3D print smoothing
How to Get Perfectly Smooth PLA 3D Prints – Clever Creations
Are you interested in smooth PLA 3D prints but aren’t sure where to start? You’re not alone! PLA smoothing is one of the most common concerns among 3D printing enthusiasts who want glossy prints without the hassle of working with ABS.
While you won’t find a direct equivalent of ABS acetone smoothing for PLA, there are several other methods you can use to achieve a smooth outer surface on your prints. Whether you just don’t like the 3D printed look, want to sell your 3D prints, or need a smooth piece for certain applications, PLA smoothing is fast and easy.
In this article, you’ll find the most common products and techniques used in PLA smoothing, how to use them, the benefits and disadvantages of each method, and when one method should be used over another.
What is PLA Smoothing?
PLA smoothing is the process of removing the visible layer lines that are generated on 3D printed parts during the printing process. A smoothed 3D print becomes just that: smooth. The outside of the print loses the 3D printed look and appears more like injection-molded plastic.
PLA is one of the most common 3D printing materials available because it is easy to use, cheap, and readily available. PLA prints at a low temperature and does not have a strong tendency to warp (unlike ABS filament), making it a good choice for beginners.
Recommended:
PLA vs ABS: Which Filament is Better?
There are many methods to achieve a smooth look on PLA prints, and they usually require either by removing the excess plastic that causes the visible layers or filling in the tiny gaps between the layers with some sort of brush-on coating. Each method has its pros and cons and some are better for certain projects than others.
Why Smooth PLA 3D Prints?
There are several reasons for smoothing PLA 3D prints, but the most common one is aesthetic. Many enthusiasts don’t like the lined look of 3D prints and would prefer to remove them. This is especially true if they are making money with their 3D printer by selling 3D prints, since their customers may not appreciate the rough texture.
This is especially true if they are making money with their 3D printer by selling 3D prints, since their customers may not appreciate the rough texture.
You also may need to fill in or remove your layer lines for certain applications. For example, if you are using the print as a master for making a silicone mold, you may want to smooth it so the texture isn’t transferred and so that casting materials like resin end up being glossy instead of matte.
Some of the methods used for smoothing PLA prints, like epoxy coatings, also make your prints more resilient. The coatings seal the layers and protect them from moisture and dirt. This is especially helpful if you plan to use your prints outside. Even sanding and spray painting your prints gives them more water and heat resistance.
An additional benefit of epoxy coatings is that they can help make your PLA food safe.
Methods to Smooth PLA Filament Prints
XTC-3D
XTC-3D is a high-performance two-part epoxy resin coating formulated to smooth 3D prints. Epoxy resin generates heat as it cures, so typical epoxies can warp 3D prints made from low-temperature materials like PLA. XTC-3D is formulated to cure at a lower temperature, so it won’t damage your prints.
Epoxy resin generates heat as it cures, so typical epoxies can warp 3D prints made from low-temperature materials like PLA. XTC-3D is formulated to cure at a lower temperature, so it won’t damage your prints.
Like most resins, XTC works by mixing the dormant resin with a proportionate amount of hardener. Once the hardening agent is added, the resin will go from liquid to solid within a certain amount of time. While it’s still in its liquid phase, you can paint a thin layer of it on your print and let it cure.
Resin coats like XTC are a great option for smoothing 3D prints because they are relatively simple to use and produce great results. The resin coating fills in the layers and adds a glossy shine. You can even sand and paint the resin coating as needed to easily achieve the look you want.
Epoxy resins should be handled with care and proper personal protection equipment. Always use XTC-3D in an area with good ventilation (while ideally wearing a respirator) and wear protection like latex or nitrile gloves and goggles to protect your skin and eyes. Be sure to check the product’s MSDS for more information on safe handling.
Be sure to check the product’s MSDS for more information on safe handling.
XTC-3D - High Performance 3D Print Coating - 6.4 Ounce Unit
1,337 Reviews
Check PricePros:
- Paints on easily
- Clear glossy finish
- Protects your prints
Cons:
- Expensive
- Fumes while uncured
3D Gloop
One of the most versatile 3D printing products you can buy, 3D Gloop is an adhesive meant for coating the print bed and gluing 3D printed parts together. However, it also works well as a brush-on coating to smooth PLA, ABS, or PETG 3D prints.
Unlike resin formulas like XTC-3D, you don’t need to mix or otherwise prepare 3D Gloop—you can brush it on in thin layers directly from the bottle and let it dry. They have formulas specifically made for different types of filament, so make sure you are using the PLA product for smoothing PLA parts.
3D Gloop does produce a lot of fumes while in use, so always use it in a well-ventilated area or with a respirator. You should also wear gloves and goggles and try to avoid direct contact with your skin (and be sure to wash it off quickly if skin contact does happen). If you also resin 3D printing, you might already have this equipment at hand.
You should also wear gloves and goggles and try to avoid direct contact with your skin (and be sure to wash it off quickly if skin contact does happen). If you also resin 3D printing, you might already have this equipment at hand.
Recommended:
Resin vs Filament 3D Printers: What’s the Difference?
Pros:
- Easy to use
- Versatile
- Made for 3D prints
Cons:
- Hazardous fumes
Sanding and Painting
Image: AxeCatAwesome via Reddit
Sanding PLA can give great resultsThe easiest and most common way to smooth PLA 3D prints is to sand and paint them. This process is the most time-consuming, but it yields excellent results when done thoroughly. With sanding, you are physically removing the layer lines, whereas with other methods, you are filling them in.
Sanding and painting will give you the most control over your finished piece. If you want to 3D print a helmet or create 3D printed cosplay armor, this is the method to go for.
To sand a PLA print, start with a rough quality sandpaper like 100 grit and sand down all the layer lines and areas you want smooth. Use the next size like 200 grit to sand it again, and keep repeating the process while you work your way up to finer sandpaper sheets.
Image: 3D Printed Props via Youtube
Make sure you don’t skip grits when sanding PLAYou can keep sanding until you reach 2000 grit paper for a very smooth 3D print surface, but this may be more than you need for your print. If you plan to prime and paint your piece, you likely won’t have to go that high. Assess your print after each grit and stop when you reach the texture you want.
You can use a wood filler or other filler primer before sanding to fill in some of the layers. This will cut down on a lot of the sanding needed and give your print a nice surface texture for holding paint.
From there you can paint your print as needed using whatever type of paint you prefer. Spray paint works well for large prints, while gloss paint adds shine to your new smooth surface.
Keep in mind that wet sanding (using wet sandpaper or keeping your print submerged in water while sanding) is best for PLA prints since it keeps the friction from melting the plastic and keeps you from inhaling the dust particles from the PLA. It can take a while to finish using this method, but it holds paint very well and looks great.
3M 88619NA 99419 Sand Paper, 9" x 11"
174 Reviews
Check PricePros:
- Gives you the most control
- Most affordable option
Cons:
- Time-consuming
- Takes a lot of effort
Heat Gun
Image: Tinkerine via Youtube
Be careful not to overheat your PLA prints when smoothing with a heat gunIf you want a non-chemical method that doesn’t require quite as much elbow grease as sanding, you can try using a heat gun. This method can be very effective at smoothing 3D prints when used correctly. However, it is rather difficult to do without accidentally melting your prints (especially ones made from PLA), so be sure to practice on failed or broken prints first.
Smoothing a PLA 3D print with a heat gun melts the outside layers of plastic just enough to remove the layer lines and give the print a shiny gloss. You carefully move the heat gun around the print, never staying on one area too long in order to heat the whole print evenly. When the surface of the print looks wet, you can turn off the heat gun and let the print cool.
Recommended:
How to Melt and Dissolve PLA Filament
This is a helpful technique to quickly get a smooth, shiny look with a tool you might already have on hand. Since it’s so difficult to get consistent results, this method is probably best kept as a last resort or when the results don’t matter as much.
Wagner Spraytech 0503008 HT1000 Heat Gun, 2 Temp Settings 750ᵒF &...
Check PricePros:
- Quick
- Uses a common tool
- Gives a shiny surface
Cons:
- Hard to do well
- Results are inconsistent
PolyMaker PolySmooth PVB Filament
Image: Polymaker
Printing under similar settings and conditions as PLA, PolySmooth is a special low-temperature filament that can be smoothed with isopropyl alcohol. For fans of the ABS acetone smoothing, this is one of the closest equivalents you can get to that process with PLA or PLA+ filaments.
For fans of the ABS acetone smoothing, this is one of the closest equivalents you can get to that process with PLA or PLA+ filaments.
PolySmooth is easy to use. It prints at a low temp like PLA and doesn’t require a heated bed or 3D printer enclosure. You can spray alcohol onto your finished model and have a smooth print within minutes. The alcohol breaks down the outermost layer of plastic, leaving behind a shiny and smooth surface similar to that of a vapor-smoothed ABS.
Image: Polymaker
You can also use the PolyMaker Polysher to smooth 3D prints. Similar to a wash station for resin prints, the Polysher machine evenly coats the prints with vaporized alcohol. You can set the start and end times for the Polysher, ensuring smooth 3D prints every time.
While you don’t need to purchase the Polysher to use PolySmooth, it is a good way to automate the smoothing process if you have a lot of prints to do. It gives more consistent results across many prints.
Polymaker PolySmooth PVB Filament 1. 75mm 3D Printer Filament Green...
75mm 3D Printer Filament Green...
283 Reviews
Check PricePolymaker Polysher - Post Processing Device to Smooth Print Surface...
283 Reviews
Check PricePros:
- Prints like PLA
- Safer than vapor smoothing
- Uses isopropyl alcohol
Cons:
- Costly
Chemical Smoothing
If you are wondering if there are chemicals available that smooth PLA similar to how acetone smooths ABS, the short answer is yes. There are some chemicals like ethyl acetate that can vapor smooth PLA, but they are not ideal for many reasons.
We also don’t recommend using them since they are highly toxic (especially when vaporized), expensive, and difficult to source. Ethyl acetate in particular poses a significant health hazard if inhaled and is highly flammable.
With products like PolySmooth on the market, you can already smooth 3D print layer lines without needing to use hazardous chemicals.
Abrasive Smoothing Methods
Abrasive smoothing methods like tumbling and sandblasting are another possibility to smooth 3D prints. These methods are fairly versatile because different tumbling media and blasting mixtures will give you different results.
However, the processes tend to work best with metal-filled PLAs. Regular PLA prints have mixed results. Sticking to the best PLA filament brands does help get better results.
Recommended:
The 10 Best PLA Filaments for 3D Printing
Tumbling 3D prints has been met with limited success. Vibratory bowls tend to work better than rotary tumblers. Using an actual tumbling media instead of the cheaper options like steel nails/shot or walnut shells also gives more consistent results.
Tumbling regular PLA prints usually softens the layer lines but doesn’t completely remove them. Metal and wood-filled PLA filaments, on the other hand, tend to have better results in a tumbler and look nicely polished and smoothed from the process.
Sandblasting is another option for smoothing PLA prints that offers varied success. Like tumbling, how efficient sandblasting is depends on the media used. Using fresh sand produces the best results. Like with tumbling you usually won’t completely remove your lines, but it will make them less noticeable.
Frequently Asked Questions
What is the best way to smooth PLA prints?
The “best way” really depends on what you’re trying to accomplish with your finished print. If you just want it to look nice and smooth with minimal effort, XTC-3D resin coating is probably your best option. However, this adds another layer of materials on top of your print, so if you plan to paint it afterward, you will lose your small details.
If you want more control over the detailing of your smoothed prints, sanding is the best method to use. Since you are doing the process by hand, you have the most control over where the sandpaper goes. This method is best when used on prints that are going to be painted after.
Finally, for a quick smoothing effect that still leaves most details and doesn’t require much time, using PolySmooth filament instead of your usual PLA is a fast and easy way to get smooth results, so this will be the best option for everyday prints or when you need to smooth many prints quickly.
How do you smooth PLA without sanding?
To smooth 3D prints without sanding, you can use a liquid coating or filler primer to fill in and seal the layers. XTC-3D and 3D Gloop are the best choices for this, but there are other products available as well.
You can use the heat gun method detailed in this article, but that one takes quite a bit of practice to use well and doesn’t always produce consistent results.
Can you acetone smooth PLA?
No, acetone does not react with PLA plastic in the same way it does ABS, so it will have little to no effect on your 3D print. ABS is acetone soluble, meaning it will break down in acetone. PLA has few chemical reactions (and even less so that work like acetone and ABS), so finding a chemical smoother is not feasible.
If you want the experience of printing with PLA and the easy smoothing of acetone, you’ll need to buy PolySmooth or some other filament made for easy post-processing.
Can you smooth PLA with heat?
Yes, you can use heat to smooth your PLA parts, but your results will vary since it is very easy to damage your prints this way. The best way to heat smooth 3D prints is to only heat the outermost layers of plastic. Being too aggressive will also melt or warp the inside layers, causing the print to deform.
Heating the print in an oven or similar appliance often results in uneven heating. Your prints can overheat or burn in some areas while other areas haven’t even started to smooth. This is because the heat is coming from a static source, so it doesn’t distribute evenly within the oven.
Image: Tinkerine via Youtube
Your results with smoothing PLA in an oven will varyUsing a heat gun gives you more control to evenly heat the print and overall better results than a static heat source, but even that produces inconsistent results. More aggressive heat sources like an open flame almost always damage the prints, even when they can be moved around.
More aggressive heat sources like an open flame almost always damage the prints, even when they can be moved around.
Does isopropyl smooth PLA?
No, isopropyl alcohol (IPA) will not smooth PLA. However, you can get the desired results with Polymaker’s Polysmooth. This is a special PLA filament that has been treated to be more responsive to IPA.
Can you vapor smooth PLA?
Yes, technically you can smooth PLA 3D prints using a vapor deposition process, but the chemicals required are not safe for human exposure.
How do you smooth a 3D printed figure?
There are a few ways to smooth out a 3D printed figure. One is to use sandpaper to lightly sand down the rough edges. Another is to use a heat gun to slightly melt the edges and give them a smoother appearance.
You can also use chemicals like acetone or XTC-3D to smooth out the surface of the print. Whichever method you choose, make sure to take your time and be careful not to damage the figure.
Finally, the best way to create a smooth 3D printed figurine is by using resin 3D printing instead of FDM printing. There are plenty of 3D printers for miniatures that work well for this purpose.
There are plenty of 3D printers for miniatures that work well for this purpose.
How do I get a smooth finish with PLA?
There are a few things you can do to get a smoother finish with PLA. First, make sure your printer is calibrated correctly, for example by using a temperature tower to set the right temperatures. This will help ensure that the layers are printed evenly.
Second, use a higher-quality PLA filament. Some brands of PLA filament are known for having a smoother finish than others.
Recommended:
The 10 Best PLA Filaments for 3D Printing
Finally, try using a different nozzle size. A smaller nozzle size (and thus smaller layer heights) will result in a smoother finish.
Final Thoughts
Whether you enjoy the cleaner look of finished prints or need a smooth surface on your prints for functionality, you have several options for making your PLA prints look amazing.
Smoothing layer lines from PLA isn’t as easy as some other 3D printing materials, but there are several methods and products available to help you do it as painlessly as possible. From brush-on epoxy resin products that fill in layers to special filaments to basic sandpaper, there is a smoothing method that works for most projects.
From brush-on epoxy resin products that fill in layers to special filaments to basic sandpaper, there is a smoothing method that works for most projects.
Do you still have questions about smoothing PLA prints? Let us know in the comments!
Smoothing PLA 3D prints with sandpaper, solvents, and more
Using PLA with an FDM 3D printer can lead to excellent results. The process is fast and affordable, and PLA filament can produce functional printed parts with a good level of strength and stiffness.
But FDM has its drawbacks too. For instance, it produces visible layer lines, which can compromise the appearance and function of printed parts. Furthermore, PLA can be more difficult to work with than other 3D printing materials, as it can’t be smoothed with acetone.
Fortunately, there are several ways to smooth PLA 3D prints, ranging from beginner-friendly techniques like sanding to advanced methods like solvent application. This article looks at the best ways to smooth PLA prints, showing you which technique will work best in a given situation.
Untreated FDM parts have visible layer lines
Although FDM parts can’t easily attain the smoothness of, for instance, SLA parts, there are a number of post-processing techniques that can transform bumpy prints into smooth, rounded, and glossy parts. Some of these options involve adding material to the print (primer spray, epoxy resin), while others involve removing material (sanding, chemical smoothing).
Of course, adding a smooth surface to PLA printed parts will add time and cost to a project, but the results are often worth it. Not only does smoothing improve the appearance of the prints, it allows for less strict printing parameters — greater layer height, for instance — which in turn leads to faster printing.
Below are some of the most common methods for smoothing PLA prints. They should be carried out after preliminary post-processing steps, i.e. the manual removal of supports and large sections of excess material.
Sanding
The most common method for smoothing PLA prints is sanding. This method is highly practical, as it is inexpensive and poses no health risks. However, it is also one of the most time-consuming ways to smooth a print and is not especially suitable for fine features or reaching into deep crevices.
This method is highly practical, as it is inexpensive and poses no health risks. However, it is also one of the most time-consuming ways to smooth a print and is not especially suitable for fine features or reaching into deep crevices.
Sanding can be approached in different ways depending on the purpose of the parts and the desired level of smoothness. Large parts may require a sanding block (a piece of wood with sandpaper wrapped around it), while small parts and fine features may be suited to nail files. Though highly efficient, electric sanders are not recommended for PLA parts, as the heat they generate can melt the PLA and warp the part.
Sanding PLA parts requires sandpaper in different grit sizes
For most prints, sanding begins with coarse 200 or 400 grit sandpaper — either loose or wrapped around a sanding block — worked in circular motions over the surface of the part to remove the most extreme protrusions. After the whole part has been sanded, a slightly finer sandpaper is used, working up in increments to 3,000 grit.
Although it may seem like a big undertaking, it is worth obtaining sandpaper in the following grit sizes and sanding for a few minutes with each size:
200
400
600
800
1,000
1,500
2,000
2,500
3,000
With the finest grit sandpaper, a small amount of water can be applied to produce an even smoother finish.
Polishing
For high-shine PLA parts, the sanding stage (which gives a smooth but matte finish) can be followed by a polishing stage, using a cotton cloth and liquid plastic polish.
The technique for polishing 3D printed parts is similar to sanding: with polish applied, the wet cloth should be moved in even circular motions over the surface of the part until it is smooth and shiny.
Priming
Sanding alone can reduce the appearance of layer lines by shaving off the raised “steps,” but another approach is to fill in the crevices with primer spray then sand down the excess primer afterwards. This method works well because primer is easier to sand than PLA itself.
Priming is the most time-consuming way to smooth PLA parts, because primer must be applied in between each round of sanding then left to dry. However, it produces better results than sanding alone.
When priming a PLA print, the part is placed in a well-ventilated area and sprayed evenly with a very thin coat of the primer. One or two more coatings can be added before the first round of sanding. Alternate priming and sanding is then carried out, finishing with 3,000 grit sandpaper.
Priming and sanding is usually followed by spray painting, as uncoated primer will be susceptible to impact and environmental damage. Also note that very deep cavities should be filled with plastic filler rather than primer.
Epoxy resin
A different type of coating for smoothing PLA parts is epoxy resin, which comes in two parts (resin and hardener) that must be mixed together before use. Unlike primer, which comes in a spray can, epoxy resin can be applied to parts using a paintbrush and is suitable for filling even the deepest holes.
To ensure good adhesion of the epoxy, it is recommended to first carry out wet sanding on the PLA parts with fine-grit sandpaper. Once the part is dry, the epoxy can be applied in generous amounts and spread evenly across the part surface. Further layers of epoxy can be added until the desired level of smoothness is reached.
Note that the epoxy resin coating may be weaker than the PLA underneath, and bits of the coating may flake or chip off over time.
Generic epoxy resins can be used, but there are also mixtures designed specifically for smoothing 3D prints, such as Smooth-On XTC-3D.
Solvents
One of the big disadvantages of PLA is its resistance to acetone smoothing, a relatively safe-to-use chemical smoothing process suitable for materials like ABS. [1]
[1]
PLA prints can only be chemically smoothed using stronger chemicals that require laboratory equipment like nitrile gloves, protective eyewear, fume hoods, and a well-ventilated environment. These chemicals dissolve the top layer of material, resulting in a smooth finish — but they can dissolve other things too, such as plastic containers, work surfaces, and human skin.
Experienced users may smooth PLA parts with chemicals like tetrahydrofuran, dichloromethane, or chloroform.[2] However, these substances are difficult to obtain and can be dangerous to use.
A safer option is ethyl acetate, a solvent found in ordinary nail polish remover. Nail polish remover can be applied to PLA parts using a cloth or cotton swab, though it is limited in its effectiveness. In general, PLA is not highly suited to chemical smoothing.
Vapor smoothing
A safe and effective method of chemical smoothing PLA parts is to use an automated vapor smoothing machine such as the Polymaker Polysher, which creates a mist of alcohol to gently remove the top layer of a printed part. [3]
[3]
Unfortunately, the Polysher is only compatible with Polymaker’s modified PLA products, PolySmooth and PolyCast, which dissolve in alcohol.
Heat gun smoothing
Though not the most precise method of smoothing printed objects, using a heat gun to melt the outer surface of a part is a fast and easy way to remove layer lines. A heat gun is a device that resembles a hairdryer but is capable of reaching much higher temperatures.
When using a heat gun to smooth PLA parts, it is important to move the gun evenly to ensure consistent heating across the part surface (or place the part on a revolving platter and keep the heat gun steady).
This technique only works on medium-size or large parts that do not have fine features or hollow sections.
As we have seen, there are several ways to smooth PLA prints and reduce the appearance of layer lines. Choosing the right smoothing method (or methods) depends on the nature of the 3D printing project and your priorities. In general, we would recommend:
In general, we would recommend:
Priming and sanding for most PLA parts - effective, safe, cheap
Epoxy resin or polishing for cosmetic parts - high-shine finish
Vapor or heat gun smoothing for rapid parts - fast, least labor-intensive
Alternatively, resin 3D printing technologies like SLA and DLP, though more expensive than FDM, are much better at producing smooth parts without layer lines.
[1] Tuazon BJ, Espino MT, Dizon JR. Investigation on the effects of acetone vapor-polishing to fracture behavior of ABS printed materials at different operating temperature. In Materials Science Forum 2020 (Vol. 1005, pp. 141-149). Trans Tech Publications Ltd.
[2] Zhang B. Does Acetone Dissolve PLA? [Internet]. EcoReprap. 2021 [cited 2022Mar1]. Available from: https://ecoreprap.com/dissolve-pla/
[3] Kočí J. Improve your 3D prints with chemical smoothing [Internet]. PrusaPrinters Blog. 2020 [cited 2022Mar1]. Available from: https://blog.prusaprinters.org/improve-your-3d-prints-with-chemical-smoothing_36268/
Improve your 3D prints with chemical smoothing [Internet]. PrusaPrinters Blog. 2020 [cited 2022Mar1]. Available from: https://blog.prusaprinters.org/improve-your-3d-prints-with-chemical-smoothing_36268/
Beginner's Guide to Smoothing 3D Models
3DPrintStory 3D printing process Anti-Aliasing PLA: A Beginner's Guide to Anti-Aliasing 3D Models
Sooner or later, all owners of 3D printers think about smoothing the surface of printed 3D models. In this article, we will look at how to achieve a smooth surface of the printed model if you are using PLA plastic for 3D printing.
Sanding the printed model
Almost any model will require sanding to smooth it out. It is best to use sandpaper with different levels of grit. You can start with a grit of 200, and continue to increase the grit up to 4000. It is best to sand in a circular motion against the fibers of the layer lines.
It is best to use sandpaper with different levels of grit. You can start with a grit of 200, and continue to increase the grit up to 4000. It is best to sand in a circular motion against the fibers of the layer lines.
Resist the urge to use a power tool because the strong vibrations generated by power tools will easily melt plastic, deforming the surface. Even when sanding by hand, remember that friction generates heat that can damage the 3D model by melting the plastic.
The best sandpaper is waterproof or wet/dry because you can wet it to cool the plastic. You should also constantly rinse the 3D model to remove any particles that form during the sanding process. An added benefit is that the water prevents small plastic particles from getting into the air and being inhaled. Wet/dry sandpaper can be distinguished by color. Its grains are black, not brown or beige.
Polishing options with pastes and special coatings
With PLA smoothing, sanding will never completely eliminate layer lines. One effective method is to apply polishing paste to the remaining lines of the layer. Polishing pastes have varying degrees of quality, following the example of sandpaper. These compounds are usually designed for use with metals, but work quite well with plastics. Simply apply the compound to a sanding wheel or similar rotary tool attachment, then apply it to the plastic for a smooth and shiny finish. As with sanding, remember that polishing creates friction and therefore heat. When smoothing PLA with a grinding wheel, it is better to use a lower speed.
One effective method is to apply polishing paste to the remaining lines of the layer. Polishing pastes have varying degrees of quality, following the example of sandpaper. These compounds are usually designed for use with metals, but work quite well with plastics. Simply apply the compound to a sanding wheel or similar rotary tool attachment, then apply it to the plastic for a smooth and shiny finish. As with sanding, remember that polishing creates friction and therefore heat. When smoothing PLA with a grinding wheel, it is better to use a lower speed.
Another method for smoothing PLA is to use a sandable primer with a high filler content. Thin, even coats dry quickly, after which the primer can be sanded down to plastic so that it remains only in the recesses of the layer lines. Repeat the process until all 3D printing flaws are gone.
For both procedures, always use primer and paint from the same manufacturer and never mix acrylic and enamel. This can crack the paint and put an end to all the hard work you've done before.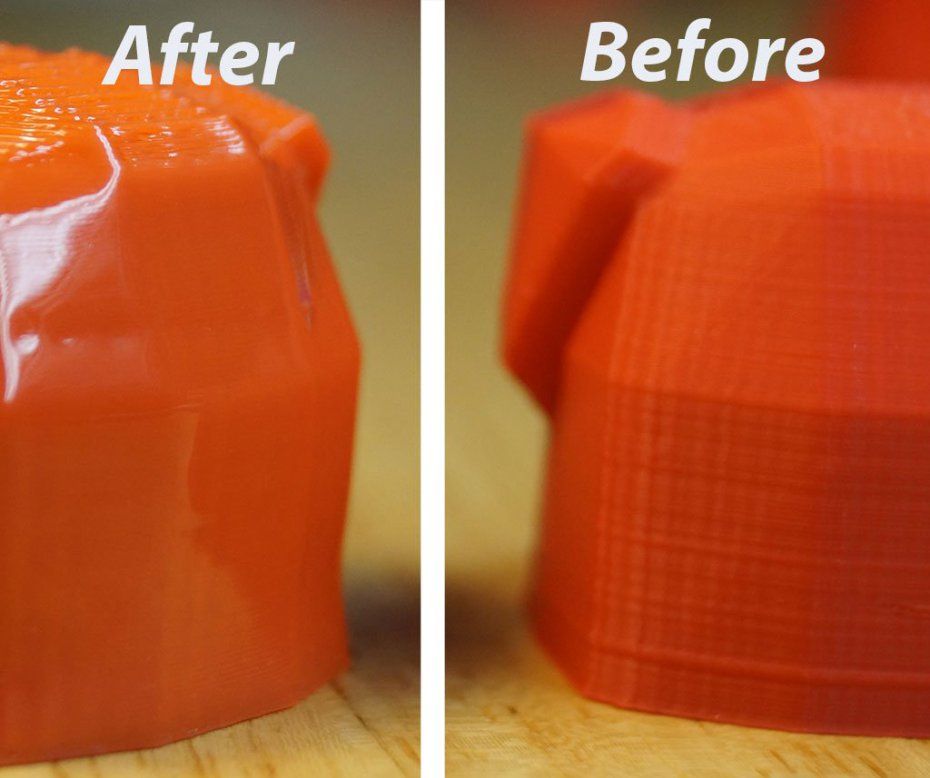
Another product worth mentioning is Smooth-On's XTC3D Finish Coat. It uses two liquids, one of which catalyzes the other, to create a resin-like material that can be brushed onto a 3D model. The coating is evenly leveled, leaving no brush strokes. Although Smooth-On claims that XTC3D does not melt plastic, the resin definitely gets hot as the mixture begins to set. The end result is a smooth and hard appearance that can be painted over or used as a final coat.
Heat gun
A less popular option for smoothing PLA plastic is to use a heat gun. This method requires some practice because the tool obviously generates a lot of heat which can destroy your 3D model. Pre-sanding the model helps to expose the plastic, making the final effect much more effective. The key is to keep the gun moving across the surface of the model, never letting the gun linger on one area that could easily melt the plastic.
While PLA does not generally emit odors when extruded, heat will certainly produce fumes as the plastic softens. Regardless of which PLA flattening method you choose, always try to work in a well-ventilated area because heated plastic, resins, and spray paint release potentially harmful fumes.
Regardless of which PLA flattening method you choose, always try to work in a well-ventilated area because heated plastic, resins, and spray paint release potentially harmful fumes.
Using Polymaker's Polisher
A well-known method to get smooth 3D models out of ABS is to place the model in a sealed container filled with acetone mist. The acetone interacts with the ABS and slowly melts the plastic, creating a super smooth model. Note : be sure to read the necessary precautions if you decide to try this method.
Unfortunately, you cannot do the same procedure with PLA because it does not react in the same way with acetone. Some other chemicals will do the same but are difficult to obtain and very dangerous and toxic to use.
Polymaker, best known for its 3D printing materials, has introduced its own anti-aliasing agent called Polysher. Using a proprietary PLA-like filament formula, the 3D model is lowered into a sealed chamber where isopropyl alcohol is sprayed, creating a mist around the object to be smoothed out. The 3D model rotates in an alcohol mist that reacts with the plastic and melts it. The longer the process, the smoother the model will be. When you take the 3D model out of Polysher, its surface will be sticky, so it's best to leave it for about half an hour. It also improves the final look, which may not be as smooth as you would expect.
The 3D model rotates in an alcohol mist that reacts with the plastic and melts it. The longer the process, the smoother the model will be. When you take the 3D model out of Polysher, its surface will be sticky, so it's best to leave it for about half an hour. It also improves the final look, which may not be as smooth as you would expect.
As with the other procedures described here, a little sanding helps the process but is not necessary. Tip : Expose the 3D model to shorter Polysher sessions and flip the model between sessions. Surprisingly, this method also produces near-transparent models when used with Polymaker's transparent PolySmooth material.
Conclusions
Creating smooth surfaces on 3D models will require some work. Sanding will either prepare your model for other processes, or it will create a nearly flawless surface on its own. No matter which procedure you choose, there are always some caveats to any PLA smoothing process.
All processes remove material from your model. Sharp edges will be smoothed out, and it will be very difficult to get around fine details. So if you break your model into separate nodes, each of them can be smoothed using the most appropriate process. And as a result, it will be possible to assemble the final, smooth and professional looking model.
Sharp edges will be smoothed out, and it will be very difficult to get around fine details. So if you break your model into separate nodes, each of them can be smoothed using the most appropriate process. And as a result, it will be possible to assemble the final, smooth and professional looking model.
How to achieve a smooth surface of a 3d model using Cura Ironing (smoothing)
3DPrintStory 3D printing process How to achieve a smooth surface of a 3d model using Cura Ironing (smoothing)
Hello everyone. In this article, I will review the slicer function Cura - Ironing , which in English means Smoothing .
Causes of rough top layer
With each new layer, the 3d printer nozzle rises to a predetermined height. As you know, we choose the layer height based on the quality requirements of the finished product and the nozzle diameter. So, the layer height is always less than the nozzle diameter, which is necessary for good interlayer adhesion. If we take into account that the height of the layer is 1-2 tens, and the diameter of the extruded rod for the nozzle is 4 tens, it is from 0.42 to 0.48 millimeters, which is related. with the so-called end effect, then with an increase in the diameter of the extruded profile at the outlet of the forming tool, in our case, the nozzle, it becomes clear that the filament thread after fusing onto the previous layer is no longer a circle, but a rectangle or an oval. This leads to the fact that adjacent lines at the junction with each other form irregularities and roughness on the surface of the finished product. To avoid this unpleasant effect, the function of smoothing the top layer, called ironing, will help.
As you know, we choose the layer height based on the quality requirements of the finished product and the nozzle diameter. So, the layer height is always less than the nozzle diameter, which is necessary for good interlayer adhesion. If we take into account that the height of the layer is 1-2 tens, and the diameter of the extruded rod for the nozzle is 4 tens, it is from 0.42 to 0.48 millimeters, which is related. with the so-called end effect, then with an increase in the diameter of the extruded profile at the outlet of the forming tool, in our case, the nozzle, it becomes clear that the filament thread after fusing onto the previous layer is no longer a circle, but a rectangle or an oval. This leads to the fact that adjacent lines at the junction with each other form irregularities and roughness on the surface of the finished product. To avoid this unpleasant effect, the function of smoothing the top layer, called ironing, will help.
It works as follows. On the top layer, the nozzle almost completely stops feeding the material and instead, acting like a hot iron, melts and smoothes the surface of the product, as a result of which the top layer of the model should turn out to be smooth. Naturally, this function can only work on models with a flat top layer.
Naturally, this function can only work on models with a flat top layer.
In order to activate this function, we must go to the tab preferences, configure Cura, then go to settings and in wall section enable all functions with the word ironing. We click close and we see that all the parameters we activated appeared in the wall settings tab.
Cura's main parameters for smoothing the top layer
Let's figure out which parameter affects what. First of all, we activate the smoothing function. Next, you should choose whether the nozzle will smooth only the last layer, or all the upper layers of the part. There are two types of smoothing here - either zigzag or concentric. Choose what you like best. There is no significant difference between these types of smoothing.
Next is a function of the distance between nozzle passes. The standard value - 0.1 mm - provides the best surface quality, but at a small loss of time. The optimal value for a 0. 4 mm nozzle that I found is 0.3 mm. With it, the quality does not deteriorate, and compared to a distance of 0.1 mm, we save a little on 3d printing time. If you set the value to 0.5 mm, then gaps between nozzle passes are visible.
4 mm nozzle that I found is 0.3 mm. With it, the quality does not deteriorate, and compared to a distance of 0.1 mm, we save a little on 3d printing time. If you set the value to 0.5 mm, then gaps between nozzle passes are visible.
Next comes the flow. The default value is 10 percent at nozzle idle. The extruder still feeds some material to fill the voids. I ran tests. The results are in the figure below. The results show that the best surface quality is achieved with a flow rate of 20 percent. If the material flow is completely turned off, this will lead to a gap between the nozzle passes, and if the feed value is increased by 30 percent, then there is an overflow of plastic and sagging on the top layer.
Next function indent. It is necessary in order not to smear the boundaries of the upper layer beyond the perimeter of the product. I recommend setting the value to one nozzle diameter.
And finally, the last option is the smoothing speed.