Grbl 3d printing
Bengler: GRBL
Claim to Fame
Tight implementation of an advanced motion planner
License
MIT
Language
C
Documentation
Wiki
Source
Github
Current lead developer
Sonny Jeon
Pronounciation
Gerbil (jûrbl)
Released
2009
4 updates Latest: GRBL with permissive license (MIT) …
Grbl is software for controlling the motion of machines that make things. If the maker movement was an industry, Grbl would be the industry standard.
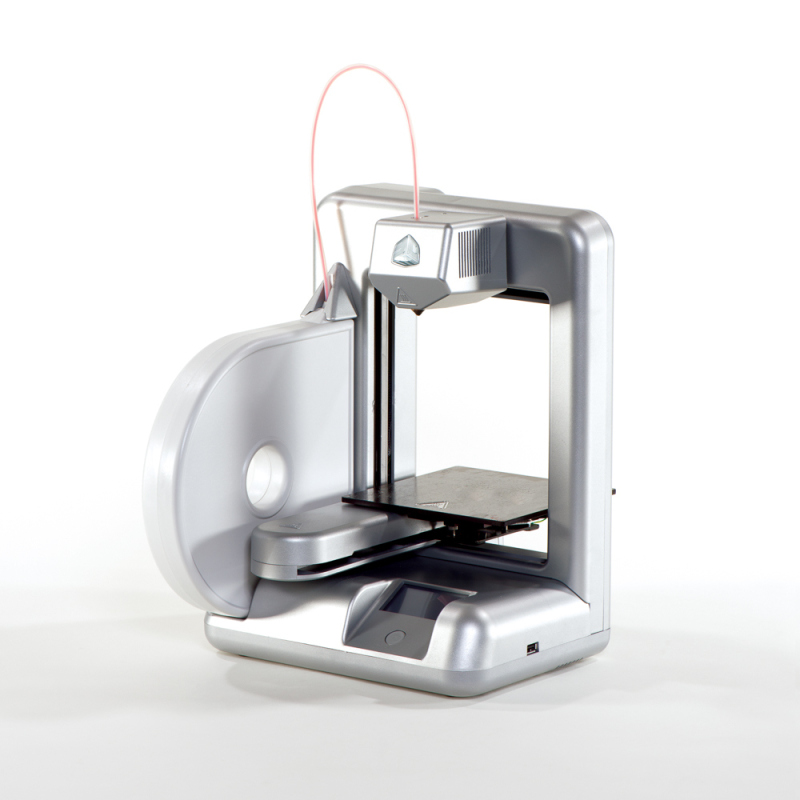
Most MakerBots and open source 3D printers have Grbl in their hearts. It has been adapted for use in hundreds of projects including laser cutters, automatic hand writers, hole drillers, graffiti painters and oddball drawing machines. Due to its performance, simplicity and frugal hardware requirements Grbl has grown into a little open source phenomenon.
When we ordered our first computer controlled mill in 2007 we were stumped as to how we would control it. Common practice at the time was to rescue an ancient beige box PC with a parallell printer port and use that to pulse the stepper motors. That just felt wrong. We wanted a simple embedded system that would talk USB with our laptops.
Choosing a controller
We decided on the Arduino for several reasons. Most importantly it was, and still is, the most popular embedded system in the DIY community. It is a touchingly simple computer. A beautifully simple processor that was actually designed here in Norway.
Yet it is a terrifyingly puny machine in the face of this task. Its 2kb of memory laughable even by early 80s standards. Here you go, a picture of the Arduino with enough bits of 80s phenomenon Billy Idol to completely fill its working memory:
What Grbl has to do in 2kb:
- Parse G-Code, a cryptic computer language hailing from the 50s used to describe the idealised actions of milling machines.
- Build a model of those actions and translate them into a physically possible sequence of motions for the given machine.
- Execute these motions by sending a unwavering stream of concerted high frequency pulses to the stepper motors that are actually moving the tool.
Making it all fit
Getting the Arduino to do this in a robust and timely manner felt exactly like threading your run of the mill camel through the eye of a needle. The planner was especially interesting to design. It is the part that looks at a section of the intended movements and calculates sensible cornering speeds and smooth accelleration profiles to ensure accurate operation within the realm of the physically possible. It took us almost a year of tinkering and toying around in C and Mathematica to get it right. Our implementation is not theoretically optimal, but it is really good, simple and computationally spartan.
Uptake
Apart from the home milling enthusiasts using Grbl to control their machines, the code has been adopted and adapted by a myriad of projects.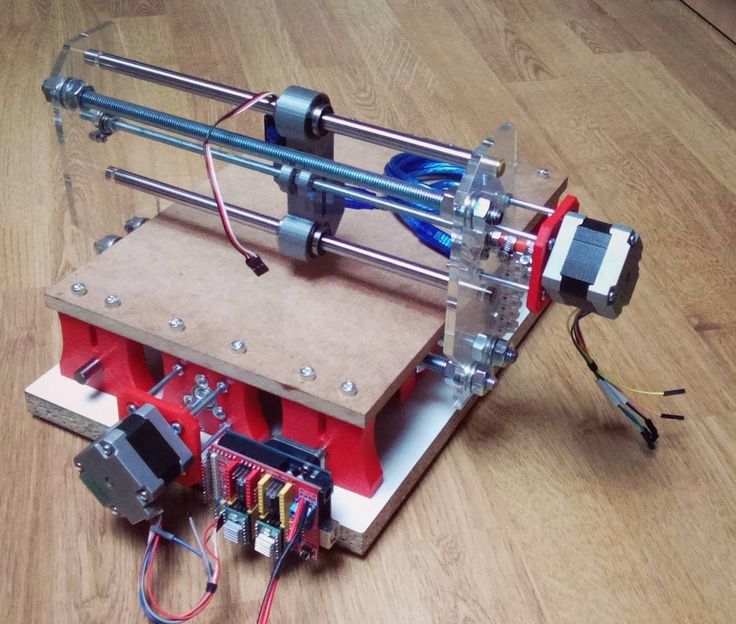 .
.
Some projects using Grbl
MIT Center for Bits and Atoms designed a beautiful snap fit CNC machine controlled by Grbl.
Nortd Labs runs their open source laser cutters with a Grbl-based firmware
Synthetos designed and sells the grblShield – an Arduino shield with powerful stepper drivers.
Franklin W. Olin College of Engineering built this awesome hand-writer Herald.
Edward Ford designed and sells the powerful and simple CNC mill Shapeoko. It seems to be the most consistent provider of bona fide Grbl users these days.
University of Queensland designed this compact PCB mill for its students to have a cheap and fast method of prototyping printed circuit boards for team projects and other research based projects.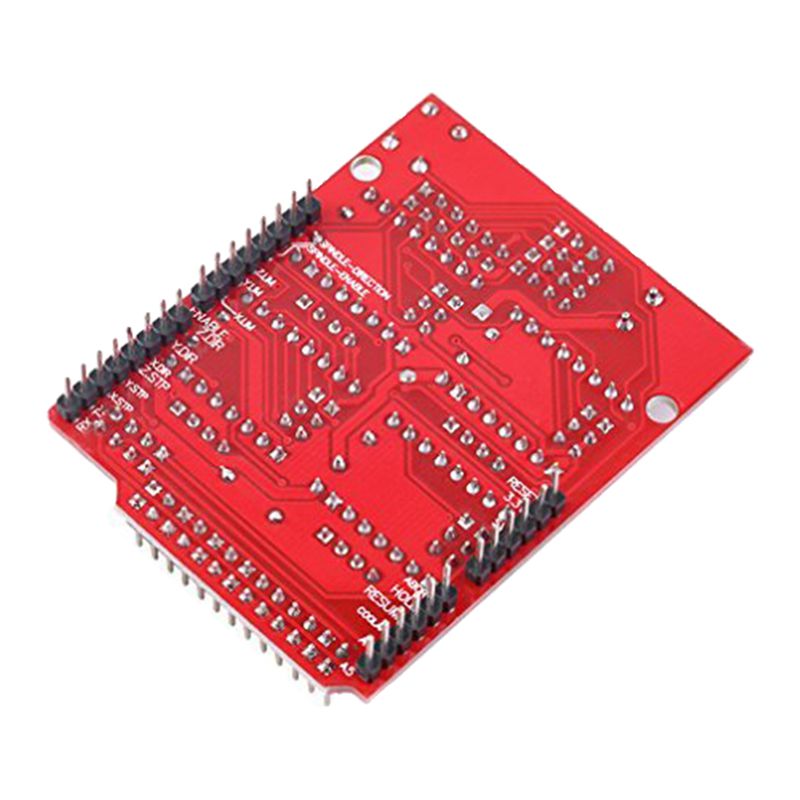
Building from our planner, Emmanuel Gilloz got his 3D printer to move at unprecedented speeds. So much so that his YouTube viewership accused him of speeding the video up.
The 3D-printer firmware Sailfish incorporates our planner and was the official firmware for Makerbots until they lost their way and went closed source. (Our licence precludes integration into closed source projects.)
The very popular and malleable 3D-printer firmware Marlin uses Grbl for motion control.
Also: Zapmaker Grbl Controller, jViewer, GCode sender, R2C2 moving at 650mm/s, Grbl Tidy Case, Smoothie, node-grbl
Other projects
-
Principal Components
Machine learning in search of the uncanny
-
PANDA
Supercolluder for the gig economy
-
OMA Website
Simple surface, intricate clockwork
-
Terrafab
Own a small slice of Norway
-
Underskog
Friendly community for the Norwegian cultural fringe.

-
Chorderoy
Efficient text input for mobile and wearable devices
-
Intersections
Laser sintered topological maps for cars and social scientists
-
Mapfest!
Helping liberate Norwegian geodata
Updates
3D Printing & CNC on Tindie
3D Printing & CNC on Tindie- Sell on Tindie
- Log In
- Register
- 0 Cart
- Home
- All Products
Displaying 1-34 of 346 products
Get accurate shipping rates by setting your country.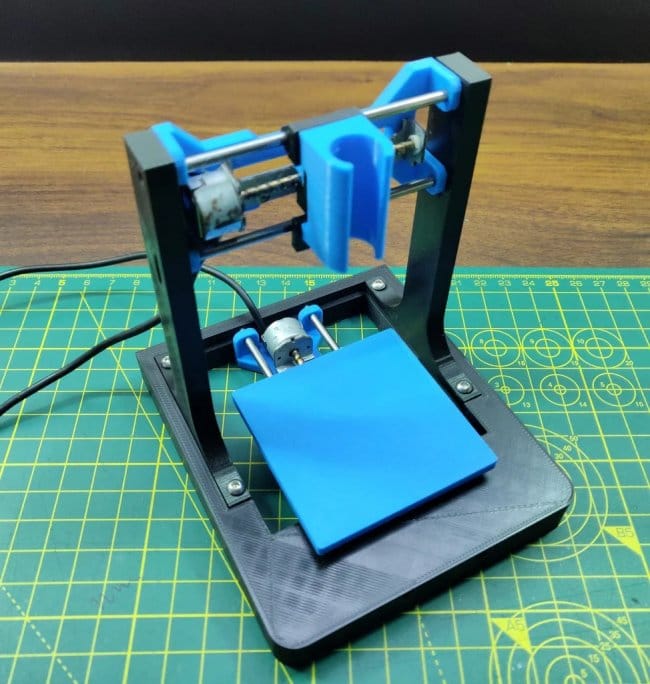
Select Your Country...AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo (the Democratic Republic of the)Cook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d'IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia (Federated States of)MoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUnited States of AmericaUruguayUzbekistanVanuatuVenezuelaVietnamVirgin Islands (British)Virgin Islands (U. S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands
S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands
Flipper Zero WiFi Dev Board Enclosure
justcallmekoko
$5.00
6 Pack Universal CNC Controller
Bart Dring
$75.00
grblHAL BoB Unkit for Teensy 4.1. - T41U5XBB
Brookwood Design
$43.99
Sponsored Promotion
4x Input CNC I/O module
Bart Dring
$20.00
Elegoo Saturn 1/S/2 Silencer Kit
Jan "yaqwsx" Mrázek's hardware
$9.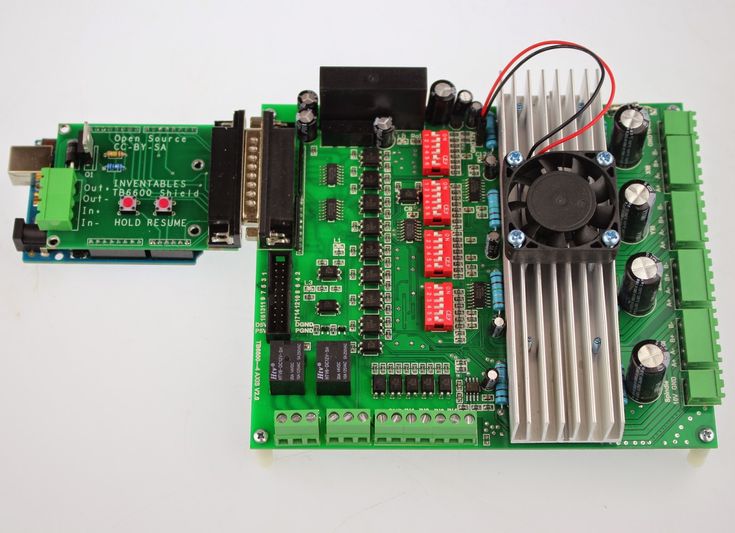 00
00
5V Output Module
Bart Dring
$14.00
Vent Cover for Tesla Model 3/Y
Ludicrous Tesla
$19.99
Sponsored Promotion
External Stepper Motor Driver Adapter
Bart Dring
$2.00
Dual 18v to 40v battery adapter for Ryobi tools
JPElectron.com
$19.95
Universal Cartridge for Formlabs Form 2 & Form 3
ProtoART
$79.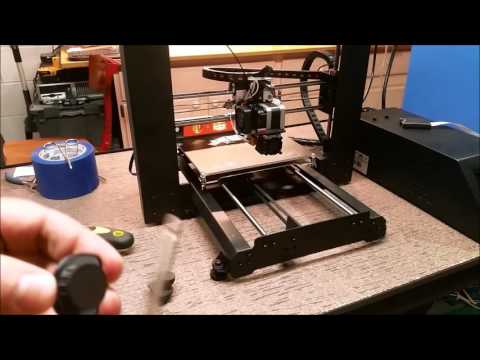 95
95
Smoke alarm for 3D printer
Mark
$38.00
Bed Distance Sensor
Mark
$37.00
Relay CNC I/O Module
Bart Dring
$16.00
CNC Optical Limit Switch Isolator - GRBL
The Eccentric Workshop
$6.88
Case for the C2C caberQU
The current stuff
$11.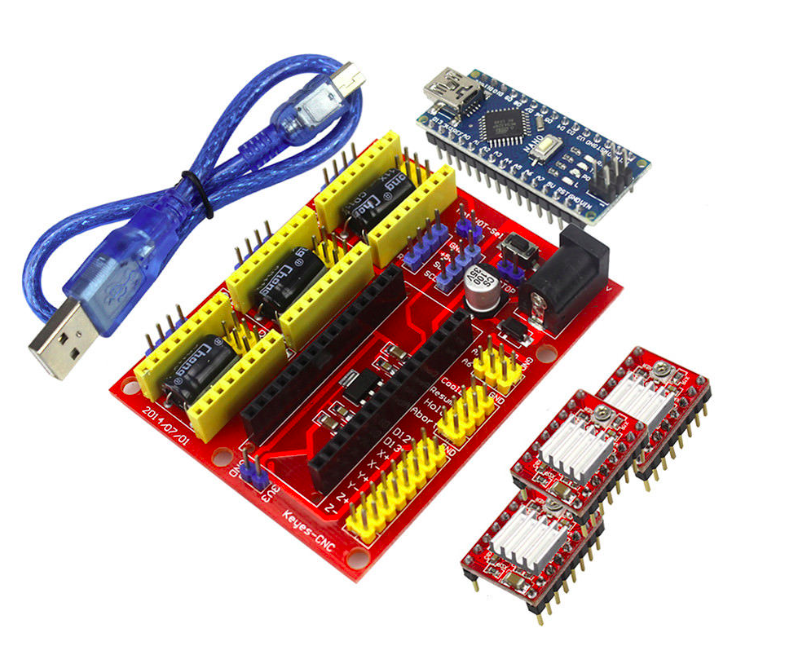 00
00
RS485 CNC I/O Module
Bart Dring
$20.00
Quad MOSFET CNC I/O module
Bart Dring
$20.00
0-10V Spindle CNC I/O Module
Bart Dring
$20.00
C-C126C08B2
ElectronicKitsAndSpares
$1.64
Universal GRBL CNC Pendant with 2.8" touch screen
SmartElectronic
$41.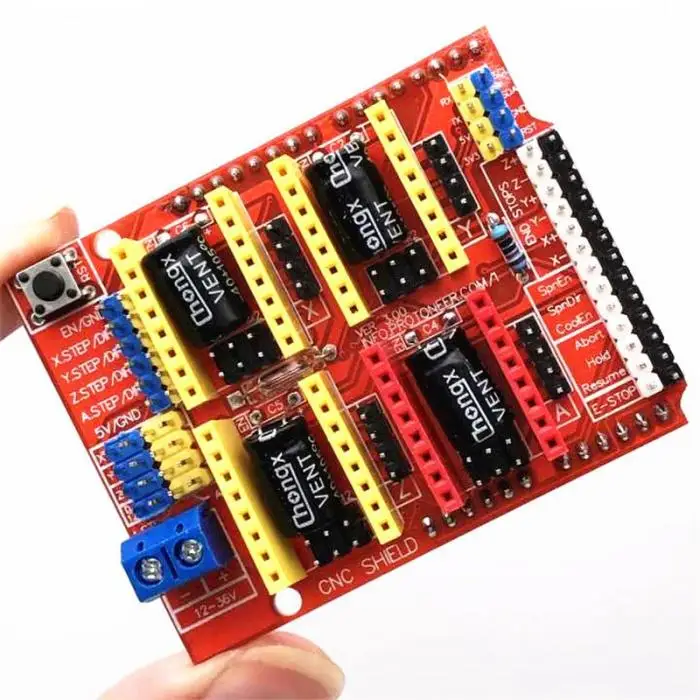 00
00
GRBLDuino Uno Shield - GRBL 1.1 CNC Controller
The Eccentric Workshop
$24.26
Compact CNC Controller for Grbl ESP32 or FluidNC
SmartElectronic
$69.00
O-ring Kit for the 3D Printed Soda Machine Adapter
patshead.com
$2.99
Prusa Mini + Lighting Kit | DIY or Complete KIT
Hobby electronics
$28.00
4.
 0" touch screen Universal GRBL CNC Pendant
0" touch screen Universal GRBL CNC PendantSmartElectronic
$69.00
4 Axis TMC2209 CNC Controller
Bart Dring
$69.00
GRBLDuino Uno Lite - GRBL 1.1 CNC Controller
The Eccentric Workshop
$12.21
Tailgate beeping shut-up for Toyota Highlander
JPElectron.com
$14.95
da Vinci 1.0 Pro Replacement Hot End Module V3
3D by BD LLC
$174.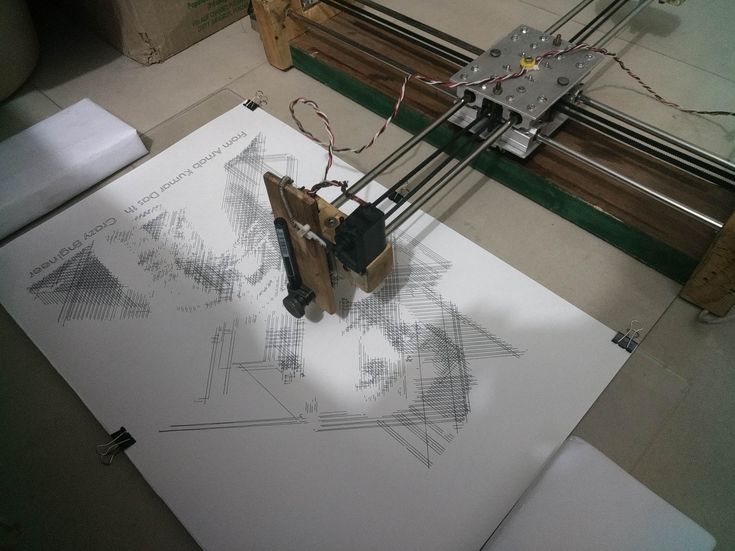 00
00
Power BLough-R
Brian Lough
$7.25
SKR v1.3, v1.4, v1.4 Turbo
Duet-SKR
$20.00
Limit Sensor Version 6
Solder / Filament Solutions
$11.00
Ryobi 18V Battery Holder
JPElectron.com
$8.95
6 Pack Universal CNC Controller Kit
SmartElectronic
$105.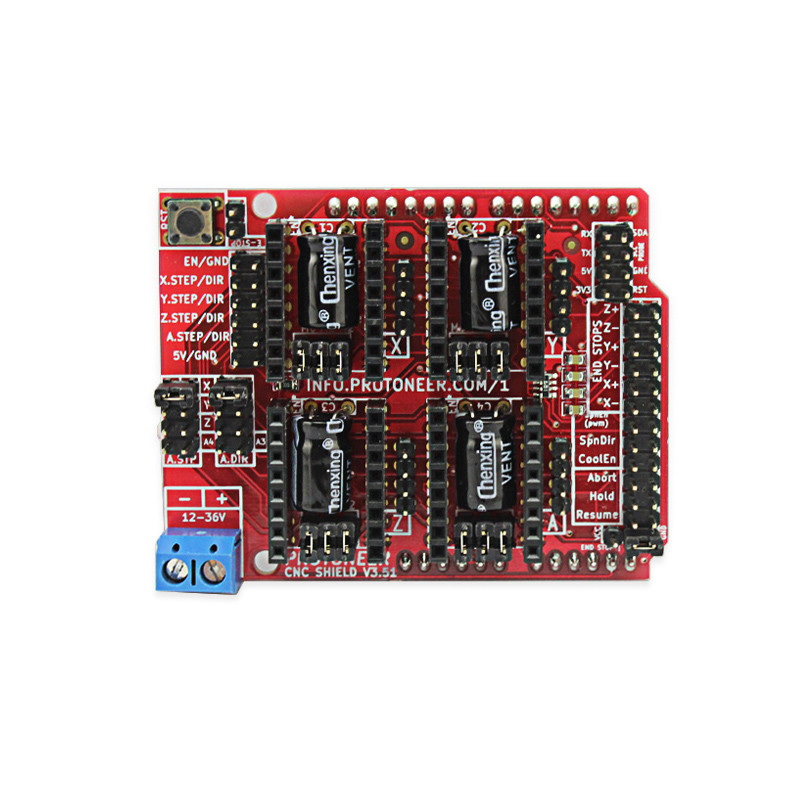 00
00
Page 1 of 11
Recently Purchased in 3D Printing & CNC
6 Pack Universal CNC Controller
Bart Dring
$75.00
grblHAL BoB Unkit for Teensy 4.1. - T41U5XBB
Brookwood Design
$43.99
4x Input CNC I/O module
Bart Dring
$20.00
5V Output Module
Bart Dring
$14.00
External Stepper Motor Driver Adapter
Bart Dring
$2.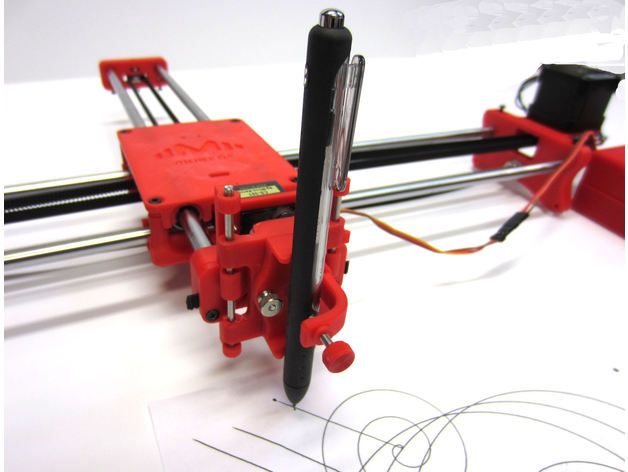 00
00
Retired!
Free Shipping!
Cookies help us deliver our services. By using our services, you agree to our use of cookies. Learn more.
Meinkampf or another homemade printer.
RepRap
Subscribe to the author
Subscribe
Don't want
10
The note does not claim to be unique and useful. This is the story (not yet finished) of the creation of a 3D printer. Lots of photos.
I started to be interested in CNC machines back in 2016.
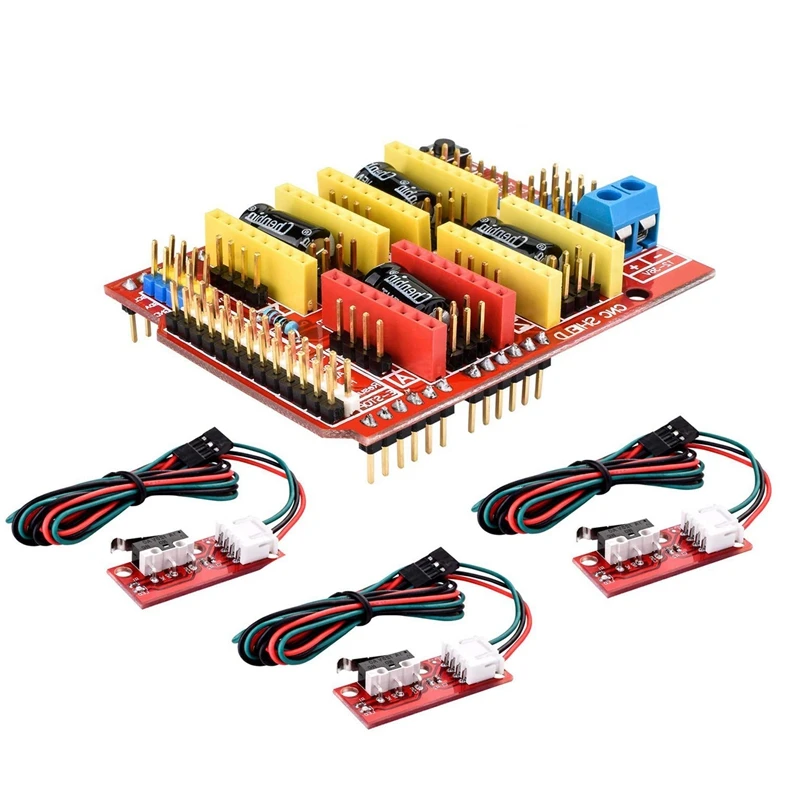
It all started with the purchase of a GRBL shield for arduino.
Motors were torn out of Epson printers.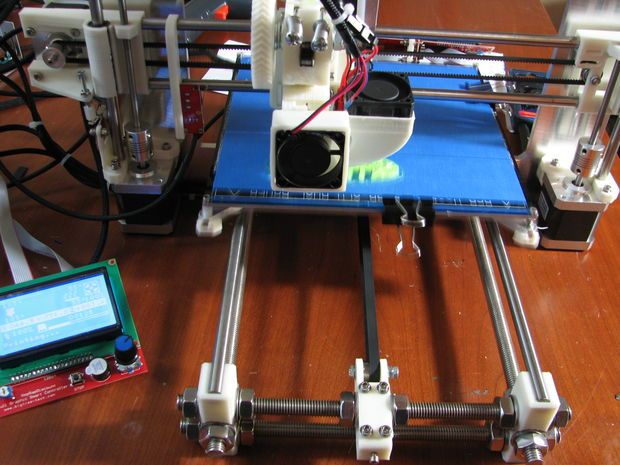
Everything is assembled, started up. But just turning the engines quickly got tired.
The next step was to turn 3 CD drives into a model of a CNC machine with a felt-tip pen in place of the spindle.
As one famous Victor said - "It is alive!". So the design phase began. I really wanted a laser marker.
An LED UV laser was ordered from Uncle Liao, and while he was driving, I made a project: only a hobby lathe is available from a friend in the garage.
Linear bearing housings and smooth belt rollers I made myself.
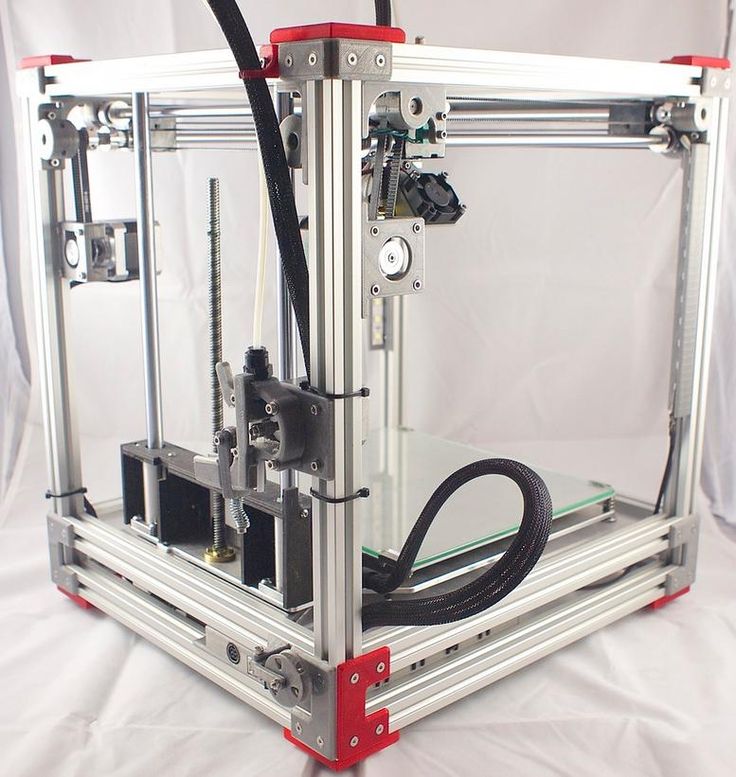
The result was the first version of the machine:
The laser was stolen from a DVD drive, he lived a short but happy life.
The laser was more powerful, the frame was reinforced with additional aluminum profiles.
And at one moment I wanted the 3rd axis, fortunately, the GRBL-shield allowed. In short, the word is a word, I realized that rigidity is not enough for a CNC milling cutter, it was decided to make a printer.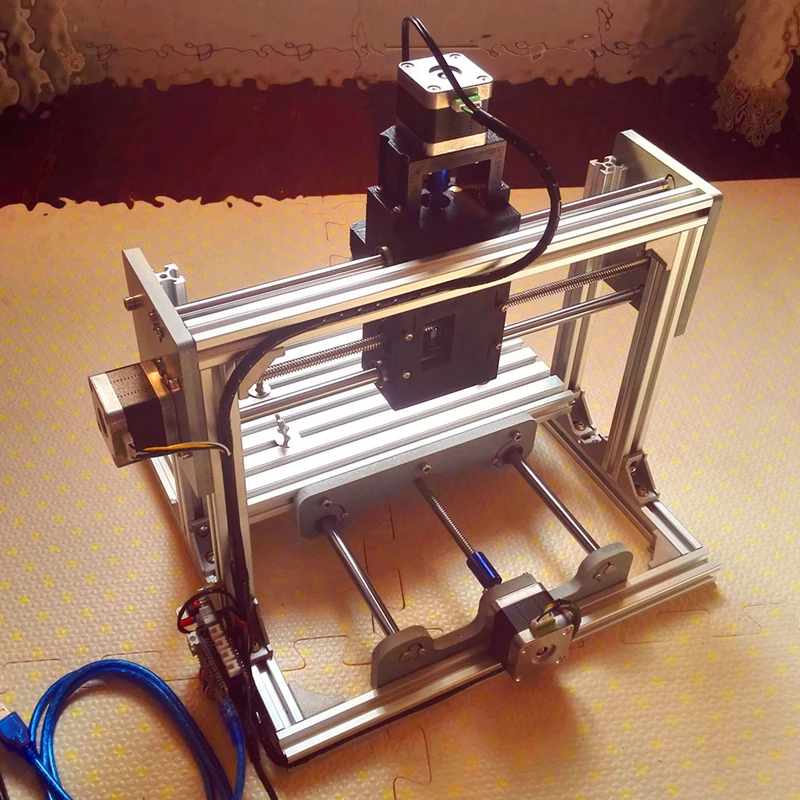 The topic is also interesting. More profiles were purchased, a lead screw, a pair of extended linear bearings.
The topic is also interesting. More profiles were purchased, a lead screw, a pair of extended linear bearings.
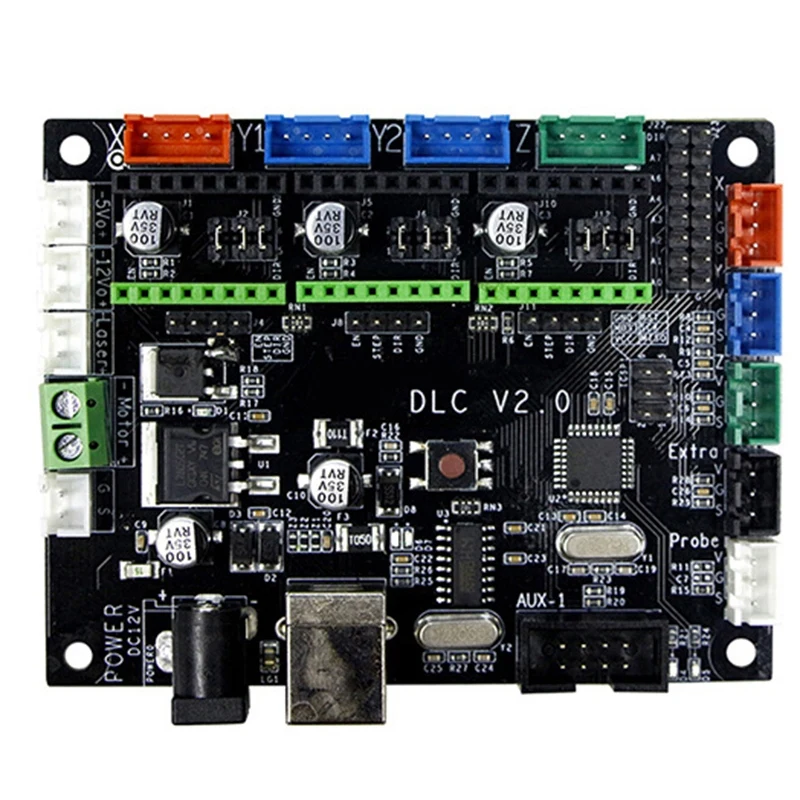
Control board - SKR 1.3
Engines replaced with more powerful ones (no 17 like)
Extruder - bowden, like Chinese titanium.
Stitched marlin.
Then I bought a double hotend and an additional extruder.
I installed it and took it off almost immediately (they are still waiting in the box) - it was necessary to finish the Z axis - the table was constantly walking.
Bought a couple of shafts and another lead screw. Upgraded the Z-axis feed system.
Tried to make a circular hot-end heater:
In principle, it's real and not very difficult. But in the end I bought a Chinese ceramic, like from triangles.
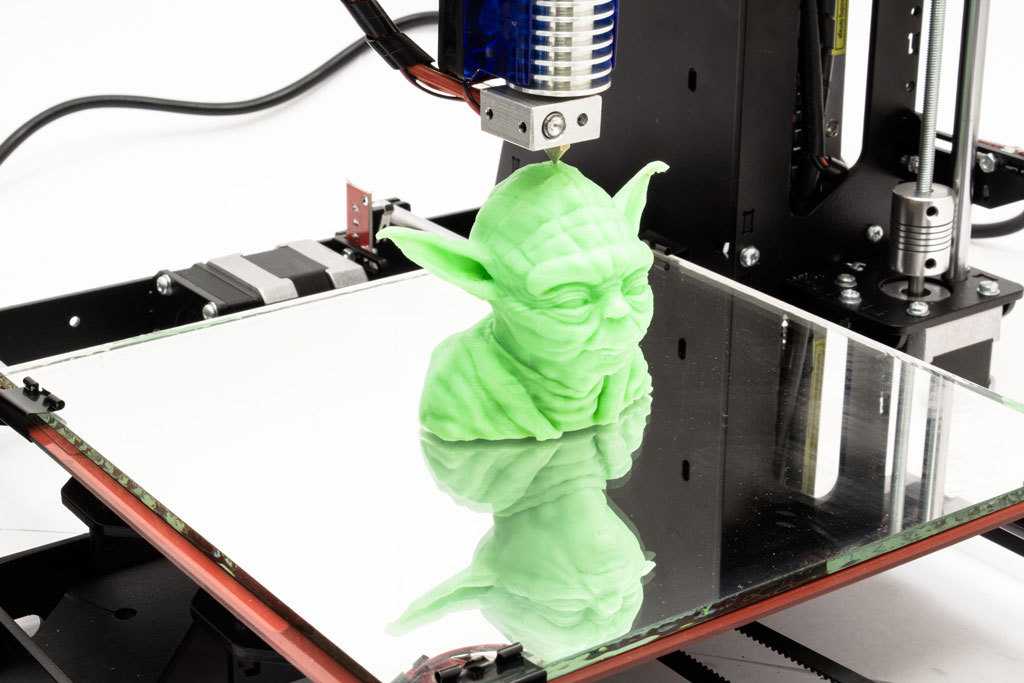
Printed a little, but the quality left much to be desired. I realized that fine tuning is the most difficult thing in building printers.
T.K. marlin after reconfiguration needs to be compiled and poured onto the printer's motherboard, and the printer moved from the apartment to the pantry - I decided to try the clipper. I really like the idea of a separate configuration file.
I really like the idea of a separate configuration file.
What is the result?
1. The printer is not working yet.
2. Finally, I made a table that I like (by the way, I ordered a fireplace glass. The mirror broke, the usual one broke)
3. Dealing with the clipper.
4. Waiting for the display for the raspberry.
5. Trying not to lose my enthusiasm.
6. I will not invest another penny in this project until it starts to work somehow.
6.1. I want linear guides)).
7. It is necessary to lighten the carriage and implement airflow of the print area (when the printer starts working)
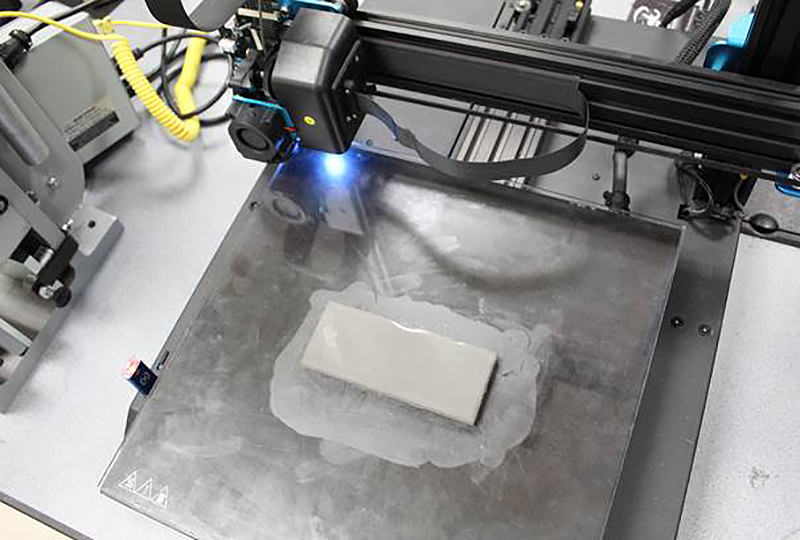
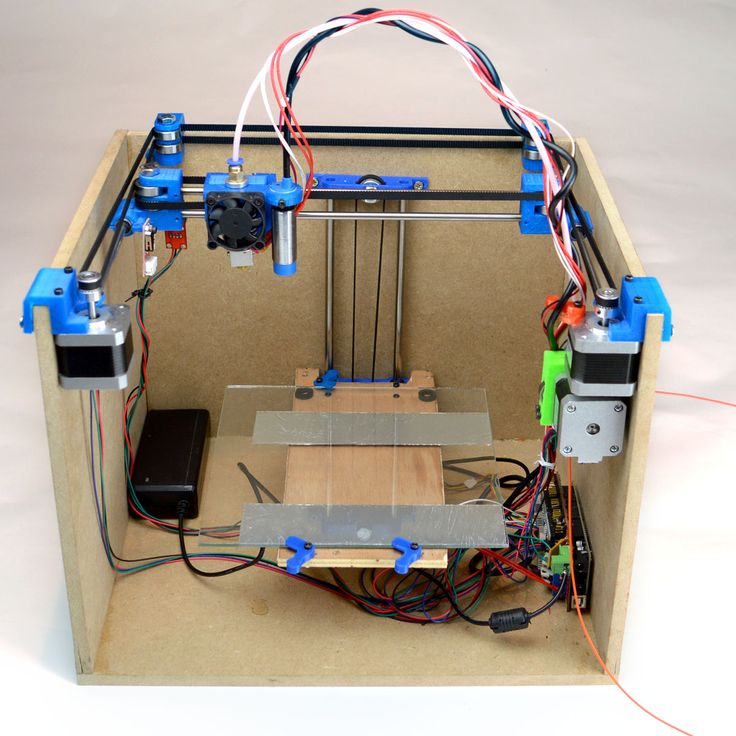
Photo of what is now:
DIY H-bot skr
Follow author
Follow
Don't want
10
More interesting articles
twenty
Follow author
Follow
I don't want to
In the previous episodes, it was about what I bought for the price of a conditional flying bear, used small "G.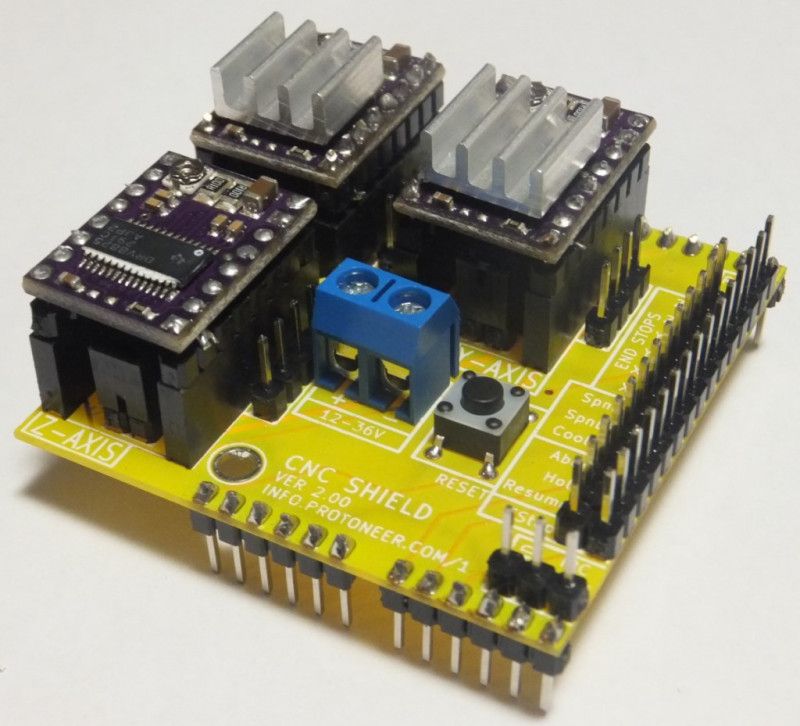 ..
..
Read more
E_ri_C
Loading
07.10.2022
1751
5
Subscribe to the author
Subscribe
Don't want
Good day!
I'll probably start writing about building a new printer...
Read more
Zavodik
Loading
11/13/2018
42952
346
Subscribe to the author
Subscribe
Don't want
Hello, dear lovers of additive technologies!
Work on the implementation of printing...
Read more
10 useful tips for working with a laser engraver on wood and plywood.
 Setting up a laser engraver.
Setting up a laser engraver. Hello everyone, Friends! 3DTool is with you!
CO2 laser cutting machine. 10 helpful tips for beginners on cutting and engraving plywood and wood.
Foreword. For part of the advice, it's important to understand the difference between vector files and raster files. Vector files are mathematical formulas that describe lines, circles, and so on. They are created in programs such as Adobe Illustrator, Inkscape, AutoCAD, and Corel. Raster files are collections of individual pixels, such as digital photos, Adobe Photoshop files, JPG files, etc. You can only laser cut vector files, but engrave both types. Some of the tips listed below require your file to be a vector file.
CNC laser machine catalog
Tip #1. Preparation for laser cutting or engraving.
Before we move on to cutting and engraving tips, let's start with some helpful tips for preparing for them:
Smoke/Slag Resistant: If you are going to engrave anything, be aware that engraving smoke/smudge can stain the edges of the engraved surface. To avoid this, stick masking tape on the surface. It won't affect the power of the laser much (you can increase the power a little if you think it's necessary), but it will protect the material around the area being engraved from smoke trails. Once engraved, simply peel off the tape.
To avoid this, stick masking tape on the surface. It won't affect the power of the laser much (you can increase the power a little if you think it's necessary), but it will protect the material around the area being engraved from smoke trails. Once engraved, simply peel off the tape.
Presets: The laser machine you are using probably has the recommended settings for cutting or engraving various materials and thicknesses. You can download these settings to your computer or the laser cutting machine control board directly and save them as presets. Be sure to name them something meaningful so that they can be easily identified in the future. So the next time you engrave leather or cut 3mm acrylic, you can simply find and use a preset to work with that material.
Test cutting workpiece: Even if you have a preset for material cutting, it is recommended to perform a test cut before starting the main job. There is nothing worse than taking out a sheet of plywood material after a laser cut and discovering that it did not cut all the way to the end.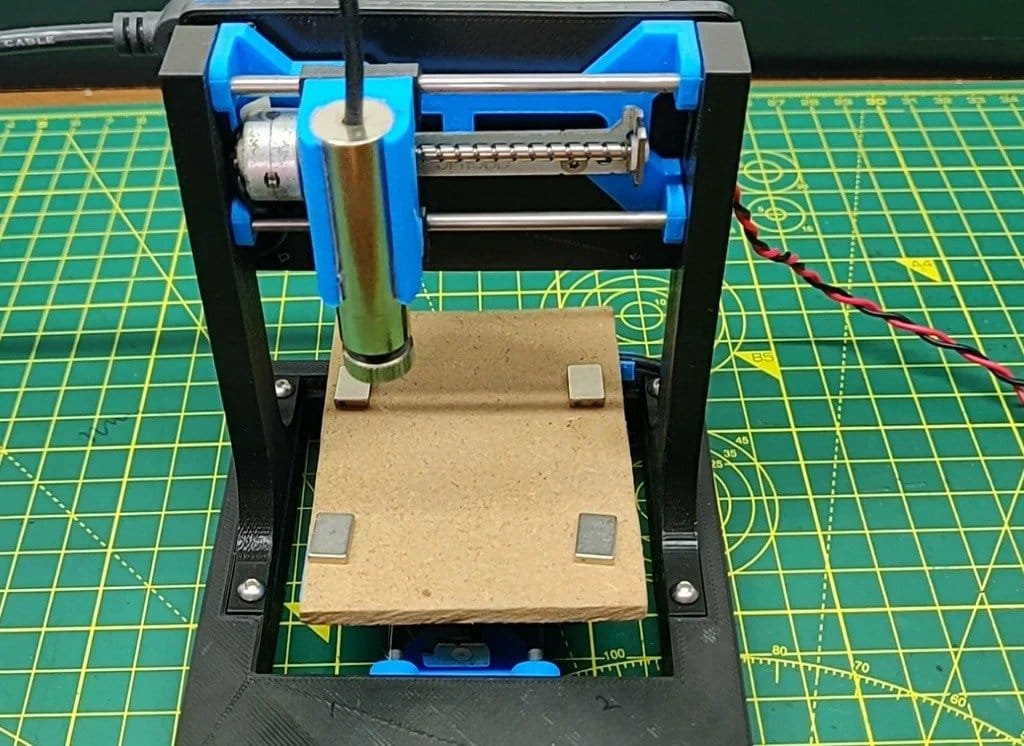 We recommend creating a small circle or square (about 6 or 10 mm wide) and cutting it into the corner of the piece. In this way, you can see if you need to increase or decrease the power before starting the base job.
We recommend creating a small circle or square (about 6 or 10 mm wide) and cutting it into the corner of the piece. In this way, you can see if you need to increase or decrease the power before starting the base job.
Tip #2: The Importance of Layers in Image Editors
Some of the tips below require the ability to engrave/cut only part of a file or design at a time. The easiest way to do this is to put different parts of your design on different layers of the same file. Most graphics programs allow you to create layers and then turn them on and off. While you can of course put everything on one layer, having multiple layers gives you several key benefits:
1 . Cut order control. Your laser machine will most likely have several options for controlling the order in which cuts occur, but the most convenient way to control the order is in one single way: set different cut lines on separate layers to turn each layer on and off in the desired order.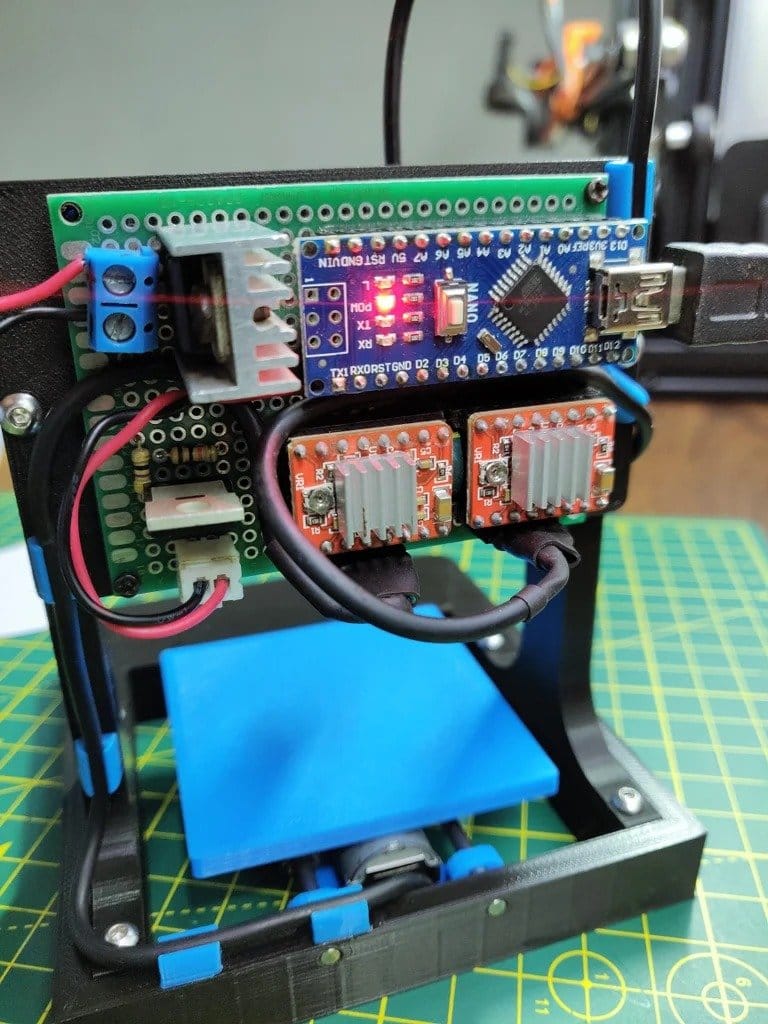
2 . Multiple layers in one file. Instead of saving each design or part of the design in a separate file, just put them all in one file and break them into separate layers. Then just run the desired layers.
3 . Create hints and targets. Perhaps you've created a few clues to lay out your design, or a target for placing multiple identical objects. To prevent them from being cut out on the main design, put them on a separate layer and just turn it off.
Tip #3: Laser cutting and wood engraving techniques.
Let's say you've designed a logo or image and want to carve it into solid wood. Wood is a great material for engraving, but you need to understand the difference between engraving on a solid piece of wood and a composite material like plywood or MDF. Unlike manufactured material, natural wood is not homogeneous. The fibers in wood represent different stages of growth (winter and summer) and each will burn differently. Usually the dark fibers are harder and the light parts in between are softer. As you can see from the sample photo above, you see a zebra in the engraving. If a uniform engraving is important to you, your best bet is good plywood, where the top layer is more predictable.
Usually the dark fibers are harder and the light parts in between are softer. As you can see from the sample photo above, you see a zebra in the engraving. If a uniform engraving is important to you, your best bet is good plywood, where the top layer is more predictable.
Another thing to keep in mind is materials with a thin veneer of good wood on top. Engraving often burns through thin veneer, exposing what lies underneath. Make sure the wood underneath the veneer looks good and that you burn all the veneer out so you don't have a mixture of veneer and surface underneath.
Tip #4: Laser cutting overlapping objects.
Often, when you need to cut several parts at the same time, it is tempting to place them next to each other so that adjacent identical lines overlap each other to save a sheet of material. It's a good idea, but it can be messed up very easily.
For example, you have a bunch of squares for cutting. If you draw two squares (four sides each) and then press them together, there will only be visually one line between them. The problem is that although it looks like one solid line to you, the computer still sees two. The end result is that the lines will be cut off one by one. This will cause that edge to be more likely to be scorched rather than clean. It will also waste time on an unnecessary cut.
The problem is that although it looks like one solid line to you, the computer still sees two. The end result is that the lines will be cut off one by one. This will cause that edge to be more likely to be scorched rather than clean. It will also waste time on an unnecessary cut.
The way to fix this is to remove one of the doubled lines. Draw one of the squares 3 sided, deleting one side line opposite the first square and align them.
Tip #5: The difference between bitmap and vector laser engraving.
The main difference between raster engraving and vector engraving is that for engraving, the laser moves from left to right across the engraving area and then moves down a minimum step, repeating until the image is engraved. With a vector cut, the laser simply moves along the lines. As a result, raster engraving takes much longer than vector engraving.
So, you have a drawing. For example, the Celtic knot, which is basically just lines.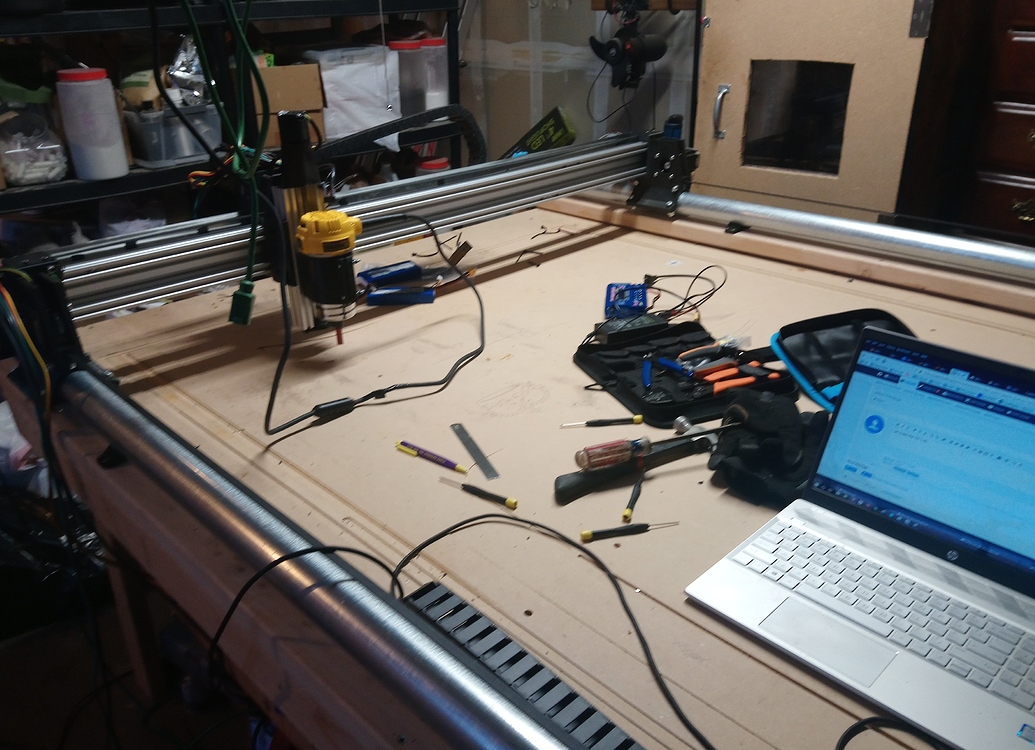 Of course, you can run it as a bitmap engraving. The advantage is that you can set the thickness of the lines to whatever you want, and different lines will have different thicknesses. The downside is that engraving will take much longer.
Of course, you can run it as a bitmap engraving. The advantage is that you can set the thickness of the lines to whatever you want, and different lines will have different thicknesses. The downside is that engraving will take much longer.
If the file is vector, there is a quick way to create lines without cutting them. Run your file as a vector cut, but turn off the power and increase the speed. For example, to cut through 3mm plywood, we set the laser power to 100% and the speed to 20%, but to draw a line on it, we reduce the power to 30% and the speed to 95%. Trying to cut through the material, the laser simply burns a thin line on it. The advantage is that this will be much faster than vector engraving. The downside is that the line will be very thin and you won't be able to change its thickness.
Tip #6: Defocus the laser beam for thicker vector lines.
In the last tip, we looked at how to use a vector image to simply draw lines on material to create line art or designs.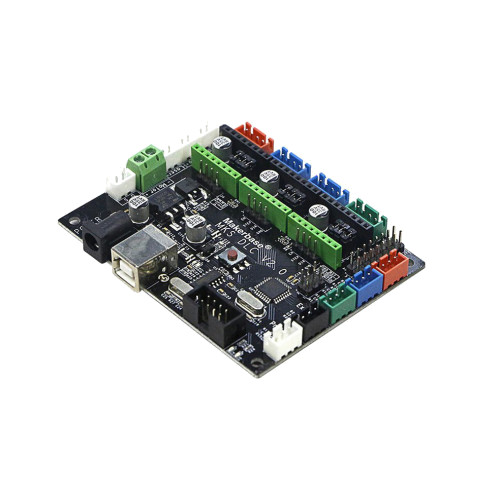 But the disadvantage of this method is that the line is very thin. But there is a way to get thicker lines. The laser beam has a very narrow focus point, so if you lower the material a little, the laser will lose focus and scatter. Lay a small piece of wood about 9 inches thick.5mm on the material you are using and focus the laser on that piece. Then run the laser at the vector setting (lower power and higher speed). The result is a much thicker line than if the laser were correctly focused.
But the disadvantage of this method is that the line is very thin. But there is a way to get thicker lines. The laser beam has a very narrow focus point, so if you lower the material a little, the laser will lose focus and scatter. Lay a small piece of wood about 9 inches thick.5mm on the material you are using and focus the laser on that piece. Then run the laser at the vector setting (lower power and higher speed). The result is a much thicker line than if the laser were correctly focused.
There are 2 drawbacks to this method that you need to be aware of when using this working technique. One of them is that the line is a little inaccurate and not as sharp as with a raster engraving. Secondly, at the corners of the lines, the laser pauses a little as it changes direction, so the corners burn a little deeper. The corners look like they have little dots in them.
Tip #7: Adding a vector stroke to the edge of a font or engraving image
You should usually get good edges on any engraving your laser does (unless you are checking focus).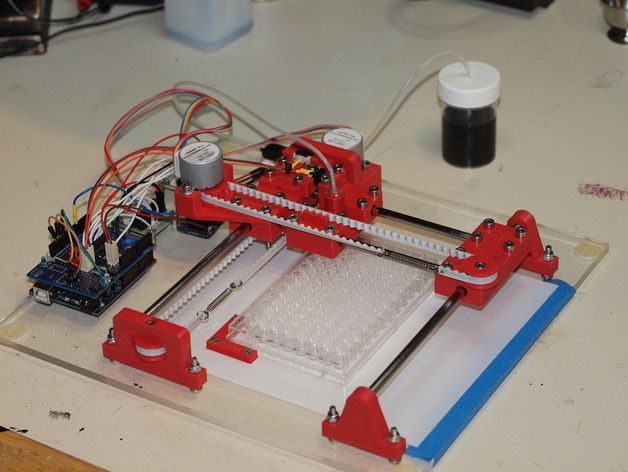 But if you want to sharpen the edges of the engraving a little more, here's a good tip: add a light vector stroke around the edge of the engraved image.
But if you want to sharpen the edges of the engraving a little more, here's a good tip: add a light vector stroke around the edge of the engraved image.
You will need the image as a vector file. Select it and add a thin stroke (stroke) around the edges. When you set up the laser for stroking, turn down the laser power and increase the speed so that it burns but does not cut through the edges. After the laser has done its basic engraving, it will come back and burn a thin line around the very edge.
This effect is great for all kinds of inscriptions.
Catalog of desktop laser machines - https://3dtool.ru/category/chpu/lazernye-stanki/lazernyy-graver/
Tip #8: Laser cut wood in the target area.
Sometimes you need to accurately hit a target area that is not at the laser's start coordinates. For example, there is a piece of plastic from which you have already cut out several shapes, but there is enough space between the old cutouts to make another, new cutout.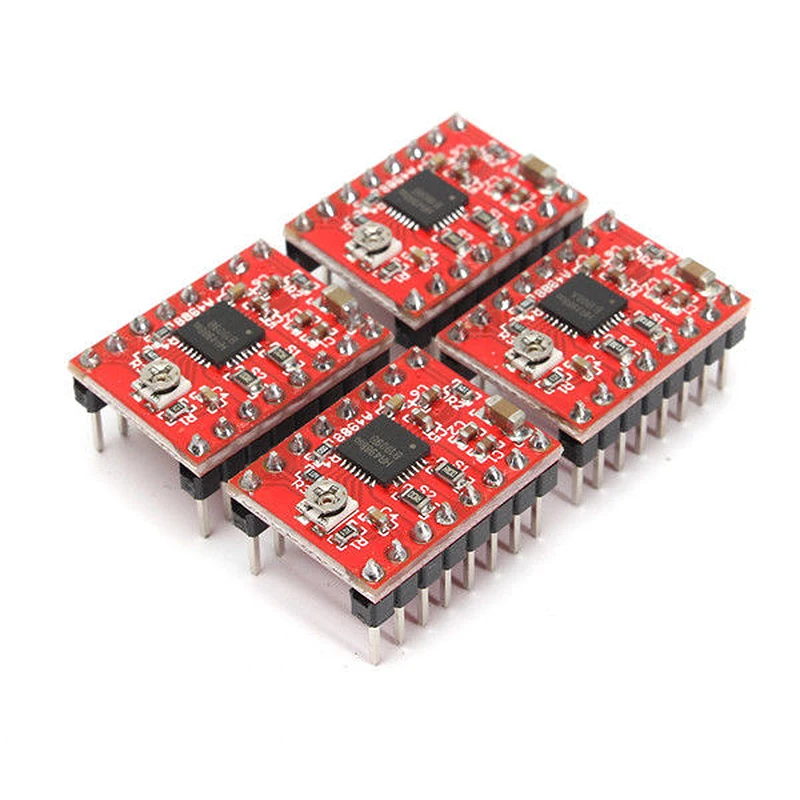 How can you neatly insert a new cut into the remaining space?
How can you neatly insert a new cut into the remaining space?
First measure the target area and get its approximate dimensions. Make sure there is enough space for what you want to cut out. Then place the workpiece on the honeycomb table of the laser machine and measure the distance from the zero coordinates of the laser to the target area. For example, a rectangle 2.5cm by 5cm, located 6cm below and 2cm to the left of the edge. Then, in your file, use markup to highlight the target area and position from the origin of the material. Place your drawing or cut in the target area. Make sure that this marking will not be used when cutting. If you measured everything correctly, your notch should be right in the target area.
Tip #9: Laser Engrave Many Objects Simultaneously and Use Templates.
Let's say you have a lot of wooden coasters that you want to engrave your logo on.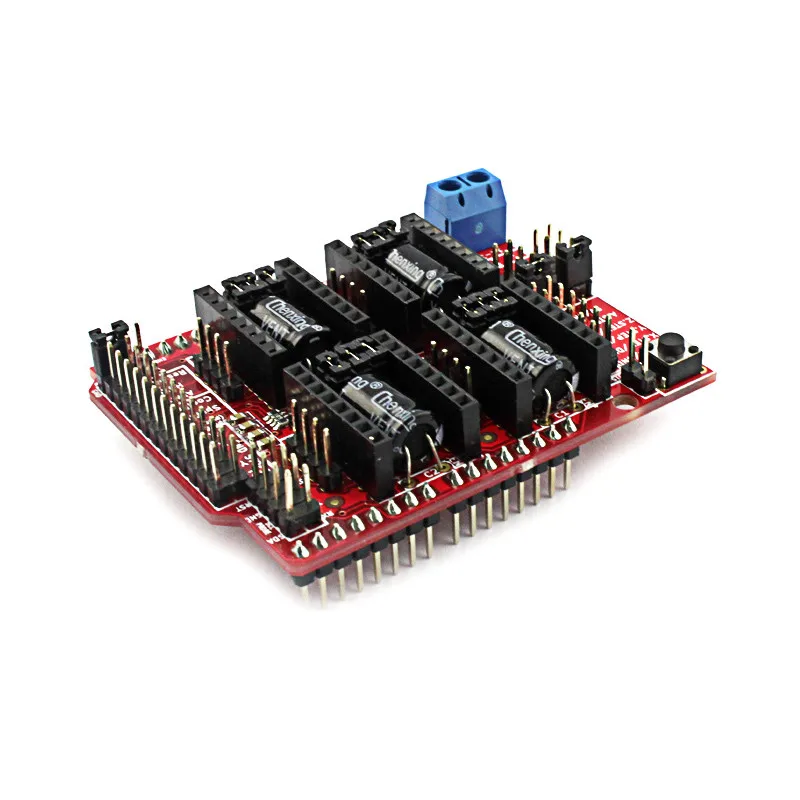 You can place them one by one at the laser start coordinates and engrave one by one. But wouldn't it be better to arrange several pieces at the same time and have the laser cutter engrave the image on all the blanks at the same time?
You can place them one by one at the laser start coordinates and engrave one by one. But wouldn't it be better to arrange several pieces at the same time and have the laser cutter engrave the image on all the blanks at the same time?
The trick is to create a grid on which you can lay out the blanks and precisely laser engrave them. Create a new vector file the size of your laser target area. Then measure your image to be replicated on blanks. If you can get it's exact shape this is a great option, but if that's not possible then a regular circle or square will do, as long as the edges of the image fit exactly into the area of the square or circle. This will be your target form. Create a template and place your design (engraving or cutout) in this area. Now copy the template and your drawing and paste as many copies as you can fit within the laser's workspace.
Tip: Leave some space between the templates so that the blanks do not lie too tightly together.
Before you run the file, don't forget to move the grid and template to one layer and your image to another layer. Then turn off printing for the layer with your design on it.
Cut a piece of cardboard/plywood to fit the laser area and place it in the laser. Now make sure only the template layer is set for cutting. Engrave the template on cardstock. You will get a grid that matches the one in the file. Now place the items you are going to engrave on the template marked on the cardboard. Remember to refocus the laser on the top of what you are about to engrave. Now you can disable printing of the target layer and enable printing of the layer directly with the design.
As long as you don't move the cardboard/plywood, you can just keep laying out new pieces on it, click on the engraving, and repeat until you've done all your work.
Catalog of large laser cutting machines: https://3dtool.ru/category/chpu/lazernye-stanki/lazernyy-gravirovalnyy-stanok/
Tip #10: Use a laser dot to simulate a job without cutting.
Some laser machines have the ability to turn on the laser pointer, which projects a red dot indicating where the laser beam will work. This is useful for determining where the laser will cut before working on the material itself. Just turn off the laser power and turn on the red dot. Then run the file and see how the red dot moves, as if we were running a task in idle mode.
One thing to keep in mind is that this method works well with vector lines where the laser/red dot follows the lines, but not so well with engravings where the laser goes back and forth across the engraving area. If you need to use a red dot to figure out where the engraving ends, you can draw a square or circle around the image you want to engrave, and then simply use the red dot to trace around that square in vector mode. Or, you can draw a horizontal and vertical line from the center, as in the picture above.
Well, that's all we have! We hope this article was useful for you!
You can contact us in any way convenient for you:
• By email: Sales@3dtool.