3D print minimum thickness
Recommended Wall Thickness for 3D Printing
Time to read: 4 min
One of the most important considerations when designing parts for 3D printing in 2022 is the 3D printing wall thickness, sometimes referred to as the wall thickness. While 3D printing makes prototyping easier than ever—not only in terms of cost and speed, but also in regards to DFM (design for manufacturing), you can’t disregard DFM completely.
A design might be (barely) producible by 3D printing, but what happens when you move to the next iteration or the next stage in manufacturing? Ensuring that you have at least the minimum wall thickness for 3D printing is a good first step and a key 3D printing design rule. Finding the best thickness for 3d printing is an excellent skill to have for cost reduction purposes and structural integrity of your 3d printed parts.
Fictiv, your ultimate 3D printing manufacturing ecosystem partner, is here to help all our customers be successful in their 3D printing endeavors. To that end, here are our best 3D printing wall thickness design guidelines to ensure your print is printable and structurally sound, so you can design prototypes that can be produced in quantities of 1 and then ultimately 100, or 10,000+.
GET INSTANT QUOTE
3D Printing Wall Thickness Recommendations
There’s a limit to the minimum 3D print thickness a part feature can be designed for 3D printing.
Below is a table of our recommended minimum 3D print thickness for each material, as well as the absolute minimum thickness, for those of you who like to live dangerously.
NOTE: At Fictiv, we have had success printing parts as thin as our absolute minimum, but we can only guarantee a successful print at or above our recommended minimum. Under our recommended minimum, the thinner the part, the higher the chance something goes wrong in printing. Anything below our absolute minimum is unprintable in practice.
Why There are Limitations
There are a variety of limiting factors to consider, both during and after printing.
Limitations During 3D Printing
3D printers build parts in a single layer at a time. As a result, if a feature is too thin, there’s a risk of the resin deforming or detaching as it is extruded or cools, which means there isn’t sufficient material contact to connect it with the remaining body.
Additionally, you need a strong base to build a stable structure. If a part is being printed and the wall is too thin, that feature would likely bend before the resin can dry or cure. As a result, the thin wall would buckle, causing warping in the part.
Limitations Post Printing
Even if a thin-walled part prints successfully, the fragile part still has to survive cleaning and removal of support material. In addition, a thin-walled part may be damaged during removal
Cleaning methods include water jet, sanding, chemical support material removal, and picking away the residue. These cleaning techniques may cause thin walls to inadvertently break.
Additionally, in order to print such a thin wall, you often need extra support material or support walls. With the support material gone after cleaning, the component is even more fragile.
With the support material gone after cleaning, the component is even more fragile.
Minimum Wall Thickness vs Resolution
We often see some confusion around the difference between minimum wall thickness and resolution. Sometimes we’re asked, “If the resolution of a material is so high, why can’t the wall be that thin?”
Resolution comes into play in how detailed and precise a design can be, so long as there is enough thickness to provide structural support. Think of resolution as a factor of how well the details or surface finish of the part turns out to be.
Think of resolution as how accurate the part can be designed for printing, very similar to dimensional tolerance. Take a hollow sphere, for example. Minimum wall thickness determines how thin the shell can be so it’s printable and doesn’t collapse under its own weight.
Resolution determines how smooth the curvature is: low resolution will show visible “stepping” and roughness, while high resolution will hide these aspects.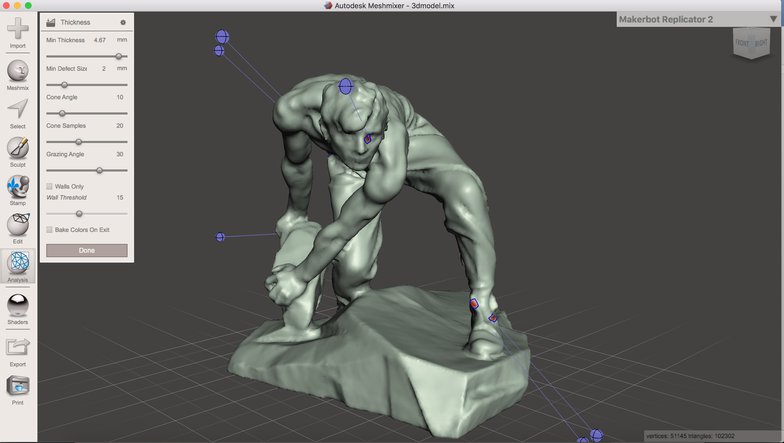
Exceptions
Of course, there are always exceptions to the rule! Some parts can be printed with features below our recommended minimum wall thickness. Ribbing, cross supports, flat and supported components (as opposed to curved features) sometimes allow parts to be thinner.
While we aim to provide guidelines and recommendations around what we are 100% certain is printable, there are so many variables and design factors that make one thin part printable and the next one not. Because of this, we can only fully guarantee successful prints of designs above our recommended minimum wall thickness.
Main Takeaways
Though you might want to push the limits of your design, we don’t recommend going thinner than our suggested thicknesses. Even if your print is successful, that design choice will likely run you into complications around manufacturability down the road.
How will your thin walled 3D printed part be produced during the next phase, perhaps via RTV or Fictiv’s world class Injection Molding? Those thin walls will likely make your part impossible to manufacture at scale with 3D printing alone.
So, pay attention to the wall thickness of your parts, and if you choose to design a part thinner than our recommendations, be sure to carefully consider whether or not it will be manufacturable later on.
- For a start on determining a good wall thickness for 3D printing, visit our table “MATERIAL 3D PRINTING THICKNESS RECOMMENDATIONS” above.
- A good minimum wall thickness for 3D printing PLA is 1.5 mm.
- At Fictiv, the absolute minimum wall thickness a 3D printer can print is 0.6 mm. We cannot guarantee quality at this thickness though and it is not recommended.
Minimum Wall Thickness for 3D Printing
Choosing the right wall thickness is perhaps one of the most important decisions when designing parts for 3D printing. If the walls of your parts are too thick, your part will cost more to produce, take longer to print, and may even wind up cracking. If your walls are too thin, the part may not be functional, may warp during printing, or, once again, cost more to produce because you’ll have to go back and rework the design.
Understanding the minimum wall thickness for 3D printing will set you up for design success and lower your production costs.
Before we dive into the specifics of calculating minimum wall thickness, it’s helpful to clarify some important terminology.
Minimum wall thickness is the smallest possible thickness a structure can have while maintaining functionality. This minimum is impacted by several factors, including the type of 3D printing process you are using to print, constant physical forces (such as gravity), and how much pressure the structure you’re creating will be under during use.
Think of a graphite pencil. The thinner the point and the farther the shaft extends, the less pressure the graphite can withstand. The precise breaking point varies with each user as the precise pressure is unique to the person wielding the pencil. This is also the case for 3D printed structures.
An unsupported wall is one that connects with a second wall on only one side (or edge). A supported wall is one that connects with two or more walls (on two or more sides).
A supported wall is one that connects with two or more walls (on two or more sides).
Wires are round as opposed to walls, which are flat surfaces. Due to their different physical shape, their minimum thickness is expressed as a minimum wire diameter. For a pillar or vertical wire, you’ll need to calculate the minimum vertical wire diameter (or thickness at the widest point in your circle).
When it comes to calculating the minimum and maximum thickness for intricate details, it’s important to understand the difference between embossing and engraving. Embossed details are those that protrude outward from a design, and engraved details are those that recede inward, or are concave.
In order to choose the perfect wall thickness for your design, you’ll need to consider three things: the purpose of your design, your aesthetic goals, and the physical 3D printing process.
Minimum wall thickness varies based on the type of 3D printer. You can use these design guidelines below as a starting point for choosing the right wall thickness for your model based on the 3D printing process you’re planning to use:
| Stereolithography (SLA) | Fused Deposition Modeling (FDM) | Selective Laser Sintering (SLS) | ||
|---|---|---|---|---|
| Supported Wall | Minimum Thickness | 0. 2 mm 2 mm | 1 mm | 0.6 mm vertical & 0.3 mm horizontal |
| Unsupported Wall | Minimum Thickness | 0.2 mm | 1 mm | 0.6 mm vertical & 0.3 mm horizontal |
| Vertical Wire Diameter | Minimum Diameter | 0.2 mm | 3 mm | 0.8 mm |
| Engraved Detail | Minimum Recession | 0.15 mm | 0.6 mm wide & 2 mm deep | 0.1 mm - 0.35 mm |
| Embossed Detail | Minimum Protrusion | 0.1 mm | 0.6 mm wide & 2 mm high | 0.1 mm - 0.4 mm |
In many cases, the manufacturer of the 3D printer or the 3D printing service provider offers a design guide with wall thickness recommendations based on testing performed on the specific printer model.
In general, SLA 3D printers can create the thinnest walls of all 3D printing technologies, but there are differences from machine to machine. For example, Formlabs’ own Form 3+ SLA printer offers more design freedom than its predecessor, the Form 2, because it uses a flexible resin tank to significantly reduce peel forces during printing.
For example, Formlabs’ own Form 3+ SLA printer offers more design freedom than its predecessor, the Form 2, because it uses a flexible resin tank to significantly reduce peel forces during printing.
If you are printing with an FDM 3D printer, recommended wall thickness can also change based on the size of the nozzle you are using. For example, if you are using a 0.4 mm nozzle, your minimum wall thickness should be divisible by 0.4, so instead of the 1 mm recommended minimum thickness in the table, you’ll likely get better results with 1.2 mm thick walls or by switching to a thinner nozzle.
Minimum wall thickness for SLS 3D printers is between the SLA and FDM, but offer some unique benefits, as selective laser sintering does not require support structures because unsintered powder surrounds the parts during printing. SLS printing can produce previously impossible complex geometries, such as interlocking or moving parts, parts with interior components or channels, and other highly complex designs.
The purpose of your printed part should inform not only the proper wall thickness but also the 3D printing material you choose. If you’re designing a pliable part for printing, for example with Flexible 80A Resin, your walls will need to be thick enough to allow for compression of your piece but thin enough so as not to restrict movement.
The impact resistance and tensile strength of the 3D printing material you are using will impact the ideal wall thickness as well. For example, Rigid 10K Resin for Formlabs SLA 3D printers is reinforced with glass to offer very high stiffness, making it highly resistant to deformation over time and is great for printing thin walls.
If you’re printing manufacturing components, such as thermoforming molds or manufacturing aids that will need to withstand repetitive force or pressure, you’ll want to stick within solid parts or thicker walls. Very thin walls won’t be durable enough to withstand multiple cycles.
Color, finish, and detailing are important, particularly if you’re printing a looks-like prototype, a figurine, or an art installation. The good news is, if you consider recommended thickness early enough, you can design your piece to work within the limitations of 3D printing.
The good news is, if you consider recommended thickness early enough, you can design your piece to work within the limitations of 3D printing.
Let’s say you’re designing a figure with a button-up shirt, and those buttons are going to be embossed details. You can use some quick calculations to make the buttons thick enough to show clearly in your printed figure and make sure they are spaced out an appropriate distance.
There are a few common concerns every designer needs to be aware of when preparing a model for 3D printing. Understanding these limitations will help you avoid having to reprint your models.
Wall thickness issues are often the result of a disconnect between the modeling and printing processes. Models may appear to be structurally sound within your CAD design software but simply do not work in the real world. For example, architectural details, such as awnings, are likely to become impossibly thin if you scale a building down to a small tabletop model.
If your walls are too thin, you run the risk of your printed part warping or cracking either during or after printing. During printing, each layer of your printed design needs to have a certain amount of contact with the previously printed layer. If this isn’t the case, you may wind up with sagging, bowing, or completely disconnected parts.
During printing, each layer of your printed design needs to have a certain amount of contact with the previously printed layer. If this isn’t the case, you may wind up with sagging, bowing, or completely disconnected parts.
After your design has printed, it needs to be able to stand up to cleaning and long term usage. Even if you are designing a figurine that is simply going to sit on a shelf, thin walls are more likely to creep and crack once they’re detached from the support structures.
In 3D printing processes that melt or sinter raw material, such as FDM or SLS, corners are particularly prone to curling. Depending on the shape, contour, and wall thickness of your design, certain areas will cool faster than others. This can result in areas, such as corners of a wall, curling as they go through the drastic temperature change.
Most 3D modeling software tools offer various features available to help you check and adjust the wall thickness of your design before printing. Here as examples with some popular CAD tools:
Here as examples with some popular CAD tools:
In MeshMixer, use Analysis → Thickness to verify if the wall thickness of the model is within acceptable limits for the given 3D printing technology. In case you need to add thickness to a mesh, you can use the Extrude command. Select the area that needs thickening using Brush mode, which allows selecting (and deselecting by holding Ctrl) individual triangles. It is possible to smooth the selection by choosing Modify → Smooth Boundary from the popup menu. Increasing the Smoothness and Iterations parameters will result in a more clean selection. Now, choose Edit → Extrude (D) with Normal as the Direction setting.
You can add thickness to a model using the Brush mode in MeshMixer.
Read our MeshMixer tutorial for 15 pro tips to learn how to optimize a triangle mesh, resculpt entire sections, stylize the model, or add useful features to it.
In Fusion 360, you can use the Thicken feature to adjust the thickness of individual walls.
In Rhino, you can use the Extrude Surface feature to create thicker walls or planes.
Recommended wall thickness for 3D printing
3DPrintStory 3D printing process Recommended wall thickness for 3D printing
One of the most important factors in designing models for 3D printing is wall thickness. While 3D printing makes prototyping easier than ever - not only in terms of cost and speed, but also in terms of DFM (Design for Manufacturing) - DFM cannot be completely ignored.
A model can be 3D printed, but what happens when you move on to the next iteration or next production step?
And this is where, basically, the wall thickness of your 3D model comes into play! In this article, we will consider recommendations for obtaining really high-quality 3D models that can be used in the future as full-fledged product prototypes.
3D model wall thickness recommendations
There is a limit to how thin a part can be for 3D printing.
Below is a table with the recommended minimum thickness for each material, as well as the absolute minimum thickness for those who like to walk on the edge of acceptable possibilities :) Successful 3D printing can only be guaranteed using the recommended thickness - the first line of the table.
Actually, the thinner the walls of the part, the higher the likelihood that something will go wrong when 3D printed. Anything below this absolute minimum is not practical for 3D printing.
Why are there restrictions on the wall thickness of the model during 3D printing?
There are many limiting factors to consider both during and after 3D printing.
During 3D printing
3D printers print parts one layer at a time. As a result, if the element is too thin, there is a risk of deformation or delamination of the polymer, which means insufficient contact of the material to connect it to the rest of the body.
Also, just as you need a strong base to create a stable structure, if a part is being printed and the wall is too thin, the part is likely to bend before the material has a chance to dry or cure. As a result, the thin wall will buckle, causing warping of the part.
After 3D printing is completed
Even if a thin-walled part prints successfully, a fragile part must still survive cleaning and removal of the base material.
Cleaning may include high pressure water jetting to remove residue, so many delicate components break at this stage. In addition, thin wall 3D printing often requires additional support material. Since the calipers are removed after cleaning, the part becomes even more fragile.
Minimum 3D model wall thickness depending on 3D print resolution
Many 3D printer users get confused between the minimum 3D model wall thickness and resolution. Often you will come across questions like: "If the resolution is so high, why can't the wall be so thin?"
Resolution refers to how detailed and accurate the finished 3D model will be if the wall is thick enough to provide structural support. Think of resolution as how accurate the manufactured part will be. This is a characteristic similar to dimensional tolerance. And the wall thickness of a 3D model is somewhat different. Take, for example, a hollow sphere. The minimum wall thickness determines how thin the shell can be so that it can be printed on and the model does not collapse under its own weight.
Think of resolution as how accurate the manufactured part will be. This is a characteristic similar to dimensional tolerance. And the wall thickness of a 3D model is somewhat different. Take, for example, a hollow sphere. The minimum wall thickness determines how thin the shell can be so that it can be printed on and the model does not collapse under its own weight.
The resolution of a 3D print determines how smooth the curvature will be: low resolution will show visible "steps" and roughness, while high resolution will hide these aspects.
Exceptions
Of course, there are always exceptions to the rules! Some parts may be printed below our recommended minimum wall thickness. Ribs, cross supports, planar and supported components (as opposed to curved elements) can sometimes be printed with thinner wall thicknesses.
The recommendations above are indeed suitable for most cases, but it should be understood that there are many other additional factors that can affect the required wall thickness of the 3D model. For this reason, exceptionally successful 3D printing with a given minimum wall thickness cannot be guaranteed.
For this reason, exceptionally successful 3D printing with a given minimum wall thickness cannot be guaranteed.
Main conclusions
We do not recommend using a thickness less than suggested. Even if your 3D model is successfully printed, too thin walls of the finished product will almost certainly cause problems in further post-processing. It is worth immediately thinking about how your part, which you managed to print on a 3D printer, will be processed at the next stage. Perhaps with RTV or injection molding? And in this case, thin walls will definitely lead to marriage.
Therefore, pay attention to the wall thickness of your parts, and if you do decide to design a model with thinner walls than recommended, be sure to take into account the post-processing process.
We hope that this material was useful to you and good luck in the world of 3D printing!
wall thicknesses, surfaces, shrinkage, supports
3D printing has opened up completely new possibilities for the physical visualization of the designer's imagination. It allows you to materialize extremely complex projects that cannot be realized even on the most cunning turning and milling machines. This fact runs like a red line through the development of new 3D printing concepts and products that appear every day. Nevertheless, of course, one has to somehow hide random discrepancies between the project and the actually received object from the eyes. What you designed is not always what you end up with. There are many factors that affect the thermomechanical process of 3D printing, which, if not taken into account at the design stage, can lead to a change in the model. Here are a few things to consider when designing for 3D printing.
It allows you to materialize extremely complex projects that cannot be realized even on the most cunning turning and milling machines. This fact runs like a red line through the development of new 3D printing concepts and products that appear every day. Nevertheless, of course, one has to somehow hide random discrepancies between the project and the actually received object from the eyes. What you designed is not always what you end up with. There are many factors that affect the thermomechanical process of 3D printing, which, if not taken into account at the design stage, can lead to a change in the model. Here are a few things to consider when designing for 3D printing.
Minimum structural dimension
The minimum wall thickness depends on the layer thickness during printing. If the layer is 0.25 mm, then the wall must be at least 0.50 mm, i.e. twice as thick. Optimum strength is achieved with a wall thickness of at least four times the thickness of the layer (in our example, 1 mm). It is better to make the walls thicker - especially if they are high.
It is better to make the walls thicker - especially if they are high.
Good quality objects can be printed based on their height (in Z). It is best if the height is proportional to the thickness of the layer. For example, if the layer is 0.5 mm, then the height can be 4.5 or 5, but not 4.75 mm. It turns out something like brickwork. The total height is always proportional to the height of one brick and the thickness of the layer of cement mixture between the bricks. Any other planned height can be achieved by changing the volume of cement or cracking bricks, which, alas, is not possible in our 3D printing process.
Printing holes and cylinders depends on their orientation and layer thickness. The golden rule here is: it is good that the diameter is more than 2 mm, then it will be possible to maintain the required shape. Too small sections of holes and cylinders lead to the fact that their contour is distorted.
Surface finish
A good surface finish can be achieved on a horizontal or vertical plane, but not on an inclined plane. The sloping surface is actually made up of steps and the result, as shown in the figure below, depends on the height of each step. The "stair effect" is what causes surfaces to appear rough and angular. Therefore, if you want to get a part with a smooth, shiny surface, it is best to design and position this surface in a horizontal or vertical plane, or print with the lowest possible layer thickness (the height of the stairs).
Illustration of the stair effect for a sloping surface.
Shrinkage
In general, substances expand when heated and contract when cooled. Therefore, when the layers of hot polymer, which is being printed, cool down, shrinkage occurs. Therefore, some additional material is required to compensate for the decrease in volume. This amount is highly dependent on the filament used, and recent 3D printing software (slicers) automatically takes shrinkage into account when analyzing the CAD file. You can keep this effect under control and manually by changing the drawing accordingly.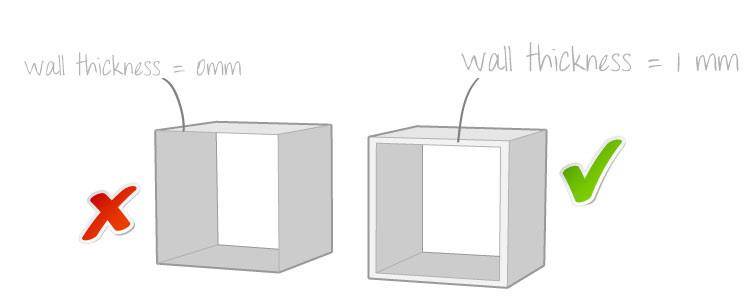 If the walls are of a similar thickness and the plastic does not accumulate anywhere, this contributes to an even distribution of heat and shrinkage reduction.
If the walls are of a similar thickness and the plastic does not accumulate anywhere, this contributes to an even distribution of heat and shrinkage reduction.
Drawing modification to reduce shrinkage
Assembly and installation
Sometimes we design and print parts that should fit together but never do. This is all due to insufficient tolerances that are required for assembly. The amount of tolerance depends, as a rule, on the type of 3D printer used. Along the Z axis, in most cases, a tolerance equal to the layer thickness is required. On the horizontal axes, the tolerance must be equal to the thickness of the extrusion.
Support structures
The use of support structures is a feature of 3D printing. They are used for overhanging objects to avoid deviations and spatial distortions. Support structures required for:
- horizontal surfaces,
- inclined surfaces at an angle less than 45° (depending on the material),
- horizontal holes less than 3 mm in diameter (depending on material).

Many slicers are able to generate supports themselves from a CAD project. However, to obtain an object without distortion, it is better to preview the generated structures, taking into account the printing conditions. Support structures also help dissipate heat, thus reducing residual stress. Residual stress occurs when the heat source is concentrated in a certain part of the part, without having an outlet for dissipation. The presence of residual stress leads to the fact that the layers do not adhere well to each other and what is called delamination or delamination is obtained.
Orientation
Part orientation is one of the most important factors to consider when designing and positioning an object in a 3D printer. In this case, the goal is to minimize the overall printing process, reduce support requirements, and obtain optimum surface quality. The illustrations below show how the design can be modified and reoriented on the table to shorten the support structures and achieve better quality.