3D printer candy filament
A DIY 3D Sugar Printer
Inspiration / 3D printing in 2006
In the spring of 2006, we attended the very first Maker Faire, which was held in San Mateo California. We exhibited our very own Interactive LED Dining Table project there, and got hooked on all things Maker Faire. Amongst the things that we saw there were incredible 3D printed metal mathematical sculptures by Bathsheba Grossman. We had never seen anything like them. We came away from Maker Faire with a solid idea for next year: to make our own 3D printer.
At the time, 3D printing wasn’t in the mainstream consciousness the way that it is today. Even the term “3D printing” itself had a different meaning — it was a trademarked phrase that referred to one particular fabrication process. At least, it was supposed to. In practice, “3D printing” is such a good and practical term for all the different kinds of additive manufacturing processes that it stuck, and now encompasses everything from traditional stereolithography to direct metal printing. But in 2006, you were more likely to hear someone talk about “rapid prototyping” or occasionally “solid freeform fabrication.” For example, RepRap was already around, but you wouldn’t have found the phrase “3D printer” on its home page.
Commercial 3D printers (from Stratasys, Z Corp., and others) were on the market, but starting at around $20k, they were simply unattainable on a hobby budget. There were just a few DIY-oriented 3D printing kits around as well (e.g., RepRap and Fab@Home), but they were still mostly in the $1-3k range.
For our own project, we wanted something that would let us fabricate big 3D models. Most of the homebrew 3D printers at the time were extruders (“fused deposition modeling” machines), making tiny, precise plastic models. While that can be scaled up, a secondary concern was the cost of the special filaments that they used, which were not in wide distribution and ranged in price up to several dollars per cubic inch. If we wanted to make big models, it would be nice to be able to use easily available, lower-cost media.
A separate question is about which fabrication technology to use. Each has its own challenges: UV-curing resins are messy, lasers can be expensive and potentially dangerous, plastic fumes are smelly, inkjet heads are hard to control, and extruders can’t make overhanging parts very well. And all of it was expensive and a patent minefield, which would both be concerns if we ever did make a kit version of our project.
Of the choices, the powder-bed methods − used in selective laser sintering and in systems that printed binders with inkjet heads − seemed the cleanest and most capable. A great choice, so long as the difficulties with the print media, lasers, and/or print heads could be solved.
Just add sugar, just add heat.
If you think about it for a moment, sugar is a particularly good print medium because it’s easy to obtain, low in cost, kid friendly, water soluble, non-hazardous, non-toxic, non-intimidating, rigid despite having a low melting point, and potentially suitable for making objects for lost sugar (like lost wax) investment casting.
It is also possible to make interesting food with this technology.
To melt and fuse the sugar, we used a modified hot air rework (soldering) station. An equivalent could be made by using just its replacement air heating element (500 W, $10) with a $5 aquarium air pump. Of course, it also needs a housing and a control system that can provide a the chosen amount of power to the heating element. We have seen that the element can be driven directly from 120 V, with duty cycle controlled by an inexpensive digital relay. The heater element is hardly new technology; it’s the baby sister of the one in your hair dryer. None the less, it’s well designed and quite suitable for this application.
One detail to consider: Most hot air sources are designed for a relatively high air flow rate. But, for our purpose — blowing hot air at sugar not to move it but just to melt it — getting better performance means that we want high heat but very flow air flow rate. In a hair dryer (or hot air rework station handpiece), it’s the air flowing through that cools the unit and makes it safe to use. When you turn down the air flow rate, you have to make sure that your heater doesn’t melt or otherwise self destruct.
When you turn down the air flow rate, you have to make sure that your heater doesn’t melt or otherwise self destruct.
Building the CandyFab 4000
Like other 3D printers, ours works by stacking layers of 2D images. We begin with a flat bed of sugar and “print” a 2D design into it by selectively fusing the sugar. The bed is then lowered slightly, a new layer of sugar is added, and the next 2D image is printed, fusing with the layer below. This process is repeated to build up the three-dimensional image. Our machine makes the vertical translation possible by providing a large, five-sided wooden box with a floor that can move up and down on drawer slides.
The X and Y axis motion control systems were based on belt drives and quadrature-encoded motors recycled from old HP plotters, while the Z axis is based on a modified automotive jack. This isn’t necessarily the best way to do things, but it was cost effective. The overall project budget was about $500.
Custom closed-loop, high-power drive electronics were designed to power each of the three axes and accept position commands, using standard hobby servo PWM control code. The X and Y axes each had their own hand-wired board with an ATmega168 microcontroller, reading the quadrature outputs from the motor, and PWM “analog” output, to a linear power amplifier that drove each motor. Computer control and interface were provide through a MAKE Controller, an ARM based I/O board that was popular at the time.
The X and Y axes each had their own hand-wired board with an ATmega168 microcontroller, reading the quadrature outputs from the motor, and PWM “analog” output, to a linear power amplifier that drove each motor. Computer control and interface were provide through a MAKE Controller, an ARM based I/O board that was popular at the time.
We designed the frame of the machine in Sketchup and built it in our garage from plywood and lumber. It doesn’t take high-tech tools to do stuff like this. We used the tools that we had: a power drill and a drill press, a jigsaw, and a hand sander.
Form follows function: The wooden base was sized to fit the particular HP pen plotters that we had disassembled, and the center part was designed to support the giant piston, and the one-ton servo motor that raises and lowers it.
Atop the wood sits a flexible canvas liner. It lines the piston to prevent sugar from leaking out in strange places and assists in recovering unused media.
After the liner, the X and Y stages are added. The Y-axis belt-drive system is mounted, on one end, to a linear bearing that slides along a steel rail. That bearing is pushed by the belt-driven carriage on the X axis, through a rubber band low-cost flexible rubber coupling. The other end of the Y-axis belt-drive system is supported by a free-rolling rubber wheel from the hardware store.
You can read more about the build process in this blog post and in our main announcement about the CandyFab 4000. See more pictures in this flickr set.
Finally, CNC Toast
The hot air gun is mounted to the belt-driven carriage on the Y axis of the printer. In final testing, we needed to test the performance of the XY stage and of the hot air gun. That’s quite easy to do by simply moving the Z stage out of the way.
The intermediate result was surprisingly fun: a genuine CNC toaster!
3D Printing with the CandyFab 4000
The printing process begins by drawing a thin line with the heater element, fusing the sugar together. The width of the line drawn in these first tests was about 3 mm, and defined our minimum feature size. For each pixel that we want to fuse, we hold the hot air gun over that point for a period of time, typically between one and three seconds, depending on air temperature settings and the thickness of the layer that we want to fuse.
The width of the line drawn in these first tests was about 3 mm, and defined our minimum feature size. For each pixel that we want to fuse, we hold the hot air gun over that point for a period of time, typically between one and three seconds, depending on air temperature settings and the thickness of the layer that we want to fuse.
At each stage of the print, there is some exposed, fused sugar. It has a glassy surface of amorphous sugar. The top layer is about 1/8 of an inch (3 mm) thick and is uniformly colored a light golden brown– caramelized in the melt process. Spots that appear darker overlap (or partially overlap)– and are fused to– the layers below them, because we are looking into a deeper layer of colored sugar.
Because the hot air gun blows air continuously, it leaves a shallow trail of disturbed (but not melted) sugar wherever it goes − even between areas that it melts. Excess fusion was not an issue so long as “rapid moves” between areas to be fused were actually rapid.
This toroidal coil sculpture was one of the first objects that we made with the CandyFab. It is already big, but to give you a sense of scale, four of these could be fabricated simultaneously within the printable volume.
The CandyFab 4000 had a maximum printable volume of 24 x 13.5 x 9 inches (61 x 34 x 23 cm)– 2916 cubic inches, or 1.7 cubic feet. Beyond just lowering the media cost of a given fabricated object, using a low-cost medium can be leveraged to make large-volume printing both practical and economical. Filling the bed of the CandyFab 4000 takes a little more than 100 pounds of sugar, which costs about $37 retail. For comparison, the fine nylon powders used by high quality SLS (selective laser sintering materials) tend to cost upwards of $25 per pound. Even accounting for its lower density, filling the bed with nylon powder would still cost about $700.
If you look closely, you can see the pixelated nature of our fabricated object. The bulk of the material is solid, glassy, lightly caramelized sugar. It feels and acts very much like regular glass. It smells great. The outside surface is covered by loosely attached sintered sugar (white), and can be removed or smoothed over by hand.
It feels and acts very much like regular glass. It smells great. The outside surface is covered by loosely attached sintered sugar (white), and can be removed or smoothed over by hand.
A giant model of a wood screw, and a modest dodecahedron.
When printing the early layers of the wood screw, just the edges of the threads are visible. It’s a philips-head screw, so the broad cross sections where you only see a single slot must be just above or just below the center of the model. When it finishes printing, the bed raises in order to allow the humans to extract the model. Even after raising the piston up, some digging is still required to get the last ten pounds of sugar off the top. For reference, the print media cost for the giant screw model is under one dollar.
In 3D printing, it is practical to make complex shapes that cannot be efficiently manufactured by traditional subtractive processes, where material is cut away from a block to make an object. Consider a chain of connected links. While skilled whittlers can indeed carve a chain out of a single piece of wood, it’s a labor intensive process that requires accessing the part from many different angles. In contrast, in an additive process it is no more difficult to make a connected chain than it is to make any other shape. To prove the point, we constructed this chain of 12 links– using about a pound of sugar per link.
Consider a chain of connected links. While skilled whittlers can indeed carve a chain out of a single piece of wood, it’s a labor intensive process that requires accessing the part from many different angles. In contrast, in an additive process it is no more difficult to make a connected chain than it is to make any other shape. To prove the point, we constructed this chain of 12 links– using about a pound of sugar per link.
When we first start to build up the chain, we are only printing the lowest part of the six chain links that are vertically oriented; it’s hard to see from the pattern of melted sugar alone how this will turn into a chain. In the middle section of the chain, where we are printing parts of all twelve links, it is a little more obvious.
One thing to note is that the loose “horizontal” links are suspended by the loose print medium (sugar) in the print bed. This is in contrast to some other fabrication technologies which require a separate support matrix to be built alongside the actual desired object.
An array of fat, low-resolution dodecahedrons, printed as giveaways and test objects. (Question: Can you smooth the surface by warming the pieces in the oven? Answer: no.) Wider beams made them less likely to break upon handling, and we could turn up the heat and speed when precision was less critical.
The sculpture Soliton by Bathsheba Grossman (model used by kind permission).
A ¾ twist mobius strip with a square cross section and windows cut at regular intervals in all of the sides. Even though it’s hollow, it still weights nearly eight pounds— that’s a lot of sugar.
It was at about this stage that we brought the CandyFab 4000 to the 2007 Bay Area Maker Faire, where it was a hit indeed. There were four 3D printers there that year: The CandyFab, a $20k Stratasys Dimension, Fab@Home, and a couple of avid hackers making excellent progress with a hot glue gun and XYZ stage. Some pictures at the event: 1, 2, 3, 4.
Improving precision
CandyFab Heater versions 2.0 and 2.1 were based around commercially available sealed heating elements: a beautifully made 24V, 50 W ceramic element made by Hakko (model A1321) and a standard 55W cartridge heater. Both had their pros and cons. Around the heating element, we wrapped several windings of 1/8″ OD soft copper refrigeration tubing and a bundle of high-temperature insulation. Copper is not actually a good choice for the tubing here, since it oxidizes rapidly with high temperature air flow, and these heater assemblies had a very short life. Pro-tip: Use stainless steel tubing for hot air.
Other considerations aside, this heater gave us the precision and control to take CandyFab to the next level.
Same model, much finer quality. Our estimate was that the effective pixel size was reduced from about 1/5″ (5 mm) to about 1/16″ (1.6 mm).
This was starting to get interesting. Now we could make a tiny chain of movable links of sugar.
We had also by this point audited all of the materials in the sugar and air paths to make sure that everything was genuinely food safe. The new resolution was also a big advantage: Nobody wants to eat a pound of sugar, but we could at least print simple decorations for a birthday cake.
We also began to experiment with printing plastic, using a hybrid method with plastic pellets resting on a bed of sugar. Upside: More permanent. Downside: Doesn’t smell as nice. We made a trefoil knot and a fruit bowl from HDPE pellets this way. (The dark dots are green colored HDPE pellets.)
While the CandyFab 4000 worked well enough, it was built from surplus junk. Thus, in a word, it was unmanufacturable. And so we got to work, spending the next year on a version that we could actually make more of.
The CandyFab 5000 was a complete design departure from the CF4k, using new off-the-shelf parts wherever possible. Additionally, effort was made to use components and materials that are accepted for use with food where possible and/or necessary.
Photo credit: Scott Beale / Laughing Squid.
The structural design was based on 1/2″ plywood, cut to shape with a CNC router.
The piston walls were constructed of high-temperature UHMW polyethylene and the piston floor was topped with a gum-rubber surface that made a tight seal against the four walls. The build volume was 8.5″ x 11″ x 17″.
The motion control systems in the three axes were based on beefy stepping motors and timing belts. The Z axis was driven by a single stepping motor, driving a double-sided timing belt that turns four acme screws to lift the piston. The X axis, which moved the Main Carriage, or Gantry, that includes the whole Y axis, was driven by dual acme lead screws on either side of the machine, which are in turn driven by a single timing belt from a stepping motor. The Heater Carriage, which held the heating element, was attached directly to the a timing belt driven by a smaller stepping motor. The Heater Carriage position was constrained by two linear shafts.
As part of the design, we also built a new third-generation heater that had a stainless steel housing and nozzle. And, we reworked the electronics from being a handwired mess into something almost elegant. The platform was called “Zuccherino” for the italian term meaning “sugar cube” (in the idiomatic sense). The name is meant to be suggestive of both the modular nature of the CandyFab control electronics platform, and the fact that it works with sugar. As an Arduino derivative, its name is also reminiscent of the name Arduino and those of its clones, while minimizing abuse of the Italian language.
The Zuccherino platform is a series of small semi-independent microcontroller-based circuit boards, in several different flavors. Each type of Zuccherino board is dedicated to a single control function and sports the necessary hardware to carry out that single task. For example, the “Zuccherino Stepper Board” controls a single stepper motor.
In a working setup there is exactly one Zuccherino Master Board (that serves as the computer interface) and any number of additional Zuccherino boards of other flavors. For example, a minimal CandyFab setup might use five Zuccherino boards: One Master Board, three Zuccherino Stepper Boards to control the three cartesian axes, and one Zuccherino (solid state) Relay Board that controls the heater. We also developed a servo motor controller board that (like those on the CF4k) could control a DC motor equipped with a quadrature encoder.
For example, a minimal CandyFab setup might use five Zuccherino boards: One Master Board, three Zuccherino Stepper Boards to control the three cartesian axes, and one Zuccherino (solid state) Relay Board that controls the heater. We also developed a servo motor controller board that (like those on the CF4k) could control a DC motor equipped with a quadrature encoder.
There were a lot of promising things about the CandyFab 5000, its mechanics, and its control system. Unfortunately, our CNC manufacturing plan hit a wall. (The wall was human in nature, not technical. See the Epilogue for more discussion.) For the sake of manufacturability, we ended up making the decision to start over again from scratch, this time with a design that could be fabricated on a laser cutter.
We had already spent nearly a year on the CF5k, and it didn’t make sense to continue pouring time and effort into what had suddenly become a dead-end development path. Back to the drawing board we went. The CandyFab 5000 never saw “first melt.”
The CandyFab 5000 never saw “first melt.”
In the spring of 2009, we finished designing and building the third-generation CandyFab, the CandyFab 6000. It came with a spiffy new logo.
Like its predecessor, the CandyFab 6000 was essentially an all-new design using off-the-shelf parts wherever possible. The structural design was based on high-end 6 mm plywood which can be cut to shape with a CO2 laser cutter. Careful planning went into picking components and materials that are accepted for use with food where possible and/or necessary.
Unlike the previous versions of the CandyFab, the CandyFab 6000 was designed as a “benchtop” 3D printer, not as a floor-standing model. The build volume is 8.5″ x 11″ x 7″ deep. Much smaller, but still a respectable 10 liters. (Subsequent models could have been made larger again.)
The motion control systems in the three axes were based on servo motors (DC motors equipped with quadrature motors) and timing belts. The Z axis was driven by a single servo motor that drives a timing belt that turns four 3/8-12 acme screws to lift the piston. The X axis, which moves the Main Carriage, or Gantry, that includes the whole Y axis, was driven by dual timing belts on either side of the machine, which are in turn driven by a single timing belt from a servo motor. The Heater Carriage, which holds the heating element (“oven”), was attached directly to a timing belt driven by a smaller servo motor, and constrained in position by an off-the-shelf dust-resistant linear slide. Most exposed bearings in the CandyFab 6000 design are plain (as opposed to ball) bearings made from dust-resistant high performance composite materials. Sugar is dusty.
The Z axis was driven by a single servo motor that drives a timing belt that turns four 3/8-12 acme screws to lift the piston. The X axis, which moves the Main Carriage, or Gantry, that includes the whole Y axis, was driven by dual timing belts on either side of the machine, which are in turn driven by a single timing belt from a servo motor. The Heater Carriage, which holds the heating element (“oven”), was attached directly to a timing belt driven by a smaller servo motor, and constrained in position by an off-the-shelf dust-resistant linear slide. Most exposed bearings in the CandyFab 6000 design are plain (as opposed to ball) bearings made from dust-resistant high performance composite materials. Sugar is dusty.
A washable cotton “culinary” liner provided a food-safe seal around the edges of the piston. Food-safe UHMW HDPE funnels (gutters) around the edge of the piston can return unused media to a storage tray beneath the unit.
The CF6k still used the same Zuccherino control system designed for the CF5k, with some hacking to make everything work. The Zuccherino modules were master (1), XYZ servo motor drivers (3), and solid-state relays (2), to drive the heater and control the air flow by regulating power to the aquarium air pump.
The Zuccherino modules were master (1), XYZ servo motor drivers (3), and solid-state relays (2), to drive the heater and control the air flow by regulating power to the aquarium air pump.
By the time we started printing with the new machine, it was already producing output as fine as the best we had ever seen on the CandyFab 4000. On the one hand, that was great. On the other, there is a very real sense in which we hadn’t made any progress (other than the shape of the machine!) after spending two more years working so hard on the project.
Photo credit (both): Scott Beale / Laughing Squid.
Windell Oskay and Lenore Edman write about their current projects at Evil Mad Scientist Laboratories.
A DIY 3D Sugar Printer
Inspiration / 3D printing in 2006
In the spring of 2006, we attended the very first Maker Faire, which was held in San Mateo California. We exhibited our very own Interactive LED Dining Table project there, and got hooked on all things Maker Faire. Amongst the things that we saw there were incredible 3D printed metal mathematical sculptures by Bathsheba Grossman. We had never seen anything like them. We came away from Maker Faire with a solid idea for next year: to make our own 3D printer.
Amongst the things that we saw there were incredible 3D printed metal mathematical sculptures by Bathsheba Grossman. We had never seen anything like them. We came away from Maker Faire with a solid idea for next year: to make our own 3D printer.
At the time, 3D printing wasn’t in the mainstream consciousness the way that it is today. Even the term “3D printing” itself had a different meaning — it was a trademarked phrase that referred to one particular fabrication process. At least, it was supposed to. In practice, “3D printing” is such a good and practical term for all the different kinds of additive manufacturing processes that it stuck, and now encompasses everything from traditional stereolithography to direct metal printing. But in 2006, you were more likely to hear someone talk about “rapid prototyping” or occasionally “solid freeform fabrication.” For example, RepRap was already around, but you wouldn’t have found the phrase “3D printer” on its home page.
Commercial 3D printers (from Stratasys, Z Corp. , and others) were on the market, but starting at around $20k, they were simply unattainable on a hobby budget. There were just a few DIY-oriented 3D printing kits around as well (e.g., RepRap and Fab@Home), but they were still mostly in the $1-3k range.
, and others) were on the market, but starting at around $20k, they were simply unattainable on a hobby budget. There were just a few DIY-oriented 3D printing kits around as well (e.g., RepRap and Fab@Home), but they were still mostly in the $1-3k range.
For our own project, we wanted something that would let us fabricate big 3D models. Most of the homebrew 3D printers at the time were extruders (“fused deposition modeling” machines), making tiny, precise plastic models. While that can be scaled up, a secondary concern was the cost of the special filaments that they used, which were not in wide distribution and ranged in price up to several dollars per cubic inch. If we wanted to make big models, it would be nice to be able to use easily available, lower-cost media.
A separate question is about which fabrication technology to use. Each has its own challenges: UV-curing resins are messy, lasers can be expensive and potentially dangerous, plastic fumes are smelly, inkjet heads are hard to control, and extruders can’t make overhanging parts very well. And all of it was expensive and a patent minefield, which would both be concerns if we ever did make a kit version of our project.
And all of it was expensive and a patent minefield, which would both be concerns if we ever did make a kit version of our project.
Of the choices, the powder-bed methods − used in selective laser sintering and in systems that printed binders with inkjet heads − seemed the cleanest and most capable. A great choice, so long as the difficulties with the print media, lasers, and/or print heads could be solved.
Just add sugar, just add heat.
If you think about it for a moment, sugar is a particularly good print medium because it’s easy to obtain, low in cost, kid friendly, water soluble, non-hazardous, non-toxic, non-intimidating, rigid despite having a low melting point, and potentially suitable for making objects for lost sugar (like lost wax) investment casting.
It is also possible to make interesting food with this technology.
To melt and fuse the sugar, we used a modified hot air rework (soldering) station. An equivalent could be made by using just its replacement air heating element (500 W, $10) with a $5 aquarium air pump. Of course, it also needs a housing and a control system that can provide a the chosen amount of power to the heating element. We have seen that the element can be driven directly from 120 V, with duty cycle controlled by an inexpensive digital relay. The heater element is hardly new technology; it’s the baby sister of the one in your hair dryer. None the less, it’s well designed and quite suitable for this application.
Of course, it also needs a housing and a control system that can provide a the chosen amount of power to the heating element. We have seen that the element can be driven directly from 120 V, with duty cycle controlled by an inexpensive digital relay. The heater element is hardly new technology; it’s the baby sister of the one in your hair dryer. None the less, it’s well designed and quite suitable for this application.
One detail to consider: Most hot air sources are designed for a relatively high air flow rate. But, for our purpose — blowing hot air at sugar not to move it but just to melt it — getting better performance means that we want high heat but very flow air flow rate. In a hair dryer (or hot air rework station handpiece), it’s the air flowing through that cools the unit and makes it safe to use. When you turn down the air flow rate, you have to make sure that your heater doesn’t melt or otherwise self destruct.
Building the CandyFab 4000
Like other 3D printers, ours works by stacking layers of 2D images. We begin with a flat bed of sugar and “print” a 2D design into it by selectively fusing the sugar. The bed is then lowered slightly, a new layer of sugar is added, and the next 2D image is printed, fusing with the layer below. This process is repeated to build up the three-dimensional image. Our machine makes the vertical translation possible by providing a large, five-sided wooden box with a floor that can move up and down on drawer slides.
We begin with a flat bed of sugar and “print” a 2D design into it by selectively fusing the sugar. The bed is then lowered slightly, a new layer of sugar is added, and the next 2D image is printed, fusing with the layer below. This process is repeated to build up the three-dimensional image. Our machine makes the vertical translation possible by providing a large, five-sided wooden box with a floor that can move up and down on drawer slides.
The X and Y axis motion control systems were based on belt drives and quadrature-encoded motors recycled from old HP plotters, while the Z axis is based on a modified automotive jack. This isn’t necessarily the best way to do things, but it was cost effective. The overall project budget was about $500.
Custom closed-loop, high-power drive electronics were designed to power each of the three axes and accept position commands, using standard hobby servo PWM control code. The X and Y axes each had their own hand-wired board with an ATmega168 microcontroller, reading the quadrature outputs from the motor, and PWM “analog” output, to a linear power amplifier that drove each motor. Computer control and interface were provide through a MAKE Controller, an ARM based I/O board that was popular at the time.
Computer control and interface were provide through a MAKE Controller, an ARM based I/O board that was popular at the time.
We designed the frame of the machine in Sketchup and built it in our garage from plywood and lumber. It doesn’t take high-tech tools to do stuff like this. We used the tools that we had: a power drill and a drill press, a jigsaw, and a hand sander.
Form follows function: The wooden base was sized to fit the particular HP pen plotters that we had disassembled, and the center part was designed to support the giant piston, and the one-ton servo motor that raises and lowers it.
Atop the wood sits a flexible canvas liner. It lines the piston to prevent sugar from leaking out in strange places and assists in recovering unused media.
After the liner, the X and Y stages are added. The Y-axis belt-drive system is mounted, on one end, to a linear bearing that slides along a steel rail. That bearing is pushed by the belt-driven carriage on the X axis, through a rubber band low-cost flexible rubber coupling. The other end of the Y-axis belt-drive system is supported by a free-rolling rubber wheel from the hardware store.
The other end of the Y-axis belt-drive system is supported by a free-rolling rubber wheel from the hardware store.
You can read more about the build process in this blog post and in our main announcement about the CandyFab 4000. See more pictures in this flickr set.
Finally, CNC Toast
The hot air gun is mounted to the belt-driven carriage on the Y axis of the printer. In final testing, we needed to test the performance of the XY stage and of the hot air gun. That’s quite easy to do by simply moving the Z stage out of the way.
The intermediate result was surprisingly fun: a genuine CNC toaster!
3D Printing with the CandyFab 4000
The printing process begins by drawing a thin line with the heater element, fusing the sugar together. The width of the line drawn in these first tests was about 3 mm, and defined our minimum feature size. For each pixel that we want to fuse, we hold the hot air gun over that point for a period of time, typically between one and three seconds, depending on air temperature settings and the thickness of the layer that we want to fuse.
At each stage of the print, there is some exposed, fused sugar. It has a glassy surface of amorphous sugar. The top layer is about 1/8 of an inch (3 mm) thick and is uniformly colored a light golden brown– caramelized in the melt process. Spots that appear darker overlap (or partially overlap)– and are fused to– the layers below them, because we are looking into a deeper layer of colored sugar.
Because the hot air gun blows air continuously, it leaves a shallow trail of disturbed (but not melted) sugar wherever it goes − even between areas that it melts. Excess fusion was not an issue so long as “rapid moves” between areas to be fused were actually rapid.
This toroidal coil sculpture was one of the first objects that we made with the CandyFab. It is already big, but to give you a sense of scale, four of these could be fabricated simultaneously within the printable volume.
The CandyFab 4000 had a maximum printable volume of 24 x 13.5 x 9 inches (61 x 34 x 23 cm)– 2916 cubic inches, or 1. 7 cubic feet. Beyond just lowering the media cost of a given fabricated object, using a low-cost medium can be leveraged to make large-volume printing both practical and economical. Filling the bed of the CandyFab 4000 takes a little more than 100 pounds of sugar, which costs about $37 retail. For comparison, the fine nylon powders used by high quality SLS (selective laser sintering materials) tend to cost upwards of $25 per pound. Even accounting for its lower density, filling the bed with nylon powder would still cost about $700.
7 cubic feet. Beyond just lowering the media cost of a given fabricated object, using a low-cost medium can be leveraged to make large-volume printing both practical and economical. Filling the bed of the CandyFab 4000 takes a little more than 100 pounds of sugar, which costs about $37 retail. For comparison, the fine nylon powders used by high quality SLS (selective laser sintering materials) tend to cost upwards of $25 per pound. Even accounting for its lower density, filling the bed with nylon powder would still cost about $700.
If you look closely, you can see the pixelated nature of our fabricated object. The bulk of the material is solid, glassy, lightly caramelized sugar. It feels and acts very much like regular glass. It smells great. The outside surface is covered by loosely attached sintered sugar (white), and can be removed or smoothed over by hand.
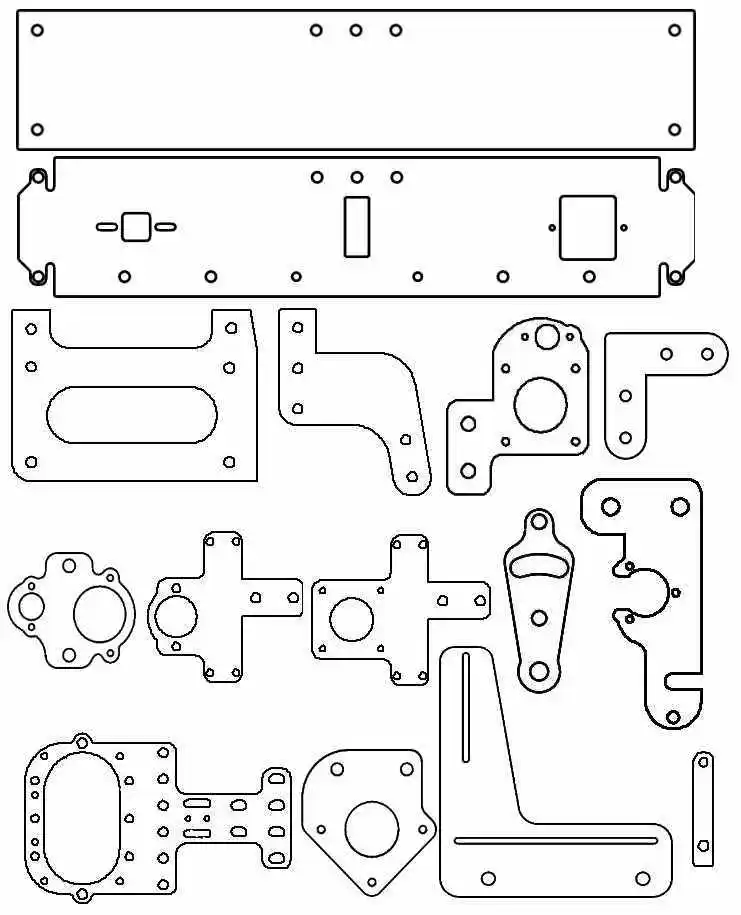
A giant model of a wood screw, and a modest dodecahedron.
When printing the early layers of the wood screw, just the edges of the threads are visible. It’s a philips-head screw, so the broad cross sections where you only see a single slot must be just above or just below the center of the model. When it finishes printing, the bed raises in order to allow the humans to extract the model. Even after raising the piston up, some digging is still required to get the last ten pounds of sugar off the top. For reference, the print media cost for the giant screw model is under one dollar.
It’s a philips-head screw, so the broad cross sections where you only see a single slot must be just above or just below the center of the model. When it finishes printing, the bed raises in order to allow the humans to extract the model. Even after raising the piston up, some digging is still required to get the last ten pounds of sugar off the top. For reference, the print media cost for the giant screw model is under one dollar.
In 3D printing, it is practical to make complex shapes that cannot be efficiently manufactured by traditional subtractive processes, where material is cut away from a block to make an object. Consider a chain of connected links. While skilled whittlers can indeed carve a chain out of a single piece of wood, it’s a labor intensive process that requires accessing the part from many different angles. In contrast, in an additive process it is no more difficult to make a connected chain than it is to make any other shape. To prove the point, we constructed this chain of 12 links– using about a pound of sugar per link.
When we first start to build up the chain, we are only printing the lowest part of the six chain links that are vertically oriented; it’s hard to see from the pattern of melted sugar alone how this will turn into a chain. In the middle section of the chain, where we are printing parts of all twelve links, it is a little more obvious.
One thing to note is that the loose “horizontal” links are suspended by the loose print medium (sugar) in the print bed. This is in contrast to some other fabrication technologies which require a separate support matrix to be built alongside the actual desired object.
An array of fat, low-resolution dodecahedrons, printed as giveaways and test objects. (Question: Can you smooth the surface by warming the pieces in the oven? Answer: no.) Wider beams made them less likely to break upon handling, and we could turn up the heat and speed when precision was less critical.
The sculpture Soliton by Bathsheba Grossman (model used by kind permission).
A ¾ twist mobius strip with a square cross section and windows cut at regular intervals in all of the sides. Even though it’s hollow, it still weights nearly eight pounds— that’s a lot of sugar.
It was at about this stage that we brought the CandyFab 4000 to the 2007 Bay Area Maker Faire, where it was a hit indeed. There were four 3D printers there that year: The CandyFab, a $20k Stratasys Dimension, Fab@Home, and a couple of avid hackers making excellent progress with a hot glue gun and XYZ stage. Some pictures at the event: 1, 2, 3, 4.
Improving precision
CandyFab Heater versions 2.0 and 2.1 were based around commercially available sealed heating elements: a beautifully made 24V, 50 W ceramic element made by Hakko (model A1321) and a standard 55W cartridge heater. Both had their pros and cons. Around the heating element, we wrapped several windings of 1/8″ OD soft copper refrigeration tubing and a bundle of high-temperature insulation. Copper is not actually a good choice for the tubing here, since it oxidizes rapidly with high temperature air flow, and these heater assemblies had a very short life. Pro-tip: Use stainless steel tubing for hot air.
Copper is not actually a good choice for the tubing here, since it oxidizes rapidly with high temperature air flow, and these heater assemblies had a very short life. Pro-tip: Use stainless steel tubing for hot air.
Other considerations aside, this heater gave us the precision and control to take CandyFab to the next level.
Same model, much finer quality. Our estimate was that the effective pixel size was reduced from about 1/5″ (5 mm) to about 1/16″ (1.6 mm).
This was starting to get interesting. Now we could make a tiny chain of movable links of sugar.
We had also by this point audited all of the materials in the sugar and air paths to make sure that everything was genuinely food safe. The new resolution was also a big advantage: Nobody wants to eat a pound of sugar, but we could at least print simple decorations for a birthday cake.
We also began to experiment with printing plastic, using a hybrid method with plastic pellets resting on a bed of sugar. Upside: More permanent. Downside: Doesn’t smell as nice. We made a trefoil knot and a fruit bowl from HDPE pellets this way. (The dark dots are green colored HDPE pellets.)
Upside: More permanent. Downside: Doesn’t smell as nice. We made a trefoil knot and a fruit bowl from HDPE pellets this way. (The dark dots are green colored HDPE pellets.)
While the CandyFab 4000 worked well enough, it was built from surplus junk. Thus, in a word, it was unmanufacturable. And so we got to work, spending the next year on a version that we could actually make more of.
The CandyFab 5000 was a complete design departure from the CF4k, using new off-the-shelf parts wherever possible. Additionally, effort was made to use components and materials that are accepted for use with food where possible and/or necessary.
Photo credit: Scott Beale / Laughing Squid.
The structural design was based on 1/2″ plywood, cut to shape with a CNC router.
The piston walls were constructed of high-temperature UHMW polyethylene and the piston floor was topped with a gum-rubber surface that made a tight seal against the four walls. The build volume was 8.5″ x 11″ x 17″.
The build volume was 8.5″ x 11″ x 17″.
The motion control systems in the three axes were based on beefy stepping motors and timing belts. The Z axis was driven by a single stepping motor, driving a double-sided timing belt that turns four acme screws to lift the piston. The X axis, which moved the Main Carriage, or Gantry, that includes the whole Y axis, was driven by dual acme lead screws on either side of the machine, which are in turn driven by a single timing belt from a stepping motor. The Heater Carriage, which held the heating element, was attached directly to the a timing belt driven by a smaller stepping motor. The Heater Carriage position was constrained by two linear shafts.
As part of the design, we also built a new third-generation heater that had a stainless steel housing and nozzle. And, we reworked the electronics from being a handwired mess into something almost elegant. The platform was called “Zuccherino” for the italian term meaning “sugar cube” (in the idiomatic sense). The name is meant to be suggestive of both the modular nature of the CandyFab control electronics platform, and the fact that it works with sugar. As an Arduino derivative, its name is also reminiscent of the name Arduino and those of its clones, while minimizing abuse of the Italian language.
The name is meant to be suggestive of both the modular nature of the CandyFab control electronics platform, and the fact that it works with sugar. As an Arduino derivative, its name is also reminiscent of the name Arduino and those of its clones, while minimizing abuse of the Italian language.
The Zuccherino platform is a series of small semi-independent microcontroller-based circuit boards, in several different flavors. Each type of Zuccherino board is dedicated to a single control function and sports the necessary hardware to carry out that single task. For example, the “Zuccherino Stepper Board” controls a single stepper motor.
In a working setup there is exactly one Zuccherino Master Board (that serves as the computer interface) and any number of additional Zuccherino boards of other flavors. For example, a minimal CandyFab setup might use five Zuccherino boards: One Master Board, three Zuccherino Stepper Boards to control the three cartesian axes, and one Zuccherino (solid state) Relay Board that controls the heater. We also developed a servo motor controller board that (like those on the CF4k) could control a DC motor equipped with a quadrature encoder.
We also developed a servo motor controller board that (like those on the CF4k) could control a DC motor equipped with a quadrature encoder.
There were a lot of promising things about the CandyFab 5000, its mechanics, and its control system. Unfortunately, our CNC manufacturing plan hit a wall. (The wall was human in nature, not technical. See the Epilogue for more discussion.) For the sake of manufacturability, we ended up making the decision to start over again from scratch, this time with a design that could be fabricated on a laser cutter.
We had already spent nearly a year on the CF5k, and it didn’t make sense to continue pouring time and effort into what had suddenly become a dead-end development path. Back to the drawing board we went. The CandyFab 5000 never saw “first melt.”
In the spring of 2009, we finished designing and building the third-generation CandyFab, the CandyFab 6000. It came with a spiffy new logo.
Like its predecessor, the CandyFab 6000 was essentially an all-new design using off-the-shelf parts wherever possible. The structural design was based on high-end 6 mm plywood which can be cut to shape with a CO2 laser cutter. Careful planning went into picking components and materials that are accepted for use with food where possible and/or necessary.
The structural design was based on high-end 6 mm plywood which can be cut to shape with a CO2 laser cutter. Careful planning went into picking components and materials that are accepted for use with food where possible and/or necessary.
Unlike the previous versions of the CandyFab, the CandyFab 6000 was designed as a “benchtop” 3D printer, not as a floor-standing model. The build volume is 8.5″ x 11″ x 7″ deep. Much smaller, but still a respectable 10 liters. (Subsequent models could have been made larger again.)
The motion control systems in the three axes were based on servo motors (DC motors equipped with quadrature motors) and timing belts. The Z axis was driven by a single servo motor that drives a timing belt that turns four 3/8-12 acme screws to lift the piston. The X axis, which moves the Main Carriage, or Gantry, that includes the whole Y axis, was driven by dual timing belts on either side of the machine, which are in turn driven by a single timing belt from a servo motor. The Heater Carriage, which holds the heating element (“oven”), was attached directly to a timing belt driven by a smaller servo motor, and constrained in position by an off-the-shelf dust-resistant linear slide. Most exposed bearings in the CandyFab 6000 design are plain (as opposed to ball) bearings made from dust-resistant high performance composite materials. Sugar is dusty.
The Heater Carriage, which holds the heating element (“oven”), was attached directly to a timing belt driven by a smaller servo motor, and constrained in position by an off-the-shelf dust-resistant linear slide. Most exposed bearings in the CandyFab 6000 design are plain (as opposed to ball) bearings made from dust-resistant high performance composite materials. Sugar is dusty.
A washable cotton “culinary” liner provided a food-safe seal around the edges of the piston. Food-safe UHMW HDPE funnels (gutters) around the edge of the piston can return unused media to a storage tray beneath the unit.
The CF6k still used the same Zuccherino control system designed for the CF5k, with some hacking to make everything work. The Zuccherino modules were master (1), XYZ servo motor drivers (3), and solid-state relays (2), to drive the heater and control the air flow by regulating power to the aquarium air pump.
By the time we started printing with the new machine, it was already producing output as fine as the best we had ever seen on the CandyFab 4000. On the one hand, that was great. On the other, there is a very real sense in which we hadn’t made any progress (other than the shape of the machine!) after spending two more years working so hard on the project.
On the one hand, that was great. On the other, there is a very real sense in which we hadn’t made any progress (other than the shape of the machine!) after spending two more years working so hard on the project.
Photo credit (both): Scott Beale / Laughing Squid.
Windell Oskay and Lenore Edman write about their current projects at Evil Mad Scientist Laboratories.
Some of the most amazing 3D printing materials currently available
3D printing with classic materials such as plastic, metal or ceramics is widespread. In the meantime, there are many alternative materials that are not only unusual, but can make a 3D printed part even more special. In our selection, we introduce you to these unusual materials. From chocolate and salt to recycled plastic waste or ashes, now you can create the most extraordinary items. In some cases, these materials are even proving to be a great alternative to plastic, reducing overconsumption and the associated environmental impact. Today we're going to take a look at these amazing 3D printing materials.
Today we're going to take a look at these amazing 3D printing materials.
3D printing material from the sea
Today, filaments are still the most commonly used 3D printing materials, mainly because FDM machines are readily available. But did you know that some threads are made from shellfish and crustaceans? The French company Francofil offers materials from PLA and shells of mussels, scallops and oysters. Their shells come from recycled food service waste and are shredded to become threads. The materials are made in France and can be printed like normal PLA.
Photo: Francofil
Local Salt
Emerging Objects is an American company that uses new technologies with innovative materials to create impressive projects. Among the most prominent initiatives is Saltygloo, a salt 3D printed structure. The salt used was collected from San Francisco Bay. Due to climatic conditions, about 500,000 tons of sea salt are produced here annually. Salt has been used to additively manufacture lightweight structures on a large scale. In addition to Saltygloo, the company is known for other salt projects such as the GEOtube tower and building houses.
Salt has been used to additively manufacture lightweight structures on a large scale. In addition to Saltygloo, the company is known for other salt projects such as the GEOtube tower and building houses.
Photo: Matthew Millman
Chocolate is the sweetest 3D printable material
This 3D printable material may not be as exceptional as some of the others on the list, but it is certainly one of the most used. The chocolate 3D printing process is similar to FDM technology, but it has different cooling properties than plastic, so the process takes longer. The popularity of this technology has grown over the years, prompting many companies to develop various designs and even chocolate 3D printers. Among the best known is the collaboration between 3D Systems and Hershey's, one of the world's largest chocolate makers. We also featured some 3D printers that can make delicious sweets like mycusini or Print2Taste. If you want to know more about this technology, don't miss the video below.
3D printed material from the ashes to remember your loved ones
The Spanish company Narbón is introducing new technologies and innovations in the funeral industry. 3DMemories uses 3D printing to create original, unique and exclusive ceramic jewelry from the ashes, hair, DNA or skeletal remains of a loved one. To do this, the pattern must be processed and then combined with porcelain before the decorations can be 3D printed. Then the enamel is applied and the product is fixed. The service offers a wide range of products for men and women. Undoubtedly, 3DMemories with its range of jewelry is an exceptional way to remember a loved one.
Photo: Narbón
Wood-Based Threads
Wood or vegetable threads have also been available on the market for some time. For example, the Dutch company ColorFabb offers several alternative threads in this category. What started in 2014 with BambooFill has expanded in subsequent years with CorkFill and WoodFill. Wood fibers, usually blended with a PLA/PHA base, give parts a natural, high-quality finish. Whether used to make figurines, pieces of furniture, or wall decorations, the threads can be used anywhere the look of wood is desired. Since ColorFabb discontinued BambooFill, a similar product can be purchased in Wood Bamboo form from AzureFilm. According to the company, 40% of recycled wood is mixed with 60% of polymers for this purpose. However, to avoid problems when printing with this filament, it is recommended to reduce the print speed.
Wood fibers, usually blended with a PLA/PHA base, give parts a natural, high-quality finish. Whether used to make figurines, pieces of furniture, or wall decorations, the threads can be used anywhere the look of wood is desired. Since ColorFabb discontinued BambooFill, a similar product can be purchased in Wood Bamboo form from AzureFilm. According to the company, 40% of recycled wood is mixed with 60% of polymers for this purpose. However, to avoid problems when printing with this filament, it is recommended to reduce the print speed.
Left: ColorFabb, Right: Azure Film
Other Uses for Linen
Another alternative to traditional filaments is a composite of PLA and linen from French manufacturer Nanovia. The company says the composite is not only a sustainable alternative to traditional filaments, but also offers the ability to achieve different shades of brown by applying different print settings. This can be achieved simply by changing the print temperature during production. As for the finish, the manufacturer recommends sealing the printed parts with UV protection to keep them intact for as long as possible.
As for the finish, the manufacturer recommends sealing the printed parts with UV protection to keep them intact for as long as possible.
Photo: Nanovia
Sugar 3D Printing
Sugar Lab was acquired by 3D Systems almost ten years ago and, as the name suggests, has focused on sugar 3D printing. Using the 3D Systems ChefJet Pro printer, the company creates intricately shaped candies and decorations. The Los Angeles-based company claims to be able to produce candy in all flavors and colors. Whether it's birthdays, weddings or Christmas parties, The Sugar Lab offers all sorts of 3D printed candies. As for quantity, the 3D printer seems to be capable of producing up to 100 candies a day. While The Sugar Lab is the most famous company using sugar as a printing material, other companies like The Modernist Cuisine are also trying their hand at 3D printing with sugar.
3D printing with glass
Glass has been popular in many industries for many years and is also used in additive manufacturing. Several researchers, such as those at MIT or Lawrence Livermore National Laboratory (LLNL), have developed 3D printing solutions to print on glass. For example, an MIT team has developed the G3DP2 machine, which can process 5 kg of glass per hour. With this machine, the researchers were able to create three-meter-high glass columns at Milan Design Week. Recently, the Glassomer startup has also unveiled its glass 3D printing technology. The company is developing a material made from fine glass powder and a plastic binder that can be processed on SLA printers.
Several researchers, such as those at MIT or Lawrence Livermore National Laboratory (LLNL), have developed 3D printing solutions to print on glass. For example, an MIT team has developed the G3DP2 machine, which can process 5 kg of glass per hour. With this machine, the researchers were able to create three-meter-high glass columns at Milan Design Week. Recently, the Glassomer startup has also unveiled its glass 3D printing technology. The company is developing a material made from fine glass powder and a plastic binder that can be processed on SLA printers.
Photo: Glassomer
Recycled plastic filament
Sustainability is gaining more and more attention in additive manufacturing, and many companies are looking for alternatives. In recent years, several exciting products have been developed to make 3D printing more sustainable by making filaments from recycled plastic. One such project is Print The City by The New Raw, in which plastic from the waste of the people of Amsterdam and Thessaloniki is turned into 3D printed filament and used to print benches and other outdoor furniture.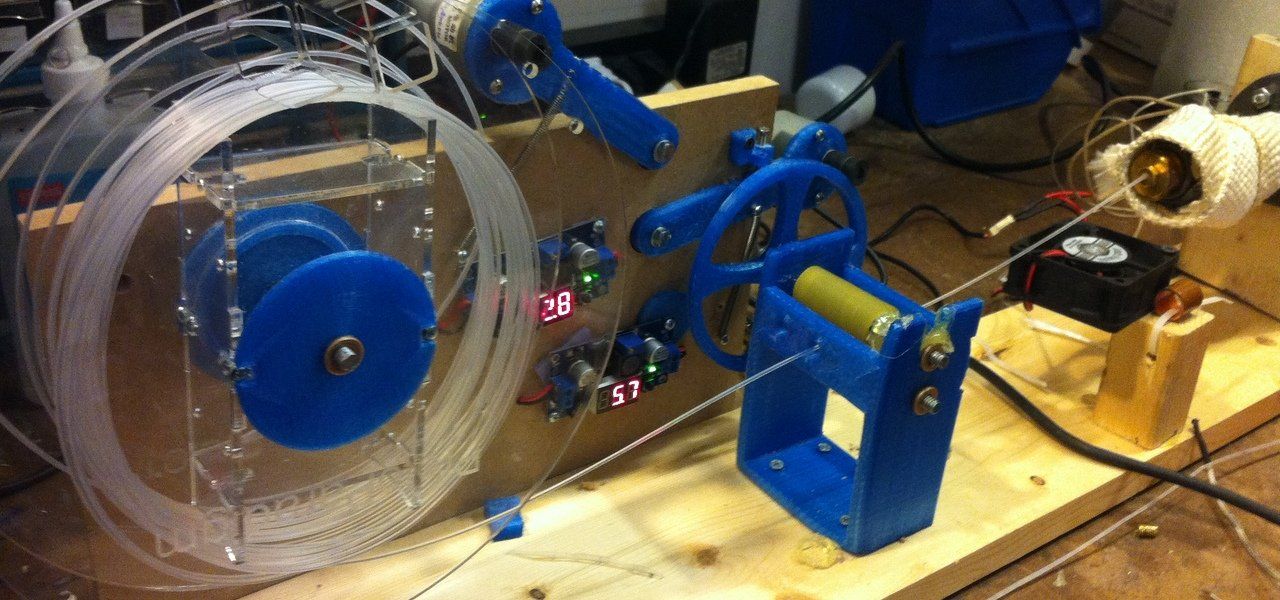 Another initiative is the Million Wave Project, which aims to produce recycled PET filaments for 3D printed prosthetic limbs for those in need. Another example is the ZUV tricycle, which was printed in Austria by EOOS using filaments made from 70kg of plastic waste from supermarkets in Vienna.
Another initiative is the Million Wave Project, which aims to produce recycled PET filaments for 3D printed prosthetic limbs for those in need. Another example is the ZUV tricycle, which was printed in Austria by EOOS using filaments made from 70kg of plastic waste from supermarkets in Vienna.
Photo: New Raw
Ivory Inspired 3D Printing Material
Among the many materials used for 3D printing, there are some that have been specifically designed to meet specific requirements and solve old problems in an innovative way. One such material is Digory, which was developed by the University of Vienna in collaboration with Cubicure GmbH to meet the need for the restoration of ancient ivory monuments and objects. It is a synthetic resin containing calcium phosphate particles and silica powder. Researchers have developed this new material with ivory-like characteristics and properties to restore objects using 3D printing or SLA technology. The similarity between these two materials is striking - there is almost no difference!
The Digory material on the right is very similar to the real ivory on the left (photo courtesy of Vienna University of Technology).
Clay as a greener material for 3D printing
One of the unusual 3D printing materials that has certainly attracted attention in recent years is clay. Technically, this is a subset of ceramic 3D printing that, although difficult to print, is known for its incredible properties, in particular the use of clay was especially popularized by the work of the Italian company WASP. For example, we recently saw WASP and Honda use 3D clay printing to create greener vehicles. There are many other uses, although many of them focus on sustainability due to the clay's properties. This can be seen in projects such as archiREEF terracotta tiles for coral restoration in Hong Kong, or 3D printed clay containers designed to reduce food waste.
Photo: Jonathan Keep
Diamond - 3D Printing of the Hardest Material on Earth
It may surprise many that one of the hardest materials on Earth, diamond, can actually be printed. Back in 2019, Sandvik Additive Manufacturing announced the first ever 3D printed diamond composite. It is not shiny, but will allow manufacturers to 3D print super-hard material, which will help revolutionize, especially in the tool industry. Diamond is often used in industries such as mining and drilling, machining, and medical implants, especially for its wear-resistant properties, but it is difficult to process. Sandvik claims that this breakthrough in composites will now allow very complex shapes to be 3D printed, and the company has high hopes for its use in the near future.
It is not shiny, but will allow manufacturers to 3D print super-hard material, which will help revolutionize, especially in the tool industry. Diamond is often used in industries such as mining and drilling, machining, and medical implants, especially for its wear-resistant properties, but it is difficult to process. Sandvik claims that this breakthrough in composites will now allow very complex shapes to be 3D printed, and the company has high hopes for its use in the near future.
Human cell printing
When it comes to 3D printing in the medical sector, people often think of bioprinting. In bioprinting, cellular structures, including human structures, are made from bioink loaded with stem cells. As with conventional 3D printing, the biomaterial can be applied layer by layer to create things like skin, tissues, bones, and even organs. Although it is still in its infancy as a technology when it comes to creating viable long-term solutions, we have already seen a number of interesting projects using this technology. Notably, the researchers have been experimenting with 3D printing of organs, including the heart, kidneys, pancreas, and liver. Others have also developed a way to bioprint using ceramics and bioink to recreate bones in the human body.
Notably, the researchers have been experimenting with 3D printing of organs, including the heart, kidneys, pancreas, and liver. Others have also developed a way to bioprint using ceramics and bioink to recreate bones in the human body.
Source
ANIMAL MOTHERS for 3D printing, 3D printing, 3D printing, ceramic 3D packets, thread for 3D printing, 3D printing sugar, 3D - glass printing, ash material 3D printing, chocolate 3D printing, salt 3D printing
characteristics, pros and cons of each model0160
 Here are the top best 3D food printers in different price categories for people who are fond of cooking.
Here are the top best 3D food printers in different price categories for people who are fond of cooking. What is a 3D food printer
The main feature of a food 3D printer is the raw materials used: instead of printing ink, the device is filled with edible ingredients. The database stores a large number of different recipes, and in order to print a dish, you just need to select one of them and activate the printing process. The final product is layered on a work surface or on a plate: it can be baked in the oven or sent to the freezer.
Application
Futuristic 3D Printed Sugar Candy
Cookies printed with glaze
Chocolate logos of famous companies
Cream Photo Print
Buying a food 3D printer is worth the owners of coffee houses, author's bakeries and private workshops. The finished product has a unique shape and bright appearance. Food printers are often used to create custom wedding cakes, cartoon character cookies, Christmas gingerbread cookies, and so on. The possibilities of a baker who owns such a device are endless: the main thing is to buy quality products.
Food printers are often used to create custom wedding cakes, cartoon character cookies, Christmas gingerbread cookies, and so on. The possibilities of a baker who owns such a device are endless: the main thing is to buy quality products.
Raw materials used
The following ingredients are used as raw materials:
-
Chocolate without additives and impurities;
-
Mastic;
-
Sugar;
-
Whipped cottage cheese;
-
Vegetable and fruit pastes;
-
Fish and meat pates;
-
Flour;
-
Cheese, etc.
The confectionery pattern is applied to sugar, wafer or shock transfer paper. The first type has a sweetish aftertaste and aroma of vanilla. Due to the snow-white surface, no additional coating is required: the drawings look bright and clear. The wafer paper is made from rice flour and does not have a special taste, due to the light shade, the final drawings look less clear. Shock transfer paper is completely transparent and is suitable for transferring a design to a product (for example, a cake). For the packaging of finished products, food-grade plastic for a 3D printer is used.
Shock transfer paper is completely transparent and is suitable for transferring a design to a product (for example, a cake). For the packaging of finished products, food-grade plastic for a 3D printer is used.
Interesting! Food printers are involved in waste reduction. Unattractive fruit and confectionery leftovers are used in the preparation of printing mixes. This makes it possible to use the means of production more efficiently.
Types of 3D food printers
Cooking enthusiasts can take advantage of the following food printing devices:
-
Food 3D printers are devices that print dishes whose recipes are listed in a database. The final product is layer-by-layer superimposed on the work surface, and the raw material comes from filled cartridges;
-
Confectionery printers are used to transfer images onto specialty paper or to design small confectionery products such as candies.
 Such printers print an image on pre-prepared paper: rice, wafer or shock transfer;
Such printers print an image on pre-prepared paper: rice, wafer or shock transfer; -
Food plotters transfer the image not to paper, but directly to the finished product. For example, a plotter is used to transfer an image directly onto a cake.
There are several types of food 3D printers:
-
Extrusion - paint is applied to the surface before the dish is created. The process is controlled by the computer with the loaded image. The system has an extruder that heats the food mixture, and the distribution of raw materials depends on the print head. The raw material is loaded into a syringe placed in the head. This means that in order to combine different shades, you have to periodically stop printing and change the syringe;
-
A carousel-type food 3D printer also has an extruder, but its main feature is the method of feeding raw materials: the containers rotate around the working surface, the supply and dosage of the material used depends on the recipe specified in the program.
 The storage can contain countless recipes, and operation does not cause difficulties even for an inexperienced user.
The storage can contain countless recipes, and operation does not cause difficulties even for an inexperienced user.
Popular brands
Eminent manufacturers offer the best value for money food 3D printer. Quality devices provide accurate printing, high speed, durability, simplicity and ease of use.
Wiibox
This company manufactures 3D printers with high build quality and high productivity. These are universal mechanisms that fill both chocolate paste and mashed potatoes. Numerous positive reviews confirm the high quality of Wiibox products.
byFlow
The Dutch company byFlow specializes in food printing technology. The pursuit of excellence helps the company open up new horizons: the technique prints products from spinach, meat emulsion and other materials. High build quality, ease of use and durability - all these characteristics are applicable to the products of this company.
Choc Edge
Choc Edge is committed to revolutionizing the world of chocolate making. Numerous experiments and focus on consumer feedback help to create more powerful devices that provide the optimal temperature for preparing and storing chocolate figures.
Numerous experiments and focus on consumer feedback help to create more powerful devices that provide the optimal temperature for preparing and storing chocolate figures.
Attention! Printing dishes helps save time on cooking: instead of culinary worries, the user can simply activate the printing process and get on with other things.
Free shipping
Add to compare
Product added to compare Go
| Manufacturer | Choc Edge |
Available on credit. To checkout, add the product to the cart and follow the instructions Go
| Manufacturer | Wiiboox |
Free Shipping
Add to compare
Product added to compare Go
| Manufacturer | Choc Edge |
Top 10 Best Food Printers: List of the Most Current Models
Before you buy a food 3D printer, you need to familiarize yourself with the most popular devices on the world market. The top is based on ratings and customer reviews.
The top is based on ratings and customer reviews.
1. PancakeBot 2.0
PancakeBot 2.0 is easy to use, which means it's suitable for inexperienced users too. Users can choose from suggested designs in the software, or create their own. Used to print pancakes.
Pros:
-
Ease of operation;
-
A wide range of proposed projects;
-
High speed.
Cons:
2. Wiiboox Sweetin
Buying a food printer from Wiiboox is worth not only for confectionery lovers, but also for ordinary chefs: the device prints cakes, cookies and even mashed potatoes. The main raw materials can be meat, cheese, chocolate, jam, mashed potatoes, dough and much more. A convenient touch panel helps to set the desired mode of operation, and a stylish appearance complements the interior of any establishment.
Pros:
-
Versatility: the ability to print not only sweet dishes, but also side dishes;
-
Attractive appearance;
-
High build quality;
-
Convenient control by touch panel.

Cons:
-
High price.
3. Choc Creator V2.0 Plus
When talking about which chocolate 3D printer to buy, it is worth mentioning the numerous advantages of Choc Creator V2.0 Plus. The new model has become more perfect: the developers have worked hard to eliminate the shortcomings of the previous version. The modern model has small dimensions, thanks to which it can be used in any kitchen, and the uniform heating of the syringe ensures high-quality and uninterrupted operation. In practice, the chocolate printer has shown tremendous potential: it prints complex figures from chocolate.
Pros of :
-
Attractive appearance;
-
Uninterrupted work;
-
Durability;
-
The ability to create durable and beautiful chocolate figures.
Cons :
4.
 Food 3D printer Choc Creator V2.0 Plus with cold chamber
Food 3D printer Choc Creator V2.0 Plus with cold chamber
The new version of the Choc Creator V2.0 Plus printer is equipped with cooling chambers by popular demand. Users say that maintaining the optimal temperature in the room to preserve the integrity of chocolate figures is too problematic: therefore, the new device cools the raw materials. The price of a food 3D printer with a cooling system is slightly higher than a classic one, but the high performance of the final product justifies any costs.
Pros of :
-
Availability of a cooling system for finished products;
-
High printing precision;
-
Long service life;
-
Ease of use: You can turn the fans on and off with the side buttons.
Cons :
-
High price.
Attention! Confectionery food 3D printers are often used by artists to create edible masterpieces.
This is a unique technology that helps to unleash the creative potential of the chef.
5.byFlow Focus
Food printer from the Dutch company byFlow, which specializes in 3D printing of food. The compact high-tech device is used for the bakery industry, and the cartridges are suitable for the application of any pasty ingredients.
Pros:
Cons:
6. Chefjet Pro
Buying a ChefJet Pro food printer is a must for people who dream of making bright and stylish sweets. The device is created on the principle of inkjet printing: sugar-containing powder materials are used instead of paints. The final product is made by powder layering. The printer is suitable for combining different shades and creating gradients.
Pros:
-
The ability to create unique flavors;
-
Neat and bright printing;
-
Aesthetic appearance of the device.

Cons:
-
High price.
7. Foodini
The 3D food printer from Foodini works on the principle of a stationary printer, but instead of printing inks, layer-by-layer imposition of edible raw materials is used: dough, cream, chocolate, cream, etc. The device is versatile: the user himself can choose the material, or use ready-made cartridges with products.
Pros:
-
Practicality;
-
High build quality;
-
Attractive appearance;
-
Availability of an online platform with unique recipes.
Cons:
8. Mmuse – Chocolate 3D Printer
The closed MMuse 3D printer is suitable for chocolate printing. Chocolate beans are used as raw materials: they are heated in an extruder and fed to the work surface through the print head.
Pros:
Cons:
9. ZBOT Commercial Art Pancakes Printer F5
ZBOT Commercial Art Pancakes Printer F5 3D Printer
A food printer from Chinese manufacturers is used in the process of making pancakes of various shapes. Ease of operation allows the device to be used by children under adult supervision.
Pros:
-
Ease of operation;
-
High build quality;
-
Affordable cost.
Cons:
10. ZMorph VX
A multifunctional 3D printer capable of printing not only food, but also rubber, ABS plastic, polylactide, PVA, nylon, elastic and metal materials. The product is able to print with chocolate, butter, cookies, icing and other ingredients. In addition, there is a function of engraving and CNC milling.
Pros:
Cons:
-
High price.
Selection guide
The modern market offers a wide range of food printers. Before making a purchase, you need to carefully study the characteristics of each model and build on your own preferences. Experts have created several recommendations for choosing:
-
In case you want to create realistic images for confectionery 3D printing, pay attention to the diameter of the nozzle: the narrower it is, the more accurate the image will be;
-
It is better for people living in regions with a warm climate to purchase chocolate 3D printers with a cooling system: such devices ensure that the figurines are kept at the optimum temperature;
-
The possibility of self-refilling the cartridge is the most practical and economical way to operate the printer;
-
Print speed is an important consideration for restaurant owners. Large batches of dishes must be produced quickly, and for home use this is not a very strict selection criterion.