3D print connector
Connector best 3D printer files・Cults
SMA Cap TBS + Rotor Riot - by FPVince
Free
DC Power Connector
€1.29
MC4 Connector disconnect Tool - MC4 Stecker
Free
Tool for Spark Plug Connector - Volkswagen 1H Golf
€19 -30% €13.30
Carrera 132 or 124 power rail connector
Free
Corner Connector Gazebo Reinforced - Corner Connector Gazebo Reinforced
€1.03
Wood connector
€1.84
Kallax Connector
Free
32mm Spiral Hose Connector to 35mm dia plain
Free
Pin Connectors V3
Free
Parametric Snap Pins
Free
Original Prusa Mk2 and Mk2.
Free
Dual WiFi Antenna Desktop Mount
Free
Pneumatic bag Insert Tube
Free
Bowden connector adapter
Free
Zahnriemen Verbinder - Toothed belt connector
Free
60mm suction hose to DN60 tube connector adapter
Free
Pin Header - Led
Free
Eitech 1811 connector
Free
6 pin dupont connector housing
Free
Stereo Interface Box
Free
Wood Connector / Modular / Conector para Madera
Free
Connectors for 30 x 30 square tubes
€25
Aquarium Siphon Head
Free
playwood connector
Free
"Unregulated Mod" Case With Heatsink
Free
Connector housing Dupont 5Pin
Free
APC UPS Battery jumper/connector
Free
1/4" FEMALE PIPE COUPLING CONNECTOR NIPPLE
€2. 43
43
UMP - Dual Mag clamp
€1.14
Corner bracket
€1
Y-CONNECTOR
€1
INNER ANGLE FOR 90 degree UNION
Free
SPARK PLUG DISTRIBUTOR IGNITION CANISTER
Free
90 degree angle rod connector
Free
13mm 4 hose connection
€1.61
13mm angle hose joint
€0.65
Jumper T-Pro - Mount/Plate for SMA connector based antenna
Free
UHF Connector (SO-239) Jig / Stencil
Free
Tube Connector - Airline - Silicone
Free
PVC Sail connector
Free
12V transition plug for race car
€2. 30
30
1/2" Female Pipe Coupling Connector Nipple
€2.43
Cornerbracket for 15x15x1mm box section
Free
Barrel switch 10 outputs, custom switching
€13.76
Dummy SATA plug
Free
OBS Engine RTA 510 Drip Tip
Free
LEGO Technic compatible 5, 6, 7 and 8-way star connectors
€3.88
Is It Possible to Produce 3D Printed Electrical Connectors?
Search
Search
Applications
Additively Manufactured Electrical Connectors - Are We There Yet?
Numerous industries around us are in the midst of a movement towards electrification. An excellent example of this, and the one likely to have one of the highest impacts on the global market, is the passenger vehicle. Tesla and Cybertruck aside, major automobile manufacturers are contributing to the development of our electric vehicle (EV) future. Beyond that, automotive OEMs continue to introduce more computer systems, accessories, and other features that rely on electronic interconnectivity to function. Furthermore, new industries like delivery drones and autonomous robots continue to emerge, preparing to surpass the niche category label and enter into the mainstream global market. Widespread infrastructure will be required to support this approaching electrification, which will inevitably create similar growth in associated supporting markets.
Tesla and Cybertruck aside, major automobile manufacturers are contributing to the development of our electric vehicle (EV) future. Beyond that, automotive OEMs continue to introduce more computer systems, accessories, and other features that rely on electronic interconnectivity to function. Furthermore, new industries like delivery drones and autonomous robots continue to emerge, preparing to surpass the niche category label and enter into the mainstream global market. Widespread infrastructure will be required to support this approaching electrification, which will inevitably create similar growth in associated supporting markets.
As these market shifts continue, more players and products will emerge and electrical connector manufacturers will need to remain nimble to continue to support existing and new customers. OEMs like the four North American connector giants (TE Connectivity, Aptiv, Molex, and Amphenol) may be serving a market that is characterized by a wider range of products that are manufactured at smaller volumes. Electrical connector shells and housings are mostly an injection molded product. In the case of injection molding, the most expensive part and longest lead time tends to be the manufacturing of the injection mold hard tooling. At high volumes, the cost of the tool is amortized over a large volume of parts, and makes excellent economical sense. However, to make a similar part at small volumes, the costly tool can be expensive enough to make a small-batch product run not economically viable. Most EV manufacturers are manufacturing less than 200,000 units per year, with more and more players entering this market. Finding new solutions will be essential to support the growth of these markets.
Electrical connector shells and housings are mostly an injection molded product. In the case of injection molding, the most expensive part and longest lead time tends to be the manufacturing of the injection mold hard tooling. At high volumes, the cost of the tool is amortized over a large volume of parts, and makes excellent economical sense. However, to make a similar part at small volumes, the costly tool can be expensive enough to make a small-batch product run not economically viable. Most EV manufacturers are manufacturing less than 200,000 units per year, with more and more players entering this market. Finding new solutions will be essential to support the growth of these markets.
Fortify’s approach is modeled after fiber-reinforced injection molded plastic parts. Fiber reinforcement in a molded part shows 20-100% increase in mechanical properties such as strength, stiffness, and HDT. This proven uptick in material performance is why the market for reinforced plastic parts continues to grow. Fortify is applying this same methodology to end use manufacturing applications like electrical connectors. By adding reinforced fibers to the right materials during the printing process, Fortify can realize increases in electro-mechanical properties needed for high performance parts while also meeting the economic requirements of small volume manufacturing.
Fortify is applying this same methodology to end use manufacturing applications like electrical connectors. By adding reinforced fibers to the right materials during the printing process, Fortify can realize increases in electro-mechanical properties needed for high performance parts while also meeting the economic requirements of small volume manufacturing.
Small volumes and bespoke solutions are a perfect fit for 3D printing. Employing 3D printing can introduce both cost and lead time efficiencies. Smart and effective implementation of 3D printing onto the factory floor will enable economically viable low volume manufacturing runs and also shorten lead times by eliminating the need for tooling altogether.
The AM industry has started to engage with this product market fit. Collaborations with 3D printing companies and connector companies have started to see some real progress, however, challenges still remain. 3D printing OEMs are working to find THE breakthrough material + process combination that will eliminate the barrier to full AM adoption for production applications. What’s holding 3D printing back? In the case of electrical connectors, the culprit is a combination of material properties and print resolution.
What’s holding 3D printing back? In the case of electrical connectors, the culprit is a combination of material properties and print resolution.
Looking closely at standard automotive electrical connectors, many housings and shells are made primarily from glass-filled engineering grade thermoplastics like PBT, PPS, or nylon. There are no players in the field who can directly 3D print PBT or PPS, but nylon has been available in 3D printing for decades – there are also glass-filled options available. For FDM and SLS, the two major commercial thermoplastic additive manufacturing technologies, there are severe limitations tied to the unavoidable physics of the technology. These processes cannot meet the resolution, surface finish, wall thickness, hole size, and tolerance requirements that are demanded of a commercial multi-cavity electrical connector. Some DLP and SLA solutions have the capability to reach these resolution requirements, but they can not print with the industry-standard thermoplastic materials like nylon and PBT, or match their properties that are critical for this application.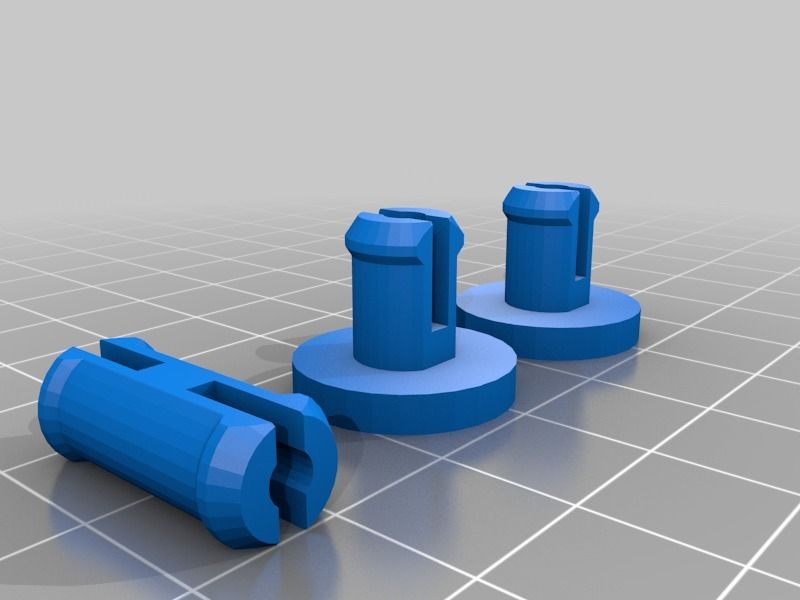
There are DLP and SLA companies working hard to improve their resin formulations that come closer to the high level requirements of electrical connector applications. The ability to print a part that is tough enough to survive several drops on concrete factory floors yet is also capable of surviving extended thermal cycling up to 150℃ is an engineering challenge for photopolymer material scientists. Achieving specific characteristics like high temperature resistance combined with increased toughness can unlock access to big commercial opportunities for applications in aggressive environments – like in an engine compartment or areas exposed to dramatic weather conditions. Chemical manufacturers like BASF, DSM, and Henkel have developed high temperature and V0 flammability rating engineering photopolymers with an eye on tackling the tough automotive electrical connector requirements, but a complete solution is not yet available. If our industry continues to focus on improving material properties in photocurable thermoset systems, we will be able to achieve both the resolution and material properties necessary for electrical connectors.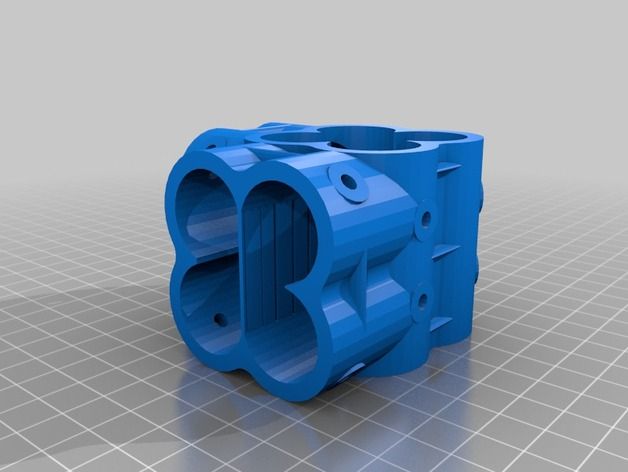 Fortify is working with material partners to improve material performance for production parts, including electrical connectors, to meet automotive (and other industry) requirements.
Fortify is working with material partners to improve material performance for production parts, including electrical connectors, to meet automotive (and other industry) requirements.
With the global shift towards electrification of high value products, and continuous development of 3D printable materials teetering on the precipice of full engineering-level performance characteristics, the market is prepared for a solution. With continued collaboration between the 3D printing material developers and electrical connector OEMS, it won’t be long before we start to see real 3D printed solutions enter into this global market.
If you have an electrical connector application you would like to explore reach out to us today!
This post was written by Sr. Applications Engineer, Phil Lambert.
Connector for 3d versatility
mckoala
Loading
08/19/2017
6812
Sandbox
Prusa i3
I am starting a series of articles on upgrading a 3D printer to an MFP.
The project is called 'Universal 3D platform' (abbr. U3P )
Goal of the project: to transform a conventional Prusia i3 printer into a multifunctional device.
In the seal, the printer should learn:
- Milling soft materials
- laser engraving
- Coordinated drilling
- drawing (for example, markers for subsequent etching) 9002 $ 900 I'll start with the upgrade of the print head. The printer has an E3D v6 extruder with 8 wires. It is necessary to put the connector in the gap of the cable to the carriage and the extruder.
- 4 and 5 for 10 kΩ resistance
Uncle Liao ordered neo-aviation connectors GX16-8 for 8 pins.
the connector socket was soldered with a 3D pen to the printer carriage
And the connector itself is soldered as follows:
The plug will be switched depending on the unit:
Drilling and milling module 8 and 3 for illumination and dust removal
Engraving Module (Laser)
- 7 - TTL Laser Control
- 8 and 3 to power laser
- 4 and 5 for resistance 10 KOM
Sing Module
- 1 and 2 to power plowder
- 4 and 5 for the Paulnik terminel
- 8 8 8 and 3 for backlight
Drawing module
- 8 and 3 for backlight
- 6 and 7 for marker drive
- 4 and 5 for 10 kΩ resistance
0003
Don't want
5
Article comments
More interesting articles
81
Subscribe to the author
Subscribe
Don't want
I'll tell you a little about my personal experience of using FDplast.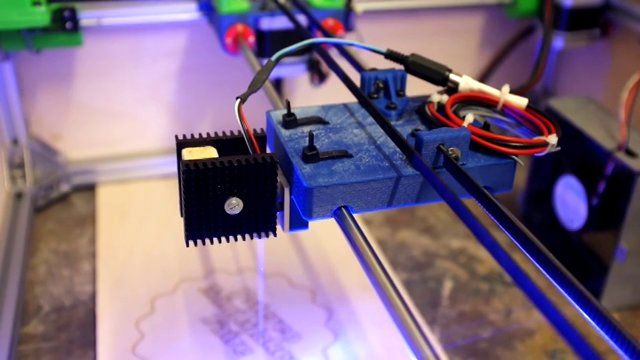
We meet a lot on the site...
Read more
SE-Atmn
Loading
30.04.2017
13391
72
Subscribe to the author
Subscribe
Don't want to
I spied a way to create pendants, brooches and other jewelry on one site and decided to try it....
Read more
Pangani
Loading
01/23/2018
10893
40
Follow the author
Subscribe
Don't want
Good day to all, I present to your attention a short review, or rather my review and personal ...
Read more
Useful articles and examples of 3D scanning
Partners
Technology: scanning, reverse engineering
Location: RangeVision Laboratory
Equipment: 3D scanner RangeVision PRO 5M
Software: ScanCenter, ScanMerge, CAD and GOM Inspect Free.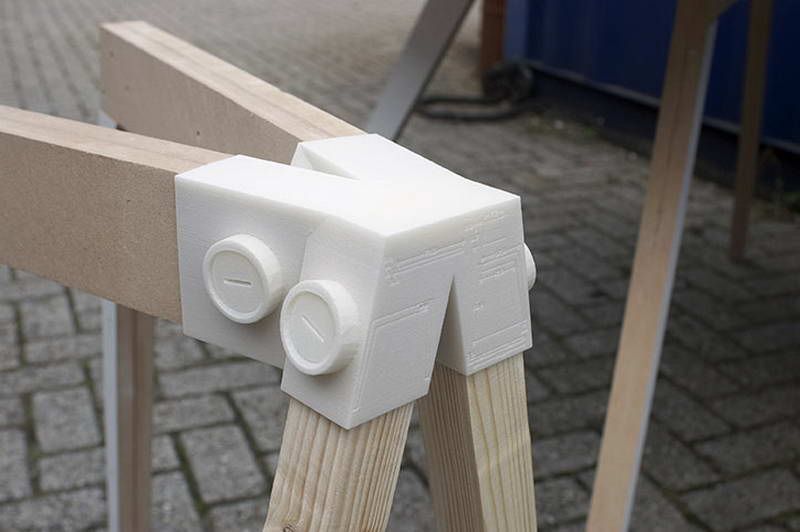
Time costs: scanning - 8 hours, scan processing - 4 hours, reverse engineering - 16 hours,
collection check - 2 hours, printing time 3 hours. 52m.
Auto electricians often have difficulty replacing electronic connectors that have broken during dismantling. It is not always possible to purchase new ones - obsolete samples are discontinued. The use of 3D scanning, reverse engineering and additive technologies allows you to recreate the original CAD model and print an analogue.
ABS plastic, from which connectors for electronic devices are mass-produced, is similar in its properties to photopolymer - a material for 3d printing. Therefore, the company "Technologies in Volume" offered its customer, who is engaged in auto electronics, to print the details of the connector of the electronic control unit (ECU) of a car engine. The model of the restored Japanese car had long been discontinued, and it was impossible to order or purchase a part. But the Envisiontec Vector 3sp 3D printer, capable of layering models from durable and flexible plastic with high detail (up to 0.02 mm), lived up to expectations.
But the Envisiontec Vector 3sp 3D printer, capable of layering models from durable and flexible plastic with high detail (up to 0.02 mm), lived up to expectations.
An electronic connector with small elements - sockets for wires and grooves - is a complex object for scanning, reverse engineering and printing. For example, the gap on the moving hook, which, when assembled, ensures the fixation of the wire, is only 50 microns. It was necessary to create three separate elements and ensure their collection. Using classical methods of measurement, without the use of specialized machines, it would be almost impossible to achieve the required accuracy of execution.
Before digitizing, the plastic parts of the connector were prepared - the wires and metal contacts were removed. The geometry of each of them was considered by the RangeVision Pro professional 3D scanner. First, the outer surfaces were scanned, then the side walls were removed with a clerical knife and the geometry of the hooks inside the cases was digitized.