3D all over print
3d All Over Printed - Etsy.de
Etsy is no longer supporting older versions of your web browser in order to ensure that user data remains secure. Please update to the latest version.
Take full advantage of our site features by enabling JavaScript.
Find something memorable, join a community doing good.
(1,000+ relevant results)
What is All Over Printing? [Complete guide]
A relatively new and exciting trend to hit the printing world of personalised T-shirts and garments is All-Over-Printing. Like regular printing, but not limited to one localised area of the Tee, allowing designers to explore the seams, hems and zips like never before.
We know and love DTG, screen and/or transfer printing, and on those occasions we can clearly imagine the stamp of the machine focused on one particular area, suspending the design in negative space. However, in this case, the print extends to the very edges of the garment, filling all the space!
Don’t worry if this is going over your head, we will explain the in’s and out’s of every stitch. Leave it to the professionals, we’ll take care of it for you.
Who might you be?
Are you planning an event and need a bulk of full print t-shirts that pack an extra punch from afar? Are you looking for how to impress your clients with a new printing style that has oodles of pazaz for their merchandise? Are you an internet sensation looking to further monetise your phenomenal fame? Are you looking for inspo for a revamped uniform or workwear or promotional garments for an event, etc. ? After All, you are a trendsetter, so shouldn’t you already be up in here with this new fad? All-Over print may be what you’re looking for.
? After All, you are a trendsetter, so shouldn’t you already be up in here with this new fad? All-Over print may be what you’re looking for.
What exactly is All-Over Print?
A term used to denote a specific technique of garment printing of which covers every inch of the garment. One of the only ways of being able to tell if the fabric was all-over printed is hidden in the seams, the hem, and other elements like the zippers – which wouldn’t be present in regular and more popular types of garment printing approach.
This kind of print is achieved by layering the t-shirt on a flat surface and then printing on top of it, which means that any element that is not exposed to the ink, like hems, for example, won’t be affected.
If a hem or the interior of the garment is printed, then it stands to reason that the fabric was probably printed before it was sewn, this is the traditional and more effective way of all-over printing. However, not to be confused with an “oversized print”! Which is usually achieved by large screens and is meant to surpass the limitations of traditional printing techniques.
To learn more about the most popular techniques head over the best types of T-shirt printing techniques.
When should you consider All-Over Print?
SourceIn your mind’s eye, does your vision of the garments have a continuous design or one that travels across the fabric infinitely, like a fractal? If so, all-over printing will appear literally seamless! This is what graphic designers call “bleed” when an element is constructed in such a way that it creates the illusion of existing passed the borders of its canvas.
To go into more detail, essentially when a designer approaches a graphic they take caution to include bleed in their work. What is bleed, you may ask? It is the negative space that spreads further than the planned border of the design. Using All Over print the design will have to be trimmed, and the bleed is like the safety net you allow so that the finished product looks how you envisioned! Every printer is unique, with its own kinks and level of precision. To ensure the final graphic makes it onto the final garment entirely, designers tend to allow 2-5mm of excess space either side. In so doing, if the graphic spreads into the “bleed zone” you can avoid a white eyesore outer-fringe by trimming to your preference. Similarly, when you cut the design to its intended dimensions, the inner area can be called the “trim zone”.
To ensure the final graphic makes it onto the final garment entirely, designers tend to allow 2-5mm of excess space either side. In so doing, if the graphic spreads into the “bleed zone” you can avoid a white eyesore outer-fringe by trimming to your preference. Similarly, when you cut the design to its intended dimensions, the inner area can be called the “trim zone”.
When we put artwork on the confines of a t-shirt or garment it tends to be confined to front or back, but with all-over print, it can be, for a lack of a better word, all over the place. It is an eye-catching process that shall create bold statements and an immediate impression.
When should you avoid All-Over Print?
- If you fancy a repetitive pattern like a polka dot, for example, then it is easier to print the fabric as a whole before it is cut and sewn. This way you would avoid the inherent problems that come with all-over printing. We’ll go over those later.
- Sometimes the design does not match up with back to front, but at Printsome, we’re specialised in dealing with issues like this, ensuring you get the best product.

- If you’re not looking to cover sleeves, but just the torso, then all-over print might not even be necessary. Some printers (like us *wink, wink*) own larger than normal screens that might be able to accommodate your specific needs.
Printing Techniques for All-Over Printing – How do they do it?
All-over printing can be achieved through several methods, today we’re going to explore two of the most popular: large-scale screen and sublimation printing.
SourceWhat is Large-Scale Screen Printing?
Large-Scale Screen Printing like regular Screen Printing, instead with a whopping huge screen, able to consume the entire garment size of an XL male t-shirt! A popular process that can use any type of fabric and can be practiced by hand or by industrial “belt screen printer” machine.
Benefits of large scale Screen Printing:
- It can be performed on any fabric
- Great finish quality
- Durable
- It’s fast compared to other techniques
Disadvantages of large scale Screen Printing::
- Price increases with every new colour since each tone requires its own screen
- It isn’t cost-effective for small orders
- Not recommended for hyperrealistic or complex images
What is Sublimation or DYE Printing?
Sublimation printing is a computer printing approach which uses heat to transfer dye onto materials. A commercial heat press is used to transfer the design onto the t-shirt. The dye then becomes a gas without becoming a liquid (sublimates) which is absorbed by the fibres, usually polyester and polymer-coated substrates.
A commercial heat press is used to transfer the design onto the t-shirt. The dye then becomes a gas without becoming a liquid (sublimates) which is absorbed by the fibres, usually polyester and polymer-coated substrates.
This means the dye is now actually part of the make-up of the fabric, which is why the design doesn’t bleed out in the wash! And better yet, doesn’t fade. The best fabric choice for sublimation printing is either 100% polyester, drirelease (85% polyester and 15% cotton) or 50/50 (50% polyester and 50% cotton). All t-shirts start out as white, the base colour is part of the print.
- The 100% polyester choice gives the best and most vibrant finish as the ink is absorbed by the fabric. This choice will give the sharpest and darkest black colour
- The drirelease option is part-way between the other two options — black will actually be a very dark grey. The cotton content also gives a softer feel than 100% polyester
- The 50/50 version won’t give such a sharp print but is much more comfortable than the other two due to the 50% cotton mix
Benefits of Sublimation or DYE Printing:
- Very durable
- Ability to replicate intricate designs in detail
- Usually, the production costs don’t change regardless if you order one or many garments
- Sustainable method since it requires very little water
Disadvantages of Sublimation or DYE Printing:
- Only compatible with t-shirts that contain polyester
- Expensive
- The process is slow compared to other printing techniques
Important things to Keep in Mind About All Over Printing
As a new printing option, all-over printing has opened the doors to all kinds of new possibilities, but it is still in the early stages of development and therefore not free of faults. The most important of them being that any crease or wrinkle the t-shirt might have during the printing process will mess up the print and leave an obvious white spot instead of colour. The person conducting the procedure must be very careful and make sure the t-shirt is perfectly flat at the time of printing, otherwise, the final product may end up looking like a white-spotted Dalmatian.
The most important of them being that any crease or wrinkle the t-shirt might have during the printing process will mess up the print and leave an obvious white spot instead of colour. The person conducting the procedure must be very careful and make sure the t-shirt is perfectly flat at the time of printing, otherwise, the final product may end up looking like a white-spotted Dalmatian.
Timeless All-Over Print Trends — because who knows if we’ll get out of this year alive!
Human nature is to make art out of the bad. If you consider yourself a trendsetter and this is the first you’ve heard of customised bulk All-Over-Print T-shirts and garments, then where the hell have you been?
Overall, all-over printing is a great choice to have for marketing managers, merch managers, businessmen and the like, who wish to explore their creativity in production. Due to its almost non-existent limitations, the possibilities are almost endless when it comes to its visual prowess.
If you’re looking into adding all-over printed apparel to your stock during this year, or you need a bulk of all-over shirts for your snazzy event in London, we suggest these timeless patterns as examples to inspire you:
Stripes
SourceStripes can bend, zigzag, curl and wave. Stripes can take inspiration from zebra print or geometric form in a myriad of colours! It might be the apocalypse, but stripes will never die. They are always in trend. This vertical alignment above is particularly appropriate for a smart casual college student look. Or switch it up with white and blue horizontal and you have a nautical vibe.
Stripes can take inspiration from zebra print or geometric form in a myriad of colours! It might be the apocalypse, but stripes will never die. They are always in trend. This vertical alignment above is particularly appropriate for a smart casual college student look. Or switch it up with white and blue horizontal and you have a nautical vibe.
Florals are Forever
SourceFlorals always cycle back, you can guarantee it. They’re always in! Especially during the spring and summer seasons. Even for male clothing. Taking inspiration from nature is immortal. And nothing says “I am comfortable” more than a man with massive floral patterns, with slithers of pink, on his printed t-shirt! Be confident, be comfortable.
Retro and Print Block
SourceRemember colour block? Well, this is the same concept only with patterns rather than colours. Don’t be afraid to clash different types of prints, the results could surprise you! Retro newspaper all-over print is brave and all-over printed childhood cartoons are both iconic and “look at me I’m a fully grown adult, but still in touch with my inner child”. No hesitation. Some ballsy moves.
No hesitation. Some ballsy moves.
Printed Image
SourceSourceBlock printing is not a new art form. Hundreds of years previous, in ancient Japan, many enlightened artists practised the form meticulously. Creating art that has been upcycled and borrowed for modern art and fashion ever since. Art is always informed by what came before it as it continually eats itself and evolves. Above is Hokusai’s famous wave print, which is so famous in fact that there is an emoji designated just for it. You too can print any image using all over print.
SourceNow You See Me Now You Don’t
SourceApologies for the dad-jokes that will follow but, look it’s a guy with an invisible shirt! It’s surprising that with how fashionable camo is, people don’t collide in the streets! Jokes aside, you can’t go wrong with trying to impersonate a veteran. Immensely cool and paying honourable homage to the men and women who fight to protect us.
Give Me Some Space
SourceAn example of an all-over-print that then uses another fabric for the sleeves and pocket to create bold contrast. Simple yet effective.
Simple yet effective.
Face of the Future
SourceNothing shows a customer that your company cares than supplying healthcare items. Things such as masks have become something companies want to invest in for quality. Get ahead of the curve and print your branding on a piece of something truly useful!
Conclusion
We’ve learnt what all over print is and how the process works in its two main forms; sublimation and large-scale screen. We’ve explored some advantages and disadvantages of both techniques for full t-shirt print and unearthed some inspo for your moodboard in creating refurbished workwear, or promotional clothing, or any other types of merchandise for your stock – with emphasis on timeless styles. At Printsome, we are the seasoned printing experts for your full print T-shirts or garments’ needs, so you can relax and we take the stress off your shoulders with our trusted hands.
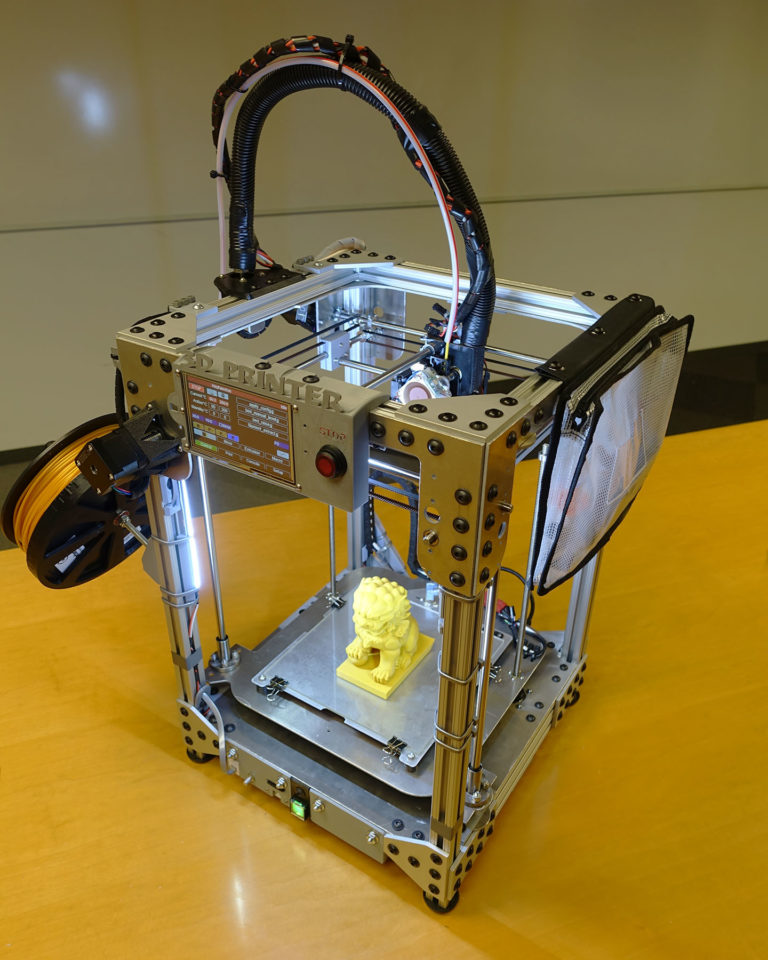
Plastic 3D printing: how to make surfaces smooth
It is believed that plastic 3D printing cannot produce products with smooth surfaces. The layering caused by the peculiarities of FDM construction does not allow them to be used as final products in cases where the aesthetics of the object is important. However, modern methods of post-processing plastic products make it possible to give finished products made on a 3D printer the desired qualities.
The layering caused by the peculiarities of FDM construction does not allow them to be used as final products in cases where the aesthetics of the object is important. However, modern methods of post-processing plastic products make it possible to give finished products made on a 3D printer the desired qualities.
Sanding
The surface grinding process is one of the most affordable and common post-processing options for plastic products. Various grinding methods are used to prepare prototypes for presentation, check the assembly of structures, and process finished products.
Sanding can be done both manually and with the use of belt sanders (similar, for example, to wooden parts). It's a simple, cheap and effective way to give your plastic parts the right surface quality properties.
Generally all surfaces can be sanded well, except for very small parts. When it comes to very precise products, it is important to understand how much material you will remove in the process. Removing too much layer will change the structural features of the object. Therefore, before starting grinding, we recommend that you make control measurements and decide on the tool and intensity used for maximum accuracy.
Removing too much layer will change the structural features of the object. Therefore, before starting grinding, we recommend that you make control measurements and decide on the tool and intensity used for maximum accuracy.
Shot blasting
The process of blasting a surface with a stream of plastic (or metal) shot under the influence of compressed air. The operator directs the device nozzle to different parts of the product to eliminate layering and give the surfaces a uniform matte shade.
Sandblasting suitable for most FDM materials. The use of small plastic shot gives excellent results and does not harm products. Usually, it takes no more than 5-10 minutes to process one part. One of the disadvantages of this post-processing method is the limitation on the size of the product. Since the process takes place in a closed chamber, the maximum size of the product usually should not exceed 30-40 cm.
Sandblasting
Sandblasting differs from shotblasting only in the material used to affect the object. Sand grains allow processing faster. However, due to the geometry of the particles, they do not guarantee such a "delicate" approach to the impact on the surface, as is the case with plastic shot.
Sand grains allow processing faster. However, due to the geometry of the particles, they do not guarantee such a "delicate" approach to the impact on the surface, as is the case with plastic shot.
Acetone vapor treatment
The product is lowered into a closed tank, at the bottom of which there is a small amount of liquid acetone. The tank is then heated, causing the acetone to evaporate. Vapors interact with the surface of the object, dissolving about 2 microns. This allows you to make the surface of the plastic part smooth and shiny in just a few seconds.
This post-processing method provides a fast and uniform surface smoothing (without disturbing the geometry of the product). It is widely used in the production of consumer goods, medical instruments, and various prototypes. However, like shot blasting, pair smoothing has a size limitation.
Mass mechanized post-processing of plastic parts
There are also automated methods for mass in-line surface treatment of plastic products. For example, various industrial grinding equipment is used for this.
For example, various industrial grinding equipment is used for this.
Interested in learning more about the post-processing options for 3D printed plastics? Call +7 495 646-15-33 and Globatek.3D specialists will answer all your questions.
The Complete Guide to Stereolithographic (SLA) 3D Printing
Stereolithographic (SLA) 3D printing is gaining immense popularity due to its ability to produce highly accurate, isotropic and waterproof prototypes and models with fine details and smooth surfaces from various modern materials.
This comprehensive guide explains how SLA printing technologies work, why thousands of professionals use them today, and how this 3D printing technology can be useful in your work.
White Paper
Download our white paper to find out how SLA printing works, why thousands of people use it today, and how this 3D printing technology can help your work.
Download white paper
The development of 3D printing technology continues to influence how companies approach prototyping and manufacturing. This technology is becoming more accessible, and equipment and materials are developing in accordance with the possibilities and requirements of the market. That's why today designers, engineers and others are integrating 3D printing into workflows at all stages of development.
3D printing is helping professionals across industries reduce recruitment costs, accelerate iteration, streamline manufacturing processes, and even discover entirely new business models.
Stereolithographic 3D printing technology has evolved significantly. In the past, resin 3D printers were monolithic and costly, requiring skilled technicians and costly service contracts to operate. Today's small desktop printers are highly flexible and produce industrial-quality products at a much lower cost.
Stereolithography is a type of additive manufacturing. It is also known as photopolymerization in the bath or 3D printing using polymer resin. Devices that use this technology have a common principle of operation: under the influence of a light source (laser or projector), a liquid polymer turns into a solid plastic. The main differences are in the location of the main components such as the light source, work platform and resin tank.
It is also known as photopolymerization in the bath or 3D printing using polymer resin. Devices that use this technology have a common principle of operation: under the influence of a light source (laser or projector), a liquid polymer turns into a solid plastic. The main differences are in the location of the main components such as the light source, work platform and resin tank.
See how stereolithography 3D printing is done.
Stereolithographic 3D printers use light-sensitive curable materials called "polymers". When stereolithographic polymers are exposed to specific wavelengths of light, short molecular chains join together causing the monomers and oligomers to polymerize into either rigid or flexible patterns.
Graphical representation of the main mechanisms of stereolithographic 3D printing.
Models printed on SLA printers have the highest resolution and accuracy, the finest detail, and the smoothest surface of any 3D printing technology, but the main advantage of this method is its versatility.
Materials manufacturers have developed innovative formulas for stereolithographic polymers with a wide range of optical, mechanical and thermal properties similar to standard, engineering and industrial thermoplastic resins.
Comparison of 3D stereolithography with two other common plastic modeling technologies: Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS).
Sample
Experience the quality of 3D stereolithography for yourself. We will send a free sample of the printed model directly to your office.
Request a Free Print Sample
Learn how to go from design to 3D printing with a Form 3 3D printer. Watch this 5-minute video to learn the fundamentals of using a Form 3 printer, from software and materials to processes printing and post-processing.
Use any CAD software or 3D scan data to design the model and export it to 3D print file format (STL or OBJ). All printers based on SLA technology work with software that allows you to set print parameters and separate the digital model into layers. After the settings are complete, the model preparation software sends instructions to the printer via a wireless or cable connection.
After the settings are complete, the model preparation software sends instructions to the printer via a wireless or cable connection.
More advanced users can design directly for SLA technology or, for example, print models with voids to save materials.
After a quick check of the settings, the printing process starts. The printer may run unattended until printing is complete. In printers with a cartridge system, material is replenished automatically.
Formlabs' online Dashboard allows you to remotely manage printers, resins, and employee access.
After printing is complete, prints should be rinsed with isopropyl alcohol to remove resin residue from their surface. After the washed models have dried, some materials require final polymerization, a process that ensures the best possible strength and stability of the parts. Finally, remove the support structures from the models and sand down the remaining traces of the supports for a clean finish. Models produced with SLA technology can be machined, primed, painted or assembled depending on the intended use.
Models produced with SLA technology can be machined, primed, painted or assembled depending on the intended use.
Final polymerization is especially important for functional polymer resins used in engineering, dentistry and jewellery.
Engineers, designers, fabricators and others choose stereolithography 3D printing because it provides excellent detail, smooth surfaces, superior model fidelity, isotropy, and water resistance. In addition, it allows you to work with various materials.
Because 3D printing builds models layer by layer, the strength of finished parts can vary depending on the orientation of the part relative to the printing process: the X, Y, and Z axes will have different properties.
Extrusion-based 3D printing processes such as deposition filament modeling (FDM) are anisotropic due to a special approach to creating different layers during the manufacturing process. This anisotropy limits the application of FDM technology or requires additional changes in the design of the model to compensate for it.
Check out our detailed guide comparing FDM vs. SLA 3D printers to see how they differ in terms of print quality, materials, application, workflow, speed, cost, and more.
Stereolithographic 3D printers, on the other hand, allow the production of highly isotropic models. Achieving detail isotropy relies on a number of factors that can be tightly controlled by integrating the chemical composition of materials with the printing process. During printing, the components of the polymers form covalent bonds, but when creating subsequent layers, the model remains in an "immature" state of partial reaction.
When immature, the resin retains polymerizable groups that can form bonds between layers, giving the model isotropic and waterproof properties after final curing. At the molecular level, there are no differences between the X, Y, and Z planes. This results in models with predictable mechanical characteristics critical for applications such as jigs and fixtures and finished parts, as well as functional prototyping.
SLA printed parts are highly isotropic compared to FDM parts.
Due to its isotropic nature, stereolithographic printed models, such as this jig for Pankl Racing Systems, can withstand directional loads during production.
SLA printed objects are continuous, whether they are solid or have internal channels. Watertightness is important when it is necessary to control and predict the impact of air or liquid flows. Engineers and designers are using the water resistance of stereolithography printers for air and fluid flow applications in the automotive industry, biomedical research, and to test the design of parts in consumer products such as kitchen appliances.
OXO relies on the water resistance of stereolithographic printed models to create durable working prototypes of air and liquid products such as coffee makers.
Stereolithographic 3D printing is used to produce precise, reproducible components in a variety of industries, including dentistry and manufacturing. In order to produce accurate models during the printing process, many factors must be strictly controlled.
In order to produce accurate models during the printing process, many factors must be strictly controlled.
The quality of stereolithographic 3D printing is between standard and precision machined. SLA has the highest tolerance compared to other commercial 3D printing technologies. Learn more about tolerances, accuracy and precision in 3D printing.
The heated resin tank combined with the closed working environment provide virtually the same conditions for every model. The higher accuracy also depends on the lower printing temperature compared to thermoplastic-based technologies in which the raw material is melted. Because stereolithography uses light instead of heat, it prints at close to room temperature and models are not subject to thermal expansion and contraction.
Dental example (comparing a scanned component to an original CAD model) demonstrating the ability to maintain tight tolerances for an entire stereolithographic model.
LFS stereolithography 3D printing involves an optic in a Light Processing Unit (LPU) that moves along the x-axis. parabolic mirrors so that it is always perpendicular to the plane of the platform, so it always moves in a straight line, ensuring maximum precision and accuracy. This allows consistency to be achieved as the size of the equipment increases, for example, when working with a large-sized Formlabs Form 3L stereolithography printer. The LPU also uses a spatial filter, which forms a clear laser spot.
parabolic mirrors so that it is always perpendicular to the plane of the platform, so it always moves in a straight line, ensuring maximum precision and accuracy. This allows consistency to be achieved as the size of the equipment increases, for example, when working with a large-sized Formlabs Form 3L stereolithography printer. The LPU also uses a spatial filter, which forms a clear laser spot.
The characteristics of the individual materials also play an important role in ensuring the reliability and reproducibility of print results.
Formlabs Rigid Resin has a high green modulus, or modulus of elasticity, prior to final polymerization, allowing very thin models to be printed with high precision and reliability.
Stereolithographic printers are considered the best 3D printers due to the smooth surface of the produced models, the appearance of which is comparable to parts produced by traditional methods such as machining, injection molding and extrusion.
This surface quality is ideal when a perfect finish is needed and also helps reduce post-processing time because these models are easy to sand, polish and paint. For example, large companies like Gillette use stereolithography 3D printing to create finished products such as razor handles in their Razor Maker platform.
Large companies such as Gillette use stereolithography 3D printing to create finished products such as razor handles in their Razor Maker platform.
The Z layer height is often used to determine the resolution of a 3D printer. On Formlabs stereolithographic 3D printers, it can be adjusted from 25 microns to 300 microns to trade off speed and print quality.
FDM and SLS printers typically print Z-axis layers between 100 and 300 microns wide. At the same time, a part printed with 100 micron layers on an FDM or SLS printer is very different from a part printed with 100 micron layers on an SLA printer. Models printed on a stereolithographic printer have a smoother surface immediately after printing, because their outer walls are straight, and each new printed layer interacts with the previous one, smoothing out the effect of the stairs. When printed on an FDM printer, layers are often visible in models, and the surface of models printed on an SLS printer has a grainy structure due to sintered powder.
Models printed on a stereolithographic printer have a smoother surface immediately after printing, because their outer walls are straight, and each new printed layer interacts with the previous one, smoothing out the effect of the stairs. When printed on an FDM printer, layers are often visible in models, and the surface of models printed on an SLS printer has a grainy structure due to sintered powder.
In addition, the stereolithography printer can print fine details: the Form 3 laser spot size is 85 microns, while industrial SLS printers have a 350 micron laser spot, and FDM-based devices use nozzles with a diameter of 250– 800 microns.
Models printed on FDM printers often show layer lines and may have inaccuracies around complex features. Models printed on stereolithography printers have sharp edges, a smooth surface, and almost imperceptible layer lines.
The advantage of SLA polymers lies in a wide range of formulations offering a variety of characteristics: they can be soft or hard, contain additives such as glass and ceramics, or have special mechanical properties such as high bending temperature under load or impact resistance. Materials can be designed for a particular industry, such as dentures, or have properties close to those of final materials to create prototypes that can be tested and run under stress.
Materials can be designed for a particular industry, such as dentures, or have properties close to those of final materials to create prototypes that can be tested and run under stress.
Ceramic Resin can be 3D printed with a stone-like texture and then fired to create a ceramic product.
In some cases, it is this combination of versatility and functionality that is leading businesses to adopt polymer-based 3D printing in-house. After solving existing problems through the use of a certain functional polymer, other applications are usually quickly discovered. In this case, the printer becomes a tool for discovering the various properties of various polymers.
For example, hundreds of engineers in the Design and Prototyping group at the Advanced Manufacturing Equipment Research Center (AMRC) at the University of Sheffield have access to 12 stereolithographic 3D printers and various construction materials that they use in numerous research projects for these partner companies. like Boeing, Rolls-Royce, BAE Systems and Airbus. They printed High Temp Resin washers, brackets, and a mounting system for a sensor that must operate in high temperature conditions, and used Durable Resin to create complex spring components for a material handling robot as part of a composite manufacturing automation system.
like Boeing, Rolls-Royce, BAE Systems and Airbus. They printed High Temp Resin washers, brackets, and a mounting system for a sensor that must operate in high temperature conditions, and used Durable Resin to create complex spring components for a material handling robot as part of a composite manufacturing automation system.
AMRC engineers have access to 12 stereolithographic 3D printers and various construction materials, allowing them to create custom-designed parts for a variety of research projects, such as brackets for a stacking robot (above) and mounts for an environmental sensor. high temperature (below).
Material selection
Need help choosing a material for 3D printing? Our new interactive materials wizard will help you make the right material decision based on what you're going to use it for and the properties you care most about in our growing range of polymers.
Get material recommendations
Stereolithographic 3D printing makes it easier for businesses across industries to innovate. Such industries include engineering, manufacturing, dentistry, healthcare, education, entertainment, jewelry, and audiology.
Such industries include engineering, manufacturing, dentistry, healthcare, education, entertainment, jewelry, and audiology.
Rapid prototyping with 3D printing enables engineers and developers to turn ideas into working proofs of concept, transform concepts into high-quality prototypes that look and work like end products, and take products through testing phases to launch into mass production.
Find out more
By creating the necessary prototypes and 3D printing special tools, molds and production aids, manufacturing companies can automate production and optimize workflows at a much lower cost and in much faster time than traditional manufacturing. Thus, production costs are reduced and defects are prevented, quality is improved, assembly is accelerated and labor productivity is increased.
Find out more
Digital Dentistry reduces the risks and uncertainties associated with human error, enabling consistent quality and precision at every step of the workflow, and improving patient care. 3D printers can produce a range of high quality custom products at low cost, providing exceptional fit and reproducible results.
3D printers can produce a range of high quality custom products at low cost, providing exceptional fit and reproducible results.
Learn more
3D printers are multifunctional tools for creating immersive learning and research environments. They stimulate creativity and introduce students to professional-level technology, enabling the implementation of the STEAM method in the fields of science, technology, art and design.
Find out more
Affordable, professional-grade desktop 3D printers help clinicians produce medical devices that meet individual needs and improve patient outcomes. At the same time, the organization significantly reduces time and money costs: from laboratories to operating rooms.
Learn more
High resolution printed physical models are widely used in digital sculpting, 3D character modeling and prop making. 3D-printed models have been featured in animated films, video game characters, theatrical costumes, and even special effects for blockbuster films.
Learn more
Professional jewelers use the power of CAD and 3D printing to rapidly prototype, customize jewelry to customer specifications and produce large batches of blanks for casting. Digital tools allow you to create dense, highly detailed models without the tedious, error-prone production of stencils.
Learn more
Hearing professionals and labs use digital workflows and 3D printing to simplify the production of high-quality custom and hearing aids, as well as to mass-produce behind-the-ear hearing aids, hearing protectors, custom earmoulds, and headphones .
Find out more
Many companies are starting to use 3D printing technology through service bureaus and laboratories. Outsourcing can be a great solution when the need for 3D printing is infrequent or you need to do one-off jobs using materials that have unique properties or produce special models. Service bureaus can also provide advice on various materials and offer additional services such as design or improved finishes.
The main disadvantages of outsourcing are the high cost and duration of production. Often, outsourcing becomes a step on the way to in-house manufacturing as needs grow. One of the main advantages of 3D printing is its speed compared to traditional production methods. But it is noticeably reduced when the delivery of the model produced by the involved organization takes several days or even weeks. As demand and production capacity increase, the costs of outsourcing are rising rapidly.
With the increasing availability of industrial quality 3D printing today, more companies are opting to bring 3D printing into their factory right away, vertically integrating it into existing workshops or labs, or providing printers to engineers, designers and other professionals who benefit from digital transformation. projects into physical models or are engaged in the production of products in small batches.
Compact desktop stereolithography 3D printers are an excellent solution for rapid model production. Depending on the number of parts needed and the volume of prints, the investment in a compact 3D printer can pay for itself in just a few months. In addition, compact appliances allow you to purchase just the amount of equipment you need to run your business and scale your production by adding more units as demand grows. Using multiple 3D printers also allows you to print models from different materials at the same time. And when the need arises for the production of large parts or the use of non-standard materials, service bureaus can come to the rescue.
Depending on the number of parts needed and the volume of prints, the investment in a compact 3D printer can pay for itself in just a few months. In addition, compact appliances allow you to purchase just the amount of equipment you need to run your business and scale your production by adding more units as demand grows. Using multiple 3D printers also allows you to print models from different materials at the same time. And when the need arises for the production of large parts or the use of non-standard materials, service bureaus can come to the rescue.
INTERACTIVE
Try our interactive ROI tool to see how much time and money you can save by printing with Formlabs 3D printers.
Calculate savings
High production speed is an important argument in favor of purchasing a desktop 3D printer. When working with a print bureau, there are delays related to the speed of production, communication and delivery. A desktop 3D printer like the Form 3 delivers models in hours, allowing designers and engineers to print multiple parts a day. This contributes to faster iterations and significant time savings in product development, as well as rapid testing of mechanisms and assemblies, avoiding costly tool changes.
A desktop 3D printer like the Form 3 delivers models in hours, allowing designers and engineers to print multiple parts a day. This contributes to faster iterations and significant time savings in product development, as well as rapid testing of mechanisms and assemblies, avoiding costly tool changes.
Purchasing a desktop 3D printer saves a lot of money by eliminating bureau services and traditional processing methods, as their cost rises sharply with increasing demand and production volumes.
For example, the production engineer and others at Pankl Racing Systems used stereolithographic 3D printing technology to produce products on a tight schedule. This allowed them to independently manufacture custom-designed jigs and other small-sized components for the production line. While stereolithography was initially viewed with skepticism, this technology proved to be an ideal solution to replace the machining of a number of tools. In one of the cases, it made it possible to reduce the manufacturing time of conductors by
By 3D printing custom-designed jigs, Pankl Racing Systems has significantly reduced both order preparation time and production costs.
Learn more