, Krauth T, Wagner S. Export of plastic debris by rivers into the sea. Environ Sci Technol. 2017;51:12246–12253. doi: 10.1021/acs. est.7b02368. [PubMed] [CrossRef] [Google Scholar]
5. Vanapalli KR, Sharma HB, Ranjan VP, Samal B, Bhattacharya J, Dubey BK, Goel S. Challenges and strategies for effective plastic waste management during and post COVID-19 pandemic. Sci Total Environ. 2021;750:141514. doi: 10.1016/j.scitotenv.2020.141514. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
6. Adeniyi LA, Akinpelu OP, Fatoke MT, Adeniji MA. Evaluation of urban solid-waste generation and safety consciousness of waste collectors amidst COVID-19 pandemic. J Mater Cycles Waste Manag. 2022;24:1948–1957. doi: 10.1007/s10163-022-01449-y. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
7. Prata JC, Silva ALP, Walker TR, Duarte AC, Rocha-Santos T. COVID-19 pandemic repercussions on the use and management of plastics. Environ Sci Technol. 2020;54:7760–7765. doi: 10.1021/acs.est.0c02178. [PubMed] [CrossRef] [Google Scholar]
8. Mikula K, Skrzypczak D, Izydorczyk G, Warchoł J, Moustakas K, Chojnacka K, Witek-Krowiak A. 3D printing filament as a second life of waste plastics—a review. Environ Sci Pollut Res. 2020 doi: 10.1007/s11356-020-10657-8. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
3D printing filament as a second life of waste plastics—a review. Environ Sci Pollut Res. 2020 doi: 10.1007/s11356-020-10657-8. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
9. Chawla K, Singh J, Singh R. On recyclability of thermosetting polymer and wood dust as reinforcement in secondary recycled ABS for nonstructural engineering applications. J Thermoplast Compos Mater. 2020 doi: 10.1177/0892705720925135. [CrossRef] [Google Scholar]
10. Singh R, Singh I, Kumar R. Mechanical and morphological investigations of 3D printed recycled ABS reinforced with bakelite–SiC–Al2O3. Proc Inst Mech Eng Part C J Mech Eng Sci. 2019;233:5933–5944. doi: 10.1177/0954406219860163. [CrossRef] [Google Scholar]
11. Singh R, Kumar R, Tiwari S, Vishwakarma S, Kakkar S, Rajora V, Bhatoa S. On secondary recycling of ZrO2-reinforced HDPE filament prepared from domestic waste for possible 3-D printing of bearings. J Thermoplast Compos Mater. 2019;34:1254–1272. doi: 10.1177/0892705719864628. [CrossRef] [Google Scholar]
doi: 10.1177/0892705719864628. [CrossRef] [Google Scholar]
12. Bedi P, Singh R, Ahuja IPS. Effect of SiC/Al2O3 particle size reinforcement in recycled LDPE matrix on mechanical properties of FDM feed stock filament. Virtual Phys Prototyp. 2018;13:246–254. doi: 10.1080/17452759.2018.1496605. [CrossRef] [Google Scholar]
13. Singh N, Singh R, Ahuja IPS. Recycling of polymer waste with SiC/Al2O3 reinforcement for rapid tooling applications. Mater Today Commun. 2018;15:124–127. doi: 10.1016/j.mtcomm.2018.02.008. [CrossRef] [Google Scholar]
14. Idrees M, Jeelani S, Rangari V. Three-dimensional-printed sustainable biochar-recycled PET composites. ACS Sustain Chem Eng. 2018;6:13940–13948. doi: 10.1021/acssuschemeng.8b02283. [CrossRef] [Google Scholar]
15. Carrete IA, Quiñonez PA, Bermudez D, Roberson DA. Incorporating textile-derived cellulose fibers for the strengthening of recycled polyethylene terephthalate for 3D printing feedstock materials. J Polym Environ. 2021;29:662–671. doi: 10.1007/s10924-020-01900-x. [CrossRef] [Google Scholar]
2021;29:662–671. doi: 10.1007/s10924-020-01900-x. [CrossRef] [Google Scholar]
16. Wang X, Jiang M, Zhou Z, Gou J, Hui D. 3D printing of polymer matrix composites: a review and prospective. Compos Part B. 2017;110:442–458. doi: 10.1016/j.compositesb.2016.11.034. [CrossRef] [Google Scholar]
17. Kristiawan RB, Imaduddin F, Ariawan D. A review on the fused deposition modeling (FDM) 3D printing: filament processing, materials, and printing parameters. Open Eng. 2021;11:639–649. doi: 10.1515/eng-2021-0063. [CrossRef] [Google Scholar]
18. Pitjamit S, Thunsiri K, Nakkiew W, Wongwichai T. The possibility of interlocking nail fabrication from FFF 3D printing PLA/PCL/HA composites coated by local silk fibroin for canine bone fracture treatment. MDPI Mater. 2020;13:1–19. doi: 10.3390/ma13071564. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
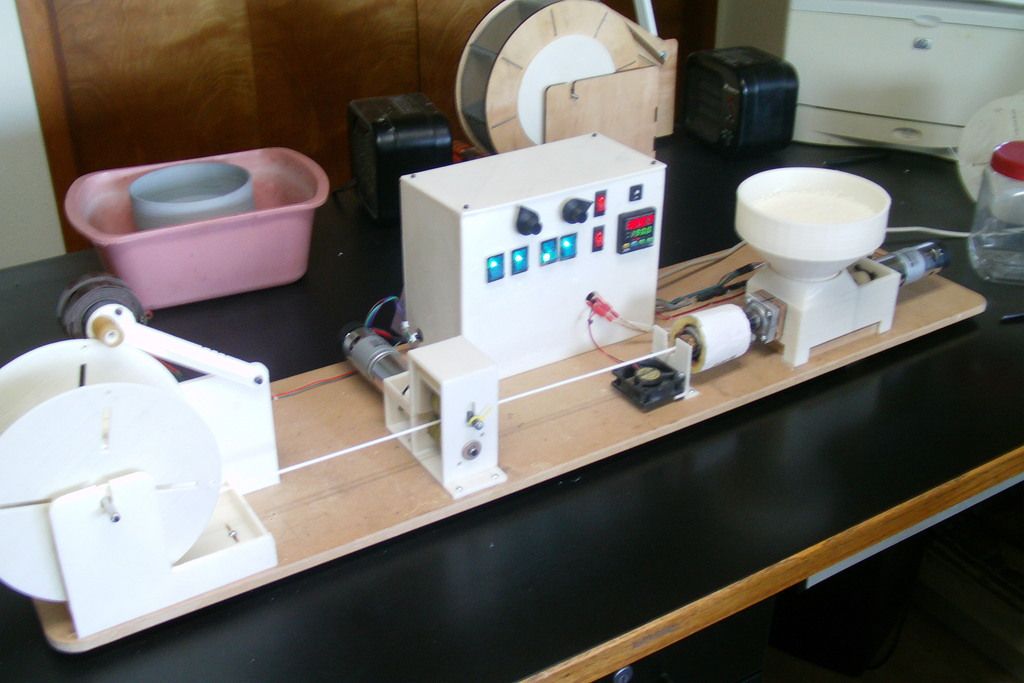
19. Poudel B (2015) How to make portable homemade filament extruder. Arcada
20. Sakai T. Screw extrusion technology—past, present and future. Polimery Polymer. 2013;58:847–857. doi: 10.14314/polimery.2013.847. [CrossRef] [Google Scholar]
Polimery Polymer. 2013;58:847–857. doi: 10.14314/polimery.2013.847. [CrossRef] [Google Scholar]
21. Yetgin SH. Tribological properties of compatabilizer and graphene oxide-filled polypropylene nanocomposites. Bull Mater Sci. 2020;43:4–11. doi: 10.1007/s12034-020-2061-4. [CrossRef] [Google Scholar]
22. Klis L, Thieleke P, Bonten C. Development of a novel extruder for the processing of a filament for robot-based 3D printing. AIP Conf Proc. 2020 doi: 10.1063/5.0028452. [CrossRef] [Google Scholar]
23. Dey A, Yodo N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J Manuf Mater Process. 2019 doi: 10.3390/jmmp3030064. [CrossRef] [Google Scholar]
24. Gao X, Qi S, Kuang X, Su Y, et al. Fused filament fabrication of polymer materials: a review of interlayer bond. Addit Manuf. 2020 doi: 10.1016/j.addma.2020.101658. [CrossRef] [Google Scholar]
25. Baumann FW, Schuermann M, Haq RHA (2018) Surface finish effects using coating method on 3D printing (FDM) parts. In: IOP conference series: materials science and engineering, pp 1–8
In: IOP conference series: materials science and engineering, pp 1–8
26. Al Khawaja H, Alabdouli H, Alqaydi H, Mansour A, Ahmed W, Al Jassmi H (2020) Investigating the mechanical properties of 3D printed components. In: 2020 Adv Sci Eng Technol Int Conf ASET 2020. 10.1109/ASET48392.2020.9118307
27. Turner BN, Gold SA. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp J. 2015;3:250–261. doi: 10.1108/RPJ-02-2013-0017. [CrossRef] [Google Scholar]
28. Mishra V, Negi S, Kar S, Sharma AK, Rajbahadur YNK, Kumar A. Recent advances in fused deposition modeling fused deposition modeling based additive manufacturing of thermoplastic composite structures: a review. J Thermoplast Compos Mater. 2022 doi: 10.1177/08927057221102857. [CrossRef] [Google Scholar]
29. Wickramasinghe S, Do T, Tran P. FDM-Based 3D printing of polymer and associated composite: a review on mechanical properties, defects and treatments. Polymers (Basel) 2020;12:1–42. doi: 10.3390/polym12071529. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
Polymers (Basel) 2020;12:1–42. doi: 10.3390/polym12071529. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
30. Penumakala PK, Santo J, Thomas A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos Part B. 2020;201:108336. doi: 10.1016/j.compositesb.2020.108336. [CrossRef] [Google Scholar]
31. Farah S, Anderson DG, Langer R. Physical and mechanical properties of PLA, and their functions in widespread applications—a comprehensive review. Adv Drug Deliv Rev. 2016;107:367–392. doi: 10.1016/j.addr.2016.06.012. [PubMed] [CrossRef] [Google Scholar]
32. Cruz Sanchez FA, Boudaoud H, Hoppe S, Camargo M. Polymer recycling in an open-source additive manufacturing context: mechanical issues. Addit Manuf. 2017;17:87–105. doi: 10.1016/j.addma.2017.05.013. [CrossRef] [Google Scholar]
33. Anderson I. Mechanical properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print Addit Manuf. 2017;4:110–115. doi: 10. 1089/3dp.2016.0054. [CrossRef] [Google Scholar]
1089/3dp.2016.0054. [CrossRef] [Google Scholar]
34. Hong JH, Yu T, Park SJ, Kim YH. Repetitive recycling of 3D printing PLA filament as renewable resources on mechanical and thermal loads. Int J Mod Phys B. 2020;34:1–5. doi: 10.1142/S0217979220401475. [CrossRef] [Google Scholar]
35. Lanzotti A, Martorelli M, Maietta S, Gerbino S, Penta F, Gloria A. A comparison between mechanical properties of specimens 3D printed with virgin and recycled PLA. Procedia CIRP. 2019;79:143–146. doi: 10.1016/j.procir.2019.02.030. [CrossRef] [Google Scholar]
36. Turku I, Kasala S, Kärki T. Characterization of polystyrene wastes as potential extruded feedstock filament for 3D printing. Recycling. 2018 doi: 10.3390/recycling3040057. [CrossRef] [Google Scholar]
37. Pinho AC, Amaro AM, Piedade AP. 3D printing goes greener: study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag. 2020;118:426–434. doi: 10.1016/j.wasman.2020.09. 003. [PubMed] [CrossRef] [Google Scholar]
003. [PubMed] [CrossRef] [Google Scholar]
38. Cardona C, Curdes AH, Isaacs AJ. Effects of filament diameter tolerances in fused filament fabrication. IU J Undergrad Res. 2016;2:44–47. doi: 10.14434/iujur.v2i1.20917. [CrossRef] [Google Scholar]
39. Ayrilmis N, Kariz M, Kwon JH, Kitek Kuzman M. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. Int J Adv Manuf Technol. 2019;102:2195–2200. doi: 10.1007/s00170-019-03299-9. [CrossRef] [Google Scholar]
40. Chen X, Kalish J, Hsu SL. Structure evolution of α′-phase poly(lactic acid) J Polym Sci Part B Polym Phys. 2011;49:1446–1454. doi: 10.1002/polb.22327. [CrossRef] [Google Scholar]
41. Moreno E, Beltrán González FR, Arrieta M, Gaspar G, Martínez Muneta M, Carrasco R, Yañez S, Hidalgo D, de la Orden M, Martínez Urreaga J. Technical evaluation of mechanical recycling of PLA 3D printing wastes. MDPI Proc. 2021;69:1–6. doi: 10.3390/cgpm2020-07187. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
42. Woern AL, Byard DJ, Oakley RB, Fiedler MJ, Snabes SL, Pearce JM. Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials (Basel) 2018 doi: 10.3390/ma11081413. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
Woern AL, Byard DJ, Oakley RB, Fiedler MJ, Snabes SL, Pearce JM. Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials (Basel) 2018 doi: 10.3390/ma11081413. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
43. Kreiger M, Pearce JM. Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products. ACS Sustain Chem Eng. 2013;1:1511–1519. doi: 10.1021/sc400093k. [CrossRef] [Google Scholar]
44. Zhao XG, Hwang KJ, Lee D, Kim T, Kim N. Enhanced mechanical properties of self-polymerized polydopamine-coated recycled PLA filament used in 3D printing. Appl Surf Sci. 2018;441:381–387. doi: 10.1016/j.apsusc.2018.01.257. [CrossRef] [Google Scholar]
45. Mohammed MI, Wilson D, Gomez-Kervin E, Rosson L, Long J (2019) EcoPrinting: investigation of solar powered plastic recycling and additive manufacturing for enhanced waste management and sustainable manufacturing. In: 2018 IEEE conf technol sustain SusTech, 2018, pp 1–6. 10.1109/SusTech.2018.8671370
In: 2018 IEEE conf technol sustain SusTech, 2018, pp 1–6. 10.1109/SusTech.2018.8671370
46. Czyżewski P, Bieliński M, Sykutera D, Jurek M, Gronowski M, Ryl Ł, Hoppe H. Secondary use of ABS co-polymer recyclates for the manufacture of structural elements using the FFF technology. Rapid Prototyp J. 2018;24:1447–1454. doi: 10.1108/RPJ-03-2017-0042. [CrossRef] [Google Scholar]
47. Mohammed MI, Wilson D, Gomez-Kervin E, Vidler C, Rosson L, Long J (2020) The recycling of E-waste ABS plastics by melt extrusion and 3D printing using solar powered devices as a transformative tool for humanitarian aid. In: Solid free Fabr 2018 proc 29th annu Int Solid Free Fabr Symp—An Addit Manuf Conf SFF 2018, pp 80–92
48. Marciniak D, Czyżewski P, Sykutera D, Bieliński M. Recycling of ABS operating elements obtained from industry 3D printing machines. Plimery Polymers. 2021;64:803–810. doi: 10.14314/polimery.2019.11.9. [CrossRef] [Google Scholar]
49. Mohammed MI, Das A, Gomez-Kervin E, Wilson D, Gibson I (2020) Ecoprinting: investigating the use of 100% recycled acrylonitrile butadiene styrene (ABS) for additive manufacturing. In: Solid Free Fabr 2017 Proc 28th Annu Int Solid Free Fabr Symp—An Addit Manuf Conf SFF 2017, pp 532–542
In: Solid Free Fabr 2017 Proc 28th Annu Int Solid Free Fabr Symp—An Addit Manuf Conf SFF 2017, pp 532–542
50. Cress AK, Huynh J, Anderson EH, O’neill R, Schneider Y, Keleş Ö. Effect of recycling on the mechanical behavior and structure of additively manufactured acrylonitrile butadiene styrene (ABS) J Clean Prod. 2021 doi: 10.1016/j.jclepro.2020.123689. [CrossRef] [Google Scholar]
51. Vidakis N, Petousis M, Tzounis L, Grammatikos SA, Porfyrakis E, Maniadi A, Mountakis N. Sustainable additive manufacturing: mechanical response of polyethylene terephthalate glycol over multiple recycling processes. Materials (Basel) 2021;14:1–16. doi: 10.3390/ma14051162. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
52. Das SK, Eshkalak SK, Chinnappan A, Ghosh R, Jayathilaka WADM, Baskar C, Ramakrishna S. plastic recycling of polyethylene terephthalate (PET) and polyhydroxybutyrate (PHB)—a comprehensive review. Mater Circ Econ. 2021 doi: 10.1007/s42824-021-00025-3. [CrossRef] [Google Scholar]
53. Choudhary K, Sangwan KS, Goyal D. Environment and economic impacts assessment of PET waste recycling with conventional and renewable sources of energy. Procedia CIRP. 2019;80:422–427. doi: 10.1016/j.procir.2019.01.096. [CrossRef] [Google Scholar]
Choudhary K, Sangwan KS, Goyal D. Environment and economic impacts assessment of PET waste recycling with conventional and renewable sources of energy. Procedia CIRP. 2019;80:422–427. doi: 10.1016/j.procir.2019.01.096. [CrossRef] [Google Scholar]
54. Mosaddek A, Kommula HKR, Gonzalez F (2018) Design and testing of a recycled 3D printed and foldable unmanned aerial vehicle for remote sensing. In: 2018 Int Conf Unmanned Aircr Syst ICUAS, 1207–1216. 10.1109/ICUAS.2018.8453284
55. Exconde MKJE, Co JAA, Manapat JZ, Magdaluyo ER. Materials selection of 3D printing filament and utilization of recycled polyethylene terephthalate (PET) in a redesigned breadboard. Procedia CIRP. 2019;84:28–32. doi: 10.1016/j.procir.2019.04.337. [CrossRef] [Google Scholar]
56. Goerg H. Michler FJB-C (2012) Nano- and micromechanics of polymers: structure modification and improvement of properties. In: Nano- and micromechanics of polymers. Hanser Publications, Cincinnati
57. Bakır AA, Atik R, Özerinç S. Effect of fused deposition modeling process parameters on the mechanical properties of recycled polyethylene terephthalate parts. J Appl Polym Sci. 2021;138:1–12. doi: 10.1002/app.49709. [CrossRef] [Google Scholar]
Effect of fused deposition modeling process parameters on the mechanical properties of recycled polyethylene terephthalate parts. J Appl Polym Sci. 2021;138:1–12. doi: 10.1002/app.49709. [CrossRef] [Google Scholar]
58. Vidakis N, Petousis M, Tzounis L, Maniadi A, Velidakis E, Mountakis N, Kechagias JD. Sustainable additive manufacturing: mechanical response of polyamide 12 over multiple recycling processes. MDPI Materials (Basel) 2021;14:1–15. doi: 10.3390/ma14020466. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
59. Chong S, Pan GT, Khalid M, Yang TCK, Hung ST, Huang CM. Physical characterization and pre-assessment of recycled high-density polyethylene as 3D printing material. J Polym Environ. 2017;25:136–145. doi: 10.1007/s10924-016-0793-4. [CrossRef] [Google Scholar]
60. Reich MJ, Woern AL, Tanikella NG, Pearce JM. Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials (Basel) 2019 doi: 10. 3390/ma12101642. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
3390/ma12101642. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
61. Herianto, Atsani SI, Matrisiswadi H (2020) Recycled polypropylene filament for 3D printer: extrusion process parameter optimization. In: IOP conf. series: materials science and engineering, pp 1–7
62. Jiun YL, Tze CT, Moosa U, Tawawneh MA. Effects of recycling cycle on used thermoplastic polymer and thermoplastic elastomer polymer. Polym Polym Compos. 2016 doi: 10.1177/096739111602400909. [CrossRef] [Google Scholar]
63. Karlsson S. Recycled polyolefins. Material properties and means for quality determination. Polymers (Basel) 2004;169:201–230. doi: 10.1007/b94173. [CrossRef] [Google Scholar]
64. Luzuriaga S, Kovářová J, Fortelný I. Degradation of pre-aged polymers exposed to simulated recycling: properties and thermal stability. Polym Degrad Stab. 2006;91:1226–1232. doi: 10.1016/j.polymdegradstab.2005.09.004. [CrossRef] [Google Scholar]
65. Romão W, Franco MF, Corilo YE, Eberlin MN, Spinacé MAS, De Paoli MA. Poly (ethylene terephthalate) thermo-mechanical and thermo-oxidative degradation mechanisms. Polym Degrad Stab. 2009;94:1849–1859. doi: 10.1016/j.polymdegradstab.2009.05.017. [CrossRef] [Google Scholar]
Poly (ethylene terephthalate) thermo-mechanical and thermo-oxidative degradation mechanisms. Polym Degrad Stab. 2009;94:1849–1859. doi: 10.1016/j.polymdegradstab.2009.05.017. [CrossRef] [Google Scholar]
66. Vilaplana F, Ribes-Greus A, Karlsson S. Analytical strategies for the quality assessment of recycled high-impact polystyrene: a combination of thermal analysis, vibrational spectroscopy, and chromatography. Anal Chim Acta. 2007;604:18–28. doi: 10.1016/j.aca.2007.04.046. [PubMed] [CrossRef] [Google Scholar]
67. Vilaplana F, Ribes-Greus A, Karlsson S. Degradation of recycled high-impact polystyrene. Simulation by reprocessing and thermo-oxidation. Polym Degrad Stab. 2006;91:2163–2170. doi: 10.1016/j.polymdegradstab.2006.01.007. [CrossRef] [Google Scholar]
68. Babagowda, Kadadevara Math RS, Goutham R, Srinivas Prasad KR. Study of effects on mechanical properties of PLA filament which is blended with recycled PLA materials. IOP Conf Ser Mater Sci Eng. 2018 doi: 10.1088/1757-899X/310/1/012103.![]() [CrossRef] [Google Scholar]
[CrossRef] [Google Scholar]
69. Cisneros-López EO, Pal AK, Rodriguez AU, Wu F, Misra M, Mielewski DF, Kiziltas A, Mohanty AK. Recycled poly(lactic acid)-based 3D printed sustainable biocomposites: a comparative study with injection molding. Mater Today Sustain. 2020;7–8:100027. doi: 10.1016/j.mtsust.2019.100027. [CrossRef] [Google Scholar]
70. Maldonado-García B, Pal AK, Misra M, Gregori S, Mohanty AK. Sustainable 3D printed composites from recycled ocean plastics and pyrolyzed soy-hulls: optimization of printing parameters, performance studies and prototypes development. Compos Part C Open Access. 2021;6:100197. doi: 10.1016/j.jcomc.2021.100197. [CrossRef] [Google Scholar]
71. Martey S, Hendren K, Farfaras N, Kelly JC, Newsome M, Ciesielska-Wrobel I, Sobkowicz MJ, Chen WT. Recycling of pretreated polyolefin-based ocean-bound plastic waste by incorporating clay and rubber. Recycling. 2022 doi: 10.3390/recycling7020025. [CrossRef] [Google Scholar]
72. Zander NE, Gillan M, Burckhard Z, Gardea F. Recycled polypropylene blends as novel 3D printing materials. Addit Manuf. 2019;25:122–130. doi: 10.1016/j.addma.2018.11.009. [CrossRef] [Google Scholar]
Recycled polypropylene blends as novel 3D printing materials. Addit Manuf. 2019;25:122–130. doi: 10.1016/j.addma.2018.11.009. [CrossRef] [Google Scholar]
73. Gama N, Ferreira A, Barros-Timmons A. 3D printed thermoplastic polyurethane filled with polyurethane foams residues. J Polym Environ. 2020;28:1560–1570. doi: 10.1007/s10924-020-01705-y. [CrossRef] [Google Scholar]
74. Dunnigan R, Clemens J, Cavalli MN, Kaabouch N, Gupta S. Beneficial usage of recycled polymer particulates for designing novel 3D printed composites. Prog Addit Manuf. 2018;3:33–38. doi: 10.1007/s40964-018-0046-2. [CrossRef] [Google Scholar]
75. Hossain MI, Chowdhury MA, Zahid MS, Sakib-Uz-Zaman C, Rahaman ML, Kowser MA. Development and analysis of nanoparticle infused plastic products manufactured by machine learning guided 3D printer. Polym Test. 2022;106:107429. doi: 10.1016/j.polymertesting.2021.107429. [CrossRef] [Google Scholar]
76. Morales MA, Atencio Martinez CL, Maranon A, Hernandez C, Michaud V, Porras A. Development and characterization of rice husk and recycled polypropylene composite filaments for 3D printing. Polymers (Basel) 2021 doi: 10.3390/polym13071067. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
Development and characterization of rice husk and recycled polypropylene composite filaments for 3D printing. Polymers (Basel) 2021 doi: 10.3390/polym13071067. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
77. Stoof D, Pickering K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos Part B Eng. 2018;135:110–118. doi: 10.1016/j.compositesb.2017.10.005. [CrossRef] [Google Scholar]
78. Ghabezi P, Flanagan T, Harrison N. Short basalt fibre reinforced recycled polypropylene filaments for 3D printing. Mater Lett. 2022;326:132942. doi: 10.1016/j.matlet.2022.132942. [CrossRef] [Google Scholar]
79. Polline M, Mutua JM, Mbuya TO, Ernest K. Recipe development and mechanical characterization of carbon fibre reinforced recycled polypropylene 3D printing filament. Open J Compos Mater. 2021;11:47–61. doi: 10.4236/ojcm.2021.113005. [CrossRef] [Google Scholar]
80. Kumar S, Singh R, Singh TP, Batish A. On investigation of rheological, mechanical and morphological characteristics of waste polymer-based feedstock filament for 3D printing applications. J Thermoplast Compos Mater. 2019 doi: 10.1177/0892705719856063. [CrossRef] [Google Scholar]
J Thermoplast Compos Mater. 2019 doi: 10.1177/0892705719856063. [CrossRef] [Google Scholar]
81. Chawla K, Singh R, Singh J, Mehta H. Investigations on mechanical properties of secondary recycled ABS reinforced with Fe powder for 3D printing applications. Mater Today Proc. 2021;50:2450–2454. doi: 10.1016/j.matpr.2021.10.291. [CrossRef] [Google Scholar]
82. Kumar V, Singh R, Ahuja IPS. On correlation of rheological, thermal, mechanical and morphological properties of chemical assisted mechanically blended ABS-graphene composite as tertiary recycling for 3D printing applications. Adv Mater Process Technol. 2021;00:1–20. doi: 10.1080/2374068X.2021.1913324. [CrossRef] [Google Scholar]
83. Kumar V, Singh R, Ahuja IPS. Secondary recycled acrylonitrile–butadiene–styrene and graphene composite for 3D/4D applications: Rheological, thermal, magnetometric, and mechanical analyses. J Thermoplast Compos Mater. 2022;35:761–781. doi: 10.1177/0892705720925114. [CrossRef] [Google Scholar]
84. Domingues J, Marques T, Mateus A, Carreira P, Malça C. An additive manufacturing solution to produce big green parts from tires and recycled plastics. Procedia Manuf. 2017;12:242–248. doi: 10.1016/j.promfg.2017.08.028. [CrossRef] [Google Scholar]
Domingues J, Marques T, Mateus A, Carreira P, Malça C. An additive manufacturing solution to produce big green parts from tires and recycled plastics. Procedia Manuf. 2017;12:242–248. doi: 10.1016/j.promfg.2017.08.028. [CrossRef] [Google Scholar]
85. Morales MA, Maranon A, Hernandez C, Porras A. Development and characterization of a 3D printed cocoa bean shell filled recycled polypropylene for sustainable composites. Polymers (Basel) 2021 doi: 10.3390/polym13183162. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
86. Gkartzou E, Koumoulos EP, Charitidis CA. Production and 3D printing processing of bio-based thermoplastic filament. Manuf Rev. 2017 doi: 10.1051/mfreview/2016020. [CrossRef] [Google Scholar]
87. Pearce JM (2015) Where others see waste, we see a wasted opportunity. https://bpetfilament.com/
88. (2017) Pet(s)culpt. https://petmat.cz/petsculpt/index.php
89. https://www.filamentive.com. Accessed 09 Mar 2022
90. http://www.fila-cycle. com. Accessed 09 Mar 2022
com. Accessed 09 Mar 2022
91. https://www.kickstarter.com. Accessed 09 Mar 2022
92. https://www.ultrafusefff.com. Accessed 09 Mar 2022
93. https://fishyfilaments.com. Accessed 09 Mar 2022
94. https://tridea.be. Accessed 09 Mar 2022
95. https://creamelt.com. Accessed 09 Mar 2022
96. https://re-pet3d.com. Accessed 09 Mar 2022
97. https://nefilatek.com. Accessed 09 Mar 2022
98. https://greengate3d.com. Accessed 09 Mar 2022
99. https://www.kimya.fr. Accessed 09 Mar 2022
100. Ridden P (2017) Print Your City! turns plastic waste into 3D-printed street furniture. In: New Atlas. https://newatlas.com/print-your-city-xxx-3d-printed-bench-prototype/52205/
101. (2021) The New Raw. In: Actar Publ. https://urbannext.net/print-your-city/
102. Winston A (2019) Print Your City turns recycled food containers into street furniture. In: Dezeen. https://www.dezeen.com/2019/02/13/print-your-city-recycled-plastic-street-furniture/
103. Singh R, Singh J, Singh S. Investigation for dimensional accuracy of AMC prepared by FDM assisted investment casting using nylon-6 waste based reinforced filament. Meas J Int Meas Confed. 2016;78:253–259. doi: 10.1016/j.measurement.2015.10.016. [CrossRef] [Google Scholar]
Singh R, Singh J, Singh S. Investigation for dimensional accuracy of AMC prepared by FDM assisted investment casting using nylon-6 waste based reinforced filament. Meas J Int Meas Confed. 2016;78:253–259. doi: 10.1016/j.measurement.2015.10.016. [CrossRef] [Google Scholar]
104. Ahmed W, Alnajjar F, Zaneldin E, Al-Marzouqi AH, Gochoo M, Khalid S. Implementing FDM 3D printing strategies using natural fibers to produce biomass composite. Materials (Basel) 2020 doi: 10.3390/ma13184065. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
105. Jiang L, Peng X, Walczyk D. 3D printing of biofiber-reinforced composites and their mechanical properties: a review. Rapid Prototyp J. 2020;26:1113–1129. doi: 10.1108/RPJ-08-2019-0214. [CrossRef] [Google Scholar]
106. Akhoundi B, Behravesh AH, Bagheri Saed A. An innovative design approach in three-dimensional printing of continuous fiber–reinforced thermoplastic composites via fused deposition modeling process: in-melt simultaneous impregnation. Proc Inst Mech Eng Part B J Eng Manuf. 2020;234:243–259. doi: 10.1177/0954405419843780. [CrossRef] [Google Scholar]
Proc Inst Mech Eng Part B J Eng Manuf. 2020;234:243–259. doi: 10.1177/0954405419843780. [CrossRef] [Google Scholar]
107. Matsuzaki R, Ueda M, Namiki M, Jeong TK, Asahara H, Horiguchi K, Nakamura T, Todoroki A, Hirano Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci Rep. 2016;6:1–7. doi: 10.1038/srep23058. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
108. Sodeifian G, Ghaseminejad S, Yousefi AA. Preparation of polypropylene/short glass fiber composite as fused deposition modeling (FDM) filament. Results Phys. 2019;12:205–222. doi: 10.1016/j.rinp.2018.11.065. [CrossRef] [Google Scholar]
109. Zander NE, Gillan M, Lambeth RH. Recycled polyethylene terephthalate as a new FFF feedstock material. Addit Manuf. 2018;21:174–182. doi: 10.1016/j.addma.2018.03.007. [CrossRef] [Google Scholar]
110. Oussai A, Katai L. Development of 3D printing raw materials from plastic waste. Hungarian Agric Eng. 2020;7410:34–40. doi: 10. 17676/HAE.2020.37.34. [CrossRef] [Google Scholar]
17676/HAE.2020.37.34. [CrossRef] [Google Scholar]
111. Tylman I, Dzierżek K. Filament for a 3D printer from pet bottles—simple machine. Int J Mech Eng Robot Res. 2020;9:1386–1392. doi: 10.18178/ijmerr.9.10.1386-1392. [CrossRef] [Google Scholar]
112. Van de Voorde B, Katalagarianakis A, Huysman S, Toncheva A, Raquez JM, Duretek I, Holzer C, Cardon L, Bernaerts KV, Van Hemelrijck D, Pyl L, Van Vlierberghe S. Effect of extrusion and fused filament fabrication processing parameters of recycled poly(ethylene terephthalate) on the crystallinity and mechanical properties. Addit Manuf. 2022;50:102518. doi: 10.1016/j.addma.2021.102518. [CrossRef] [Google Scholar]
113. Laoutid F, Lafqir S, Toncheva A, Dubois P. Valorization of recycled tire rubber for 3D printing of abs-and TPO-based composites. Materials (Basel) 2021 doi: 10.3390/ma14195889. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
114. Alexandre A, Cruz Sanchez FA, Boudaoud H, Camargo M, Pearce JM. mechanical properties of direct waste printing of polylactic acid with universal pellets extruder: comparison to fused filament fabrication on open-source desktop three-dimensional printers. 3D Print Addit Manuf. 2020;7:237–247. doi: 10.1089/3dp.2019.0195. [CrossRef] [Google Scholar]
3D Print Addit Manuf. 2020;7:237–247. doi: 10.1089/3dp.2019.0195. [CrossRef] [Google Scholar]
115. Zhao Y, Chen Y, Zhou Y. Novel mechanical models of tensile strength and elastic property of FDM AM PLA materials: experimental and theoretical analyses. Mater Des. 2019;181:108089. doi: 10.1016/j.matdes.2019.108089. [CrossRef] [Google Scholar]
116. Leonard Mutiva B, Byiringiro JB, Eng R, Peter Muchiri SN. A study on suitability of recycled polyethylene terephthalate for 3D printing filament. IOSR J Mech Civ Eng. 2017;15:4–9. doi: 10.9790/1684-1502030409. [CrossRef] [Google Scholar]
117. Yap EP, Koay SC, Chan MY, Choo HL, Ong TK, Tshai KY. Recycling polymer blend made from post-used styrofoam and polyethylene for fuse deposition modelling. J Phys Conf Ser. 2021 doi: 10.1088/1742-6596/2120/1/012021. [CrossRef] [Google Scholar]
118. Gudadhe A, Bachhar N, Kumar A, Andrade P, Kumaraswamy G. Three-dimensional printing with waste high-density polyethylene. ACS Appl Polym Mater. 2019;1:3157–3164. doi: 10.1021/acsapm.9b00813. [CrossRef] [Google Scholar]
2019;1:3157–3164. doi: 10.1021/acsapm.9b00813. [CrossRef] [Google Scholar]
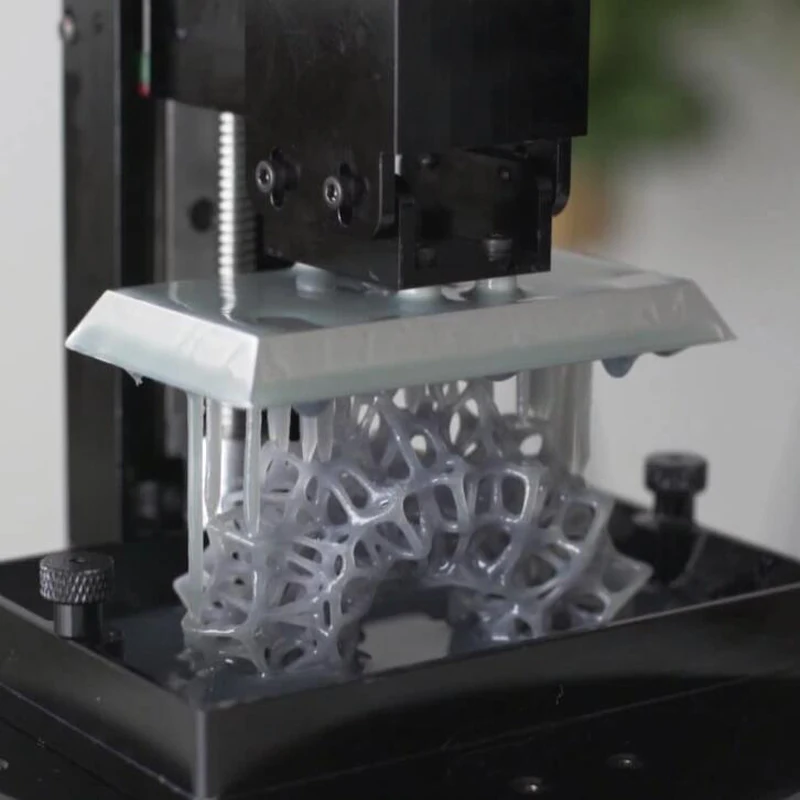
3D printing in Resin | Manufacturing Materials
CNCSheet Metal
Manufacturing. Machining.
Get a quote
- Rapid Prototyping
- 3D printing
- Plastic
- Resin
Description
Applications
A wide selection of materials, extremely high feature resolutions, and quality surface finishes are possible with SLA.
Strengths
SLA has tolerances of +/-.004” per inch, and resin surface is ideal for post-processing like polishing and painting.
Weaknesses
Photopolymers are not stable over time and most resins don’t have balanced impact/heat resistance.
Characteristics
Price
$ $ $ $ $
Lead Time
5-10 Business Days
| Material | Type | Service | Process | Price | More Info |
|---|---|---|---|---|---|
|
Standard white material (UTR 8360)
UTR 8360 is a high-precision photosensitive resin material with excellent dimensional accuracy, smooth surface and excellent detail performance. |
Resin |
SLA |
Plastic High precision |
$ $ $ $ $ | Get Quote |
|
Somos ® Ledo
Somos® Ledo is a photosensitive resin material with tough texture and excellent waterproof performance developed by DSM, which can be used to make precision parts for prototyping and functional testing. |
Resin |
SLA |
Plastic High toughness Heat resistant |
$ $ $ $ $ | Get Quote |
|
UTR-8100 (transparent)
UTR-8100 is a colorless and transparent material with proven dimensional stability, suitable for general-use, detailed modeling and transparent visual simulation. |
Resin |
SLA |
Plastic High-detail |
$ $ $ $ $ | Get Quote |
|
UTR Imagine Black
UTR Imagine Black is a high-precision photosensitive resin material with excellent dimensional accuracy, smooth surface and excellent detail performance. |
Resin |
SLA |
Plastic High precision |
$ $ $ $ $ | Get Quote |
|
PWR Dark Black PWR Dark Black is a high-precision photosensitive resin material with excellent dimensional accuracy, |
Resin |
SLA |
Plastic High precision |
$ $ $ $ $ | Get Quote |
|
UTR 8220
UTR 8220 is suitable for high-precision SLA 3D printing rapid prototyping system with 355nm light source. |
Resin |
SLA |
Plastic High strength High toughness Heat resistant |
$ $ $ $ $ | Get Quote |
|
Formlabs ESD Resin
A rugged ESD-safe material to improve your electronics manufacturing workflows. |
Resin |
SLA |
Plastic High precision Anti-static |
$ $ $ $ $ | Get Quote |
|
Somos ® Taurus
DSM Taurus is the latest member of the Somos® high-toughness material series. |
Resin |
SLA |
Plastic High precision Smooth surface |
$ $ $ $ $ | Get Quote |
|
Somos ® PerFORM
Somos® PerFORM is a strong-performance, very hard, and high temperature-resistant composite material developed by DSM. |
Resin |
SLA |
Plastic High temperature resistance High hardness |
$ $ $ $ $ | Get Quote |
|
UTR Flex
UTR Flex is a high-precision photosensitive resin material with excellent flexible property, smooth surface and excellent detail performance. |
Resin |
DLP |
Flexible Plastic High precision |
$ $ $ $ $ | Get Quote |
|
UTR Therm
UTR-Therm 1 photosensitive resin can withstand temperature up to 130℃, which can simulate the thermal performance of engineering plastics. |
Resin |
SLA |
Plastic High temperature resistance Heat resistant |
$ $ $ $ $ | Get Quote |
|
UTR 3000
UTR 3000 is a high-precision photosensitive resin material with excellent dimensional accuracy, smooth surface and excellent detail performance. |
Resin |
SLA |
Plastic High precision |
$ $ $ $ $ | Get Quote |
|
UTR-8100 (translucent)
UTR-8100 is a colorless and transparent material with proven dimensional stability, suitable for general-use, detailed modeling and transparent visual simulation. |
Resin |
SLA |
Plastic High-detail |
$ $ $ $ $ | Get Quote |
|
Somos ® EvoLVe 128
Somos® EvoLVe 128 is a low-viscosity photosensitive resin material developed by DSM. |
Resin |
SLA |
Plastic Smooth surface |
$ $ $ $ $ | Get Quote |
|
TDS EvoDent
EvoDent Model V2. |
Resin |
DLP |
Plastic Smooth surface High-detail molding |
$ $ $ $ $ | Get Quote |





 Parts made of this material are easy to clean and process. For end users and component manufacturers, its ability to withstand higher heat distortion temperatures broadens the application range of light curing technology.
Parts made of this material are easy to clean and process. For end users and component manufacturers, its ability to withstand higher heat distortion temperatures broadens the application range of light curing technology.


 0 is a model material specially developed for dentistry.
0 is a model material specially developed for dentistry.
The obvious advantages in the service of your business:
Massive steel stanch with a looted structure. Movement of the saw carriage - on cylindrical guides. Saw carriage with lifting saws along TNK guides is a guarantee of machine reliability for many years. Separate lifting of saws (available option).
Movement of the saw carriage - on cylindrical guides. Saw carriage with lifting saws along TNK guides is a guarantee of machine reliability for many years. Separate lifting of saws (available option).
Process control on a modern PC with a program in Russian
Label printing - synchronized with part output (option available).
Front tables with independent blower and moveable (except base).
Automatic horizontal single line sawing machines for cutting boards made of wood and its derivatives (chipboard, MDF, plywood, fiberboard) equipped with a PC/PLC based control system.
| - Base - tubular steel structure. - Table - steel construction with stiffening ribs and reinforcing elements, bakelite work surface. - Saw carriage guides - cylindrical, saw carriage has a balanced design - lower guide bearing - upper leveling. - A ruler for locating plates at right angles to the cutting line is located on the left side of the table. | |
| STEEL SAW CARRIAGE - The saw carriage is a rigid steel structure that holds the - INDEPENDENT MAIN SAW AND SCORING SAW MOTORS - Power 9 and 1.3 kW, respectively; - DRIVE-GEAR-RAIKE - Prismatic guides and linear bearings with ball recirculation for vertical movement of the main saw; - Hardened ground linear rollers; - The correct distribution of masses on the carriage ensures high quality cuts; - The working movement is carried out in the direction of the ruler for locating plates at a right angle. - Saw fixing system: PNEUMO | |
| PRESSURE BEAM - The pressure beam acts on the plate with a force evenly distributed along the entire length of the cut. - Dual wood dust extraction system: one dust collector is mounted on the pressure beam and serves to clean the table, the second is located on the bottom of the saw carriage. Single automatic aligner:* with air cylinder parallel to the cut line, running on prism guides on linear bearings with recirculating balls (THK) * travel: 1200 mm * minimum workpiece to be leveled: 60 mm * maximum workpiece to be leveled: 1200 mm |
 Special cutouts eliminate the conflict of the clamping beam with the grippers during the cutting process. The vertical movement of the beam is carried out from a pneumatic drive using high-precision pinion-toothed rack pairs. The operating pressure is adjustable from 1.5 to 6 bar.
Special cutouts eliminate the conflict of the clamping beam with the grippers during the cutting process. The vertical movement of the beam is carried out from a pneumatic drive using high-precision pinion-toothed rack pairs. The operating pressure is adjustable from 1.5 to 6 bar. PUSHER AND REAR OF SAWING MACHINE
- Driven pusher acts along the entire working length of the sawing center and is driven through a large section torsion bar. The translational movement of the pusher is carried out along steel guides H-profile . Two precision gears are used to transmit the movement, which ensures that the parallelism between the pusher and the cutting line is maintained. The pusher motor is connected via an inverter, which allows you to control the speed of positioning and fast return.
Two precision gears are used to transmit the movement, which ensures that the parallelism between the pusher and the cutting line is maintained. The pusher motor is connected via an inverter, which allows you to control the speed of positioning and fast return.
- Adjustable gripping force
At the rear of the panel saw there is a tubular structure on which rollers made of non-abrasive material are fixed. A table with a bakelite surface (350 mm wide), located on the side of the ruler for locating at a right angle, makes it easy to cross-cut thin strips of material.
- Corner clamp - independent roller made of wear resistant material.
Positioning of the pusher is carried out using a non-contact measuring electromagnetic ruler of increased accuracy (10 times compared to a mechanical encoder).
BASIC FRONT :
CONTROL SYSTEM MACHINE
PC/PLC based programming and control system
PC Office
- Windows 7 operating system
- 21" LCD color touch-screen monitor
- 'Qwerty' type keyboard - 9005 movable control panel
- Software interface for cutting center: Maestro-CUT
- Network card installed
Software interface features
Machine functions:
- automatic mode: execution of programs and/or program lists;
- semi-automatic mode: cutting according to four different sizes set by the operator;
- during the program execution it is possible to switch from automatic mode to semi-automatic mode (in order to perform several cuts) with subsequent return to automatic mode to continue the program from the point of stop;
- multitasking: the ability to program and use other system functions while the machine is running.
Programming:
- five cut levels: initial cut/x/y/u/v
- graphical layout of cutting charts
- maximum number of lines in the program - 100
- maximum number of lines in the list of programs - 100
- the maximum number of programs and lists is limited by the capacity of the hard disk (approximately 80% of the capacity of the installed hard disk)
- the ability to assign labels for each program
While the machine is running:
- graphical representation (during processing) of the nesting map indicating the cuts already made
- displaying a hint (during processing) for the operator with information about parts that need to be moved
- displaying (during processing) the current line and current list
Technical diagnostics:
- automatic diagnostics and output of error and accident messages.
- recommendations regarding the actions of the operator (with the possibility of adding your own comments for each type of accident).
- I/O debugger.
Production reports:
- daily production report with important information (start and finish time, number of parts, total area and volume of cut material). All data is stored on the hard drive.
Data import:
- Perfect cut files
Language and units:
- Operator interface in the following languages: Italian, French, English, Spanish
- units of measurement: millimeters with tenths or inches with thousandths
Some of the functions mentioned in the description of the control system are present only if the sawing center has certain mechanical or electrical equipment. For this reason, the program label data editor is only available with the corresponding device listed as an option in the price list.
MAESTROPATTERN: Level 1 optimization software
Optimization software integrated into the "Manager" control system with the output of prompts to the operator in the process of creating optimization of cutting plans for programming the machine.
- Max. 30 lines per program
- max. number of parts per line: 300
- 3 cutting levels (x-y-u)
- Software interface: Italian, French, English, German, Russian
Language and units:
- operator interface in the following languages: italian, french, english, spanish, russian
- units: millimeters with tenths or inches with thousandths certain mechanical or electrical equipment. For this reason, the program label data editor is only available with the corresponding device listed as an option in the price list.
Safety standards and electrical compatibility
- a protective fence fixed on the machine
- electrical equipment of a high degree of safety, which includes:
- Puff -updress hardware (degree of protection IP 55) with a total switch block supply
- circuit breakers for motor overload protection
- 110 V auxiliary circuit for controls, control electronics and low voltage signals
- Safety microswitch on saw access door
- emergency bar on the cutting line
- front guard with hinged plastic elements.
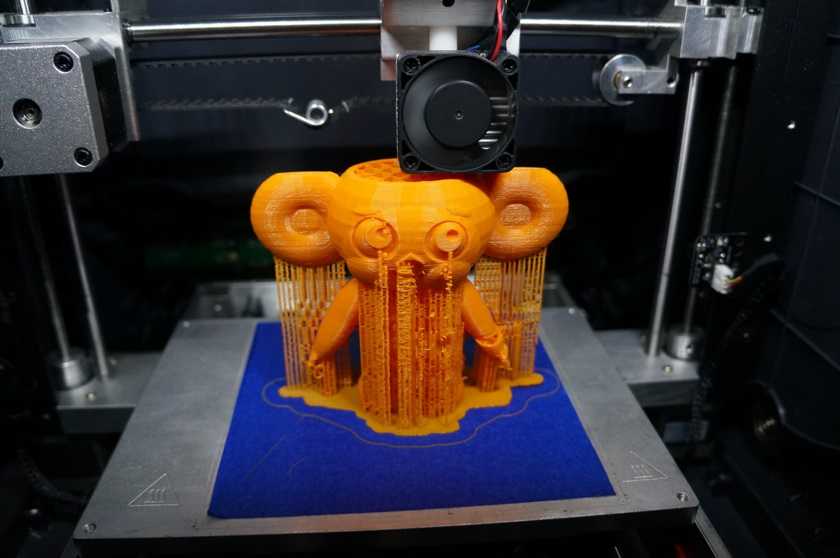
Dimensions0005 Scheme of capture location Machine with a cut width 3800 mm 9000 10.20.30 CE safety version N. 1 R2.12.94 gabbiani pt75 (38) N. 1 Working dimensions on platform 3800 x 1850 mm 07/93/31 VOLTAGE 400 V N. 93.12.01 FREQUENCY 50 HZ N. 1 99.00.51 PC LANGUAGE ENGLISH N. 1 01/40/21 ZERO POTENTIAL POWER INSIDE CABINET N. An electrical device that generates zero potential inside the equipment cabinet of the cutting center when it does not come from the external network. 04/58/57 FIXED TABLE 2500 X 600 MM WITH GUIDE RAIL, AIR BAG, ROLLER AND REINFORCED BLOWER FAN N. 1 Increased number of balls and more powerful airflow to easily move heavy or easily damaged materials. 59.02.39 Working table 1500x600 mm with air cushion and roller with increased blowing power N. Increased number of balls and more powerful airflow to easily move heavy or easily damaged materials. 01/59/64 Double automatic leveler N. 1 instead of single auto leveler. The device is equipped with two independent leveling rollers, one in front of and one behind the cut line. 05/97/06 Main saw motor 9 kW (12 hp) (S6 -40%) - 50Hz N. 01/59/44 Additional grip No. 3 59.02.06 Auto leveling group N. 1 3 front levelers for automatic leveling of boards fed from the platform 01/59/30 System for loading slabs onto a platform based on cross beams 3800x2200 mm N. 20.50.08 PC UPS N. 1 Stabilizes the 220 V voltage at the PC input. Also eliminates micro-interruptions in the power supply. For PC only - not for power supply. 59.00.44 Compact Label Printer - Printing Barcode Labels N. 1 Allows labels to be printed directly on the machine. Ribbon printing. 02/59/61 Maestro Cut 3D Editor N. 1 Label printing software - Software for graphic label editing installed on the machine computer. Possibility to place logos (black and white images in bitmap format), fields with descriptions and barcodes to identify the part at subsequent stages of processing. 3D simulation – Machine software module that allows to display a 3D animation of the work cycle. Graphic editor – Machine software module that assists the operator in creating nesting plans. Slab editor Machine software module for manual nesting (with the ability to add parts from the database and external files, trim assignment). Texture panel nesting editor: – Auxiliary function for programming texture oriented nesting charts depending on the texture of the original workpiece Semi-automatic macro: – Graphical intuitive way to perform some processing 59.02.64 Easy Import N. Software that allows you to import data related to cutting list parts from an Excel folder selected by the user in Maestro Pattern software. For each part it is possible to import the following information: - 11 fields (code, description, length, width, quantity, texture, 4 fields for the edge) - 12 fields for importing information for the label printer (code, description, type, color, thickness, length, width, 4 margins for edging) – import from XLS files >= Excel 97 As you know, preferences in 3D printers are a religious issue and there are more dogmas here than anywhere else. Dry-table, rails, CoreXY, direct extruder, bowden are more religious than technical terms. Those who want expensive and rich buy a printer on rails. I already once wrote about the history of the purchase of this printer - at that time there was confidence in 99 percent that I won't get it. Readers didn't like the article and had to delete it. The printer was ordered out of need - I managed to break my old Anet A8 and strongly doubted my ability to quickly fix it - parts from China do not go quickly. And then a very cheap printer with delivery from the Czech Republic caught my eye, they promised delivery in just a week. On the seller's page, right below the price, there was some kind of coupon, click it - and the price generally became fantastic. By the way, this price includes the VAT required by the EU from this year (for Finland it is 24%), according to the documents, the seller received only 85 euros. As a result, the newly arrived printer stood still unpacked for several days, but finally its day has come. In the box, in fact, there are two large parts - the upper part and the stand box, which need to be twisted together with 4 screws. This is almost all the assembly work, well, also put the X-axis carriage with the extruder. Why did I have a desire to buy a designer, and not a pre-assembled printer - I did not believe that the eccentrics would be adjusted well and thought that I would still have to disassemble and adjust everything. But I underestimated the progress of the printer-construction industry - everything turned out to be perfectly regulated and there was no need to go there. For those who prefer more detailed photos: What else is interesting on the frame? Below in the photo is a Z-axis stepper motor, an X-axis motor, a filament presence sensor and a bowden. The axle carriage with the extruder, as I said, is proposed to be installed by yourself: Pull out the stand. It comes with a self-adhesive plastic table pad. Why is it needed if borosilicate glass is already attached to the table - I don’t know. For once, the heater wire is securely screwed to the table, the collective farm is not needed. Power supply - 24 Volts 240 Watts. The frame is attached not to the support box, but to the aluminum profile inside the box. The rigidity should be quite sufficient so that you can move the printer from place to place without additional calibration. Its predecessor, Anet A8, is a rather flimsy design, despite its bulkiness, and any rearrangement leads to the need to align the table on a new one. The photo shows that the Y-axis belt tension can be adjusted by moving the motor. You can - it doesn’t mean you need it, my belt turned out to be tensioned very well. The glass is already attached to the table with small neat brackets, no need to collective farm with binders that stick out in all directions, like Cheburashka's ears, and interfere. Once the top is screwed onto the bottom, it's time to install the carriage with the extruder. Use force, Luke © - with a slight pressure, the carriage slides into place. It remains to install the belt and adjust its tension by changing the position of the stepper motor. Wires do not stick out in all directions - all the wires of the upper part are connected to the adapter card, and from it a flat cable goes to the lower part. In the instructions, it is recommended to attach the spool of plastic to the top profile of the printer - I don't think this is a good idea. The construction is not strong enough to hold another kilo on top. The lever turns out to be large, and the frame is mounted only on 4 bolts screwed into the end. The assembled printer looks like a factory product, not a do-it-yourself kit. The software is perhaps too concise. The best video on table calibration - briefly, only to the point and no one is gundosing, from the manufacturer of this printer: Have you looked? Here's what I'll tell you - in our time you can not trust anyone, sometimes even yourself. I can. It will not be possible to adjust the level so normally. Before starting calibration, you need to heat up the bed and head to the operating temperature of the plastic you are going to print with. If you print PLA and decide to change it to ABS, the sensor calibration, in a good way, must be repeated. I've always used mikrik end caps so far - 0.1mm accuracy has always been achieved without problems. In A8, it was possible to use a limit switch or an induction sensor - after several attempts, the induction sensor went down the drain. Here the sensor is like capacitive and reacts to any material, not just metals. With the surface of a chipboard table, it works quite well. What is inside it is interesting, but I did not find it. I don't believe in automatic calibration at all, because the Earth is flat :) As I already wrote, 3D printing is more of a religion than a technology. So, calibrate the sensor and level the table. The description is only for those who are dealing with the printer for the first time, it is better for the rest to skip it. The first approach is the most dangerous with such a sensor - if the sensor is not configured, it may never come to the table at the right distance - the motor will press the nozzle on the table until the glass breaks or something else breaks. In my printer, the sensor was set up pretty accurately, but you shouldn't count on it. Therefore, the safest thing is to adjust the head to the center of the table with your hands. Then, with your hands, slowly turn the lead screw Z until it slightly presses the piece of paper placed on the table - so that the piece of paper with some resistance can be dragged through without tearing. The paper should be only under the nozzle, the sensor should not see it. Now we turn the tuning resistor on the sensor so that the sensor just turns on in this position. The setting is very sensitive, it's better not to even breathe :) By the way, the attached screwdriver turned out to be too bluntly sharpened - it did not enter the slot of the tuning resistor. After that, using the program on the PC, hamster Z and see how the paper is pressed and adjust the sensor again. After several iterations, the result will be more or less. When the Z-axis is at the zero position in the center, raise it with the program by 1 mm. Do not touch Home Z again in any case - otherwise you will have to repeat everything from the beginning. We adjust the head by hand or with the help of the program to some corner of the table. We lower the head by 1 mm to the initial zero position. With a screw we set the height of the table in this corner using the same piece of paper. After setting, you need to check again - raise the head by 1 mm and lower it back. The height can go a little - you have to adjust again - and so on for several iterations. Then we go to another corner. Do you think that when you adjust all 4 corners, you are done? Nothing like that, when you adjust one corner - the second goes astray. I use Slic3r normally, but I don't have a profile ready for the new printer. Therefore, you will have to install Cura, since it is cross-platform and generate a G-code using the settings offered by the manufacturer - and such an experiment will be cleaner, with a slicer you can mess up a lot and get a disgusting result even using an ideal printer. I put the printer to print and went to write about what a good printer is and how it works “out of the box”. But this was the end of the "caropka" - the top of the test cube remained underprinted. I had to disassemble the head. The reason turned out to be simple, and most likely it is a combination of two reasons - the PTFE tube did not reach the stop by several millimeters and the temperature of the heater in the attached installations for Cura was 190 degrees. A viscous plug formed inside, the plastic went where it didn’t need to, and it was no longer possible to melt it there. After installing the tube to the end and increasing the temperature to 210 degrees, there were no problems. I think I just got very lucky with a poorly installed tube, and this is a problem of a particular instance. After this small repair, printing went without problems. Cura makes a "raft" for printing by default - for this printer, this is very justified. The rest I printed without a "raft", but in this case, the printer needs attention. Sometimes the first layer starts to lay a little high, you have to stop printing and start again. Test figurines: And a little more detail: Cat OTK at work. After A8, the table heats up very quickly - it warms up to 60C in two minutes. My opinion - this printer is worth the money, whoever disagrees can be the first to throw a stone at me. I have not been able to find anything like this for close money.
 1
1
 1
1
 2
2
 1
1
 1
1
 The label is printed for each individual part produced or for each group of parts (selectable in the label editor of the PC or PLC control system). Barcode printer (Lola-LP2) with a print resolution of 8 dots per mm. The print speed is software-adjustable up to 140 mm/s. The maximum print width is 60 mm.
The label is printed for each individual part produced or for each group of parts (selectable in the label editor of the PC or PLC control system). Barcode printer (Lola-LP2) with a print resolution of 8 dots per mm. The print speed is software-adjustable up to 140 mm/s. The maximum print width is 60 mm.
 On the monitor of the on-board computer of the machine, the operations performed by the machine at the current moment, requiring the cutting of the slab, and the parts already received are shown. At the same time, the real proportions of workpieces and the position of movable working bodies are observed.
On the monitor of the on-board computer of the machine, the operations performed by the machine at the current moment, requiring the cutting of the slab, and the parts already received are shown. At the same time, the real proportions of workpieces and the position of movable working bodies are observed.
 1
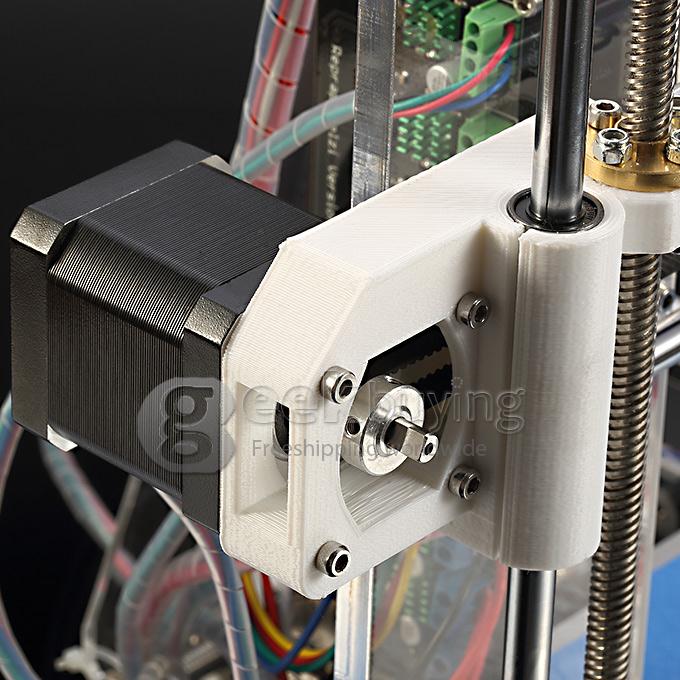
1 3D printer Anet ET4(X)
 Well, who is content with cheap and cheerful - this is what it is when carriages on plastic wheels roll along an aluminum profile. In general, it is quite a viable and very cheap solution, it is used now where it is possible and where it is impossible.
Well, who is content with cheap and cheerful - this is what it is when carriages on plastic wheels roll along an aluminum profile. In general, it is quite a viable and very cheap solution, it is used now where it is possible and where it is impossible.
The profile of this printer, by the way, is also one of the cheapest - 20x20 and 20x40mm, nevertheless, it is enough for the rigidity of the structure. 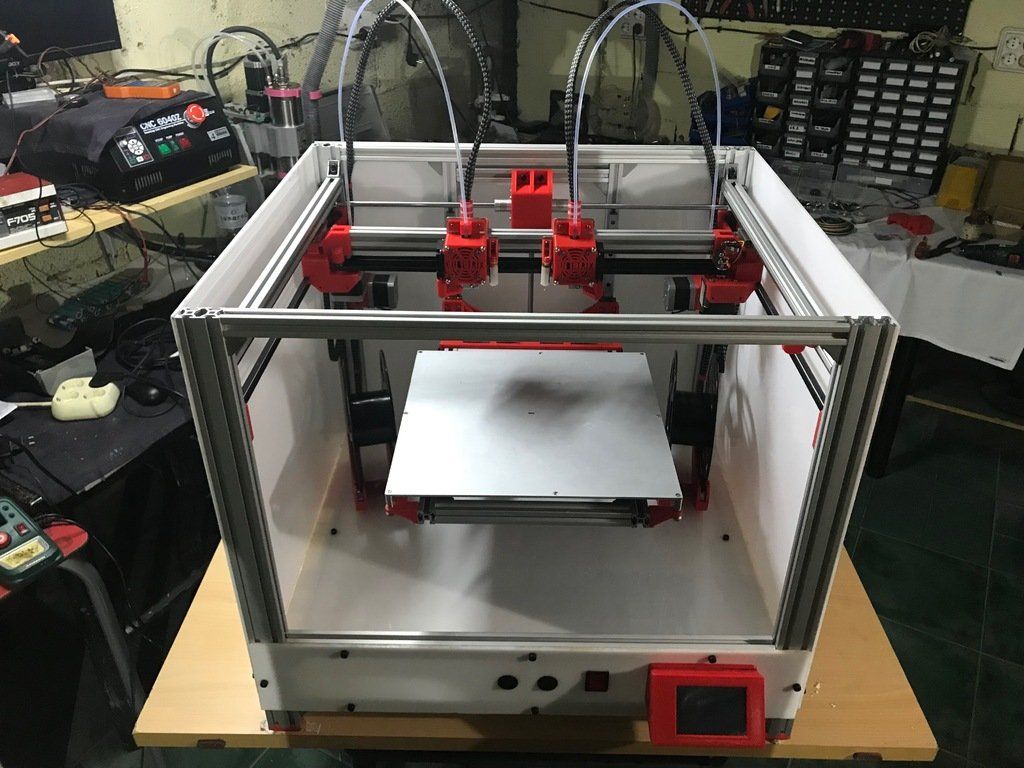
But a week passes - and the printer is not even sent. Sending time expires - extended it by 3 days and wrote to the seller. When there were literally a few hours left before the order was closed, the seller woke up and wrote - and we do not have Anet ET4X in stock, but we do have Anet ET4. Already not really hoping for anything, I am writing - let's have it, if for the same money. And a miracle happened - he still sent the printer. True, for three days the tracking number was nowhere to be found, then the Finnish post office discovered in the vastness of the universe some kind of parcel with a completely different number, coming from Germany to my address. I am writing again to the seller - did not I confuse the number? Yes, I beguiled - but in the end, the package ordered and paid for on October 24 by November 10 reached me. For all that, it was written in the lot - delivery in a week or a refund.
For all that, it was written in the lot - delivery in a week or a refund.
During this time, Frankenstein's monster was built from Anet A8 from improvised means and, at the very least, earned. Instead of a conventional extruder, I had to install a bowden - obviously, the printer began to snot a little, otherwise everything was very even nothing.
There are several bags separately, one contains an assembled extruder, the other contains a PLA probe - very beautiful, with a silky texture. A set of wrenches for assembly and adjustment, bolts and nuts, an SD card with a USB adapter, a spare nozzle. Bracket and tube for mounting the spool with plastic - but it's better not to mount a heavy spool on top of the printer, as the manufacturer recommends.
The table is fixed with foamed polyethylene and green plastic inserts are inserted into the slot of the profile, which will prevent the table from rolling in case of any blows to the package.
Four screws are all that really needs to be screwed in order to assemble the printer, there is nothing more to twist, just plug in the connectors. 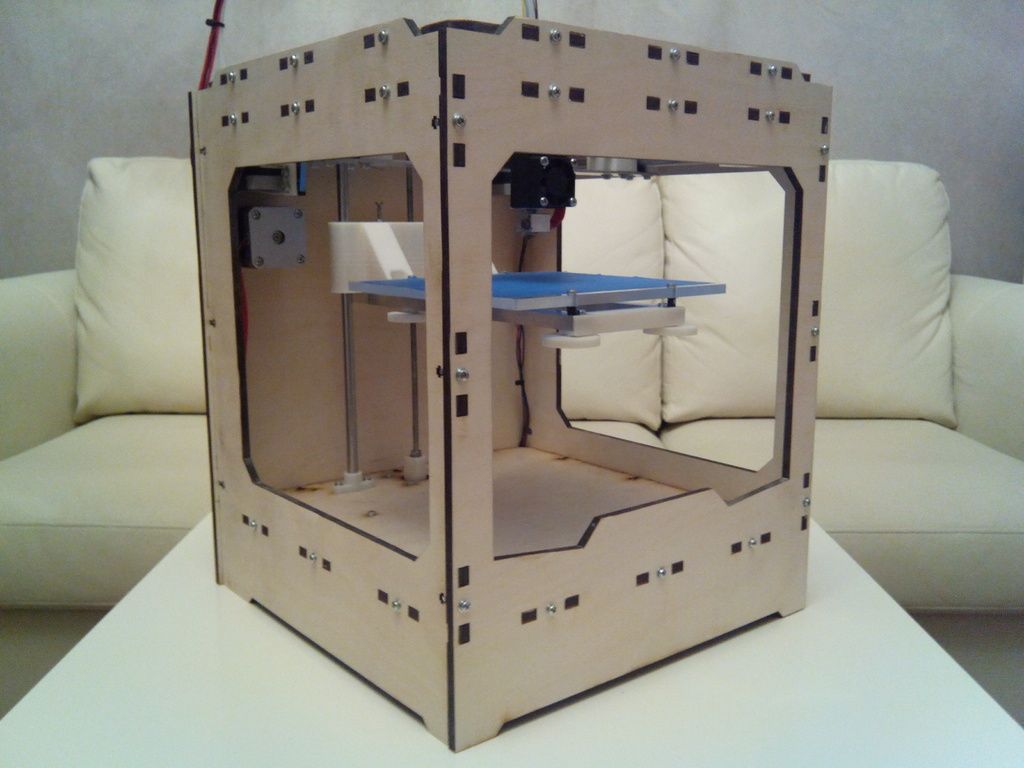 The table springs are very good, with a flattened profile, leveling the table with them is a pleasure. Relative, of course - there are not many lovers of leveling it, but what to do?
The table springs are very good, with a flattened profile, leveling the table with them is a pleasure. Relative, of course - there are not many lovers of leveling it, but what to do? 
Next is my calibration method, which does not pretend to be a dogma.
Level sensor is not a fountain. If you try (not with the help of a built-in program that does not want to hamster only along the Z axis, but programs on a PC, pronterface, for example) without touching other axes, just hamper along Z several times - the spread will be 0.1 ... 0.2 millimeters - and this very much, layer thickness. Moreover, what they offer to do in the video - fitting through 0. 1 mm - is also not good. Because with a normal axis setting, the motor pretty quickly brings the sensor to the trigger point, then raises it a little and goes to the point again, but much more slowly so as not to slip through.
1 mm - is also not good. Because with a normal axis setting, the motor pretty quickly brings the sensor to the trigger point, then raises it a little and goes to the point again, but much more slowly so as not to slip through. 

Now align the table itself with the adjusting screws with heads. The heads are large, leveling the table with their help is very convenient.  In short, under ideal circumstances, you will have to go through all the corners at least once and repeat or check the setting. It's a chore - but who is easy now?
In short, under ideal circumstances, you will have to go through all the corners at least once and repeat or check the setting. It's a chore - but who is easy now?
I must say, I was dreaming about cross-platform. Newer versions yes, but newer versions don't understand attached settings. I had to install ancient Cura 17.04 on a virtual machine with ancient XP and generate code using it. Then I dumped it on SD and went to try to print.  Did the nozzle clog so quickly?
Did the nozzle clog so quickly?
I'm changing the nozzle - fortunately there is a spare one and a dozen more lies in the gas holder. I recalibrate the table - the stone flower does not come out. Plastic does not extrude. In the beginning, it chokes a little - but not enough, then it stops altogether.  Still, the accuracy of the sensor leaves much to be desired, and with the "raft" you can do without good accuracy.
Still, the accuracy of the sensor leaves much to be desired, and with the "raft" you can do without good accuracy.
The filament end sensor is also quite working - when the filament ran out without printing the figure, we managed to replace it. True, the head moved a little - the figure shows that the layers are slightly shifted. If the printer is suddenly turned off while printing, the display prompts you to continue printing when you turn it back on.