Make molds with 3d printer
Ultimate Guide to Silicone Molding for 3D Printing (Part 1)
Download the full Guide
as a PDF!
The simple post-processing techniques presented in this guide are an excellent way for professionals to create low-cost silicone molds, threaded inserts for enclosures, vacuum formed parts, and more.
Silicone molding is a powerful production method that, when combined with 3D printing, can allow you to make several copies of one product. You can also create a product in a material that is not supported by your 3D printer.
In this How To, we will show you some of the best practices associated with creating silicone molds around 3D printed parts.
Working time will vary depending on a number of factors. Creating a mold around our 3D printed part took us about 1.5 hours. Casting into our mold took about 15 minutes.
Supplies
3D printed mold box, hardware, vents & keys (read on for more info).
Master (the print you are molding)
Silicone
Resin and dye
Mixing cups
Mixing sticks
Mold release spray
Hot glue or cyanoacrylate glue
Funnel
Ex acto knife
Rubber bands, tape, or straps
Gloves
Respiratory mask
Eye protection
Need some of these products? We've curated an Amazon wish list for you.
Step 1: Choose a file to cast a mold around
Obtain a file that you would like to either make several of, or create in a material not supported by your printer.
We chose the cap to a perfume bottle to understand what the process would look like for a product development team attempting to produce several concept models of a prototype.
The next step is to create your mold box. This is the structure that will hold the silicone in place around your part when pouring. Your master will need to be suspended in this structure.
You can create mold boxes from:
Foam core board
Legos
3D printing
We chose to design and print ours as this method has a few benefits. Designing and 3D printing mold boxes allows you to:
Print in pour holes and vents
Easily calculate the volume of our mold
Create boxes that perfectly fit the parts you plan to create a mold of
Re-use mold boxes to create multiple molds
While 3D printing your mold box isn’t necessary, it provides you with a reusable customizable mold box that the other methods cannot produce.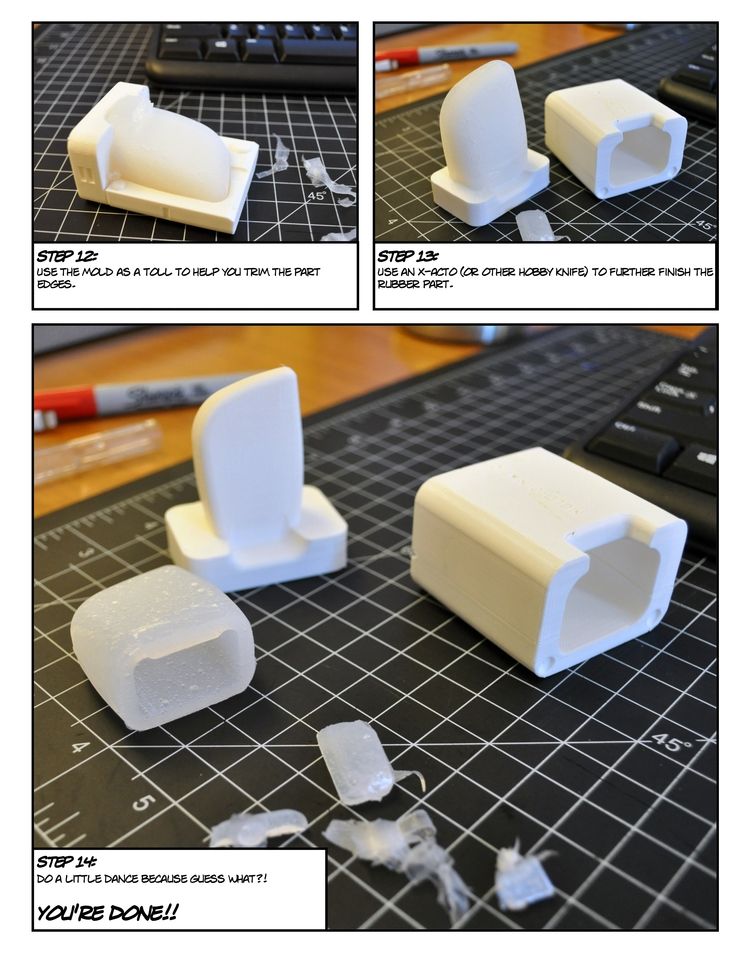
Step 3: Prepare and Print
Because the silicone molding process is not very demanding on the 3D printed mold box or master, you can select standard print settings.
The 2021 Guide to 3D Printing Materials
Learn about polymers, composites, and metals all available for 3D Printing!
Supplies Used:
3D printed mold box, 3D printed master, Cyanoacrylate glue, Mold release spray, Vents & Keys
A: Spray your mold box, master, vents, and keys with mold release.
B: Choose points across model to glue vents
C: With our 3D printed mold box we were able to glue our master directly onto the pour hole during preparation.
D: Spray again with mold release for good measure
You can suspend your master using popsicle sticks, skewers, or 3D printed rods glued to the surface of the master in an inconspicuous place. The holes left in their place after your mold has cured will aid in resin flow through the mold.
Step 5: Open Bottles of Silicone (Parts A and B) and Stir Thoroughly
Supplies Used: Silicone (Part A & B), Mixing Sticks
As silicone comes in two parts, it needs to be mixed both individually and once combined with its hardener.
Mix slowly using separate mixing sticks.
Supplies Used: Measuring cups
A: Determine the volume of silicone needed to fill your mold
B: Measure desired amount of silicone and hardener separately in two measuring cups.
We calculated our mold volume by filling our 3D printed mold box with water and pouring the water into a measuring cup to find exact volume.
For two part molds like the one shown, you only need to mix enough silicone to fill half of the volume of your mold.
Once you have measured each part, combine the two parts into one mixing cup and stir slowly with a mixing tool.
Be cautious not to stir in air bubbles. Be sure to scrape the sides of the cup to mix in all material.
Once your parts are thoroughly mixed the curing process will begin.
TIP
Read instructions on your silicone for “pot-life”. This is how long you have to work with the silicone before it cures.
Supplies Used: Mixed silicone, prepared mold box and master
Pour silicone into the first half of your mold box.:quality(80)/images.vogel.de/vogelonline/bdb/1186000/1186052/original.jpg)
When pouring, pour slowly into one corner of the mold box and allow the silicone to run to other parts of the mold box as it fills.
Stop when the silicone reaches the top of the first half of your mold box.
Once you have poured your silicone place small keys into the silicone. These will create negative spaces and allow the mold halves to fit together once poured. We will remove them before pouring the second half of our mold.
Depending on what type of silicone you are using it can take anywhere from 75 minutes to overnight to cure.
Temperature and humidity will affect curing times, so we recommend this process be done in a room temperature environment.
Step 10: Attach and Prepare Mold Part Two
Supplies Used: Mold box part two, hardware (nuts & bolts)
Once our mold has set, we will prepare to pour the second half of our mold.
A: Remove the keys you inserted in step 9.
B: Attach and secure second half of mold box.
C: Spray with mold release
Next, repeat steps 5-9 and create the second half of your mold using the methods mentioned above.
Step 12: Let Cure
Supplies Used: Pliers or Ex-Acto knife
Once both halves of your mold have cured you are ready to remove them from the mold box and begin using them to recreate parts.
A. Remove the hardware
B: Remove the mold from the mold box and open.
C: Remove the master and vents.
Supplies Used: Cured mold, mold release spray, rubber bands
Next, you will need to reassemble your mold.
A: Ensure that all parts of your mold are correctly aligned, and plug any holes created by vents.
B: Secure mold pieces using rubber bands, straps, or tape.
Tip
Another great application for 3D printing would be to design and print a box to hold the mold together when pouring resin, or modify the mold box we used to serve the same purpose.
TIP:
If your vents leave holes in areas where resin can spill out during the pour, they will need to be plugged.
Supplies Used: Resin (Part A & B), measuring cups, measuring sticks, dye.
Just as with silicone you will need to measure each part of the mixture taking into account the volume needed to create a part.
If you have made several molds, you can mix a larger quantity of resin and pour several molds at once.
Add dye to the part of the resin mixture specified in the instructions.
Step 16: Mix Resin
Combine both parts of the resin mixture and mix thoroughly being sure not to stir in air bubbles.
TIP:
Resins typically have a shorter “pot-life” than silicone meaning they will cure faster.
Step 17: Pour Resin
Supplies: Funnel
Once mixed, pour immediately into the opening of your mold using a funnel.
Pour slowly as not to overfill and spill resin.
Any resin that remains in the mixing cup will harden, but can typically be removed afterwards.
Step 18: Let Cure
Once poured, allow the resin to cure for the appropriate amount of time.
Supplies Used: Pliers
Once your resin has cured, you can open the mold and remove your cast part.
Any resin that escaped through seams or voids and cured is called “flash”. Flash will need to be removed from the part through post processing.
Below, you can see that we were able to recreate our perfume bottle cap in several different colors and opacities using silicone molding.
Visit one of our other applications pages for tips on how to take your print even further.
We recommend that you visit our pages on:
Silicone Molding Part II
Vacuum Forming
Sanding
Last but not least, remember to share your work with us on Thingiverse and social media @MakerBot.
We can’t wait to see what you make!
Powered by MakerBot Learning.
How to Make Silicone Molds with a 3D Printer – Casting – 3D Printerly
3D printing has many capabilities, and people wonder how they can make silicone molds with a 3D printer for casting or creating flexible molds. This article will detail how it is done and some of the best practices.
This article will detail how it is done and some of the best practices.
Keep on reading for more details about how to get this done.
Can You Make Silicone Molds with a 3D Printer?
Yes, you can make silicone molds with a 3D printer. While there are silicone 3D printers which can print some silicone, this technology is still in its infancy as the prints are usually too soft for some practical purposes and, along with the high cost involved, most users prefer casting silicon molds around 3D printed objects.
The following are examples of some silicone mold designs that can be printed with a 3D printer:
- Chocolate Skull Mold Maker
- Ice Shot Glass Mold V4
You should use food-grade silicone if you plan to use the silicone molds with consumables. Smooth-Sil 940, 950, and 960 are examples of food grade silicons.
How to Make Silicone Molds with a 3D Printer
To make silicone molds with a 3D printer, you will need:
- 3D printer
- Silicone stir sticks
- Modeling clay
- Mold box
- Mold release spray or separator
- The 3D printed model
- Gloves
- Safety Goggles
- Measuring cups or weight scale
Here are the steps to make silicone molds with a 3D printer:
- 3D print your model
- Remove model and sand support marks
- Determine the mold type to cast
- 3D print a mold box
- Place the mold box around the modeling clay
- Seal the gaps between the modeling clay and the box
- Mark a half line on the model
- Apply separator to the model
- Place the model in the model box and press against the modeling clay.

- Measure out the silicone
- Mix the silicone and pour into the mold box
- Let the silicone completely harden and remove from mold box
- Remove all the modeling clay & take the mold off the model
- Wipe the mold with a separator or spray with release agent
- Remove from the shell then cut out channels and ventilation holes.
1. 3D Print Your Model
The model of the structure you want to make a mold of. Get the 3D file of the model and print it with standard settings on a 3D printer. There are lots of resources on the internet where you can get 3D files.
You should note that the quality of the mold you want to make depends on the quality of the printed model.
While most users prefer filament-based printers to resin-based printers because they are cheaper and easier to work with, resin 3D printers can give better quality models because they don’t have visible layer lines and have a much better resolution than filament 3D printers.
2. Remove Model and Sand Supports
This step is required to smooth the 3D printed model. The more well-defined the model is, the more well-defined the silicone mold cast from it will be. Support marks may be a pain to get rid of, but it must be done to make standard silicone molds out of any model.
You should be careful while sanding your model, especially with resin 3D prints, so you don’t deform the model.
3. Determine the Mold Type to Cast
The structure of the model determines the type of mold that would be cast from it. The instructions to be followed for making silicone molds of 3D printed models depend on the type of mold that can be made from the model.
Basically, there are two types of silicone molds that can be cast from a model:
- One-part silicone molds
- Multipart silicone molds
One-Part Silicone Molds
One-part silicone molds are molds produced from models that have a flat side, a shallow height, and a very simple shape. Muffin trays, pancake trays, and ice cube trays are examples of this type of mold.
Muffin trays, pancake trays, and ice cube trays are examples of this type of mold.
If your model has bulges, then you’ll want to do multipart silicone molds. This is because the model may get stuck with the mold when doing one-part silicone molds and when eventually separated, could ruin the mold cast from them.
Multipart Silicone Molds
Multipart silicone molds are molds produced from models with complex shapes. They are made of two or more separate matching parts containing ventilation holes, which can be attached together to form a 3D cavity for molding.
The silicone is poured into a hole made at the top of the mold. Examples of multipart silicone molds are:
- Two-Part Chocolate Bunny Mold
- Two-Part Death Star Ice Mold
Use this type of silicone mold when the design is complex, has lots of bulges or a large depth.
Even when a model has a flat side and a simple shape, if they have a large depth, then using a one-part silicone mold might not work. An example is something like a pyramid model with a depth of 500mm, since the mold might break when trying to separate it from the model.
An example is something like a pyramid model with a depth of 500mm, since the mold might break when trying to separate it from the model.
You could do a pyramid mold with a depth of around 100mm.
4. 3D Print a Mold Box
The mold box is the housing for the mold. It is the structure that holds the silicone around the model in place while casting the silicone mold.
The mold box should have at least four walls for solidity, with two open faces so that you can pour silicone through one face and seal the other face with modeling clay. To 3D print the mold box, you should:
- Measure the dimensions of the model
- Multiply the model’s length and width by at least 115% each, this will be the mold box’s width and length
- Multiply the model’s height by at least 125%, this will be the mold box’s height
- Use these new dimensions to model a box with two open faces on opposite ends
- 3D print the box with a 3D printer
The reason for making the box larger than the model is to give allowances to the model when placed in the mold box and prevent overflow of silicone.
Here’s an example of the dimensions for a mold box:
- Model length: 20mm – Mold box length: 23mm (20 * 1.15)
- Model width: 10mm – Mold box width: 11.5mm (10 * 1.15)
- Model height: 20mm – Mold box height: 25mm ( 20 * 1.25)
5. Place the Mold Box Around Modeling Clay
- Spread out the modeling clay on a sheet or any other flat material in such a way that it will completely cover one of the open faces of the mold box.
- Add registration keys, which are small holes to the modeling clay for easy alignment with the mold box.
- Place the mold box on the spread out modeling clay with one of its open faces resting on the modeling clay.
The modeling clay is there to prevent silicone from pouring out of the mold box.
6. Seal Gaps Between Modeling Clay
Seal the seam formed by the open face of the mold box and the modeling clay by pressing the edges of the modeling clay against the mold box with the silicone stir sticks or any other convenient solid object you can find.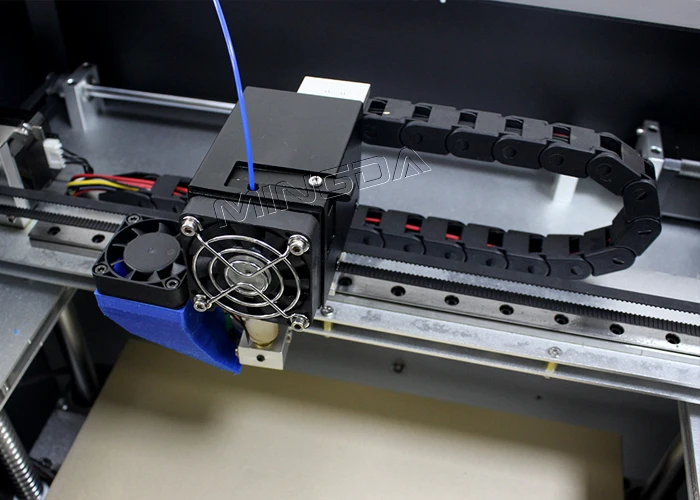 Ensure there is no gap in the seam, as this can cause leakage of silicone.
Ensure there is no gap in the seam, as this can cause leakage of silicone.
7. Mark a Half Line on the Model
This step is necessary for a two-part silicone mold. Use a marker to mark a half line around the model.
8. Apply Separator to the 3D Model
Separators and release sprays are chemical compounds that form a thin coat on a model when applied to it. This layer makes it easy to pull the mold of the 3D model after the silicone hardens.
9. Place the Model in the Model Box and Press Against Clay
Place the model in the mold box and carefully press against it the modeling clay at the bottom of the mold box until the modeling clay covers half of the model. This is why the half line is drawn on the model so you can identify the model’s half point.
Apply the separator with a brush to the model, or if you are using a release agent spray, spray the model thoroughly with the release agent spray.
10. Measure out the Silicone
The volume of the silicone needed for the model is equal to the volume of the 3D printed model subtracted from the volume of the mold box.
You can calculate the volume of your mold box by multiplying its width, length, and height. The best way to do this is to use a program that automatically calculates the volume of a 3D model like Netfabb or Solidworks.
Put on your safety goggles and gloves because measuring and mixing silicone can get messy.
Since silicone comes in two parts (part A and part B), which are the base and the catalyst, you have to mix both together thoroughly before the silicone can be used for casting. Each silicone brand has a mix ratio.
This mix ratio determines the amount of base mixed with the amount of catalyst. There are two ways you can mix silicone, namely:
Most silicone brands include measuring cups in the silicone package. For mixture by volume ratio, a certain volume of part A, the base, is mixed with a certain volume of part B, the catalyst, according to the silicone mix ratio.
An example would be the Lets Resin Silicone Mold Making Kit from Amazon which has a mix ratio of 1:1. This would mean, to create 100ml of silicone, you would need 50ml of part A and 50ml of part B.
This would mean, to create 100ml of silicone, you would need 50ml of part A and 50ml of part B.
11. Mix the Silicone and Pour into Mold Box
- Pour both parts A and B of the silicone into a container and mix thoroughly with the silicone stir stick. Make sure there is no settlement in the mixture.
- Pour the mixture into the mold box
12. Let the Silicone Completely Harden and Take Off the Mold Box
The time it takes the silicone to harden is the setting time. The setting time begins to count upon the mixture of parts A and B of the silicone.
Some silicone mixes have a setting time of 1 hour, while others can be shorter, taking just 20 minutes. Check the details of the silicone rubber you purchased for its setting time.
It’s recommended to leave some extra time, up to another hour to ensure the silicone rubber has completely hardened. This helps to prevent the silicone from deforming when removed from the mold box.
13. Remove all the Modeling Clay & Take the Mold off the Model
Remove the modeling clay from the face of the model pressed against it.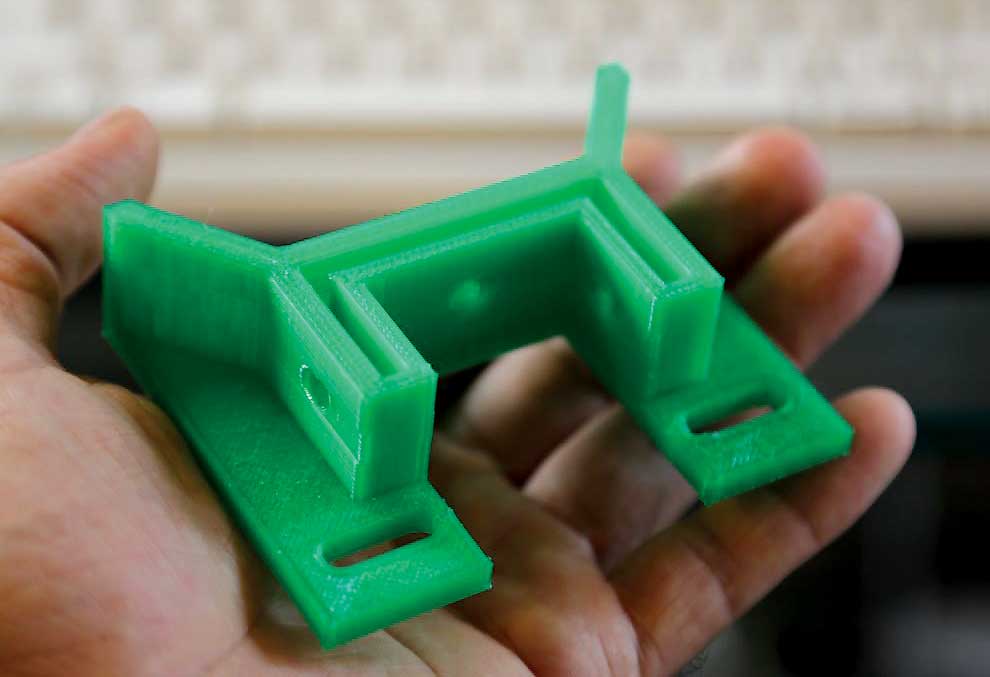
Pull the cast mold off the model. This should be easy if a separator or release agent was applied to the surface of the model before pouring silicone over it.
If you are making a one-part silicone mold, you are done with your mold, but if you are making a multipart silicone mold, like a two-part silicone mold, continue with the steps below.
14. Wipe the Mold with Separator and Pour Silicone in the Other Half
Repeat step four by wiping the other half with a separator or spraying with release agent spray. Take note that the other face you want to cast should face upward when placed in the mold box.
15. Remove From the Mold Box then Cut Out Channels and Ventilation Holes
Remove the mold from the mold box and carefully cut out a pouring hole for you to pour silicone through at the top of the mold. Don’t forget to cut out ventilation holes. And you are done with your mold. You should attach the mold together with a tape or rubber band to use for a two-part silicone mold.
Check out the video below by Josef Prusa who shows these steps visually.
Best 3D Printer for Silicone Molds
The best 3D printer for silicone molds would be the Elegoo Mars 3 Pro for higher quality models, and the Creality Ender 3 S1 for larger models.
The best 3D printers for silicone molds are:
- Creality Ender 3 S1
- Elegoo Mars 3 Pro
Creality Ender 3 S1
Features
- Dual Gear Direct Drive Extruder
- CR-Touch Automatic Bed Leveling
- High Precision Dual Z-Axis
- 32-Bit Silent Mainboard
- Quick 6-Step Assembling – 96% Pre-Installed
- PC Spring Steel Print Sheet
- 4.3-Inch LCD Screen
- Filament Runout Sensor
- Power Loss Print Recovery
- XY Knob Belt Tensioners
- International Certification & Quality Assurance
Pros
- Print quality is fantastic for FDM printing from the first print without tuning, with a 0.
05mm maximum resolution.
- Assembly is very quick compared to most 3D printers, only requiring 6 steps
- Leveling is automatic which makes operation a lot easier to handle
- Has compatibility with many filaments including flexibles due to the direct drive extruder
- Belt tensioning is made easier with the tensioner knobs for the X & Y axis
- The integrated toolbox clears up space by allowing you to keep your tools within the 3D printer
- Dual Z-axis with the connected belt increases stability for better print quality
Cons
- Doesn’t have a touchscreen display, but it’s still really easy to operate
- The fan duct blocks the front view of the printing process, so you’ll have to look at the nozzle from the sides.
- The cable at the back of the bed has a long rubber guard which gives it less space for bed clearance
- Doesn’t let you mute the beeping sound for the display screen
- When you select a print it starts off heating just the bed, but not both the bed and the nozzle.
 It does heat both at the same time when you select “Preheat PLA”.
It does heat both at the same time when you select “Preheat PLA”. - No option I could see to change the color of the CR-Touch sensor from the pink/purple color
With a powerful filament extruding force, multiple filament compatibility, and a relatively large build size plus an easy to handle print bed, the Creality Ender 3 S1 is great for silicone molds.
Elegoo Mars 3 Pro
Features
- 6.6″4K Monochrome LCD
- Powerful COB Light Source
- Sandblasted Build Plate
- Mini Air Purifier with Activated Carbon
- 3.5″ Touchscreen
- PFA Release Liner
- Unique Heat Dissipation and High-Speed Cooling
- ChiTuBox Slicer
Pros
- Produces high quality 3D prints
- Low energy consumption and heat emission – increased service life of the monochrome display
- Fast print speeds
- Easier surface cleaning and higher corrosion resistance
- Easy-to-grip Allen head screw for easy levelling
- The built-in plug filter works well reduce odors
- Operation is simple and easy to use for beginners
- Replacements are easier to source than other 3D printers
Cons
- No significant cons to mention
With accurate and relatively large prints, you can’t go wrong with Elegoo Mars 3 Pro for 3D models. Its easy calibration and decent print volume make it one of the best printers on the market for making silicone molds.
3D printing mold making
Desktop 3D printing molding allows engineers and designers to get more functionality out of a 3D printer beyond prototyping. Molding opens up a world of production materials and provides the opportunity to produce small batches and sample test molds before using expensive
tools.
This booklet covers the following three mold making strategies: injection molding, high temperature molding and injection molded elastomers. Typically, molds are made from Formlabs clear resin, which is preferred for its transparency, although any standard resin can be used, and high temperature resin is ideal for processes with high temperature requirements. It should be noted that these processes are best suited for stereolithographic 3D printing (SLA) because the printed parts are isotropic and waterproof. nine0004
Prototyping and small-scale production with 3D printing tools
| Process | Equipment | Run time | Material cost (for example: 300 ml/cm3) |
| Do-it-yourself mold making and parts making | Mold 2 and injection molding machine | 5 to 24 hours (form print time) | Approximately $50 for High Temperature Resin |
| Outsourced SLA Form | injection molding machine | 3-5 days | Approximately $700 for back office printing on industrial SLAs |
| Outsourced metal mold | injection molding machine | 1-2 weeks | Approximately US$6,400 for office desk, aluminum finish |
| Outsourced mold Creation and production | no - full outsourcing | 1-3 weeks | $4,000 to $15,000 depending on volume and materials |
Silicone molding and some desktop molds are available using Formlabs Standard Resins High Temp, which has the highest HDT at 0. 45 MPa for any 3D printed materials currently on the market and allows print parts that can be used for high temperature forming such as thermoforming and injection molding of materials with higher melt temperatures
45 MPa for any 3D printed materials currently on the market and allows print parts that can be used for high temperature forming such as thermoforming and injection molding of materials with higher melt temperatures
Injection molding
High-resolution SLA 3D printing on the Form 2 can be used to quickly prototype inexpensive injection molds that can be used to make real parts from a wide variety of
thermoplastic materials. Injection molds can be used to test mold designs prior to metal tooling or to produce low-volume parts
3D Printed Injection Molding covers injection molding using Formlabs clear resin printed molds. Following the release of Formlabs High Temperature Resin, designed to achieve higher heat resistance and stiffness, the booklet has been updated to describe the benefits of High Temperature Resin plates that are less likely to break due to thermal shock or temperature-related deformation
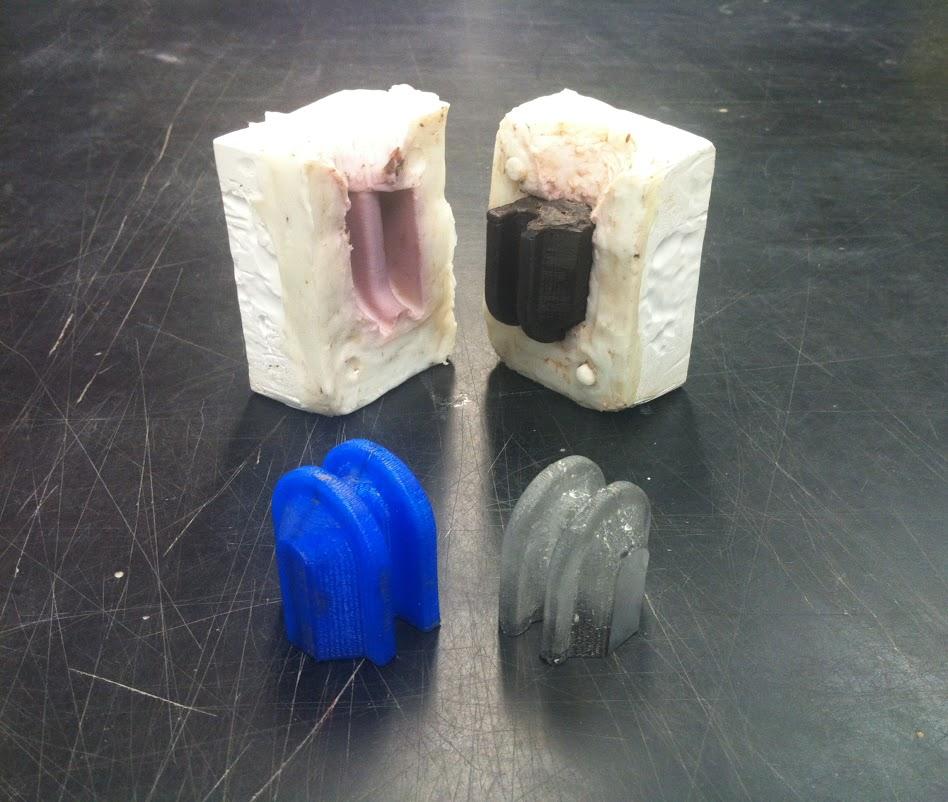
USB Device Enclosure Mold, 3D Printed on Form 2 High Temperature Resin
This mold contains a core, a cavity, and two "gates" leading to the two halves of the enclosure.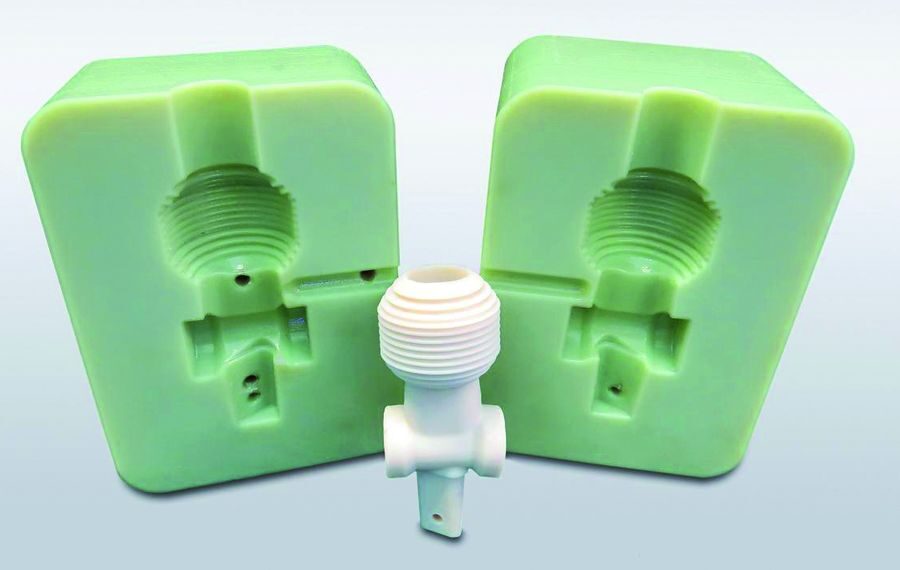 High temperature resin molds can be used to mold a wide range of thermoplastics without thermal stress or temperature-related deformation
High temperature resin molds can be used to mold a wide range of thermoplastics without thermal stress or temperature-related deformation
Formlabs High Temperature Resin can be used to injection mold a wide range of plastics. nine0078
3D printed mold tools reproduce the exact quality of the SLA print finish on the Form 2. Forms can be printed at 100 microns for faster prototyping or the recommended 50 microns for fine detail and smoothness
electronics molded in HDPE with a High Temp tool.
This shape of the USB case has been adjusted over three iterations to remove cavities, entrapped air, and partial shrinkage. Total cost of materials for prototyping this high temperature resin mold tool: $25
Thermoforms
Form 2 3D printed thermoformed dies are a fast and efficient way to create high quality vacuum formed parts for low volume production. Printed thermoformed dies can be used to make packaging prototypes, clean orthodontic retainers, and food-safe molds for chocolate confectionery.
Thermoforming dies experience less pressure than injection molds, but still reach high surface temperatures. nine0004
High temperature polymer resists deformation and surface degradation from the combined heat and pressure of thermoforming for most plastics. Standard resins may also be suitable for thermoforming with some low temperature plastics such as vinyl.
APPLICATION EXAMPLE
Formech thermoformed prototype packaging.
Thermoforming a thin sheet of polycarbonate over a high temperature polymer matrix produces a transparent detail by matching the geometry and detail of the matrix. Thermoformed packaging can be easily prototyped and incorporated into the design process along with 3D printed product prototypes, and all this is achievable on the Form 2. The printed matrix was used without additional processing and the need for UV curing. Texture is recommended in thermoforming design to prevent air trapping under the sheet - layer lines on the printed thermoforming die can be helpful in this regard.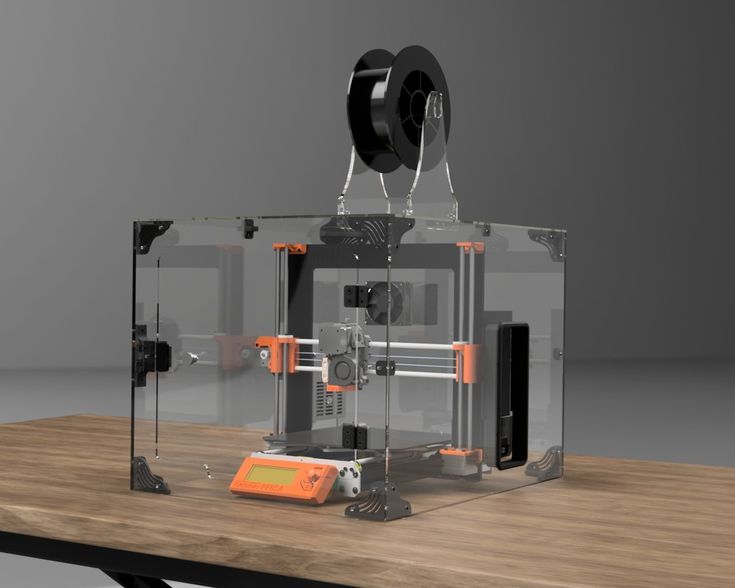 nine0004
nine0004
TEMPERATURE CONTROL
High Temperature Polymer Cycle Thermoforming
The surface temperature of the die reaches 130°C. The high temperature resin is highly resistant to deflection, whereas with standard resins you must allow the print matrix to cool between cycles, otherwise warping and degradation may occur. nine0004 If temperature rise becomes a limiting factor in molding efficiency, cooling channels are an effective way to remove heat from the print. When used in conjunction with an automated thermoforming machine, the water-cooled die can produce more parts with shorter cycle times. Conformal water channels visible in the thermoforming high temperature die. Thermoforming die surface temperature Conformal cooling channels are easy to implement when designing for SLA 3D printing and print successfully without any internal supports to interfere with flow. After printing, the channels are flushed with uncured resin using isopropyl alcohol. Integrated water cooling as a strategy can also be applied to standard and rigid polymer parts to reduce heat dissipation when used in higher temperature environments. nine0004 Precision molds for most flexible elastomers such as silicone and urethane rubber can be printed on the Form 2 using standard resin. The transparency of Clear Resin allows the material to be observed during the pouring or injection process. Flexible materials can be easily removed from rigid SLA printing plates, and applications from model production to functional molding can be obtained. Silicone molding can also be used to quickly replicate master prints, greatly reducing production time when multiple rigid parts and objects are needed. nine0004 APPLICATION EXAMPLE Forms printed on Form 2 are used to create composite parts with advanced built-in features. Assembly subcomponents such as electronic, metal and SLA printed elements can be embedded and sealed in soft surface molds. RightHand Robotics used the Form 2 to create the production blocks of their robotic gripper using urethane molding. The forms were printed in clear resin, with black resin inserts forming the internal structure. nine0004 The Form 2 printer allowed RightHand Robotics to move from prototypes to small-scale production without the need for expensive tooling. The rapid transition from original printed prototypes to production materials that have longer flex cycle life was done with 3D printed plates on the same Form 2 hardware they used for initial prototyping. The first layer applied from RightHand Robotics' multi-stage process includes urethane compounds that can withstand multiple flex cycles while still providing the high elasticity needed to securely return the gripper to its open state. nine0004 The outer layer provides improved tactile grip and control, as well as sealing the sensor electronics with softer, lower durometer rubber. SLA 3D printed parts can also be encapsulated inside molds to provide a rigid structure for flexible materials. Form 2 molding is a powerful strategy for the production of parts in small batches, as well as production from commonly used plastic and elastomer materials. 3D printing tools allow engineers and designers to easily prototype parts that look and function exactly like the final product, with geometries and material configurations that are quite complex, using 3D printing, such as in the case of encapsulated electronics and thin packaging. For high temperature forming, high temperature polymer offers superior thermal properties at a lower cost and with shorter lead times than process outsourcing Hello! A little more than a year ago, a 3D printer was purchased. While the printer was driving, many acquaintances and other experts argued and convinced that it was necessary to order milled aluminum molds, install a centrifuge for casting, and so on and so forth. But how can I order a milled mold for a lot of money, if a) it is not clear whether I made the configuration correctly b) even if everything is correct, how many thousands of years it will fight back, subject to an incomprehensible demand for my molded products ... In general, the printer arrived, learned how to print and went into battle. The main problem of casting molds is to model it correctly in order to: 1. It was convenient to print with the required quality. 2. Consider liquid movement and potential bubbles. 3. Easy mold separation and product removal. 4. Fast mold assembly and disassembly. 5. Mould-tight. After a few kilos of damaged plastic, the search for the right shape is over. nine0004 So - the injection channel must be made from top to bottom, thus the slurry goes from bottom to top, squeezing out air - The channel must be quite wide. since I use a catheter syringe (160 ml can be bought at a pharmacy or on Ali), it makes sense to make a diameter of about 5-7 mm. The slurry is relatively thick and harder to push through a narrow channel. - the entrance to the channel is made on a cone slightly larger than the cone on the syringe, because when connected, they are mutually compacted, as it were, and the slurry flows strictly along the channel. nine0004 - The form itself must not have sharp or protruding corners, as well as overhangs, under which and for which the bubble can catch. - along the contour I make a tenon-groove connection. first, it positions the two halves. secondly, the groove is smeared with silicone sealant (retaining elasticity) and this gives an additional seal against the flow of slurry. - it is also possible to provide holes in the mold for fastening parts and their centering. Centering is very important! Even tenths of a millimeter will be reflected in the finished product as a not beautiful offset strip Mountains are already written about the settings of the printing itself, the only thing is that I print forms mainly in ABS. Because, it is well and quickly smoothed out with acetone. By the way, finding real acetone is like finding real vodka. As a result, I guarantee the quality of the acetone of the pro shop, and the planet of the piece of iron. For the regions, auto paint shops are probably relevant. There is no acetone in construction markets and supermarkets such as obi and leroy, or it is called acetone, but plastic does not dissolve. I do all my production work outside of my home, so smells don't bother me. After dexterity with acetonite, you can achieve the result as in the photo and even much better. nine0004 Now let's move on to the preparation of the goo. Before cooking, it is necessary to treat the forms with a wax separator, dry the wax (this is important), since not dried gives defects on the product in the form of flakes on the surface. Assemble/fasten the form and prepare dishes, disposable gloves, scales and other accessories. I have been using Silagerm fluids for a long time. They have different ones. Silicone and polyurethane and more. For my purposes, Silagerm 6030 is suitable. The designation of the last digit is the shore hardness. In general, 30kA after complete solidification resembles a very dense rubber and stretches well (and 90I will be like oak plastic). The manufacturer claims up to 600%, but in fact the thicker the less it stretches. 1-2 mm will stretch just 6 times. Two-component slurry, mixed by weight. For this, ordinary kitchen scales were bought. The manufacturer recommends kneading and pouring for a long time and knead again. In my experience, if there is a mixer, then there is no point in stirring for longer than 1-2 minutes. What a vacuum chamber is for. While the slurry is stirred, many bubbles form in it. And even if you stir slowly and pichalno bubbles will still be. So it needs to be vacuumed. This will remove any bubbles and further stir the slurry. Initially, the vacuum chamber was a glass jar, and everything interfered in it. When the volumes grew up, the question arose of increasing the volume of the chamber. The ideal option for price and durability was the Soviet pressure cooker. It is not so easy to find an unnecessary Soviet pressure cooker from friends and relatives! I had to buy a left-hander on the market for as much as 500r !!! )) nine0004 Unfortunately, there is no viewing window on it, but I already knew that the volume of the slurry increases several times during vacuuming, so the container is needed for mixing with a five-fold volume (300g - 1. Next, I draw in the liquid with a syringe (this makes it even more vacuumed) because direct pouring will again give ubiquitous bubbles, and I already press it into the mold. By the way, I forgot to write that the form should have exit channels and additional capacity at the top, since the material tends to spread and gradually settles down, respectively, the volume should be reserved for these processes. In either case, the sprues are trimmed, and the extra volume that comes out ensures that the mold is completely filled. nine0004 The form can be opened after two days. If everything went well. then the product will be free of defects, easily separated from the mold. The form itself can be immediately reused and until it becomes unusable. Products according to the forms above: By the way, the boot of the CV joint turned out to be so ribbed, because the form was printed with PLA and dichloroethane did not manage to smooth it out qualitatively. The mold is connected to a pump and a source of cold water.
Elastomer casting

 The overlay can be mechanically bonded to the insert by adding holes, recesses, and columns to the printed parts, which enhances assembly and reduces the need for chemical adhesive. nine0004
The overlay can be mechanically bonded to the insert by adding holes, recesses, and columns to the printed parts, which enhances assembly and reduces the need for chemical adhesive. nine0004 Conclusion
All the secrets of casting in 3D printed molds.
 Moreover, it was bought not as a toy, but with a very specific task - to print injection molds for polyurethane.
Moreover, it was bought not as a toy, but with a very specific task - to print injection molds for polyurethane. 

 During kneading, you can add dye. I have it in a syringe for less. I usually pour the dye by eye and 5-10 ml is enough for 300-500g of the main liquid, in fact, a teaspoon of the dye is enough for half a kilo. something like this. When the liquid is mixed, the life goes on for minutes, depending on the density, it's different, but boobs should not be crushed. We quickly put the bucket in the vacuum. nine0004
During kneading, you can add dye. I have it in a syringe for less. I usually pour the dye by eye and 5-10 ml is enough for 300-500g of the main liquid, in fact, a teaspoon of the dye is enough for half a kilo. something like this. When the liquid is mixed, the life goes on for minutes, depending on the density, it's different, but boobs should not be crushed. We quickly put the bucket in the vacuum. nine0004  5l will just be). If the bubbles are not all removed (they can be seen, they pop up), you must quickly repeat the procedure.
5l will just be). If the bubbles are not all removed (they can be seen, they pop up), you must quickly repeat the procedure.