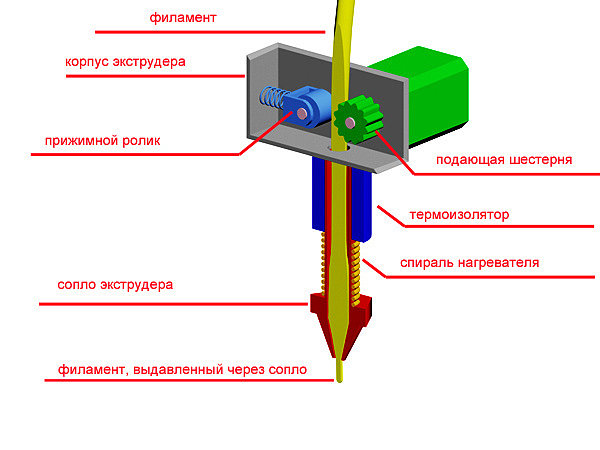
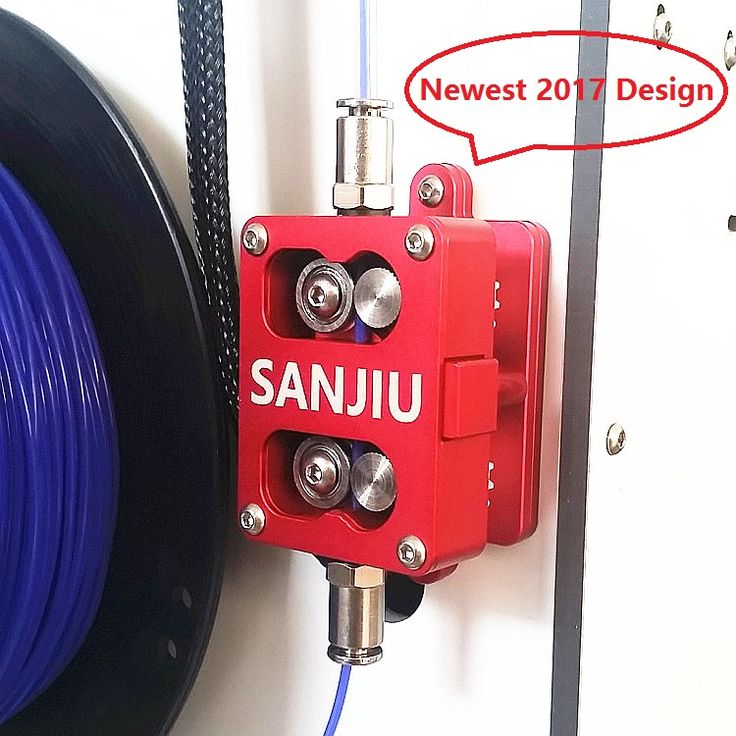
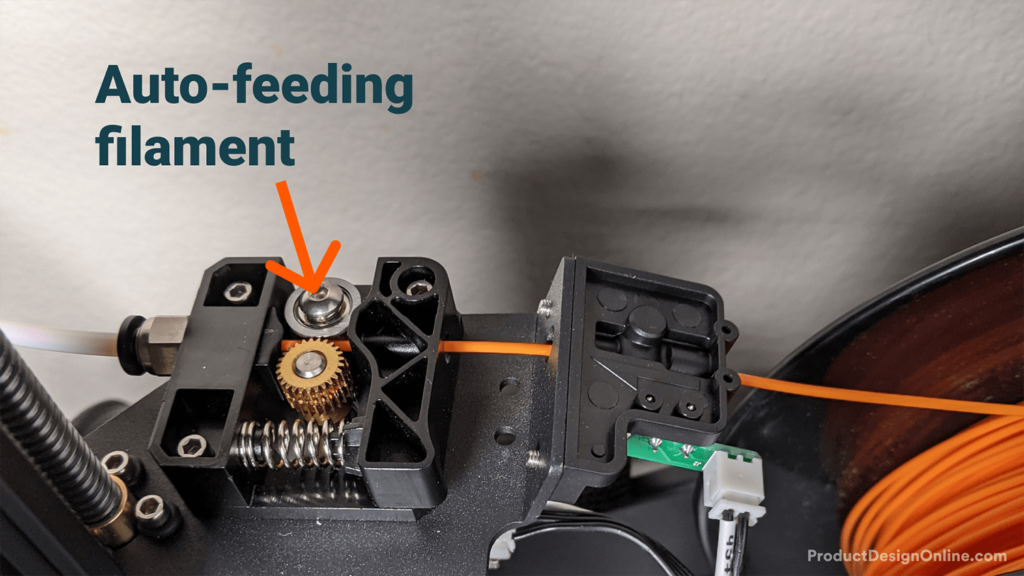
3D printer filament feeder
6 Solutions on How to Fix 3D Printer Filament Not Feeding Properly – 3D Printerly
One time, I remember trying to start off a 3D print, but my filament just wasn’t feeding through properly. It took me a while to finally figure out what was happening, why it was happening, and how to fix it. This article will detail that process and some quick solutions to help you if you also experience this.
If your filament is not feeding properly, you should reduce retraction settings, check your PTFE tube for clogs or damage near the ends, unclog your nozzle, check the teeth on your extruder for wear, adjust idler pressure on your feeder gear and check your extruder motor for instability.
Once you do a series of checks and correct them as you find issues, your filament should feed through your 3D printer just fine.
Please keep reading for more details behind these solutions to make sure you get it right.
Why Does Filament Not Feed Properly? Causes & Solutions
- Blockage in Extrusion Path
- Bad Retraction Settings
- PTFE Liner Worn Out
- Incorrect Spring Tension or Idler Pressure
- Worn Out Extruder/Feeder Gears
- Weak Extruder Motor
Blockage in Extrusion Path
You have to make sure your extrusion path is clear and free of obstructions, so your filament can feed through at the proper rate. This goes anywhere from the filament flowing inside the extruder, to the extruder itself, through the PTFE tubing if you have a Bowden set up, through to the nozzle.
Solution
- Check that your filament have a smooth and clear path to feed into the extruder. The spool holder should be close to your extruder and the filament ideally should be coming an angle which is fairly curved in the flat direction.
 You can print a filament guide to achieve this.
You can print a filament guide to achieve this.
- Make sure your PTFE tube is clear of obstructions or loose filament. Capricorn PTFE Tubing from Amazon has a smooth internal path which reduces obstructions.
- Clean out your nozzle, especially if you change printing materials a lot – Use some good cleaning filament (Novamaker 3D Printer Cleaning Filament from Amazon) for a good clean.
Once your extrusion path is cleared and allows filament to pass through smoothly, you should be a lot closer to the way of being able to feed your filament properly.
Bad Retraction Settings
I’ve been through this one before, so I know how bad retraction settings can negatively affect your prints, and even cause them to fail altogether. The retraction settings mainly consist of retraction length and retraction speed.
These are the length and speed at which your filament gets pulled back into the extruder, so material doesn’t leak out filament while moving to the next extrusion location.
Solution
People usually have their retraction lengths and speeds way too high. I would lower retraction length to around 4-5mm for Bowden (2mm for a Direct Drive extruder) and retraction speed to 40mm/s as a good starting point, then you can trial and error that as you wish.
I wrote an article called How to Get the Best Retraction Length & Speed Settings
You don’t want your filament to be generating extra strain from the pressure of the back and forth movements from retractions.
The proper way to do this is to find the optimal settings for your 3D printer, whether that is from researching online or doing it yourself.
I would get a small test print and print it several times using different combinations of retraction speeds and lengths to see which one delivers the best quality.
A very popular print file for testing your 3D printer is the ‘Test Your Printer V2‘ from Thingiverse.
PTFE Liner Worn Out
Now come to the PTFE liner, if you observe that it has worn out because of the heat, this can be one of the reasons for the filament not feeding properly. This could even clog the filament to become smaller in diameter than usual.
This could even clog the filament to become smaller in diameter than usual.
Heat creep can occur when your heatsink isn’t dissipating heat properly, which is when heat travels to where it isn’t supposed to, back into the end of the PTFE tubing.
Solution
Double-check the ends of your PTFE tube, especially on the hotend side and replace it if necessary. Get yourself a high quality, high temperature resistance Capricorn PTFE Tube from Amazon to prevent heat damage to your Bowden tube.
Incorrect Spring Tension or Idler Pressure
You will find such trouble with the filament not feeding properly if the filament has been eaten away by the feeder gear. A strong spring tension on your extruder idler isn’t always a good thing, especially if it’s eating right into your filament.
If the idler pressure is not enough, it could also be a cause that the filament is not coming out of the extruder because of less pressure.
Solution
Trial and error your spring tension on your extruder, where your filament comes through to. This is a pretty quick fix so you can test it without too much hassle.
This is a pretty quick fix so you can test it without too much hassle.
Worn Out Extruder/Feeder Gears
Another reason which could disrupt the functioning of the filament and stop it from coming out, is the teeth of the feeder gear being worn out, which affects the continuous flow of filament.
Having a cheap extruder that isn’t made very well can lead to this issue arising after some time.
Solution
If this is the cause of your filament not feeding properly in your 3D printer, I’d advise to get yourself a new all-metal extruder or even better yet, a dual-drive extruder for the higher quality extrusion performance.
A good all-metal extruder would have to be the CHPower Aluminum MK8 Extruder from Amazon. It’s a great replacement extruder to upgrade from the stock one that comes from the factory.
It’s easy to install and gives stronger pressure in pushing the filament through which improves printing performance. Fits the Ender 3, Ender 5, CR-10 Series & more.
If you want to go a step above that, I would go for the Bowden Extruder V2.0 Dual Drive from Amazon.
This extruder is suitable for most 3D printers and implements an internal gear ratio of 3:1 along with sleak designs and CNC-machined hardened steel drive gears, all working to increase feeding strength and minimize slippage.
You’ll be able to print with most filament including the flexible TPU at a firmer level, and it has a high performance ability, allowing it to give more torque and reduce the burden of the motor, leading to an extended motor life.
The packing of this Dual-Drive Extruder is done nicely so it doesn’t experience damage while in transit.
Weak Extruder Motor
Check the motor of the extruder in case it is clicking. It’s a good idea to look at your filament to check whether it is straight or deformed.
I found that when my motor started clicking, it was because the nozzle was too close to the bed, which meant the flow rate of the extruded plastic couldn’t keep up with how much plastic was actually coming out.
If your motor is not working properly, i.e., it is either loose, or the cable is broken from it, and it has a loose connector pin. All this could affect the filament making it not to feed properly.
Solution
Make sure to check over your extruder motor wiring and try changing the motors around to see if it fixes the problem. This is a solution to try after you’ve tried many of the other solutions because it takes a little more work.
Quick Solutions to Filament Not Feeding Properly
- Check hotend temperature and make sure it’s correct
- Check your motor amperage extruder, as you may have little strength behind it
- Make sure the filament isn’t too tight between the gear and the pulley
If you find you can’t push filament through the extruder properly, sometimes just taking apart your extruder and giving it a thorough cleaning and oiling is enough to get it working again. One user who started having printing problems did this and solved the problem.
If your extruder is really dry, it doesn’t have the slip it needs to operate optimally. Doing this also helps when your extruder is not pushing filament or filament is not going into the extruder.
Sometimes the end of your filament can bulge and be larger than the 1.75mm entrance of the extruder pathway, so making sure to snip the end of the filament can help it to feed through into the extruder.
In some cases, you may have to twist the filament as you are putting it through the extruder to ensure it is going through the hole on the other side.
Why is Filament Not Coming out of Nozzle?
Jammed Filament and a Clogged Nozzle
This could happen if your filament is jammed in the nozzle or the extruder and is not coming out because of the clogging. For this, you must clean your nozzle completely.
You can use an acupuncture needle for that purpose to break the particles in the nozzle, but before you must heat the needle to its last temperature.
After the particles are broken, you can use a filament, enter it in the nozzle and then let the nozzle cool down, once it has reached to a low temperature, you should do the cold pull and keep doing it until it gets cleaned.
I wrote an article about 5 Ways How to Fix & Unclog Extruder Nozzle & Prevention which you can check out.
Nozzle Too Close To the Bed
If the nozzle is close to the bed, it jams the way of the filament to come out, which affects its functioning, and you won’t be able to do any kind of printing. For this, you must follow the distance rules and keep your nozzle at a distance during printing.
Why is Filament Not Pulling from Extruder?
Plastic is Not Flowing
If the filament has stuck in the extruder, it might be because of the liquid plastic that got hardened in the cold side of the hot end and nozzle got jammed. You can follow the same trick of removing the debris from nozzle here and get it cleaned for functioning.
Extruder is Not Primed at the Beginning
If the extruder is not primed at the beginning, this could cause the hot plastic from the last printing process to be cooled down, which would ultimately jam the extruder. What you need to do is to get your extruder primed before printing anything. For this, you must clean your extruder before starting.
For this, you must clean your extruder before starting.
Applying a few Skirts to the start of your 3D print should fix this issue. You can read my article Skirts Vs Brims Vs Rafts – A Quick 3D Printing Guide for more.
Heat Creep
If the hot end of the extruder hasn’t cooled down properly and you start the printing process, it will make your filament viscous, and you would run into this heat creep issue.
It happens when the filament liquefies too high up, and the extruder would require more pressure to let the filament out. You can feel this because your extruder motor will be making a clicking sound. You can avoid this inconvenience by using a cooling fan to let the hot end cooled properly.
Check out my article How to Fix Heat Creep in Your 3D Printer.
ERYONE FILAMENT FEEDER
Important notice
[Note:Due to the COVID-19, delivery time might be delayed, but we will try and take care about on time]
Free shipping on all orders in Contiguous US.
[Note:Except few aresas.Normally we don't shipment this area.If you are from there and wants to buy our product please contact with us before order and know about the shipping fee.]
Handle Order
Time: We will handle the order in 3 days and send you the tracking information.
Cancel Order: Cancel the order within 24 hours after payment.
Out of stock: After your payment if the product out of stock we will let you know within 3 days. You can Change the product or You can wait until goods in stock or You can get Refund.
Warehouse
We have several warehouses located in US, CA, UK, EU and China.For US,CA,UK and EU friends we will fill the order from nearby warehouse.
For the other countries we will fill the order from "China".
Shipping rate from overseas warehouse
| Product | Shipping Rate "US" | Shipping Rate "CA" | Shipping Rate "UK" | Shipping Rate "EU" |
| Mailing Method | USPS,Fedex,DHL E-commerce | Chanada Post | Royal mail | DHL,DPD,GLS |
| Filament | Free | Free for some of areas. For some of areas need to pay but If you buy more than 4 rolls of filaments it will free shipment For some of areas need to pay but If you buy more than 4 rolls of filaments it will free shipment | Free | Free for some of areas.For some of areas need to pay but If you buy more than 4 rolls of filaments it will free shipment |
| Resin | Free | Free for some of areas.For some of areas need to pay but If you buy more than 6 Bottles of Resin it will free shipment | Free | Free for some of areas.For some of areas need to pay but If you buy more than 6 Bottles of Resin it will free shipment |
| 3D Printer Accessories | Free | Free | Free | Free |
Warmly Noted: Above illustration only use for Regular items(Without Discount Items),Owing to shipping fee raised up more and more fast, we will appropriately charge a little to each orders that enjoy discount(Pay shipping fee only Discount Collection Products,Some remote areas in Canada,shipping fee will higher a little)
Shipping rate from China
| Product | Shipping Rate "US" | Shipping Rate "CA" | Shipping Rate "UK | Shipping rate "EU" | Shipping rate Other countries |
| Mailing Method | China Post,4PX | China Post,4PX | China Post,4PX | China Post,4PX | China Post,4PX |
| 3D Printer | Free | Free | Free | Free | Free |
| Filament | 30$ | 30$ | 30$ | 30$ | 30$ |
| Resin | 30$ | 30$ | 30$ | 30$ | 30$ |
| 3D Printer Accessories | Free | Free | Free | Free | Free |
Warmly Noted: Above illustration only use for Regular items(Without Discount Items),Owing to shipping fee raised up more and more fast, we will appropriately charge a little to each orders that enjoy discount(Pay shipping fee only Discount Collection Products,Some remote areas in Canada,shipping fee will higher a little)
Shipping time from overseas warehouse
| Product | Ship to US | Ship to CA | Ship to UK | Ship to EU |
| 3D Printer | From US warehouse(3 to 8 busines days) | From CA warehouse(3 to 8 busines days) | From UK warehouse(2 to 4 busines days) | From EU warehouse(4 to 8 busines days) |
| Filament | From US warehouse(3 to 8 busines days) | From CA warehouse(3 to 8 busines days) | From UK warehouse(2 to 4 busines days) | From EU warehouse(4 to 8 busines days) |
| Resin | From US warehouse(3 to 8 busines days) | From CA warehouse(3 to 8 busines days) | From UK warehouse(2 to 4 busines days) | From EU warehouse(4 to 8 busines days) |
| 3D Printer Accessories | From US warehouse(3 to 8 busines days) | From CA warehouse(3 to 8 busines days) | From UK warehouse(2 to 4 busines days) | FFrom EU warehouse(4 to 8 busines days) |
Shipping time from China
| Product | Ship to US | Ship to CA | Ship to UK | Ship to EU | Ship to Other countries |
| 3D Printer | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) |
| Filament | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) |
| Resin | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) | From China(5 to 7 busines days) |
| 3D Printer Accessories | From China(7 to 15 busines days) | From China(7 to 15 busines days) | From China(7 to 15 busines days) | From China(7 to 15 busines days) | From China(7 to 20 busines days) |
Delivery Guarantees
-
Order shipped in 3 business days.
-
Products (filaments, printers) are shipped from overseas warehouse, we guarantee that order will be delivered in 5-8 busines days, otherwise you can contact us to resend or refund if order isn’t delivered in 15 business days.
-
Accessories are shipped from China, we guarantee that order will be delivered in 7-15 business days, otherwise you can contact us to resend or refund if order isn’t delivered in 30 business days.
Contact us
[email protected]
Techno Print 3D Company
This is our first review of the most popular and inexpensive 3D printers for 2020. The list will include the best-selling devices in two price ranges (up to 30 tr and up to 60 tr). Printers working with both plastic filament (FDM) and photopolymers (LCD/DLP) will be presented. This list will always be up to date, as it is periodically updated and supplemented. Read more→
The Chinese company Dazz3D announces the launch of the project on KickStarter and accepts pre-orders for Dazz3D Basic and Dazz3D Pro 3D printers.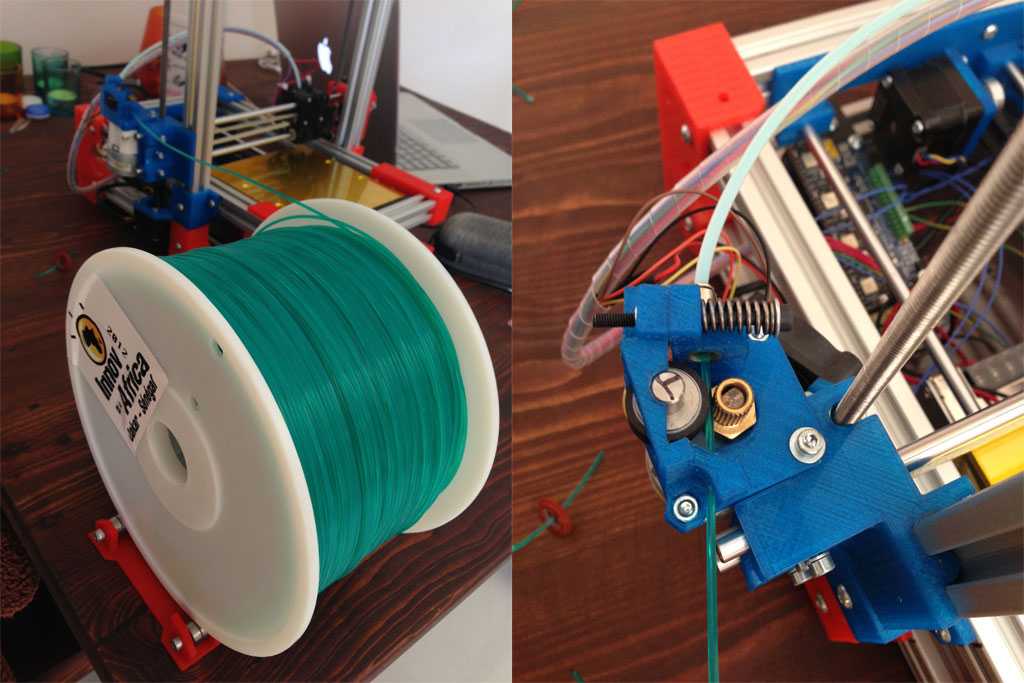 These revolutionary new devices are aimed at both the professional and amateur markets. Read more→
These revolutionary new devices are aimed at both the professional and amateur markets. Read more→
We all know that precise calibration of the 3D printer desktop is the foundation and the key to successful printing on any FDM printer. In this article we will talk about the main and most popular ways to level the "bed". So, as mentioned above, 3D printing without desktop calibration is impossible. We face this process Read more→
It's hard to go through a day today without hearing about 3D printing technology, which is bursting into our lives at an incredible speed. More and more people around the world are becoming addicted to 3D printing technology as it becomes more accessible and cheaper every day. Now almost anyone can afford to buy a 3D printer, and with the help of Read more→
The FormLabs Form 2 and Ultimaker 3 are perhaps the most popular 3D printers today, capable of high quality printing with incredible surface detail. Moreover, these two devices use completely different technologies, and therefore, there are a lot of differences between them.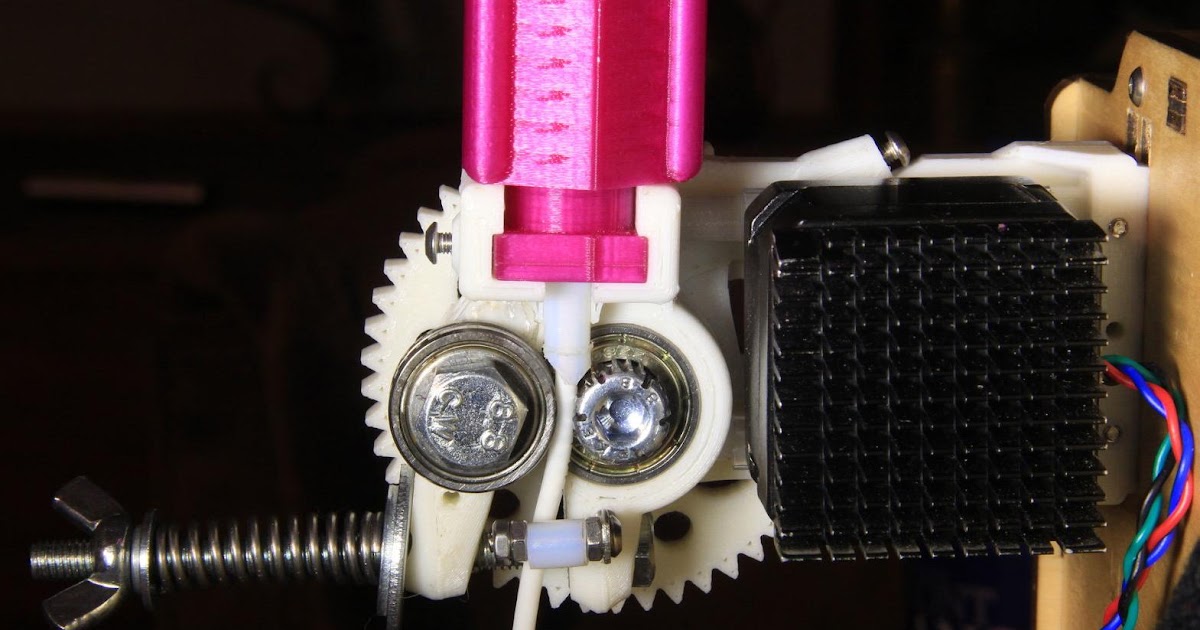 Many will say that it is wrong to compare them or Read more→
Many will say that it is wrong to compare them or Read more→
XYZprinting, best known for its daVinci line of desktop 3D printers, is bringing five new devices to the professional and industrial environment. One will use laser sintering technology, the second full color inkjet printing and three DLP machines. First of all, the novelties will be of interest to dentists and jewelers. Read more→
Cleaning the nozzle of a 3D printer is a fairly common process that any user of such a device has to deal with. This is not at all a complicated procedure that anyone can handle. You can complete this task in 15 minutes, using only handy tools and accessories. Read more→
Acetone steam polishing of ABS plastic is a process for smoothing the surface of 3D printed models. The result of this treatment makes your printed products look as if they were made by a professional mold casting method. If you want to understand how this is done correctly, then read this article. Aceto Read more→
plastic dryer review
As practice has shown, a 3D printer needs to have not only consumables and a 3D printer.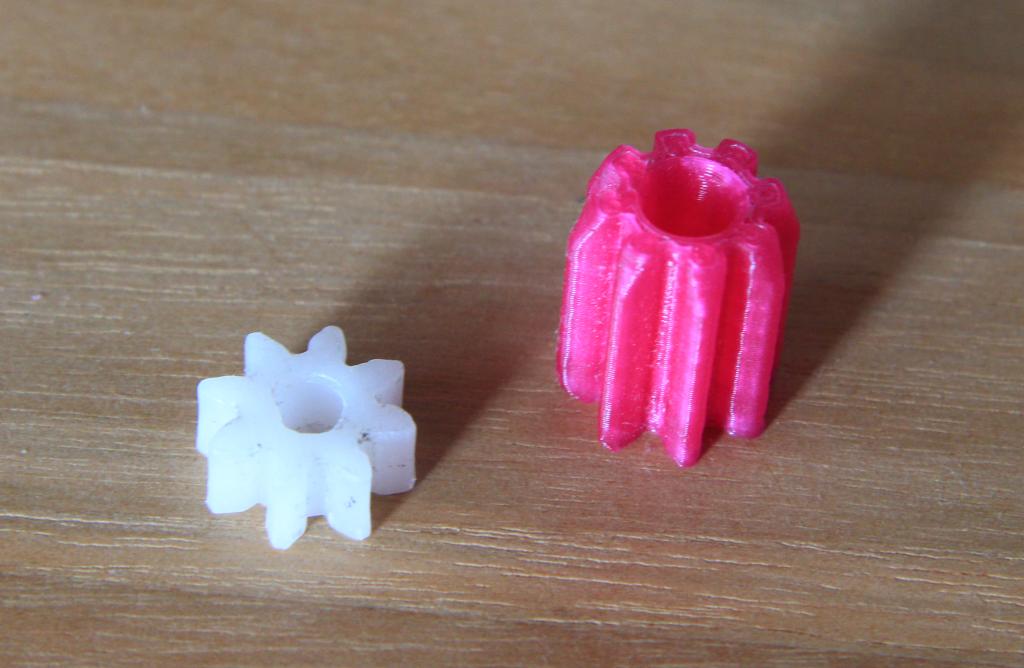 The fact is that many consumables are quite capricious in terms of storage conditions, which inevitably affects the quality of the print result. So many companies have set themselves the goal of somehow making life and work easier for users of 3D printers. The eBOX was designed to solve these kinds of problems.
The fact is that many consumables are quite capricious in terms of storage conditions, which inevitably affects the quality of the print result. So many companies have set themselves the goal of somehow making life and work easier for users of 3D printers. The eBOX was designed to solve these kinds of problems.
The developer is eSUN, established in Shenzhen in 2002. This high-tech organization specializes in research in the field of biodegradable materials. In particular, its production is focused on PLA and other types of eco-plastics. Since 2007, the company has been developing materials used for additive manufacturing.
A new development from eSUN is a device called eBOX. This equipment is designed for drying and feeding the filament to the 3D printer. It allows you to significantly facilitate the process of 3D printing with capricious types of plastics, including engineering ones. First of all, this applies to materials that are hygroscopic, that is, they easily pick up moisture and begin to bubble when printed, lying unevenly.
The eBOX operates on several principles:
- maintaining the set temperature, which dries the plastic;
- removing excess moisture from the chamber air using silica gel and forced ventilation.
Due to the fact that the chamber is closed, plastic in addition to everything is reliably protected from dust and humidity of the external space.
Another very useful feature is filament weighing. At the bottom of the eBOX there is a special monitor that displays the weight of the coil placed inside in grams.
The spool is not suspended from the holder, but is mounted on rotating rollers. This allows you to use any type of coil and plastic, not limited to the size of the coil mounting socket.
A plastic hose leads from the box, through which you can direct the filament to the 3D printer. Thus, eBOX can also be used as a plastic feeder, and the thread will also be protected from dust in this case. The thickness of the thread can also be any, since the hose has a significant diameter.
The display adjusts the weight of the coil, the temperature and sets the timer. A maximum of 10 hours of drying can be set. This time is considered optimal for best printing results.
Before starting, a bag of silica gel is placed in a special compartment. The manufacturer recommends using no more than one bag (maximum two), otherwise the fan will not be able to effectively drive air through it, and the effectiveness of reducing humidity will be zero.
eBOX Testing
The performance of the device has been proven in practice. The temperature and humidity difference was measured by a weather station with an outdoor unit. The outdoor unit of the weather station was placed inside the eBOX, while the main unit was left indoors.
Humidity inside the box decreased gradually over 2-3 hours. After 10 hours, the difference in humidity was 10-12%. If the weather were rainy, then we are sure that this difference would be much greater.