Castable resin for 3d printer
High performance castable resin for 3d printers
ABOUT US
BlueCast is an Italian brand focused on the production of professional 3D printing consumables and machines. Since 2008, BlueCast is specialized on the production of castable resins for the jewelry industry. Thank to our experience, we are partners of main 3d printers manufacturers and we are available for OEM contracts.
All BlueCast products are certified 100% made in Italy and are dedicated to professional users. The BlueCast castable resin are absolutely safe for users and X10 is the first resin 100% monomers free. Customers from more than 50 countries define BlueCast resins as the Best Castable Resin of Market. The bournout cycle does not require any special tricks, the residue is less than 0.03% (internal test of x10 on PerkinElmer TGA 8000), and the expansion is negligible.
BlueCast also produces high tech resins for rubber molds or dental models. BlueCast has collaborated on the design and development of SLA 3d printers based on Galvo Laser, LCD and fast DLP technology for some world’s leading manufacturers. BC holds many patents into 3D technology. Today, BlueCast, produces 3d printers based on LCD or fast DLP technology dedicated to the jewelry industry. The company Is also involved in to the production of high technology ovens flask burnout (x-burn).
RESELLERS
map
list
Europe
3D GARAGE / BLUECAST
- ITALY
- website: www.
 3dgarage.shop
3dgarage.shop - e-mail: [email protected]
3D SOLUTIONS STORE
- ITALY
- website: 3dsolutions.store
- e-mail: [email protected]
MODEL QUARTIER
- ITALY
- website: www.modelquartier.com
- e-mail: [email protected]
C.S.O. e G.
- ITALY
- website: facebook
- e-mail: [email protected]
BC ALBANIA
- ALBANIA
- website: www.facebook.com/BlueCast3d/
- e-mail: [email protected]
POLYBULL
- BELGIUM
- website: www.
 polybull.be/
polybull.be/ - e-mail: [email protected]
3d COLOUR
- BULGARIA
- website: www.3d-colour.com
- e-mail: [email protected]
IMAKR
- DENMARK
- website: www.imakr.com
- e-mail: [email protected]
BC FINLAND
- FINLAND
- website: www.facebook.com/BlueCast3d/
- e-mail: [email protected]
3D-paja
- FINLAND
- website: www.3d-paja.net
- e-mail: [email protected]
ATOME 3D
- FRANCE
- website: www.
 atome3d.com
atome3d.com - e-mail: [email protected]
HORBACH GmbH
- GERMANY
- website: www.horbach-technik.de
- e-mail: [email protected]
3D HUB
- GREECE
- website: www.3dhub.gr
- e-mail: [email protected]
DUTCHINNOVATIONGROUP
- HOLLAND
- website: www.dutchinnovisiongroup.com
- e-mail: [email protected]
FEPshop
- HOLLAND
- website: www.fepshop.com
- e-mail: [email protected]
3D NYOMTATO
- HUNGARY
- website: www.
 3dnyomtato.shoppe.hu
3dnyomtato.shoppe.hu - e-mail: [email protected]
CBTOOLS
- NORWAY
- website: www.cbtools.no
- e-mail: [email protected]
SEB COMP
- POLAND
- website: www.drukarki3d.seb-comp.pl
- e-mail: [email protected]
ZORTRAX
- POLAND
- website: www.zortrax.com
- e-mail: [email protected]
BALANTEK
- PORTOUGAL
- website: www.balantek.pt
- e-mail: [email protected]
OPUS DENTAL
- ROMANIA
- website: www.
 facebook.com/opus.dental.5
facebook.com/opus.dental.5 - e-mail: [email protected]
SUNTEM 3d
- ROMANIA
- website: www.filamente3d.ro/
- e-mail: [email protected]
UVELIRMAG
- RUSSIA
- website: www.uvelirmag.com
- e-mail: [email protected]
VOXELLAB
- SERBIA
- web site: www.voxellab.rs
- e-mail: [email protected]
UNISHAPE
- SERBIA / Grecia
- website: www.unishape.gr
- e-mail: [email protected]
3D PRINTERS SHOP
- SPAIN
- website: www.
 3dprinters-shop.com
3dprinters-shop.com - e-mail: [email protected]
IMAKR
- UK
- website: www.imakr.com
- e-mail: [email protected]
- 2A Triangle Road, Hackney
- London E8 3RP, UK
PRO3D SHOP
- UK
- website: www.pro3dshop.com
- e-mail: [email protected]
CAD CAM CENTER
- UKRAYNA
- website: www.facebook.com/InterdentLAB/
America
PUVAH
- USA
- website: www.puvah.com
- e-mail: contact.
 [email protected]
[email protected]
ULTIMATE 3D PRINTING STORE
- USA
- website: www.ultimate3dprintingstore.com
- e-mail: [email protected]
SPOOL 3d CANADA
- CANADA
- website: www.spool3d.ca
- e-mail: [email protected]
DIGITMAKERS
- CANADA
- website: www.digitmakers.ca/
- e-mail: [email protected]
VISION 3D
- ARGENTINA
- website: www.vision3d.tech
- e-mail: [email protected]
FESMO
- BRAZIL
- website: www.
 fesmo.com.br
fesmo.com.br - e-mail: [email protected]
Studio 3d Resina
- BRAZIL
- website: @studio3dresina
- e-mail: [email protected]
Ultra Resinas 3D
- BRAZIL
- website: www.ultraresinas3d.com
- e-mail: [email protected]
UNIVERSO 3d
- COLOMBIA
- website: www.u3d.com.co
- e-mail: [email protected]
3dALQUIMISTA
- COLOMBIA
- website: @joyeria.3d
- e-mail: [email protected]
CLV MEXICO
- MEXICO
- website: www.
 clvmexico.com
clvmexico.com - e-mail: [email protected]
LUXGOLD
- MEXICO
- website: www.luxgold.com.mx
- e-mail: [email protected]
CREAR4D
- PERU
- website: www.crear4d.com
- e-mail: [email protected]
LAKSMY
- VENEZUELA
- website: @inv.laksmy
- e-mail: [email protected]
Asia
DENTAL EXPERT LTD
- GEORGIA
- website: www.dentalexpert.ge
- e-mail: [email protected]
INFI JEWEL TECH
- INDIA-BANGALORE
- website: www.
 infijeweltech.com
infijeweltech.com - e-mail: [email protected]
PCh4D
- INDIA
- website: www.pch4d.com
- e-mail: [email protected]
PROINNOV TEKNOLOGI
- INDONESIA
- website: www.pro-innovtech.com
- e-mail: [email protected]
BEYOND 3D
- ISRAELE
- website: www.beyond3d.co.il
- e-mail: [email protected]
SYSTEMATIC
- ISRAELE
- website: www.systematics.co.il
- e-mail: [email protected]
DENTAL BANK Co.

- JAPAN
- website: www.dentalbank.info
- e-mail: [email protected]
AYARD CORP
- JAPAN
- website: www.shop.ayard.jp
- e-mail: [email protected]
IS LTD
- JAPAN
- website: is-ltd.jp
- e-mail: [email protected]
DR PLAN _ DENTAL LAB
- KOREA
- website: www.facebook.com/doyunlee
- e-mail: [email protected]
3D Equip
- LEBANON
- website: 3dequip.com
- e-mail: sales@3dequip.
 com
com
REMAS 3D
- PAKISTAN
- website: facebook.com/remas3d
- e-mail: [email protected]
MAKE IT 3D
- PHILIPPINES
- e-mail: [email protected]
- tel.: +639178980246
CubicSky - 3D Printing Products
- SAUDI ARABIA
- website: www.cubicsky.sa
- e-mail: [email protected]
PROINNOV TEKNOLOGI
- SINGAPORE
- website: www.pro-innovtech.com
- e-mail: [email protected]
IN2REAL3d
- THAILAND
- website: www.
 in2real3d.com
in2real3d.com - e-mail: [email protected]
Siam 3d Tech Co. LTD
- THAILAND
- website: www.siam3dtech.com
- e-mail: [email protected]
SYNC
- THAILAND
- website: sync-innovation.com
- e-mail: [email protected]
BlueCast Production FZC
- UAE
- address: Saif Executive Office P8-10-65 _ Sharjah
- e-mail: [email protected]
Australia/Oceania
TOMIDENT
- AUSTRALIA
- website: www.tomident.com
- e-mail: info@tomident.
 com
com
Africa
BC MAGHREB
- MAROCCO
- website: www.facebook.com/BlueCast3d/
- e-mail: [email protected]
OBERHOLZER
- SOUTH AFRICA
- website: www.oberholzerbj.co.za
- e-mail: [email protected]
WAX WORX
- SOUTH AFRICA
- website: www.3dwaxworx.co.za
- e-mail: [email protected]
PRODUCTS
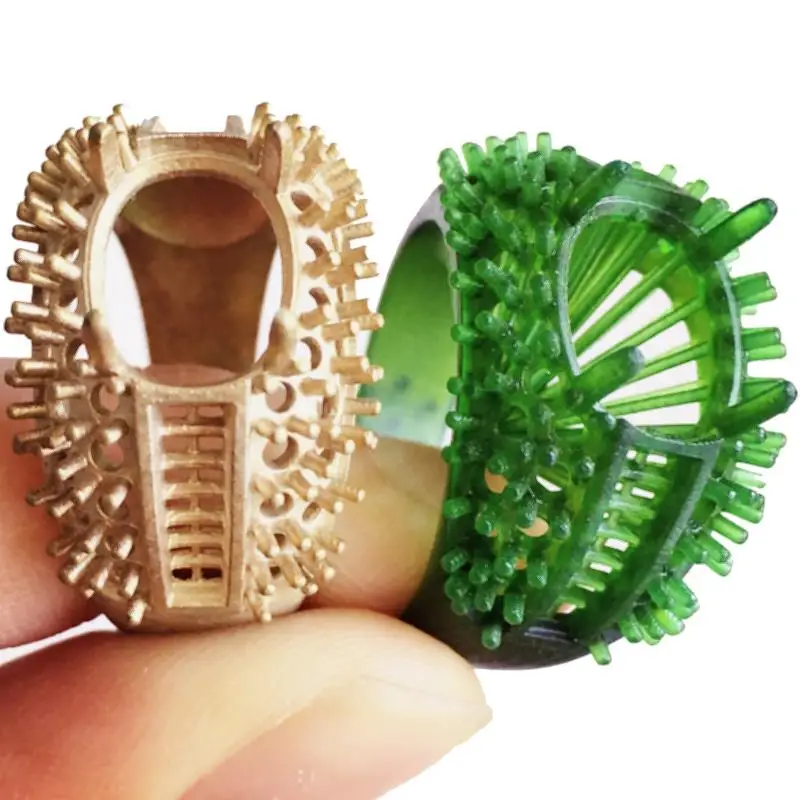
BLUECAST X-FILIGREE
X-Filigree® is the first castable resin developed in accordance with the needs of Middle East designers. Thanks to the polymer it ensures perfect printing properties with sharp details, excellent dimensional stability in time without shrinkage . X-filigree® was developed by BLueCast R&D in order to allow perfect filigree casting results with any kind of investments and burnout cycles. Standard wax burnout (12 hrs), Fast burnout ( 6 hrs), Ultra fast burnout (2 hrs).
X-filigree® was developed by BLueCast R&D in order to allow perfect filigree casting results with any kind of investments and burnout cycles. Standard wax burnout (12 hrs), Fast burnout ( 6 hrs), Ultra fast burnout (2 hrs).
Main features:
- No bleeding
- Excellent dimensional stability in time for all tickness. No shrinkage
- Low viscosity even at low temperature (easier to clean, easier to get back from patterns
- Strong adhesion to platform, no need to primer
BLUECAST ORIGINAL
BC Original is the most famous BlueCast resin. It is 100% ash-free in order to get perfect casting quality in jewelry manufacturing. BC BlueCast is available in different formulation for LCD/DLP and SLA machines and it is suitable for: Academy ring, Big pendent, Chevalier ring, Medals and Coins, Religious gold art, Solid bracelet, Engagement and wedding ring. BlueCast Original “is a Just cast it resin”. BlueCast was the first world castable resin don't need UV curing.
BlueCast Original “is a Just cast it resin”. BlueCast was the first world castable resin don't need UV curing.
Main features:
- Suitable for fast and standard burnout cycle
- Safe for health and no smell
- Developed for the professional jewellery production
- Exceptional weldability with wax sprues as all BC castable resins
- No need for post-curing
BLUECAST LS
BlueCast LS has been developed for filigree jewellery and it makes easier the creation of very light jewelry that is not feasible with traditional rubber molds. It has been formulated for high-details with thin walls and crisp features. LS allows perfect casting quality and this implies necessity of minimum post-process after casting. It works with any type of DLP or LED/LCD 3d printer n SLA machines.
Main features:
- High dimensional stability and low shrinkage
- Suitable for Jewelry and Dental casting
- Compatible with dental burnout cycle and dental investments
- Atoxic, solvent free, very low phospine content, very low skin irritant
- Post-curing needed
BLUECAST X5
BlueCast X5 has been designed in order to help jewelers in realizing difficult models where dimensional accuracy and structural qualities are required. X5 is raw material based on a synthetized oligomer produced by BlueCast, for which patent is going to be applied. Thank to this resin, it is possible reach outstanding direct casting quality with any type of investment. X5 fits all jewelry needs from filigree to medals as well dental ones. Printed parts are strong enough to be handled without post-cure process, allowing for a faster, simpler workflow.
X5 is raw material based on a synthetized oligomer produced by BlueCast, for which patent is going to be applied. Thank to this resin, it is possible reach outstanding direct casting quality with any type of investment. X5 fits all jewelry needs from filigree to medals as well dental ones. Printed parts are strong enough to be handled without post-cure process, allowing for a faster, simpler workflow.
Main features:
- Excellent casting of small engravings both positive and negative
- Fast and detailed
- No expansion during burnout, sublimation starts at 130 Celsius
- Burnout will not release aggressive chemicals to investment (80% of burnout is composed by carbon dioxide and water and oxygen that is used to complete combustion)
- No need of post-curing
BLUECAST X10
BlueCast X10 is the evolution of our well known X5 polymer and it is useful for direct investment casting of jewelry and dental patterns.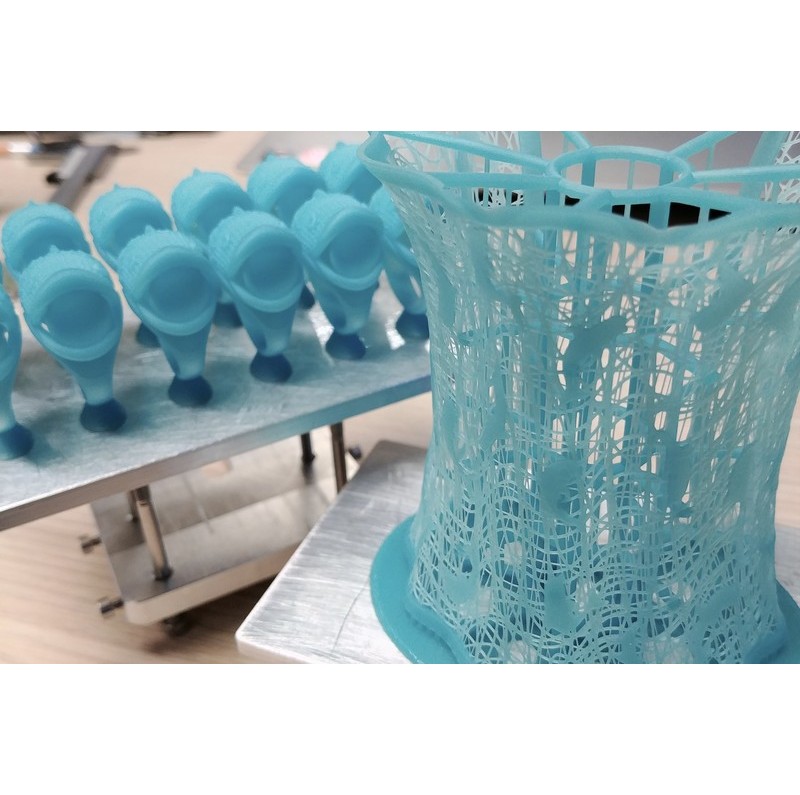 It is a resin developed to give perfect casting using wax equipment as well normal gypsum bonded investments. An 80% wax-like filled photopolymer for reliable casting with zero ash content and clean burnout, highly accurate resin captures intricate features and offers the smooth surfaces. Its formulation is suitable for jewelry where huge quantity of metal is needed and/or high details are required.
It is a resin developed to give perfect casting using wax equipment as well normal gypsum bonded investments. An 80% wax-like filled photopolymer for reliable casting with zero ash content and clean burnout, highly accurate resin captures intricate features and offers the smooth surfaces. Its formulation is suitable for jewelry where huge quantity of metal is needed and/or high details are required.
Main features:
- Perfect surface, accuracy and print quality
- Less shrinkage – no ash even at lower temperature – improved detail
- Full burnout also at lower temperature (750 C°). The best solution for presetting stone
- Perfect smooth surfaces also for large surface jewelry
- 100% monomer free
- No need for post-curing
CR3A
Cr3a is the entry level castable resin by BlueCast. It is easy printable with all LCD printer and ensure consistent and excellent casting results. Differently from other monomer based resin that requires complex and tricky treatments our BC Crea just requires to be washed after print and cured in to BC CURING LIQUID we supply. No hot water wash required, no boiling, no overnight curing.
It is easy printable with all LCD printer and ensure consistent and excellent casting results. Differently from other monomer based resin that requires complex and tricky treatments our BC Crea just requires to be washed after print and cured in to BC CURING LIQUID we supply. No hot water wash required, no boiling, no overnight curing.
Main features:
- Consistent casting quality as BlueCast standard
- Low cost
- Negligible shrinkage
- No primer needed
- High resolution
- Very low odor
X-VEST
X-Vest is the most advanced synthetic investment for direct casting. Easy as gypsum bonded investment, reliable and performing as phosphatic one. X-Vest consistently provides extreme details and smooth casting surfaces for a variety of materials including standard injection waxes, resin patterns (DLP,SLA) and Hybrid wax / plastic patterns. X-Vest is the only synthetic gypsum based investment for ultrafast burnout and free expansion setting without steel flask.
X-Vest is the only synthetic gypsum based investment for ultrafast burnout and free expansion setting without steel flask.
For more info CLICK HERE
X-ONE
X-One® is the real meltable resin developed and produce by BlueCast® for DLP and Monochromatic LCD machines. Thanks to the low temperature melting polymer it ensures smooth surface finish and perfect lettering. X-One® was developed by BLueCast R&D in order to allow perfect casting results with any kind of investments and burnout cycles. X-One® is the first castable resin with 0% shrinkage and an extreme dimensional stability.
Main features:
- Finally, you can cast in any casting house/service every kind of pattern with text, engravings, micropavè etc.
- Perfect casting results with any kind of investments and burnout cycles. Low temperature burnout compatibility (even if we recommend 750°C last stage, everything is burned out at 680°C).
- Toxic and carcinogenic component free, Low fumes emission during burnout. Very low VOC and negligible smell.
GALLERY
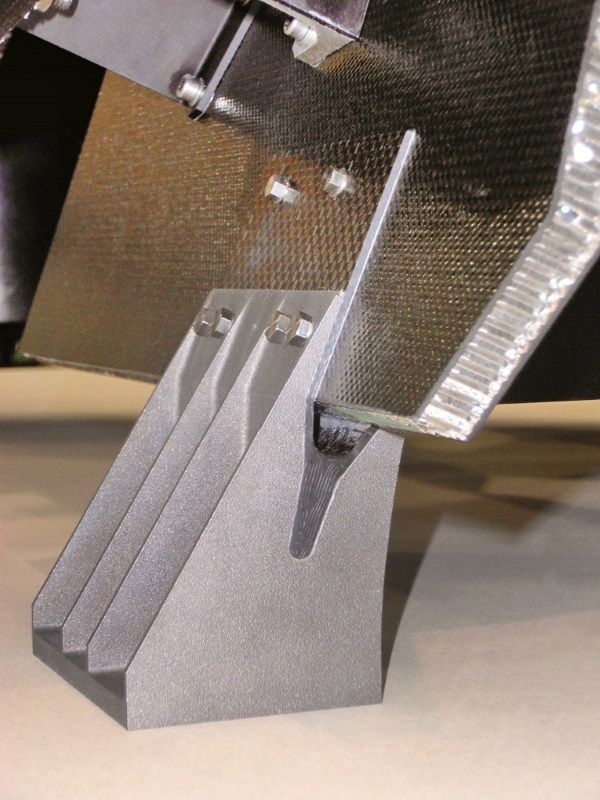
CASTING / DESIGN SERVICE
We offer to our VIP customers precious metal casting service. We provide solutions for designers and companies, offering a customized, efficient and dedicated service. We are proud to guide and advise throughout the process so that partners receive an accurate product with satisfaction warranty. We work with the best casting materials on the market, in order to get the best finishing. We offer our castings in full range of metals: Yellow Gold - 9ct, 14ct, 18ct, White Gold - 9ct, 18ct, Silver 925, Brass or Bronze, Platinum, Palladium.
Our designers and CAD Technicians are also at disposal of sleek customers to create customized design. It is possible to modify existing designs, create a new model from a sketch or work with the client to create something completely new. The service includes consultation and advice, CAD drawings, creation of a resin model, casting in precious metal.
The service includes consultation and advice, CAD drawings, creation of a resin model, casting in precious metal.
Castable 3D Printer Resins for Jewelry Professionals!
3D printing castable resin for jewelry production!
PowerResins Yellow
Sharp, Smooth and Perfect Casting Quality resin!
Order Now
Request Free Sample
Brochure
PowerResins Yellow is a very sharp and smooth resin that provides perfect casting results with any brand of investment.
- 100% ash-free burnout for direct casting of jewelry. You may easily cast 21k, 18k, 14k gold or silver
- Can be used for any type of jewelry including engraving, smooth surface, high details or filigree jewelry.
- No need for post-curing: Only wash with ethyl alcohol and dry with air then it is ready for casting.

- Use of standard burnout cycle, no need for special treatment
- Not smelly or dangerous for health
- Suitable for 365nm / 385nm and 405nm wavelenght 3D printers
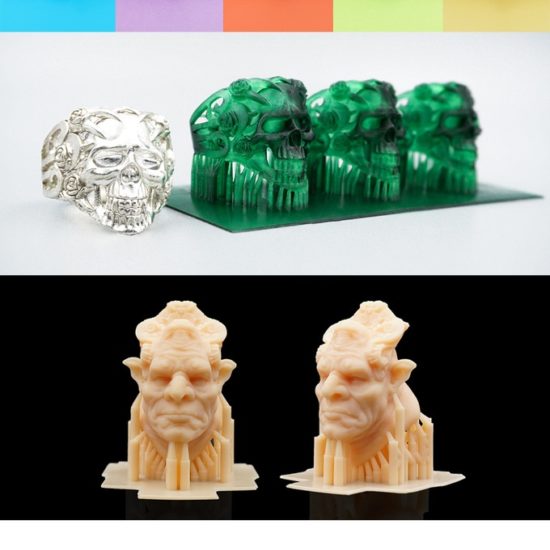
Yellow Resin Print and Cast Samples
The parts are raw casting with no polishing.
PowerResins Opaque
Perfect surface and print quality !
Order Now
Request Free Sample
Brochure
PowerResins Opaque is a special 100% ash-free castable resin that is formulated for DLP 3d printers in order to get perfect printing and direct casting quality in jewelry manufacturing. It has an opaque colour and provides perfect detail and surface quality in printing and casting.
- 100% ash-free burnout for direct casting of jewelry. You may easily cast 21k, 18k, 14k gold or silver
- Can be used for any type of jewelry including engraving, smooth surface, high details or filigree jewelry.
- No need for post-curing: Only wash with ethyl alcohol and dry with air then it is ready for casting.
- Use of standard burnout cycle, no need for special treatment
- Not smelly or dangerous for health
- Suitable for 365nm / 385nm and 405nm wavelenght 3D printers
Opaque Resin Print and Cast Samples
The parts are raw casting with no polishing.
PowerResins Dark
Perfect sharp details and easy to set stones!
Order Now
Request Free Sample
Brochure
PowerResins Dark has been developed specifically for direct casting of jewelry with high details. It provides perfect casting quality combined with very sharp printing abilities and easy to set stones.
- Very high precision and accuracy
- Perfect printing properties with sharp details suitable for jewelry with micro-pave prongs, engraving, highly detailed figures or filigree
- Easy to set stones directly on printed model before casting
- Create lighter jewelry with perfect precision
- Perfect 100% ash-free burnout for direct casting
- Use of standard wax burnout cycle
- No need for post-curing after printing
- Suitable for 365nm / 385nm and 405nm wavelenght 3D printers
Dark Resin Print and Cast Samples
All these samples were printed using our Mega and Sega 3D Printer. Some parts are raw casting with no polishing.
Some parts are raw casting with no polishing.
PowerResins Wax
Get perfect smooth surfaces and easily set stones!
Order Now
Request Free Sample
Brochure
PowerResins WAX is a special wax castable resin for 3d printers that is very similar to wax. It is used for jewelry casting and most specifically for models with stone settings and surface models.
This resin has 100% ash-free burnout and provides top quality direct casting using a standard burnout cycle.
- Designed specifically to easily set stones on printed model
- Get perfect smooth surfaces also for large surface jewelry
- Same as wax properties and texture
- 100% Ash-free burnout for direct casting
Wax Resin Print and Cast Samples
The parts are raw casting with no polishing.
Choosing a liquid photopolymer for a 3D printer. Classification of materials for SLA/DLP 3D printing.
Contents:
- Introduction
- SLA Overview
- SLA Standard Resins
- Standard photopolymer resin - Standard
- Clear Photopolymer Resin - Clear
- Engineering photopolymer resins
- Rigid photopolymer resin - Tough (like ABS)
- Durable photopolymer resin - Durable (PP-like)
- Heat resistant photopolymer resin - Heat resistant
- Rubber-like photopolymer resin - Rubber-like (Elastic)
- Ceramic photopolymer resin - Ceramic filled (Hard)
- How to choose the right resin for your application
- Dental and medical SLA resins
- Medical Device Photopolymer Resin - Custom Medical Appliances (Class I Biocompatibility)
- Dental Long Term Biocompatible Resin (Class IIa Biocompatible)
- Biocompatibility class I vs biocompatibility class IIa
- Cast SLA resins
- Cast resin for jewelry making
- Generalized rules
Hello everyone, Friends! With you 3DTool!
This article compares photopolymer resins using Formlabs SLA 3D printing products –
Catalog of photopolymer 3D printers
Photopolymers from FormLabs
Detailed review of the Formlabs Form 3 3D printer
Introduction
The stereolithography prints plastic parts with high resolution, good fine detail and smooth surface. Due to the variety of photopolymer resins available for SLA, this technology is used in many different industries:
-
"Standard" photopolymers are used for prototyping
-
Engineering photopolymers have certain mechanical and thermal properties
-
Dental and medical photopolymers have biocompatibility certificates.
-
Cast photopolymers have a zero ash content after burning.
SLA 3D Printing Resin Overview
SLA uses a laser to cure a liquid photopolymer resin. This process is called photopolymerization. Various combinations of polymers and other additives that are part of the resin allow you to get different material properties.
The main advantages and limitations that are common to all resins in SLA 3D printing are:
Benefits:
Weaknesses:
Base Resins for SLA
Post-Processing SLA/DLP 3D Printing Article
Standard photopolymer resin - Standard
Standard resins produce parts with high stiffness, detail and a smooth surface. The low cost of resins, from $250 per liter, makes them ideal for prototypes.
The color of the resin also affects its properties. For example, in FormLabs products, gray resin is suitable for models with fine details, and white resin for parts that require the smoothest possible surface.
Benefits of using Standard grade resins:
Cons Standard:
Also included in the class of "Standard" photopolymer resins from FormLabs is the Color KIT - a set of special dyes and "Color Base" photopolymer resin for mixing and obtaining a variety of color solutions. This eliminates the need for painting parts after 3D printing.
This eliminates the need for painting parts after 3D printing.
FormLabs Engineering Photopolymer Resins
Engineering resins have a range of properties for injection molded plastics.
All engineering resins require additional UV curing, such as using the Form Cure, to achieve their maximum properties.
Tough photopolymer resin - Tough (ABS equivalent)
Tough resin was developed for models that need to withstand high loads and be durable.
This material produces strong, shatter-resistant parts and functional prototypes such as snap-on housings.
Pros:
Cons:
Ideal for: functional prototypes, mechanical parts
Durable photopolymer resin - Durable
Durable resin is a wear-resistant and flexible material with mechanical properties similar to polypropylene.
Durable photopolymer produces models with a smooth glossy surface and high resistance to deformation.
Durable Resin is ideal for:
- Bushings and bearings;
- Various functional compounds
Pros:
Cons:
-
Not suitable for thin wall parts (recommended minimum wall thickness 1mm)
-
Low heat distortion temperature
-
Low flexural strength (lower than hard resin)
Ideal for: functional prototypes.
Refractory Photopolymer Resin - Formlabs High Temp Resin
The heat resistant resin is ideal for parts that require high temperature resistance and operate at high temperatures.
Formlabs High Temp Resin provides the highest melting point (HDT): 238°C at 0.45 MPa.
The resin should be used to print detailed, accurate prototypes with high heat resistance.
Pros:
Cons:
Flexible Resin
Rubber-like resin allows flexible parts to be made. This material has a low tensile strength and high elongation at break and is well suited for parts that will be bent or compressed.
It can also be used to add ergonomic features to multi-material assemblies such as: dies, wearable prototypes, handles, pads and grips.
Pros:
-
High flexibility (high elongation at break)
-
Low hardness (simulates 80A durometer rubber)
-
High impact resistance
Cons:
-
Doesn't have all the properties of real rubber
-
Requires extensive support structures
-
Material properties deteriorate over time as the part is exposed to ultraviolet radiation (sunlight)
-
Not suitable for thin wall parts (recommended minimum wall thickness 1mm)
Ideal for flexible prototyping.
Ceramic photopolymer resin - Rigid Resin
This resin is reinforced with glass, which provides very high rigidity and a polished surface. The polymer is very resistant to deformation and is excellent for 3D printing thin elements.
Ideal for: molds and tooling, jigs, manifolds, retainers, electrical and automotive fixture housings
Thermal management components printed with SLA ceramic (hard) resin. Image credit: Formlabs
How to choose the right resin for your application
The table below shows the main mechanical properties of photopolymers for SLA:
Source: Formlabs
Standard resin ( standart ) has high tensile strength but is very brittle (very low elongation at break) so it is not suitable for functional parts. The ability to create a good part surface makes it ideal for visual prototypes and art models.
Durable ( durable ) resin has the highest impact strength and elongation at break of any other SLA material. Best suited for prototyping parts with moving parts and latches. It lacks, however, the strength of thermoplastic 3D printing materials such as SLA nylon.
tough tough resin is a compromise between the material properties of tough and standard resin. It has a high tensile strength, so it is best suited for rigid parts that require high hardness.
heat resistant resin ( heat resistant ) can withstand temperatures above 200 o C, but has poor impact strength and is even more brittle than standard resin.
ceramic ( ceramic reinforce ) resin has the highest tensile strength and flexural modulus, but is brittle (poor elongation at break and toughness). This resin is preferred for thin wall parts that require increased rigidity.
The graphs below compare the mechanical properties of the most common SLA materials visually:
Comparison chart for elongation at break and toughness for common SLA printing specifications and standard media. Image courtesy of Formlabs.
Stress-strain curves for conventional SLA technologies and standard materials. Image credit: Formlabs
Pros:
Cons:
- Moderate wear and tear resistance
Ideal for: Surgical aids and appliances
Dental Long Term Biocompatible Resin - Dental Long Term (Class 2A biocompatible)
0114
These resins are specially formulated for long term dental fixtures. Class 2A biocompatible resins can come into contact with the human body for up to a year.
High resistance to breakage and wear make this resin ideal for making rigid cotter pins or retainers.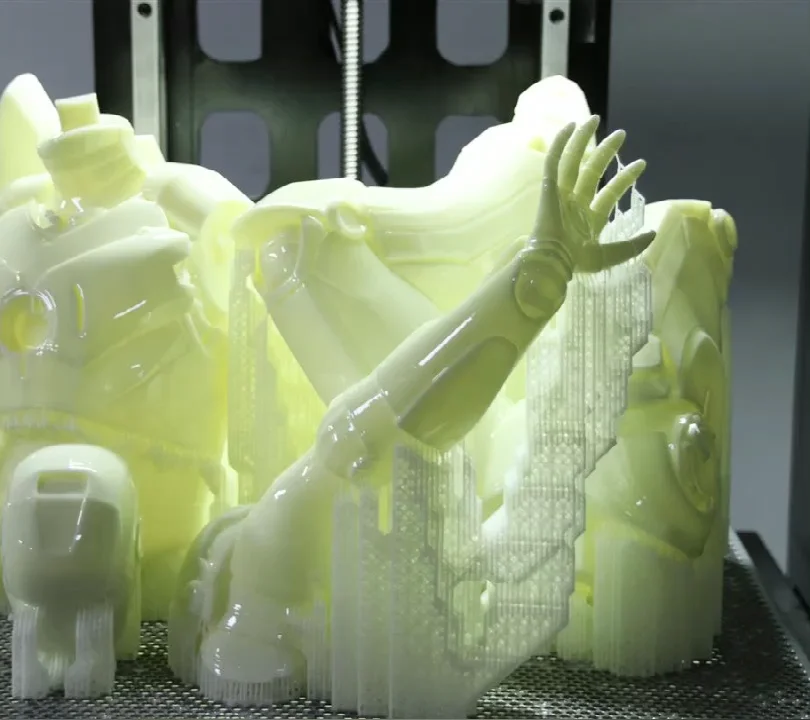
Pros:
Cons:
-
High price
Ideal for: durable dental instruments, fracture and wear resistant medical parts, rigid cotter pins, retainers
What is the difference between class 1 and class 2a biocompatibility?
Class 1 biocompatibility rules apply to materials that are allowed to be used for:
-
non-invasive devices that come into contact with intact skin
-
devices for temporary use or short-term use in the mouth or ear canal or in the nasal cavity
-
reusable surgical instruments
Class 2a biocompatibility rules apply to materials that are allowed to be used for:
-
devices that come into contact with bodily fluids or open wounds
-
devices used to introduce substances into or remove substances from the human body
-
invasive short-term devices such as invasive surgical items
-
long-term implantable devices placed in the teeth
Photopolymer resins in SLA 3D printing for jewelers
Jewelry resins
This material allows you to print models with fine details and a smooth surface without leaving ash or residue after burning.
Cast resin allows you to get the finished product directly from design to precision casting with just one 3D printed part. It is suitable for making jewelry and other small and complex components.
Pros:
Cons:
Ideal for: investment casting, jewelry making
SLA/DLP 3D printer catalog
Photopolymers from FormLabs
Post-Processing SLA/DLP 3D Printing Article
Well, that's all we have! We hope this article was useful for you!
You can order Formlabs SLA 3D printers or ask your questions and find out the status of your order, you can
- Email: [email protected]
- By phone: 8(800)775-86-69
- Or on our website: http://3dtool.ru
-
Don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
BlueCast X10 Castable Burnout Resin for 3D Printers
BlueCast X10 Photopolymer Resin is an evolution of the famous X5 photopolymer for direct casting of jewelry and dental models. It is a resin designed to provide perfect casting with wax equipment as well as conventional molding into plaster.
It is a resin designed to provide perfect casting with wax equipment as well as conventional molding into plaster.
Main advantages:
- better adhesion to the platform
- less shrinkage
- no ash, even at lower temperatures
- improved detail
BlueCast X10 photopolymer is monomer free, meaning the user does not have to deal with harmful low molecular weight chemicals. But even though X10 is NOT carcinogenic, non-toxic and safe, we strongly recommend that you use protective equipment when handling it, as specified in the MSDS, due to the presence of a small amount of phosphine oxide, which can cause skin irritation. Base component X10 is a specially designed methacrylic acid modified urethane compound oligomer that modifies the sublime bond (transition from solid to non-liquid gas phase) without volume expansion and emission of CO CO2 and water during this phase.
Molding:
The manufacturer has successfully tested virtually all commercially available molds with good results and found that Certus' Optima Prestige provides the best detail and surface quality, and forgives small errors that can occur during flask preparation, but execution following instructions will ensure good results with all molds.
Mold storage:
Photomass must be kept in a closed box/bag, moisture in the air will react with it every time it is opened, so try to minimize the time the mold is open.
Water:
Never use tap water for molding. It contains chlorides and minerals. Use only distilled water.
Ratio:
If you decide to slightly change the water/powder ratio, keep in mind that lowering the water level will result in a stiffer/brittle molding mass, as well as making it more difficult for sublimation gases to escape that create cracks, on the other hand, if you increase the water, you will get a softer mass, resulting in rougher surfaces and loss of detail
Temperature:
The temperature of both water and powder affects the quality of the casting. Store both water and powder in cool places. Gypsum hardening is an exothermic reaction, so improper storage can result in poor mold resistance and faster hardening.
Boric acid:
Boric acid hardens the mold mass, thereby closing many micropores, which can cause cracks. We do not recommend using boric acid when molding X10.
Fast burn-in:
Blue Cast X10 is suitable for fast burn-in. If you want to use it, remember that you need to apply additional wax sprues around the model; the wax will melt quickly, leaving routes for the gas to escape. Keep in mind that a fast burn cycle will produce a huge amount of gas and insufficient outlets will destroy the mold!
Pretreatment:
No special preparation, including esoteric rituals, is required. Printed, washed in alcohol, dried and cast. You can use additional illumination under a UV lamp for no more than 10 minutes if you are not sure that you have washed the unexposed resin well in alcohol.
Preparing the wax tree:
The Christmas tree is assembled in the same way as with casting wax. In order for sprues to stick better when soldering, it is recommended to sand the surface of the model where the connection with the sprue is planned.
Finish model:
No protective spray or dip treatment required. X10 has the correct surface tension and no reaction or interaction of the solid polymer with the mold mass occurs.
Mold holding time:
The manufacturer recommends that the flask be allowed to stand for at least 4-6 hours after molding, especially if your models have fine patterns.
Ring type:
ALWAYS use a perforated flask, even if you use a closed system, the holes help the gas escape during the sublimation phase.
Hole down or up?
Down, full cycle
Blu Cast X10 Resin Burn-in Temperature:
The first thing you need to understand is that the temperature set on the muffle furnace programmer will not exactly correspond to the actual temperature in the flask and the difference in these temperatures will depend on the location of the flask in the furnace. The best solution is to prepare a dummy flask with a temperature probe hole and go through a cycle with real temperature measurements to accurately determine this difference.
Remember that with X10 polymer 3 things are important:
- rate of temperature increase in the critical zone (from 250C to 550C), maximum 2 degrees Celsius per minute.
- maximum flask temperature (minimum 74°C, preferably 78°C)
- maximum temperature maintenance time (minimum 3 hours, preferably 4)
If you follow these parameters, you can be sure that you have properly managed X10 sublimation and residual burnout.
Now regarding the molding mass: There is a mythical belief that the molding mass cannot be heated above 720 degrees. The reality is that above 750 degrees Celsius a chemical reaction will begin to occur: 2CaSO4 = 2CaO + 2SO2 + O2 and, as you can see, this reaction will release oxygen (which will easily bind to carbon residues and leave the flask with carbon dioxide) and sulfur dioxide, which will slowly exit the mold during the final phase of the burnout cycle and exit completely during the pre-cast vacuum. Keep in mind that pouring metal into a flask will always produce sulfur dioxide, and this is the main reason you get oxidized surfaces on castings, so don't worry about warming up to 800°C.0053
Keep in mind that pouring metal into a flask will always produce sulfur dioxide, and this is the main reason you get oxidized surfaces on castings, so don't worry about warming up to 800°C.0053
Some Blucast X10 technical data and preferred burn cycle:
Purple line is TGA (thermogravimetric analysis) X10
The green line is the expansion/contraction of the mold
The blue line is the programmed burnout cycle
The blue line is the actual temperature inside the flask
The red area is the critical zone
The first step is to remove the water not used by the gypsum to make it hard (remember that 100g of gypsum only effectively uses 18g of water) and this is the first phase of burnout at 100°C. Then we rise to the "critical zone" relatively quickly, because in this phase the expansion is almost linear, the X10 will not release much gas. As you can see, the "critical zone" is from 250 to 550°C, where we can observe the phase change of calcium sulfate from alpha to beta structure, and we have most of the sublimation (outgassing).