
Cnc 3d print
When To CNC Machine Your 3D Printed Parts | Stratasys Direct
- December 20, 2017
Computerized numerical control (CNC) machining has been around since the early 1950s and is one of the most popular low volume manufacturing processes. Starting with a large block of raw material, a tool mills away material along a computer designated path to create a part. These programmed tool paths can cut incredibly precise and repeatable geometries in a variety of plastic and metal materials.
CNC machining is traditionally used to manufacture low volume, end-use parts, but it has also been adopted as a secondary process for additive manufacturing technology. Companies often will 3D print plastic or metal parts and then CNC machine them for the following reasons:
- Dimensional accuracy – Industries with high functional and tolerance requirements, such as automotive, medical and consumer products manufacturing, need to hit repeatable, tight specs.
Most additive manufacturing technologies, such as Fused Deposition Modeling (FDM) and Direct Metal Laser Sintering (DMLS) can achieve up to ±0.005 in., but that’s not enough for some critical part features. With CNC machining you can bring tolerance down to ±0.002 in. which can make a huge difference if you’re producing an assembly aid, manufacturing fixture or any in-process tool with a long service life.
- Speed – The second reason why companies combine the two technologies is speed. Accounting for print time, CAD/CAM set up and machining, the process is still much faster than designing and producing a tool for injection molding. And 3D printing and machining give engineers more flexibility in the timeline to make design improvements. It just involves updating CAD/CAM files, and printing and machining a new part, whereas making changes to an injection molding tool can be nearly impossible and expensive, causing major delays in production.
The most widely used machining technique for additive manufactured plastic parts is horizontal or vertical 3-axis milling because of its ability to move in the X, Y and Z planes. For more complex features and geometries, we recommend 5-axis milling, which can rotate and tilt on the A and B-axis to reach undercuts and small features.
For more complex features and geometries, we recommend 5-axis milling, which can rotate and tilt on the A and B-axis to reach undercuts and small features.
Parts made from direct metal laser sintering (DMLS) are often designed for demanding applications so they are almost always machined with multi-axis milling to achieve precise surface dimensions. For high-value production metal parts, companies will apply a micro-machining process that combines a chemical reaction with a fluid flow removal process to create a mirror-like surface quality. This polished surface finish is often needed for rubber gaskets to create a tight seal.
If your application requires specific dimensions, you will need to adjust your part’s 3D CAD data accordingly. There are a few things to consider when preparing your design files:
- Build in excess material – Additional material needs to be built into the raw 3D printed part so that when it’s machined, there are enough layers for the tool to remove to achieve the correct spec.
- Note areas of tight tolerance – When consulting with the service bureau project engineer be sure to show them the critical dimensions that will need to be machined. Often they recommend design adjustments to optimize the build for machining, such as increasing certain wall thicknesses or going up a tip size.
- Make critical features accessible – Place components that need to be machined to spec in an easy-to-reach area. Even 5-axis mills can’t reach some 3D printed geometries so move application-critical features to a tool-accessible spot if possible.
What's the Best Way to Make Your Part?
Introduction
The development of stronger 3D printing materials has encouraged manufacturers across industries to explore CNC vs 3D printing, and find ways to 3D print functional parts that were previously CNC machined. The 3D printing process can save manufacturers considerable time and money, while still generating the quality necessary for industrial-level production.
Manufacturers that make the switch can leverage 3D printing software to prototype and produce parts in a single day, for a fraction of the cost of traditional CNC machining. However, there are still several key areas where CNC may still be the right choice for part production.
From physical to financial, let’s walk through some of the key areas to evaluate before deciding between CNC vs 3D printing.
Read our 3D Printer Buyer's Guide
Physical Considerations
Geometry
Feature Size: Both CNC and 3D printing processes are constrained by tool size; in the case of CNC, the tool diameter dictates the smallest negative feature that can be created. In the case of 3D printing, however, the nozzle diameter dictates the smallest positive feature that can be produced. The nozzle diameter for extrusion-based 3D printers is typically between 0.25mm and 0.8mm, and the minimum feature size for those machines is 4 times that, resulting in a minimum feature size between 1. 0mm and 3.2mm.
0mm and 3.2mm.
For more detail on minimum feature size for continuous fiber reinforcement, we’ve created a guide to minimum fiber feature sizes.
Surface Finish: With the right tools, CNC machines are capable of producing much smoother surfaces than 3D printers. 3D printers are capable of producing parts for fit and finish, but for parts that require exceptional smoothness for mating with other precision components, CNC machining may be preferable.
Tolerances: Some of the best composite 3D printers can hold dimensional tolerances down to +/- 0.005”, and typically have a compliant surface for press fitting. Tight tolerance features on 3D printed parts can be post-machined. However, depending on the other features on the part, it may be easier to machine the whole thing. Your results may vary based on machine, material, and part geometry.
Get a free sample part
Loading: Non-structural parts are typically easy targets for conventional 3D printing. Structural parts that need to withstand significant physical loads can be produced with continuous fiber reinforcement, or by CNC machining. While continuous fiber reinforcement can provide significant strength improvement over other 3D printed parts, composite parts are stronger in two axes (X, Y) than in Z, and do not exhibit isotropic properties like metal parts. To learn more about how this might affect designs and orientation of parts for printing, read this piece on Isotropic Fiber Fill, which explores these parts in greater depth.
Structural parts that need to withstand significant physical loads can be produced with continuous fiber reinforcement, or by CNC machining. While continuous fiber reinforcement can provide significant strength improvement over other 3D printed parts, composite parts are stronger in two axes (X, Y) than in Z, and do not exhibit isotropic properties like metal parts. To learn more about how this might affect designs and orientation of parts for printing, read this piece on Isotropic Fiber Fill, which explores these parts in greater depth.
Check out our white paper on how to 3D print your own tools and fixtures
Environment
3D printing and CNC machining are both capable of producing parts in metals and polymers, so the choice will revolve around which process is more readily available for forming the material that you need.
Temperature: 3D printing and CNC machining are both capable of producing parts in metals and polymers, so the choice will revolve around which process is more readily available for forming the material that you need. The service temperature of a particular metal typically has some relation to its melting temperature. “Pure metals usually weaken seriously at about half the melting point on the absolute temperature scale (melting point in degrees F plus 459).” Alloys can typically push the useful range higher, in some cases to about 65% of melting temperature.
The service temperature of a particular metal typically has some relation to its melting temperature. “Pure metals usually weaken seriously at about half the melting point on the absolute temperature scale (melting point in degrees F plus 459).” Alloys can typically push the useful range higher, in some cases to about 65% of melting temperature.
3D printed composites and polymers have service temperature limits lower than metals. Markforged materials typically should not be used for extended periods at elevated temperatures above 150 °C.
Moisture: Some polymer filaments absorb moisture and may lose strength through prolonged exposure or submersion. A coating, such as Liquitex, may be required. Moisture typically does not affect aluminum, but may cause steel to rust.
Chemicals: If your part will be subjected to any chemicals, check the chemical compatibility of your material with the chemical. While many metals are suitable for use with a variety of chemicals, always check for compatibility before introducing a new material or environment.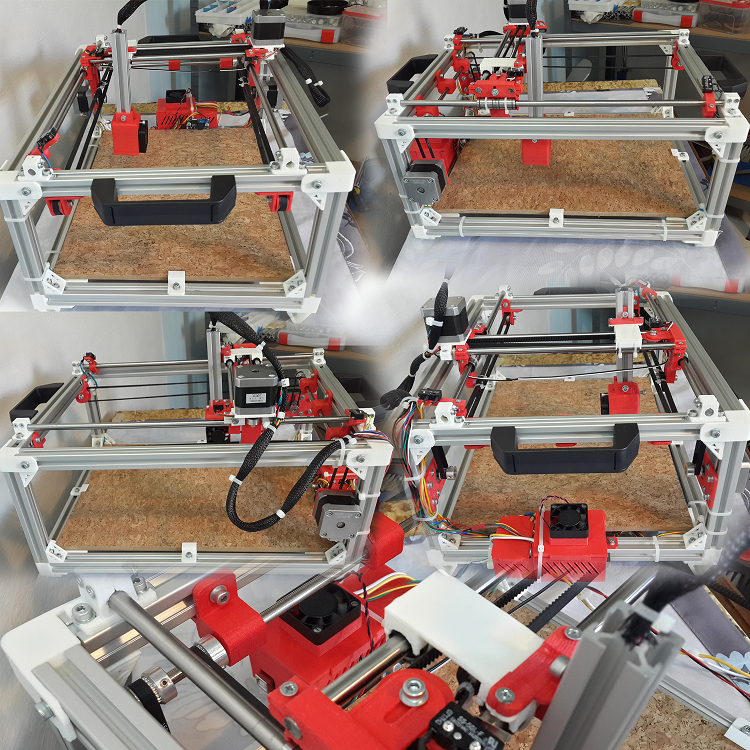 Markforged nylon-based materials are chemically resistant and are unaffected by most petrochemicals. They are not suitable for use in strong acid or base environments.
Markforged nylon-based materials are chemically resistant and are unaffected by most petrochemicals. They are not suitable for use in strong acid or base environments.
Economic Considerations
When do you need it?
Machining in-house: If the part is needed immediately, there are no other holdups to the operation, and you have a machine, operator, materials, and workholding available, you should CNC machine your part. If there are more urgent jobs, or the part can wait, 3D printing can usually get you a part in hand the next day, freeing up operator time for more critical tasks.
CNC machining usually is capable of removing material much faster than 3D printing can deposit it. Size usually does not play into the time constraint as much for machining; the amount of material removal required is much more critical. If the part volume/stock volume ratio is very low (material removal is high), 3D printing may be a good option.
With 3D printing, the part size does affect time; larger parts take longer to print.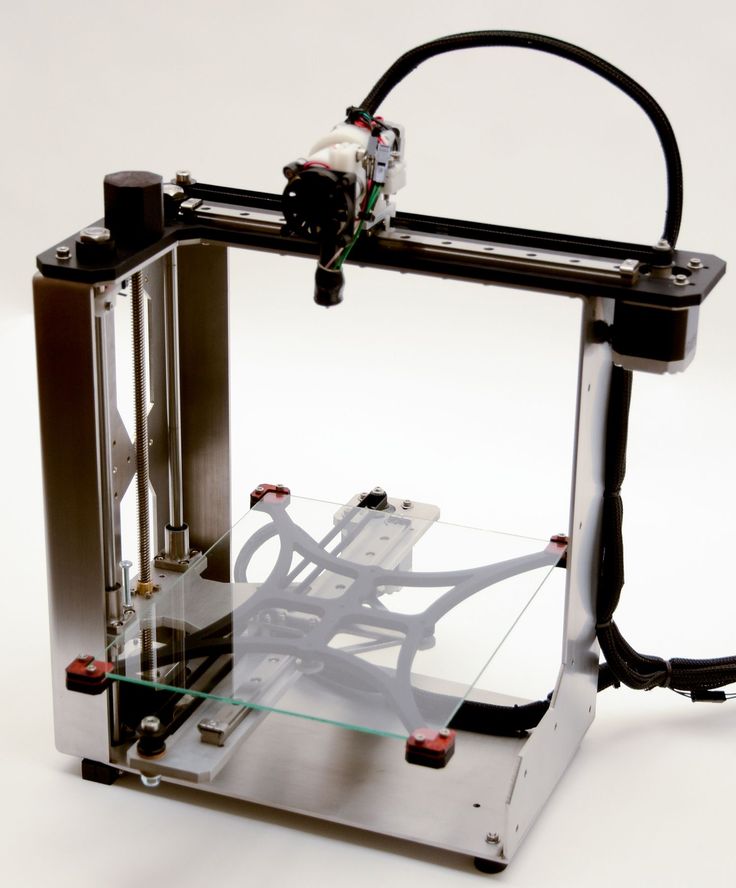 if a part fits in the palm of your hand, you can usually have it the same day. With smaller parts, it can often be faster to 3D print than to machine. With a CNC machine you have to spend time getting stock, writing G-code, figuring out work holding, setting up tools, and cleaning up after. Some parts can print in the time it takes just to get a CNC machine ready.
if a part fits in the palm of your hand, you can usually have it the same day. With smaller parts, it can often be faster to 3D print than to machine. With a CNC machine you have to spend time getting stock, writing G-code, figuring out work holding, setting up tools, and cleaning up after. Some parts can print in the time it takes just to get a CNC machine ready.
Machining out-of-house: The process of outsourcing machined components to CNC machining services typically requires several days at minimum, between part review, creating drawings, sending out for quote, and reviewing with purchasing. This, plus shipping and lead time from the shop, can sometimes result in a very lengthy process. Printing, in this case, may be a suitable way to check fit and finish or have a part ready the next day while a permanent part is being cut.
How many do you need?
When you break down the cost of low-volume machined parts, the bulk of the cost comes from the time required for programming and setup; the actual time for cutting metal is generally fairly short. Scaling up production volume is generally achieved by making larger setups to cut more parts unattended. As part complexity and the number of features increases, programming time and the number of required setups may also increase. However, the cost of additional units drops off fairly quickly. Depending on geometry, CNC per unit cost scales well into orders of hundreds or low thousands of units per month since the programming and setup can be reused.
Scaling up production volume is generally achieved by making larger setups to cut more parts unattended. As part complexity and the number of features increases, programming time and the number of required setups may also increase. However, the cost of additional units drops off fairly quickly. Depending on geometry, CNC per unit cost scales well into orders of hundreds or low thousands of units per month since the programming and setup can be reused.
With 3D printing, the programming (slicing) happens in a matter of minutes, and complexity has little effect on the programming time. While the first unit cost and effort is low, the per unit cost is not affected much by volume. Scaling up production volume is generally achieved by bringing more machines online.
What is your budget for equipment and operators?
CNC machines can run unattended when properly set up, but typically trained full-time operators and programmers are critical to success. Machines are not always easy for owners to service, requiring expensive maintenance plans.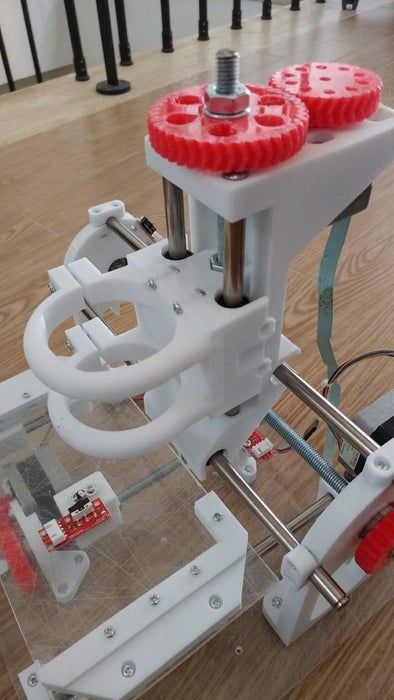
3D printers can easily run fully unattended, operators require minimal training, and programming is made easy by software. Machines are typically easy to service and have far less expensive maintenance costs.
CNC machines and 3D printers come in a range of prices based on features and build quality, but typically 3D printers can be owned for a significantly lower investment than a CNC machine.
The upfront cost and operating cost of additive manufacturing is low, making it ideal for low volume applications such as prototyping and tooling. However, when scaling to higher volumes, subtractive manufacturing and forming are more cost effective.
Request a demo
Where should you fall on the CNC vs 3D Printing Debate?
The case is seldom as simple as a one-to-one process replacement, and 3D printing is not going to solve all of your production problems overnight. Economic constraints limit the cost effective part quantity for 3D printing to low volumes, and the materials and process constraints may limit the application space. CNC machining, on the other hand, sees favorable economies of scale once quantities are a bit higher, usually on the order of hundreds of units per month.
CNC machining, on the other hand, sees favorable economies of scale once quantities are a bit higher, usually on the order of hundreds of units per month.
3D printing or CNC machining
Accelerate product development, reduce costs with a digital manufacturing platform.
Get an instant quote
Upload to production in 5 min.
CNC milling technology has been around since the 1950s and is essentially the opposite of 3D printing. In the case of 3D printing, the computer controls the printer's print head, which "adds" material in three dimensions, with CNC machining, the milling tool is controlled, which removes material. The key difference between the two technologies lies in the way the given geometry is formed.
Designing 3D models for CNC machines and 3D printers is often carried out on the same software, but already at the next stage of preparing the output data, completely different transformation methods are used.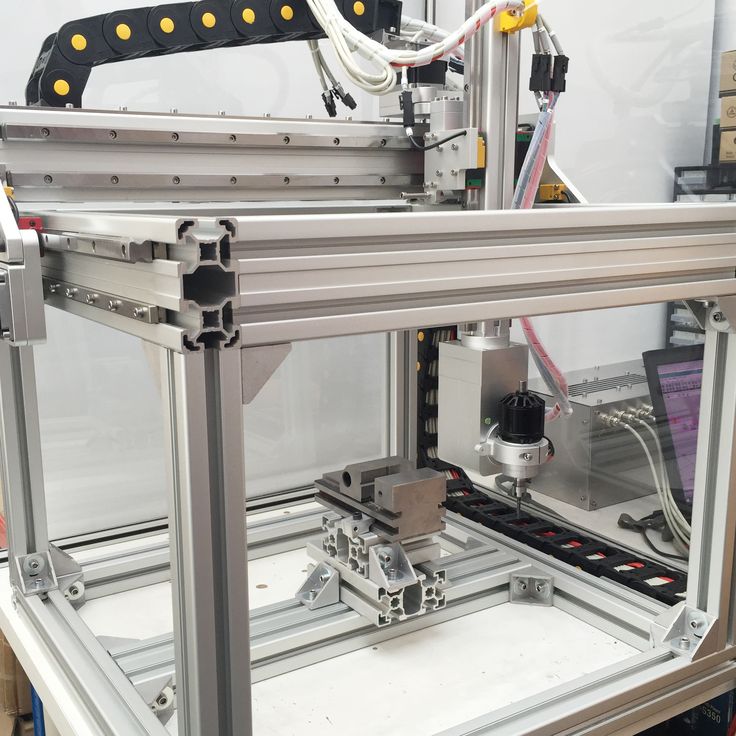 So, for CNC processing, a solid model is used, formed by three-dimensional elements - bodies, and for 3D printing, a surface model - consisting of polygons or a shell.
So, for CNC processing, a solid model is used, formed by three-dimensional elements - bodies, and for 3D printing, a surface model - consisting of polygons or a shell.
While 3D printing may seem like an evolving and underdeveloped technology, new printers continue to appear in factories as alternatives to CNC machines. Many companies, getting acquainted with 3D printing, are faced with the complexity of the new technology, but continue to look for ways and areas to apply it in their business.
Miscellaneous
CNC milling machines and 3D printers have different technological capabilities and limitations that allow them to solve different problems.
CNC milling machine allows you to efficiently produce large, heavy and high-precision products in large runs, which can be used for the production of commercial and industrial equipment, machines, engines. CNC technology also allows the production of small batches of products, but usually with a higher unit cost.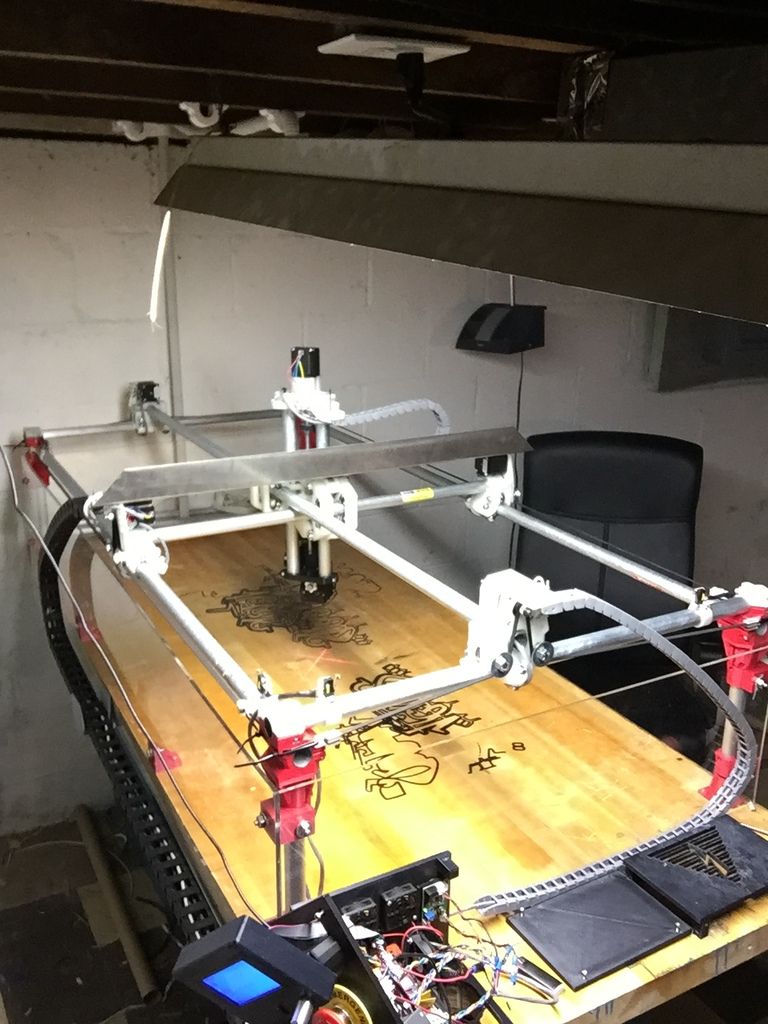
The flexibility of 3D printing makes it possible to quickly switch between different products. However, since the unit cost of a product is always the same, regardless of quantity, 3D printing is not economically viable for large print runs.
The adaptability of 3D printing makes it useful for creating unique, personalized designs, such as custom trauma or dental implants.
Technology selection
When choosing between CNC and 3D printing, there are a few simple guidelines that can be applied to your decision making process.
Choose 3D printing if:
• traditional methods do not allow the production of a part, for example, for very complex geometries
• production time is critical, printed parts can be produced within 24 hours
• low cost for small runs, number of identical parts (less than 10)
• materials that are difficult to process, but it is possible to print, such as alloys of certain metals
CNC machining:
• offers high accuracy and uniformity of mechanical properties throughout the volume of the product (isotropy, as opposed to anisotropic properties in printed products), but usually comes at a higher cost, especially for small volumes
• stability of time costs and the result with a proven technological process
In this case, the key factor is the total number of products - circulation. And if mass production of items (hundreds or more) is required, then neither CNC nor 3D printing can be a cost-effective option. Traditional molding techniques such as investment casting or injection molding will be the best choice.
And if mass production of items (hundreds or more) is required, then neither CNC nor 3D printing can be a cost-effective option. Traditional molding techniques such as investment casting or injection molding will be the best choice.
Materials
CNC machining is mainly applied to the processing of metals and modeling plastics:
• Plastics: ABS, nylon, polycarbonate, PEEK
• Metals: aluminium, stainless steel, titanium, brass
3D printing predominantly works with plastics and, to a lesser extent, with metals:
• Plastics: Nylon, PLA, ABS, ULTEM, ASA, TPU
• Metals: titanium, stainless steel, cobalt-chromium alloys
Product geometry complexity
CNC
There are a number of constraints to consider when designing CNC parts, including tool access and tolerances. A feature of CNC machining is the internal corners of the product, which always have a radius due to the shape of the cutting tool, but the outer surfaces can have sharp edges. Also, most non-standard geometries require rotation of the part to access different sides. Rearranging the workpiece increases the processing time, non-standard fixtures and additional fasteners may also be required, which together affect the final cost of the product. Read design guidelines for CNC machining.
Also, most non-standard geometries require rotation of the part to access different sides. Rearranging the workpiece increases the processing time, non-standard fixtures and additional fasteners may also be required, which together affect the final cost of the product. Read design guidelines for CNC machining.
3D print
The ability to create very complex geometries is one of the key benefits of 3D printing. The technology has fewer restrictions, but it should take into account the possible wall thickness of the part, overall dimensions, as well as the need to build support for most types of printing.
Manufacturing process
CNC
The main difference between the CNC machining process is that after the CAD file is received for production, the technologist or engineer works out the choice of tool, processing speed, tool path and changing the position of the part. All these factors greatly influence the quality of the final part and the working time.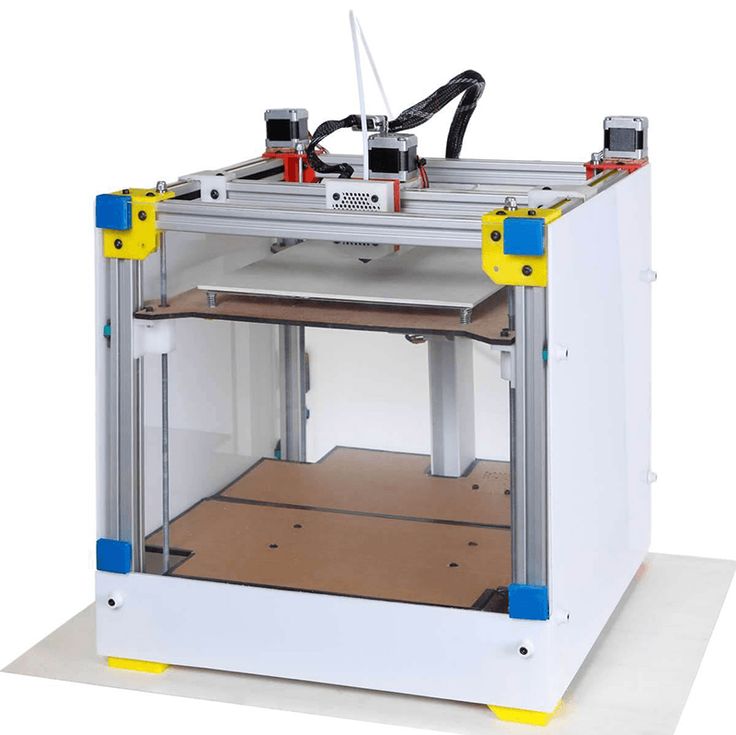 That is, the preparation process is time-consuming, and the production itself in most cases requires the presence of an operator.
That is, the preparation process is time-consuming, and the production itself in most cases requires the presence of an operator.
3D printing
In 3D printing, the printer operator prepares the orientation of the model in the printer and adds support, and then sends the file to the printer, where it is printed without additional involvement of a specialist.
Post-processing
Also, parts both after machining and 3D printing can be applied a number of post-processing methods that improve the functionality and appearance of the product:
• blasting
• heat treatment
• anodizing
• painting, powder coating
• grinding and polishing
For printed products, post-processing can be additionally carried out on CNC machines to improve the accuracy and quality of the surface, parts are made with a built-in allowance, after which the material is removed mechanically.
Terminals
To a certain extent, CNC and 3D printing technologies overlap in their capabilities, but each of them has its own strengths and weaknesses that make them suitable for solving specific problems.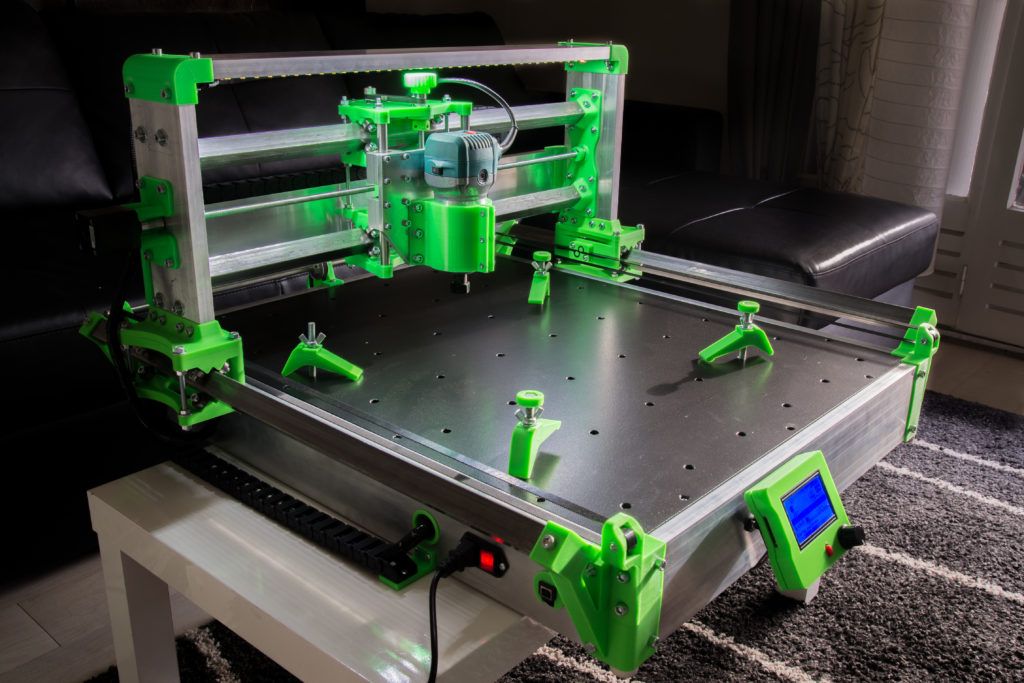
CNC milling machines are usually best suited for projects that require complex, high-precision parts with a production run of 100 to 1,000 pieces. 3D printing is ideal for prototyping and personalized, customized products.
Compare also:
Polyurethane injection molding vs injection molding
3D printing technologies
Types and properties of polyurethane
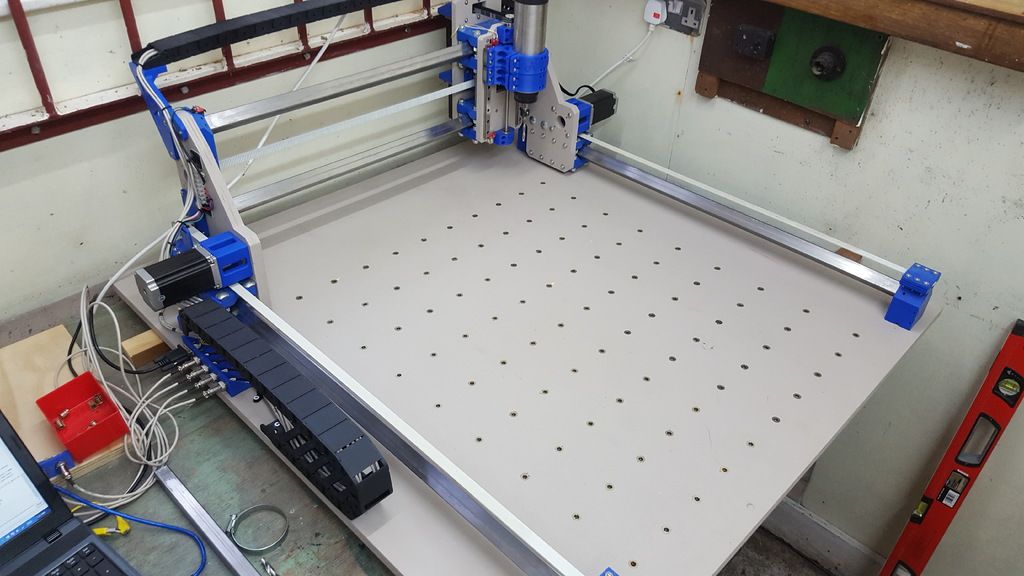
3D printed CNC machine
The story begins in February 2017 in one of the communities of the VK group dedicated to reprap. A kind of dispute arose with a person who practically became a 'legend' ;) in his circles.
It was that he stubbornly argued that a 3d printer is possible if all the kinematics are implemented on hairpins. No matter how they explain that it is too slow for printing ...
Remembering that I had my junk lying around on my prastors, some accessories for assembling the printer, I decided to do the following.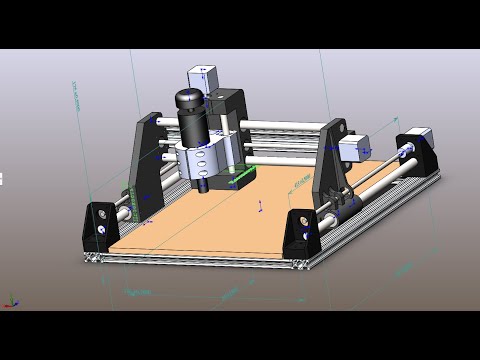 Prove clearly that hairpins are slow. And then the idea was born by itself ... I thought, in addition, a small hobby CNC would not hurt for my needs, which would not require large expenses, given that only the spindle was missing from the missing components. But he was still far away. And so it began.
Prove clearly that hairpins are slow. And then the idea was born by itself ... I thought, in addition, a small hobby CNC would not hurt for my needs, which would not require large expenses, given that only the spindle was missing from the missing components. But he was still far away. And so it began.
I made a drawing to understand what it would be like.
Naturally, it's even difficult to call it a drawing, just a sketch, throwing this picture into the comments, some people supported it, they say, come on, let's see what happens. In order not to upload a group dedicated to the topic of printers, I decided to create my own, and at that time I had no idea what would come of it. It was done with only one purpose, so that those who took part in the dispute would help with advice on what to add, as best, what they themselves would like. In addition, he promised that the drawings will be made publicly available. And to be honest, I have only 11 classes from education, then somehow it didn’t work out in life :) But let’s not talk about fun .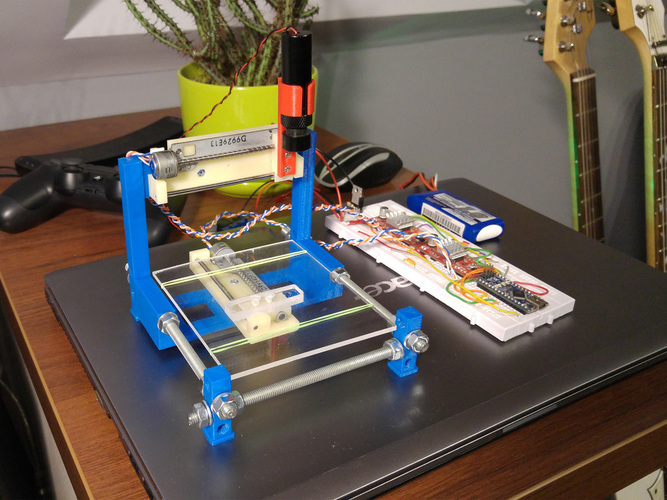 ..
..
Having understood what was needed, on the second day the image of the machine was practically born. I tried to post the work done every day, or rather every night :)
One of the participants advised to make the case closed, which was further drawn
Then the whole thing seemed too 'square'. Although I myself love 'cubism' in life, but something is not very attractive. The machine is also positioned as a hobby machine, i.e. his place is clearly in most cases not in the garage, but as in my cases in the corner of the room. Accordingly, I suppose aesthetics should be present.
Having finished with the drawings, then the assembly went, the frame was an aluminum profile 20th, and initially at the design stage 3 components were laid down from which the size of the machine 'danced' (what is available).
1. Trapezium screw 400mm
2. Cylindrical rails 8x450mm
Cylindrical rails 8x450mm
And third, calculate the frame according to the first two criteria so that there is less profile waste.
In the end: the screws remained the same, the guides were cut to 424mm, and out of 8 meters of profile, the deviation was 20 cm
I found electronic components, put everything together, so to speak. In the absence of only the same spindle
Initially, the design stage was also faced with the task of no specially ordered parts for assembly, except for electronic components of course (you can draw anything, but there is a crisis in the country)) Thus, it turns out that for assembly from tools you only need a 3d printer, a drill, a hacksaw, or better, a grinder. Everything from the main.
You can write a lot about assembly, upload photos, but it’s better to look here from the very bottom, otherwise this post will take war and peace in size ... while the funds appeared, while our Russian post 'promptly' worked, the machine was able to fully operate only by the month of May