3D printed bell siphon
▷ bell siphon 3d models 【 STLFinder 】
Bell Siphon
thingiverse
Bell Siphon for aquaponics / hydroponics gardens
Bell Siphon
grabcad
Bell Siphon for aquaponics / hydroponics gardens
Bell Siphon
thingiverse
Bell Siphon. ... Easily scaled to fit your growbed.
bell siphon
thingiverse
A bell siphon with integrated debris screen, that can be printed with no support material.
Bell Siphon
thingiverse
I have redesigned Bell Siphon into a single unit. this is a 1/2" design. ... View the video there https://youtu.be/iQIgSENuDxU
Bell Siphon
thingiverse
This is an open top bell siphon that was modeled after Bigelow Brook Farm's bell siphon. This version is 10.25 inches tall. It is an open top design and requires a clear cover be attached by either silicon or super glue (super glue is totally safe...
Bell Siphon
thingiverse
Designed this based on the original Bell Siphon design by creuzerm, but I could only open the actual siphon file, so had to add two extra components of my own design - a cover with little legs to go over the siphon, and a reduction "strangler" that. ..
..
Bell Siphon
thingiverse
... trapped air. As the bell siphon works on both pressure and vacuum; any section exposed to air must be sealed. The vent tube is thin walled 3/8" tubing from Home Depot. ...Seams can be glued; I use silicone sealer as parts can be removed if need be.
Bell Siphon
thingiverse
A Bello siphon I designed for my kids to play with, in the bath.
Bell siphon 7 inch
thingiverse
This is a remix of RHill051's bell siphon that is 3. 25 inches shorter than the original. Perfect for a 9 inch grow bed.
...
25 inches shorter than the original. Perfect for a 9 inch grow bed.
...
Bell Siphon Rain Gauge
thingiverse
If you attached probes connecting the outlet of the bell siphon and a microcontroller or Raspberry PI, you have a solid state rain gauge See https://www.instructables.com/id/Bell-Siphon-Rain-Gauge/ for build instructions, python code etc. ... To see...
Bell Siphon Endcaps
thingiverse
My bell siphon parts include: Top and bottom endcaps (3D printed) 1" PVC pipe 1" PVC pipe coupler (for the top) 4" drainage pipe ($5 at Home Depot) for the gravel shield The endcaps attach on the bottom and top to prevent gravel from spoiling the. ..
..
Aquaponics Bell Siphon Intake
thingiverse
This is meant to be the bottom piece of the 'bell' for a bell siphon. ... the bottom holes are optimized to allow for the max water to flow through it, and allow for air to enter once the water gets low enough.
mini_bell_siphon
thingiverse
... system using fill and drain , using and if lift pump. ... this bell siphon works good , has a 4mm drain with a velocity stack drain. works well with a low flow pump . I used epoxy to mount to the tray . ... https://www.youtube.com/watch?v=ZANYlj9han0
Aquaponics Bell Siphon
thingiverse
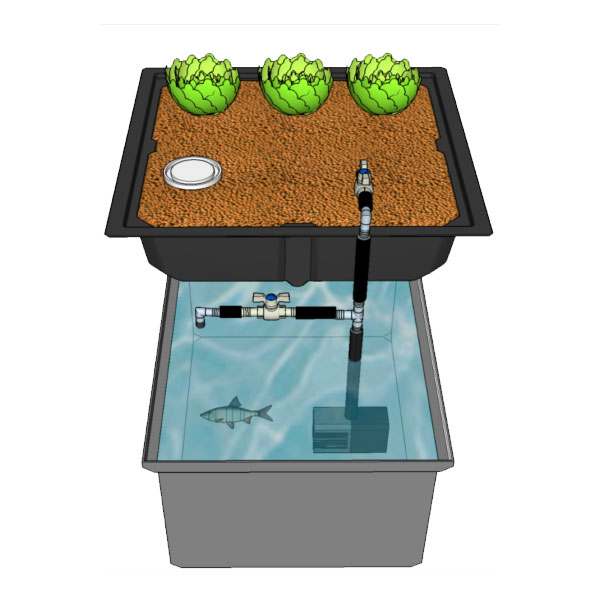
This is a bell siphon for an aquaponics grow bed. It fits over a 1 1/4" schedule-40 PVC standpipe. There is a helical channel in the wall that breaks the siphon. This channel is similar to the 'snorkel' that is common in bell siphons. However, I...
It fits over a 1 1/4" schedule-40 PVC standpipe. There is a helical channel in the wall that breaks the siphon. This channel is similar to the 'snorkel' that is common in bell siphons. However, I...
Hydroponic Bell Siphon
thingiverse
The snorkel outlet can be extended to accommodate lower cut off levels using a short piece of 5mm tubing, The main top water level can be adjusted by pushing the outlet hose pipe up through and into the bell siphon chamber By printing a second base...
Hydroponic Bell Siphon
thingiverse
To avoid having to cycle the pump I have designed this Bell Siphon to connect to a 3/4-Inch Double Threaded Bulkhead. This ensure a water tight connection between the container and the reservoir. To ensure that no material gets in the siphon I...
This ensure a water tight connection between the container and the reservoir. To ensure that no material gets in the siphon I...
Bell Siphon easy print
thingiverse
little bell siphon, easy to print, recommended to coat with epoxy to make sure it is air tight. comes in only 2 parts for easy printing, the second part is the lid (top) of the siphon. I "glued" the top part with epoxy in place while i coated the...
Bell Siphon with Snorkel
thingiverse
If you choose to make your own model I recommend that you search various types of the bell siphon or simply copy the design that I have. I believe that I explain it thoroughly enough on the video for a proper reconstruction. The model that I use is...
I believe that I explain it thoroughly enough on the video for a proper reconstruction. The model that I use is...
aquaponic bell siphon
thingiverse
Things that are included in this file are the standpipe, bell siphon, media shroud, a washer, a tightening nut with adapter to attach to either half inch PVC, or to the P-trap (which helps if you have a low flow, to help start a siphon.) Also...
Bell siphon (tuned)
thingiverse
Tuned bell siphon based on https://www.thingiverse.com/thing:2119390 (parametric OpenScad). Design is targetting a growbed about 11-13 cm deep and works fine without the bottom cup (see further tuning below).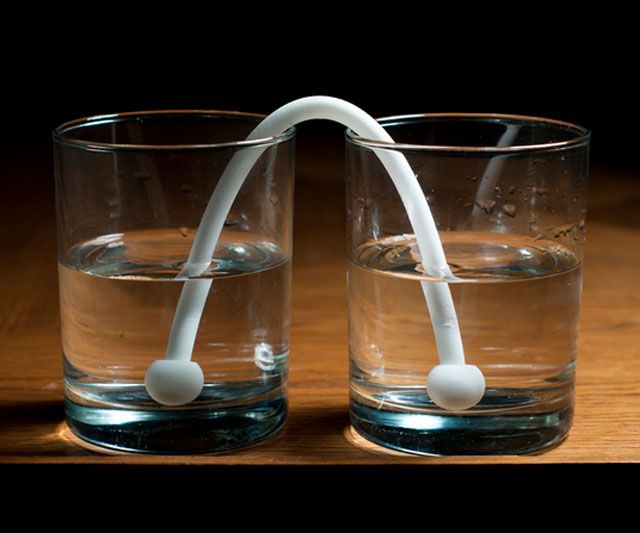 We used 20mm diametrer and 9cm height.
...
We used 20mm diametrer and 9cm height.
...
Bell Siphon Demonstration
thingiverse
Instructions This was printed as a test object to demonstrate how bell siphons work for aquaponics systems. It will need to be water and air tight, so print it with 4 shells at .5 single wall thickness. If your printer has a different wall...
Bell Siphon
thingiverse
This is a standpipe and uniseal adapter that works with 1in/25mm PVC Pipe. I have been using them for over an year with no issues.
It is based on the PVC Standpipes from Rob Bobs Aquaponics youtube channel. ...Below is a video he did on how he makes. ..
..
Bell Siphon
thingiverse
This object was made in Tinkercad. ...Edit it online https://www.tinkercad.com/things/0EqJmeP0rsU
Bell siphon Affnan 3D model
cgtrader
... created with Sketchup 8 and then converted to all other 3D formats. ...Native format is .skp 3dsmax scene is 3ds Max 2016 version, rendered with Vray 3.00 Bell siphon for use in aquaponics, to the specifications of Affnan aquaponista, Malaysia. ...
Bell Siphon Design for Aquaponics
sketchfab
This is the 3D design of the bell siphon system that I made for my final project - an aquaponics system. ...#Fab Academy 2019 #3D design Please note the three parts are printed simultaneously, but they should be separated after finishing printing.
...#Fab Academy 2019 #3D design Please note the three parts are printed simultaneously, but they should be separated after finishing printing.
Aquaponic Bell Siphon with bulkhead
thingiverse
This is a bell siphon for my aquaponics garden. Has no moving parts, and works very reliably for creating and breaking a siphon. If you need it taller, you can just stretch the Bell and the stand pipe to fit you purposes. I am using this on my...
Bell siphon standpipe top funnel
thingiverse
This part is to make a tapered funnel top for a bell siphon used in hydroponics/aquaponics. According to http://affnan-aquaponics.blogspot.com the funnel siphon top helps the siphon start at stop at different water flows better. Inspiration came from...
According to http://affnan-aquaponics.blogspot.com the funnel siphon top helps the siphon start at stop at different water flows better. Inspiration came from...
Bell Siphon for Aquaponic
myminifactory
... made for aquaponics system, making a tide cicle in our growbox. ... Doesn't need any tubing if your growbox is right over the aquarium. Sifão de bell para formar ciclo de marés em aquaponia. Não é necessário tubos extras. ... Made by V.G.E.R.
Cap/cover for external circle (bell siphon)
sketchfab
This is the cap/cover for the external circle/cylinder of bell siphon for aquaponics.
Free STL file Hydroponic Bell Siphon・3D print object to download・Cults
Mason Jar - Insert
Free
Swimming Pool Aerator
Free
Dividers for Storage Container
Free
LED Light using 40x35mm / 36x26mm COBs
Free
Best 3D printer files of the Home category
Splash Napkin Holder
Free
Seed Tube with Crate
Free
Easy Slicer With Tray
€1
Flower vase - Modern twisted design Vase
€1.34
Decorative Tatted Lace
€4
Vase of flowering leaves
€1.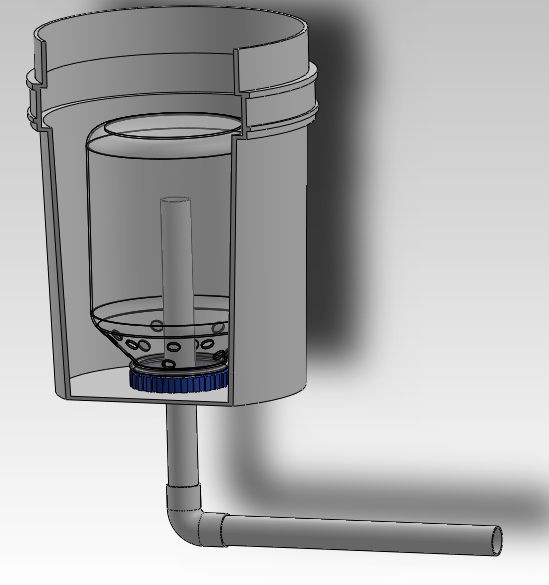 55
55
Bubbly Champagne Cookie Cutter
Free
Simple Dog Bag Bin
Free
Best sellers of the category Home
Wolf Coat Rack
€2.20
Yet Another Quick Change Paper Towel Roll Holder
€1
Yet Another Quick Change Toilet Paper Roll Holder
€1
Egg Cracker
€1.03
Harry Potter Christmas Ornaments
€2.76
Super Cute Paw Pen Cup
€1.34
Bordeaux, The Octopus
€2.38
Snowman - Crex
€3.20
Wall shelf “Amanita Fungus”
€2.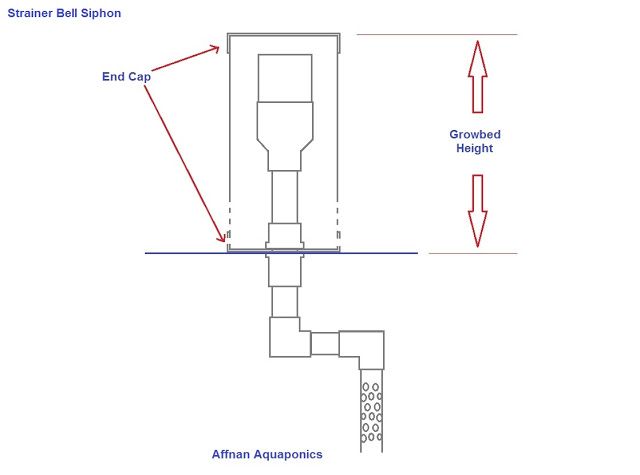 40
40
Candle holder - Arbre de vie
€1.20
Wall shelf “Tinder Fungus”
€2.40
Venus and Aphrodite
€3.60
Print-In-Place Pumpkin Spider
€1.62
Notebook
€2.60
Pokémon pokeball key hanger(Pikachu, Gengar)
€2.04
Print-in-place Prepaid gift card holder v2.0
€1.95
Would you like to support Cults?
You like Cults and you want to help us continue the adventure independently? Please note that we are a small team of 3 people, therefore it is very simple to support us to maintain the activity and create future developments. Here are 4 solutions accessible to all:
Here are 4 solutions accessible to all:
ADVERTISING: Disable your AdBlock banner blocker and click on our banner ads.
AFFILIATION: Make your purchases online by clicking on our affiliate links here Amazon.
DONATE: If you want, you can make a donation via PayPal.
WORD OF MOUTH: Invite your friends to come, discover the platform and the magnificent 3D files shared by the community!
Free 3D file Siphon with tube・3D printed model to download・Cults
Best 3D Printer Files in the Miscellaneous Category
Low Poly Easter Egg
Free
Travel bookmarks
Free
ARISTOCRAFT C-16 Modern 2-8-0 MODIFICATION
11.53 €
CLUMSY print on site Skeleton cat Flexy Halloween
3,12 €
Bee hunting
1 €
Kitten BJD
12. 73 €
73 €
Queen of Hearts
Free
Cute llama - articulated animal (printed in place, without supports)
Free
Bestsellers in Miscellaneous category
Mickey Christmas night light Litophane
3,50 €
M2 Browning Cal.50 American heavy machine gun 3D printed 1/35 and 1/16
14.99 €
TING Addams
8.65 €
Christmas house
6.97 €
MATI
4.76 €
Key holder for middle finger
1 €
Charizard - pokemon with flexible articulation (seal in place, without supports)
3 €
Speeder-Pad support on FLSUN V400 and FLSUN SuperRacer
3 €
Bunch of Christmas balls ItsLitho
€7. -thirty% 5.32 € 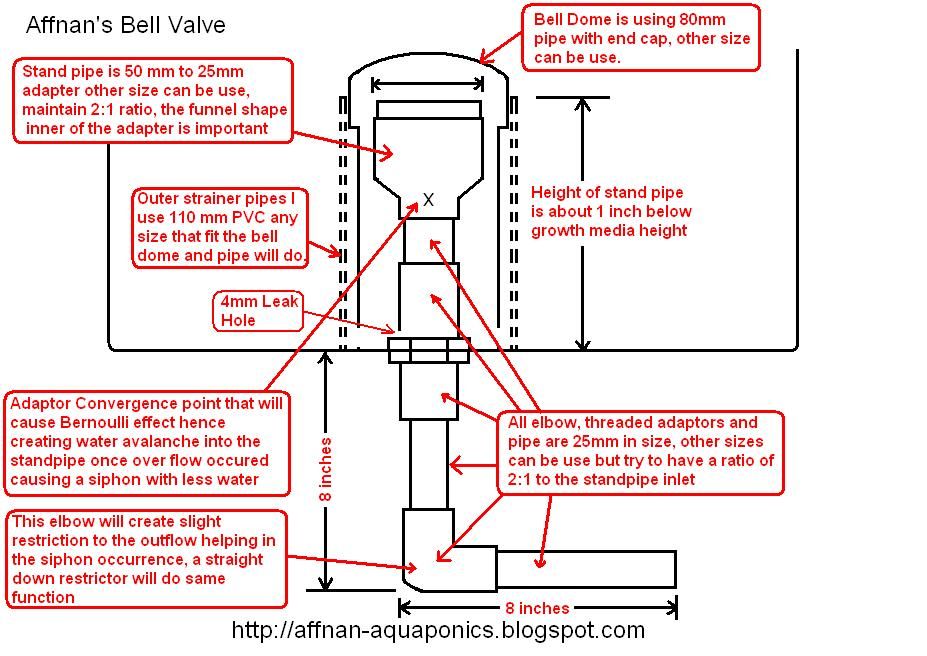 60
60
Chainsaw Man - Denji
€18.25 -fifty% 9.13 €
ItsLitho "Creamy" personalized lithophane Christmas ball
1,90 €
Embroidering a biting star for the Christmas tree
1.74 €
Christmas Park
4.64 €
ItsLitho "Pure" personalized lithophane Christmas ball
1,90 €
flexible volute
2 €
Predator-inspired movable mask
6.20 €
Do you want to support Cults?
Do you like Cults and want to help us continue our journey on our own ? Please note that we are a small team of 3 people, so support us in maintaining the activities of and creating future developments is very simple. Here are 4 solutions available to everyone:
Here are 4 solutions available to everyone:
-
ADVERTISING: Disable the AdBlock banner blocker and click on our banner ads.
-
AFFILIATION: Shop online with our affiliate links here Amazon.
-
DONATIONS: If you want, you can donate via PayPal here.
-
* INVITE FRIENDS: * Invite your friends, discover the platform and great 3D files shared by the community!
technical study from a leader in the plastics industry
The French Industrial and Technical Center for Plastics and Composites - IPC conducted a study evaluating the performance of injection molding using 3D printed molds. This article summarizes some of the findings, particularly those related to Formlabs 3D printers.
Injection molding is an economical and highly reproducible technology mass production of plastic parts with tight geometric tolerances. However, the high cost of traditional steel equipment makes it difficult to injection mold small batches of parts and can often be a barrier to new product introduction. By using 3D printed injection molds, engineers, fabricators and product designers can lower their costs, reduce lead times and bring better products to market. 3D printed injection molds are a great option for those who want to develop functional prototypes from end-use materials, produce a series of identical pre-production samples, or even custom or limited-edition end-use models.
However, the high cost of traditional steel equipment makes it difficult to injection mold small batches of parts and can often be a barrier to new product introduction. By using 3D printed injection molds, engineers, fabricators and product designers can lower their costs, reduce lead times and bring better products to market. 3D printed injection molds are a great option for those who want to develop functional prototypes from end-use materials, produce a series of identical pre-production samples, or even custom or limited-edition end-use models.
Checkpoints
The IPC study was divided into three phases:
1 . Comparison of 3D printing technologies: The first classification was based on the technical data of several manufacturers. The thermal and mechanical characteristics were evaluated, respectively, in terms of deformation heat resistance (HDT) and tensile modulus. To select the three most promising materials for each of the identified technologies, four types of control points were developed to highlight critical properties. Due to the high resolution and smooth surface of the 3D printable models, resin-based solutions have been recognized as the best material choice for injection molding molds.
Due to the high resolution and smooth surface of the 3D printable models, resin-based solutions have been recognized as the best material choice for injection molding molds.
In general, a similar range of dimensional variations is measured for all 3D printing technologies considered: from ± 0.02 mm to ± 0.05 mm for small parts and from ± 0.05 mm to ± 0.2 mm for large parts .
The standard accuracy of machined metal tools should be ± 0.02 mm. This accuracy is desirable for a good fit along the parting line and to prevent reflow. IPC offers two methods for optimizing the parting line of a 3D printed resin tool.
2 . Guidelines for material characterization, design, and 3D printing.
3 . Injection Molding Tests: IPC performed two tests with different mold sets. In the first test, an "extreme test" scheme was used. Nearly a hundred polypropylene models were cast using a mono-material mold printed in High Temp Resin. The second test used a more complex "extreme test" scheme. Thousands of polypropylene models were molded using a mold of different materials: the core and mold inserts were printed from Rigid 10K Resin, and the frame was printed from Nylon 12 (Polyamide 12) using selective laser sintering technology. 9Mold design from several materials with inserts (Fig. 2).
Thousands of polypropylene models were molded using a mold of different materials: the core and mold inserts were printed from Rigid 10K Resin, and the frame was printed from Nylon 12 (Polyamide 12) using selective laser sintering technology. 9Mold design from several materials with inserts (Fig. 2).
IPC has developed two sets of molds for casting two different complex patterns. Both sets were intended to optimize the quality of the parting line:
Both halves of the tool must be within ± 0.02 mm to ensure a correct fit.
1. Monomaterial mold printed in High Temp Resin.
It has a simple geometry with no inserts or additional moving parts, and includes texturing. To improve the parting line, it will be redesigned in the final stage.
Monomaterial mold STL file printed with High Temp Resin and loaded into PreForm software. Fixed side (left) and movable side (right).
2. Multi-material mold: The fixed side of the mold is printed with Rigid 10K Resin and includes texturing. The moving side consists of one core and four inserts printed in Rigid 10K Resin,
Multi-material mold: The fixed side of the mold is printed with Rigid 10K Resin and includes texturing. The moving side consists of one core and four inserts printed in Rigid 10K Resin,
as well as a frame printed in Nylon 12 (Polyamide 12) using selective laser sintering (SLS) technology. The soft frame is equipped with an insert to compensate for dimensional deviations from the parting line. Nylon 12 (Polyamide 12) is flexible enough to accommodate size variation during mold clamping. However, selective laser sintering should only be used to print the frame and not the entire plate, because it does not provide high enough resolution for the shaping surfaces, and the plate melts at high temperatures.
Multi-material STL files loaded into PreForm print preparation software: fixed side (left) and movable side, core and inserts (right) printed with Rigid 10K Resin.
This geometry is slightly more complex and is designed to test the stability of thin inlays. To simplify the assembly, the angle of inclination between the core and the frame is three degrees. The frame was made with a 0.05mm allowance for a better fit.
To simplify the assembly, the angle of inclination between the core and the frame is three degrees. The frame was made with a 0.05mm allowance for a better fit.
Nylon 12 (Polyamide 12) frame CAD design for multi-material movable mold side.
Shapes CAD file, textures look the same with both tool sets. From left to right: (1) Large sphere with a radius of 1.82 mm and a height of 0.3 mm; a small sphere with a radius of 1.09 mm and a height of 0.3 mm. (2) Wood 0.25 mm high. (3) Pyramid with a side of 0.3 mm and a depth of 0.2 mm. (4) Leather 0.14 mm high.
Design Guides
After several revisions, the IPC recommends the following best practices:
- Plan an allowance for the printed form and process it to adjust the dimensions.
- Avoid small cores: parts with a smaller section may not withstand pressure and temperature. IPC recommends printing several inserts for thin protruding parts (they can be replaced in case of failure) or making small parts from metal.
- Making a structure larger than 400 mm can be a challenge. Since the parameters increase with size, it will be more difficult to match the shape.
- Increase pitch and overhang angles (10° to 20°) to avoid distortion.
- Do not build cooling channels into the mold structure. Heat transfer in plastic models is slower than in metal models, so the cooling channels will not have enough effect on temperature to compensate for the time spent designing this system. When complex materials or designs are used, regulation may be useful, but this is for further study.
3D mold printing
3D printing resin
Forms were printed on a Form 3 3D printer and post-processed on Form Wash and Form Cure devices. IPC printed two different sets of molds:
- High Temp Resin mold printed at 25 µm layer height was washed in isopropyl alcohol for six minutes, cured for 120 minutes at 80°C and thermal cured for three hours at 160° C.
 This material has a HDT of 238° C at 0.45 MPa, the highest among Formlabs polymers and one of the highest among polymers on the market. These characteristics allow it to withstand high injection molding temperatures with minimal cooling time.
This material has a HDT of 238° C at 0.45 MPa, the highest among Formlabs polymers and one of the highest among polymers on the market. These characteristics allow it to withstand high injection molding temperatures with minimal cooling time. - Form core and inserts in Rigid 10K Resin, printed at 50 µm layer height, rinsed twice in isopropyl alcohol for 10 minutes, cured for 60 minutes at 70°C, and thermal cured for 90 minutes at 125°C to achieve higher deformation heat resistance. This polymer is an industrial material with a high glass content - ideal for casting of a wide variety of geometric shapes and under different conditions of the injection molding process. Rigid 10K Resin has a deformation heat resistance of 218° C at 0.45 MPa and a tensile modulus of 10,000 MPa. These characteristics make this polymer a strong, extremely rigid and thermally stable molding material that retains its shape under pressure and at temperature for the manufacture of precise models.
 The mold frame was printed from Nylon 12 (Polyamide 12) using SLS selective laser sintering technology.
The mold frame was printed from Nylon 12 (Polyamide 12) using SLS selective laser sintering technology.
3D printing manual
After several revisions, IPC recommends the following best practices for 3D printing:
- For extended plate life, print with Rigid 10K Resin.
- Use a low layer height for better resolution: SLA 3D printing provides very fine texturing.
- If possible, print the plate without supporting structures to achieve greater dimensional accuracy and avoid distortion.
- Orient the mold so that there are no protrusions.
- Orient the mold so that there are no protrusions.
Mold printed with Rigid 10K Resin, fixed side on build platform
- If possible, print both halves aligned with the assembly direction. Possible size variations can improve the compatibility and quality of the parting line.
- After 3D printing the mold, machine it.
 In particular, adjust the parting line so that both halves of the mold match each other and do not melt. The diameter has a risk of warping, so holes may need to be drilled.
In particular, adjust the parting line so that both halves of the mold match each other and do not melt. The diameter has a risk of warping, so holes may need to be drilled.
Rigid 10K Resin Mold Printed Textures
Scan Metrology
IPC scanned the plates to evaluate dimensional change immediately after printing and after final curing. These scanned images show less than ±0.05 mm deviation for over 75% of the details.
1. High Temp Resin. Scans of a 3D printed High Temp Resin mold: movable side (left) and fixed side (right).
2. Rigid 10K Resin. Scans of a 3D printed Rigid 10K Resin plate: movable side (left) and fixed side (right).
Injection molding
Mold Assembly
As mentioned above, it is recommended to process the 3D printed mold before assembly to ensure that critical dimensions are met. However, the multi-material mold did not need to be machined as the soft Nylon 12 (Polyamide 12) parting line is able to absorb dimensional changes. You can then add push pins or inserts. IPC recommends printing several inserts for thin models with protrusions that are at increased risk of breakage: in this case, they are easy to replace. Mold handling and assembly are operations that require care as 3D printed parts can break during processing. 3D printed molds should be placed in a metal die or master mold to withstand the pressure.
You can then add push pins or inserts. IPC recommends printing several inserts for thin models with protrusions that are at increased risk of breakage: in this case, they are easy to replace. Mold handling and assembly are operations that require care as 3D printed parts can break during processing. 3D printed molds should be placed in a metal die or master mold to withstand the pressure.
Form printed in Rigid 10K Resin and mounted in a metal matrix. Moving side with ejector pins (left) and fixed side (right).
Form printed in Rigid 10K Resin and mounted in a metal matrix. Movable side with ejector pins, inserts, SLS bezel (left) and fixed side (right).
Injection molding process conditions
The team has cast thousands of models under the following injection molding conditions:
- Injection molding machine: industrial, ENGEL 150T
- Injection molding material: polypropylene (PP)
- Injection molding temperature: 200° C
- Casting pressure: 180 bar
- Mold clamping force: 125 kN
- Release agent: none
- Cooling system: none.
 The temperature was controlled by a thermal imaging camera and the cycle only started when the plate temperature was below 36°C.
The temperature was controlled by a thermal imaging camera and the cycle only started when the plate temperature was below 36°C. - Ejection: automatic with ejection pins and robotic arm designed to move the part
- Cycle time: 150 sec.
Results
IPC cast 90 polypropylene models in a monomaterial mold printed in High Temp Resin.
The cast models were distinguished by high surface quality and detail. However, after 31 iterations, the mold began to crack, which affected the surface quality of the remaining cast models.
Model #31 (left) and Model #90 (right) molded in High Temp Resin
High Temp Resin mold after 90 injections
1 1000 polypropylene models with a multi-material mold printed with Rigid 10K Resin.
The cast models were distinguished by high surface quality and detail. There were light fusions after the first castings and small cracks around the core clamps after 900 castings. Lightening appeared at the place where the sprue was supplied.
Lightening appeared at the place where the sprue was supplied.
Light fusion on last model (left) and small cracks after 900 castings on Rigid 10K Resin core.
Textures on finished models molded in multiple materials.
IPC recommends choosing Rigid 10K Resin to maintain shape durability.
This polymer is less brittle and exhibits better load strength than
High Temp Resin. The 3D printed mold should be processed to improve parting line accuracy and reduce flashover. Using a multi-material soft-framed mold is a great alternative solution for compensating for dimensional variations. IPC suggests that the molding process will be more difficult when dealing with viscous materials such as polycarbonate (PC),
as well as casting temperatures above 240° C.
IPC appreciated the possibility of using 3D printed injection molds in low volumes. With a mold core printed in Formlabs Rigid 10K Resin and a soft frame printed in Nylon 12 (Polyamide 12), thousands of polypropylene parts have been cast, reducing printing costs by 80-90% compared to using a metal mold.