3D printing powders
3D Printing Metal Filaments and Powders
There are two main drivers of whether or not a metal alloy is printed today: printability and demand. Though there are a wide variety of metal 3D printing processes out there, nearly all rely on metal powders. These materials take two forms in printing: raw 3D printing metal powders, or bound powder 3d printing metal filament. As a result, the metal materials printable today are to a large degree constrained by powder availability and whether or not that powder can be effectively bound. Aluminum, as an example, is notoriously difficult to print well and is as a result relatively uncommon.
Metal 3D printing is useful for parts that are tricky to machine, either in complexity or material, because especially at low volumes it can be cheaper. Harder materials like stainless steels, tool steels, titanium, and others are more difficult to work with and require higher quality tooling, better machines, and more overhead costs. The added natural manufacturing costs adds to the relative value that 3D printing provides, allowing them to cross the "inflection point" at which 3DP becomes valuable. On the other side of the spectrum, materials that are easy and cheap to machine (low grade steel, aluminum), aren't as in demand because it's already easy to make them. This forms a grouping of "common" metal printing materials that are traditionally really hard to work with, made simple by additive instead of subtractive.
What are the most common metals for 3D Printing?
- Stainless Steels (17-4 PH, 316L, 304)
- Tool Steels (h23, A2, D2)
- Specialty Alloys (Inconel, Cobalt Chromium, and others)
- Titanium (Ti64)
- Aluminum (4047, 6061, 7075)
Steel 3D Printing
Steel is the most common metal 3D printing material. Its strength, ability to be turned into 3D printing metal powder, relatively low cost, and post-processability make it a material usable in many applications. Most varieties of steel can be printed: the two most common are stainless steels and tool steels. Not all steels are commonly printed -- Alloy steels, which are the most common to fabricate conventionally, are rarely printed. Due to their lower conventional fabrication costs and inferior material properties, they’re not as valuable of a material to print.
Due to their lower conventional fabrication costs and inferior material properties, they’re not as valuable of a material to print.
Stainless Steels
Stainless steels are strong, stiff steels that possess excellent corrosion resistance due to their significant Chromium content (at least 12%, often up to 18%). They come in two different varieties, austenitic and martensitic.
A stainless steel lattice, printed with a Selective Laser Melting printer. Image from Axom.Austenitic stainless steels are the most common type of stainless steel. They’re corrosion resistant and can be both machined and welded, though they cannot be heat treated. 303 and 304 are the most common types of austenitic stainless steels, and 316L is a variant that maximizes corrosion resistance.
Martensitic stainless steels are much harder than austenitic steels, but more brittle and less corrosion resistant. As a group, they lack the general versatility of austenitic steels -- however, they can be heat treated and precipitation hardened. They’re best when you need a hard and stiff stainless steel. 17-4 PH is a particularly useful type of martensitic stainless steel that can be heat treated to fit a variety of material properties -- it’s also the most common martensitic steel, though others (like 420) are also printed.
They’re best when you need a hard and stiff stainless steel. 17-4 PH is a particularly useful type of martensitic stainless steel that can be heat treated to fit a variety of material properties -- it’s also the most common martensitic steel, though others (like 420) are also printed.
Tool Steels
Tool Steels are named for their central application -- tooling of all varieties. They contain carbide, an extremely hard compound that’s critical to their ability to cut, grind, stamp, mold, or form. Generally, they’re very hard, abrasion resistant, and usable at high temperatures. Tool steels are categorized by the AISI-SAE grading systems, divided into types by function. The three types most commonly metal 3D printed are A series, D series, and H series tool steels.
Tools steels are often uses for stamping, pressing, and other metal forming applications. Image from ultrastamping.A Series tool steels are great general-use tool steels -- they balance wear resistance and toughness and are machinable. There are eight varieties of A Series tool steels, the most common of which is A2. It’s a versatile tool steel often used to make punches and dies, but usable in a wide variety of applications.
There are eight varieties of A Series tool steels, the most common of which is A2. It’s a versatile tool steel often used to make punches and dies, but usable in a wide variety of applications.
D Series tool steels are optimized for wear resistance and hardness. They’re not particularly tough, and only used for cold work applications. The most common variety of D Series tool steel is D2 -- it’s used for all kinds of cutting tools, from blades to industrial cutting tools and even knives.
H Series tool steels cut and shape material at high (or cycling) temperatures. They’re not as wear resistant as A or D Series tool steels at low temperatures, but hold their strength and stiffness well in increased heat. Though there are many types of H-Series tool steel, h23 the most common 3D printed variety. Its mix of excellent toughness, wear resistance, and heat resistance make it a good general use tool steel that’s optimized for use in high temperatures (hot working).
Titanium 3D Printing
While Titanium is by no means a common material to fabricate conventionally, its unique properties and high base cost make it a great candidate for 3D printing. It’s strong, incredibly lightweight, heat and chemical resistant, and can be biocompatible. Though there are a few different types of Titanium that can be printed, one is by far the most common: Titanium 64 (Ti-6Al-4V).
A custom titanium bike part 3D printed with an SLM machine. Image from Spencer WrightTi64 is the most common type of Titanium in both 3D printing and conventional fabrication. It possesses an excellent strength to weight ratio and can be heat treated to further improve strength. The material also excels in adverse environments due to its corrosion and heat resistance. As a result, it’s used heavily in aircraft (missiles, rockets, airplanes) medicine (as orthopedic implants) and other places where high strength to weight ratio is beneficial.
Aluminum 3D Printing
Aluminum is notoriously difficult to print. As a result, it’s a relatively uncommon printing material despite being exceedingly common in conventional fabrication. The varieties that are printed are generally casting grade aluminum, not more common machinable types like 6061 or 7075. These casting grade aluminum alloys all contain significant (up to 12%) Silicon content, and are weaker and less stiff than 6061. It’s not immediately clear when Aluminum will become more readily available as a 3D printing material, but until then materials like steel and titanium achieve similar strength to weight ratios when printed with open cell infill.
As a result, it’s a relatively uncommon printing material despite being exceedingly common in conventional fabrication. The varieties that are printed are generally casting grade aluminum, not more common machinable types like 6061 or 7075. These casting grade aluminum alloys all contain significant (up to 12%) Silicon content, and are weaker and less stiff than 6061. It’s not immediately clear when Aluminum will become more readily available as a 3D printing material, but until then materials like steel and titanium achieve similar strength to weight ratios when printed with open cell infill.
Specialty Alloys
In addition to more common metals, 3D printers can also fabricate parts out of alloys uniquely suited for hostile environments. These “superalloys” -- metals that exhibit high strength, heat resistance, good surface stability, and resistance to corrosion or oxidation -- can be used in a wide variety of high performance applications. Two subgroups are most common: Inconel and Cobalt Chrome.
Inconel
Inconel is the most common and best known proprietary nickel alloy. It’s an extremely strong, stiff, and corrosion resistant material used in places like turbines, engine seals, and rockets. There are two main formulations that are 3D printed: Inconel 718 is stronger and tougher, and Inconel 625 is more heat resistant. Both materials are incredibly expensive to machine conventionally, making 3D printing a cost-effective alternative to fabricating high fidelity parts.
Cobalt Chrome
Cobalt Chromium is a superalloy known for its biocompatibility, high strength to weight ratio, and corrosion resistance -- it’s essentially a higher-grade, more expensive version of Titanium. Like Inconel, it’s used in turbines and other hostile environments. Unlike Inconel, it can be used in medical applications as orthopedic or dental implants.
Looking Forward
The long term success of metal printers hinges to a large degree on their ability to support a wide variety of materials reliably. The current list is short and focused on higher grade materials that are financially beneficial to fabricate now. However, as metal 3D printing matures, expect to see more and cheaper metal 3D printing filaments and powders available across different metal printing platforms. These materials in turn will open up new applications for metal printing, furthering its adoption by the manufacturing masses.
The current list is short and focused on higher grade materials that are financially beneficial to fabricate now. However, as metal 3D printing matures, expect to see more and cheaper metal 3D printing filaments and powders available across different metal printing platforms. These materials in turn will open up new applications for metal printing, furthering its adoption by the manufacturing masses.
What is Powder-Based 3D Printing?
3D Insider is ad supported and earns money from clicks, commissions from sales, and other ways.
More and more, 3D printers have started to enter the realm of mainstream consciousness. Aside from being incredibly versatile, the technology has become accessible enough even for recreational use. When people think of 3D printers, they often conjure the image of plastic filaments being melted and extruded.
However, filament-based printing is not the only 3D printing technology. Powder-based 3D printing predates plastic filaments by a few decades and continues to be a relevant technique for many professionals and industries. What is powder-based printing and how exactly does it work? What are the different types of powder-based 3D printing?
What is powder-based printing and how exactly does it work? What are the different types of powder-based 3D printing?
What is powder-based 3D printing?
Powder-based 3D printing is an additive manufacturing method that uses raw material in powder form. This is in contrast to the filament materials used in other, more common 3D printing techniques. The powder material, in this case, can be either metal or plastic.
The basic principle of powder-based 3D printing is to promote the “binding” of the individual powder particles via the controlled emission of energy. This energy source can be either a laser, a narrow beam of UV light, or an electron beam. The specific method used for 3D printing, hardware parameters and the size of the powder particles all play a role in determining the characteristics of the finished print.
In all other aspects, powder-based 3D printing is similar to other 3D printing techniques. The process also starts with a 3D model of the desired design which then has to be processed by slicer software. This software generates very thin slices of the model which will correspond to layers that the 3D printer will build one by one.
This software generates very thin slices of the model which will correspond to layers that the 3D printer will build one by one.
With each successive layer of the powder raw material that the 3D printer binds together, the printer introduces a fresh layer of unprocessed raw powder. This process repeats until the whole model has been generated. In some cases, post-printing treatment will be needed to achieve the material’s optimal physical and chemical properties.
To better understand the technology and working principle of powder-based 3D printing, we’ll take a look at its two major categories: metal-based and plastic-based powder printing. Even for each category, several methods are available.
Metal-based powder printing
In metal-based powder printing, metal powder is fused together through the introduction of a high-energy beam or an agent that promotes binding. Just about all industrially significant metals can be processed via powder-based 3D printing including stainless steel, aluminum, titanium, copper, cobalt, nickel alloy, and chrome.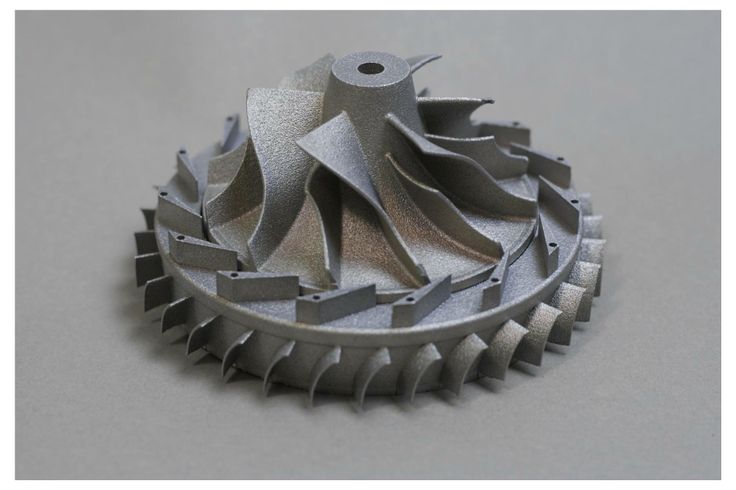
However, energy requirements and appropriate techniques may vary from one metal to another. For this reason, it’s rare to see a metal-based 3D printer that works well with such an expansive suite of powder metal types.
There are four major technologies used for metal powder 3D printing, and we shall discuss them in sequence from the simplest to the most complex.
Selective laser melting (SLM)
One of the most basic methods of metal 3D printing, SLM uses a concentrated laser beam to melt the raw metal powder. This results in the complete melting of the metal and fusing together of the neighboring powder particles to achieve complex geometries.
The intensity of the laser beam and the speed at which it traverses the layer of metal powder can be adjusted according to the type of metal being processed and to tweak the properties of the finished print. In any case, SLM is a very energy-intensive process because it requires the complete melting of the metal.
The payoff is that SLM produces metal 3D prints with superior mechanical properties. When metal particles melt, they fuse at the molecular level. This process fills in any gaps, creating a denser and stronger product.
When metal particles melt, they fuse at the molecular level. This process fills in any gaps, creating a denser and stronger product.
Direct metal laser sintering (DMLS)
DMLS is very similar to SLM to the point that the two terms seem to be used interchangeably. They both use a metal powder raw material and a laser energy source to attain fusion. However, there’s a subtle yet essential difference: while the objective of SLM is to completely melt and fuse the metal powder, DMLS strives only to heat the metal particles to the point where their surfaces weld together. This is a process known as sintering and is a more energy-efficient way to fuse metal powder.
The major consequence of choosing sintering over melting is that it creates a product with a lot of porosity. Since the metal does not fully melt and fill in any small gaps inherent to a powdered raw material, the finished product tends to have a lot of small internal cavities. This means that sintered metal products are lighter and also not as strong as those made via SLM.
Electron beam melting (EBM)
In the EBM process, an electron beam delivers the energy necessary to melt the metal powder. This is also a very energy-intensive procedure. The characteristic of an electron beam that makes it unique is that an electron beam can be dispersed to several points on a single layer of the metal powder. This makes EBM a faster 3D printing process compared to SLM and DMLS.
EBM 3D printers are much less common than either SLM or DMLS printers, primarily because of how expensive the technology is. Commercial options for EBM 3D printers are also quite limited. EBM printers also struggle with replicating the level of resolution of other 3D printers because of the size of an electron beam.
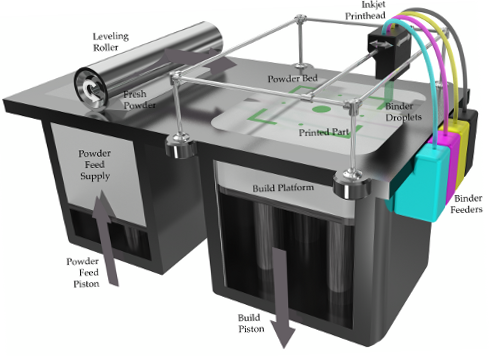
Multi-jet Fusion (MJF)
In MJF, a liquid binding agent is injected at selected areas on the bed of metal powder. This is done by an array of ultra-fine nozzles, the number of which directly influences the speed of the process. This binding agent seeps into the interstitial spaces between the powder particles. Its primary function is to promote the absorption of infrared energy.
Its primary function is to promote the absorption of infrared energy.
After the MJF process, the metal print is still considered to be in a “green” state. This will then have to be treated inside a UV chamber to complete the curing and sintering process, allowing the bonds to develop strength.
Out of all the metal powder 3D printers, MJF is the youngest technology and is certainly the rarest. The Metal Jet printer from HP is one of the few popular examples. With its versatility and level of precision, there is still much to be explored with regard to the potential of MJF technology.
Plastic-based powder printing
Compared to other 3D printing methods for plastics, a powder-based method is easily one of the most versatile. There is a wide variety of plastic materials that can be made into powder including silicates or polystyrene, which are generally not available in filament form. Since plastic does not require a lot of energy to melt, the 3D printing technology for plastic powder does not need as much diversity.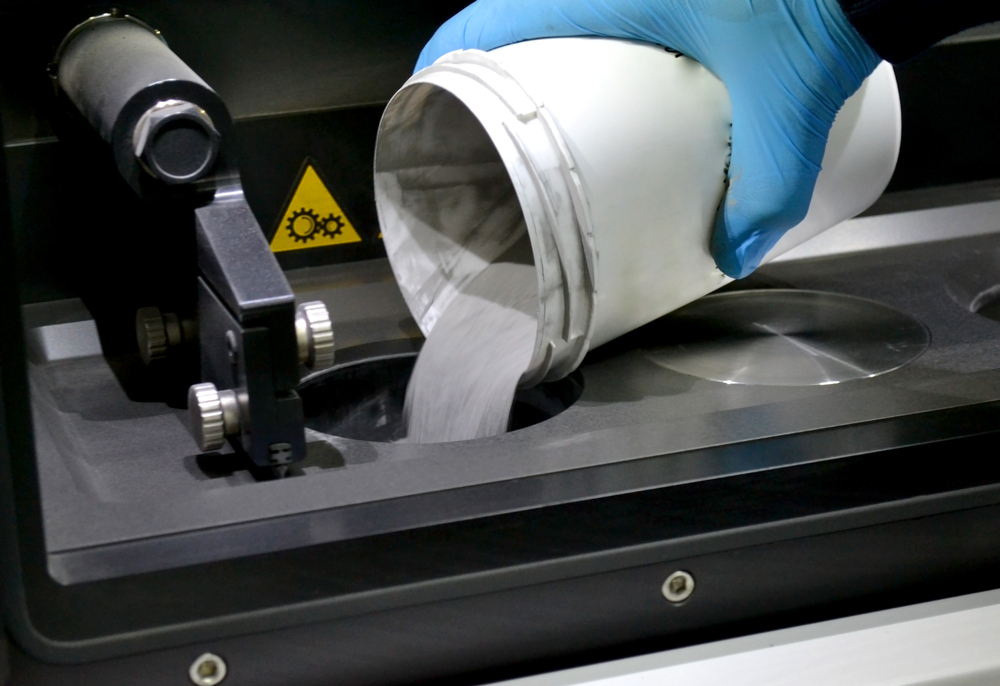
Selective Laser Sintering (SLS)
Like the DMLS method for metals, the SLS technique uses a narrow CO2 laser as the energy delivery mechanism to melt the plastic. By varying the intensity and speed of travel of the laser, a single SLS machine can be used across a variety of different plastic materials.
In SLS printing, the CO2 laser hits the layer of powder at pre-determined points according to the model generated by the slicer software. Once a layer has been completed, a roller passes through the top of the vat to introduce a fresh batch of raw plastic powder.
Compared to other 3D printing techniques, SLS has the unique advantage of providing inherent support to the finished layers. When a layer gets printed, all the residual unprocessed plastic powder remains in the build platform and serve to ‘prop up’ the features of the printed project. This means that models don’t have to be designed with support structures, even if they have overhanging features.
As its name implies, the goal of SLS is only sintering, not complete melting of the plastic. This significantly speeds up the process but introduces a lot of porosity to the finished print. The upside of this characteristic is that the process results in lightweight printed parts. However, they aren’t the most durable. They also tend to come out with a rough finish, making post-processing necessary if you want to achieve a smooth surface.
This significantly speeds up the process but introduces a lot of porosity to the finished print. The upside of this characteristic is that the process results in lightweight printed parts. However, they aren’t the most durable. They also tend to come out with a rough finish, making post-processing necessary if you want to achieve a smooth surface.
Another major downside of SLS is that it’s much more expensive compared to 3D printing techniques that use plastic filament or resin. For this reason, SLS printers are typically only found in companies that offer professional 3D printing services.
Pros and cons of powder-based 3D printing
Despite powder-based 3D printing techniques being around for quite some time, they haven’t quite caught on at the same level as 3D printers that use plastic filaments or resin. Right now, even SLS printers for plastic are not available at the consumer level. The technology remains industrially relevant, however, which is indicative of its strengths in additive manufacturing.
PROS:
Isotropic mechanical properties
Compared to an additive manufacturing method that uses a filament raw material, products made through powder-based 3D printing are more isotropic in their properties. This means that its mechanical characteristics are consistent across all directions. If you need to produce a functional part that is meant for regular use, the isotropic properties of a 3D printed part mean that you can better predict how well it performs.
Complex geometries
3D printing is an inherently versatile manufacturing technology that was created to reproduce designs that were too complex for more traditional methods. This is particularly valuable for metals. Although methods like extrusion casting and centrifugal casting have been well-developed and are proven to produce metal parts with superior mechanical properties, they have inherently limited design capabilities.
Economical for small volumes
Another benefit of 3D printing is that it doesn’t rely on an economy of scale. On a per-unit basis, it costs just as much to 3D print a single model as it does to 3D printing thousands of iterations of the same model. This is in contrast to manufacturing methods that rely on the production of a solid cast, which is often a huge investment that can only be justified with a large volume of orders.
On a per-unit basis, it costs just as much to 3D print a single model as it does to 3D printing thousands of iterations of the same model. This is in contrast to manufacturing methods that rely on the production of a solid cast, which is often a huge investment that can only be justified with a large volume of orders.
CONS:
More expensive than other 3D printing methods
Right now, two 3D printing technologies come in desktop-scale models: Fused Deposition Modeling (FDM) and Stereolithography (SLA). Both these technologies produce plastic 3D prints made from either filament or resin. With the inherent simplicity of the technology behind these methods, they have managed to reach a level of accessibility that even hobbyists can afford to have them in their workshops.
Powder-based 3D printers have not quite reached this point yet. Whether for metal or for powder, powder 3D printers are often only used as a prototyping tool for a professional organization or as part of an industrial-scale manufacturing process. They aren’t particularly difficult to use but are several times more expensive than other 3D printing machines.
They aren’t particularly difficult to use but are several times more expensive than other 3D printing machines.
Final thoughts
3D printing by melting or sintering a powder raw material is one of the more novel technologies, even in such a niche category. Powder-based printers are incredibly versatile in the types of materials they can handle, spanning a wide range of plastics and metals. Printing from powder is also a lot more predictable in terms of the mechanical properties of the finished product.
While powder-based 3D printers aren’t quite as common yet, there is no doubt that they have significant commercial and industrial value. Who knows? Maybe we’ll start seeing fairly affordable desktop 3D printers that use a powder raw material in a few years.
Warning; 3D printers should never be left unattended. They can pose a firesafety hazard.
Metal powder for 3d printer: titanium powder production
Metal printing is one of the most promising industries of the future. It allows you to avoid a lot of disadvantages inherent in classical casting or stamping. For the manufacture of the part, a special powder is used, from which the workpiece is obtained. It is he who gives the final product one or another physical property.
It allows you to avoid a lot of disadvantages inherent in classical casting or stamping. For the manufacture of the part, a special powder is used, from which the workpiece is obtained. It is he who gives the final product one or another physical property.
Main characteristics of metal 3D printing
Metal 3D printers are used in large-scale production. They find their application in design offices, engineering shops and research institutes. In civilian areas, metal printers are installed in medical centers.
Additive printing technology allows you to make complex interlaced designs in a single piece. For example, in 2020 NASA made a "space fabric". The material resembles chain mail in texture with a very complex internal pattern. The difference between ancient armor and modern material lies in the production technology. Chain mail was woven, linking each link by hand. The space fabric was printed in one pass.
Space cloth
3D printed metal products are valued for their characteristics:
- High strength finished part.
 Density indicators are 1.5 times higher than in metal casting.
Density indicators are 1.5 times higher than in metal casting. - Complex geometry. You can print intricate shapes of bizarre geometry. For example, to make a high-strength chain without welding points.
- Wide range of alloys and materials. From aluminum to titanium.
- Rough product surface. In some cases, this is a plus, not a minus.
- No tension in the metal, which is almost impossible to achieve with casting.
- Wide range of post-processing.
A separate line is the cost of the finished part. Powder printing does not require special equipment, as, for example, for casting. The desired part is loaded into the program memory, and after a short time it appears from the printer.
Printing Part
Printing Technology
There are several basic printing technologies:
- SLM is the basic metal powder printing technology. The part is formed by sintering the material in the inner chamber of the printing device under the influence of a laser.

- DMP is almost a complete analogue of the previous technology. Such a solution can be found in 3D Systems printers.
- EBM is a technology in which the powder is sintered under the action of an electron beam gun.
There is a private variant of SLM called DMLS. The second option implies that the powder particles are heated to lower temperatures. The material does not become liquid.
Help! The SLM printing technology was developed by Wilhelm Meiners, Konrad Wissenbach, as well as Dieter Schwarz and Matthias Fokele. Subsequently, the founder Dieter Schwarz left for SLM Solutions GmbH, which is one of the world leaders in the production of 3D metal printers.
SLM Solutions 3D printer operator
Types of metal powders for 3D printing
There are about 20 most famous metal powder materials that are used for various tasks. For example, a technologist can take a titanium alloy to create the frame of a future assembly, and make the walls and insides of the mechanism from aluminum.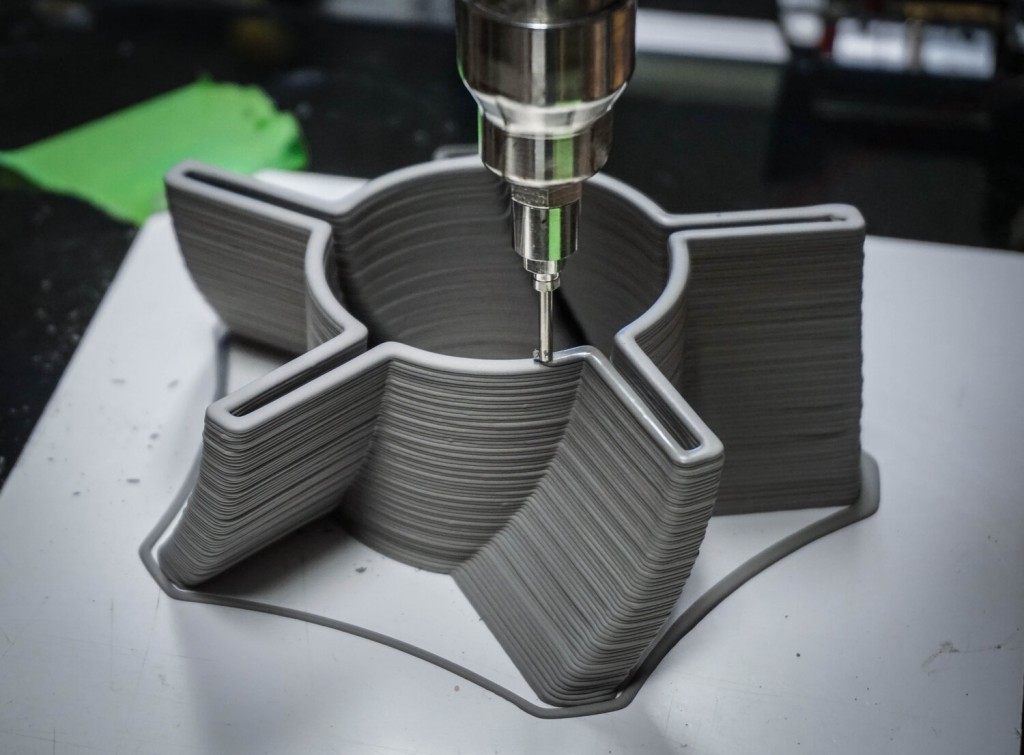 Get a strong and lightweight design with the desired performance characteristics.
Get a strong and lightweight design with the desired performance characteristics.
Metal powders are actively used in the aviation, automotive, and aerospace industries. With the help of additive technologies, engineers create complex assemblies and innovative parts. The main types of powders: titanium, steel, aluminum, cobalt-chromium, nickel.
Important! When we say "powder", we mean an alloy based on one of the listed metals.
Titanium powder for 3D printer
The most common alloy is Ti6Al4V. It has excellent performance characteristics. Titanium alloy is rightfully considered one of the strongest and most durable among other metals. The finished product has a density of 4500 kg/m. Tensile strength ratings up to 900 MPa. The maximum temperature is up to +1100 °C. The material is valued for its lightness and reliability. It is often used in the aircraft and space industries.
Steel
Tool steel is used everywhere. The most common alloys: 1.2343, 1.2344, 1.2367, 1.2709. With the help of this material, molds for casting, various tools are made: cutters, measuring dies and tooling. Typically, steel alloys contain from 0.7% carbon. This makes the material more viscous. End products receive increased strength and hardness.
The most common alloys: 1.2343, 1.2344, 1.2367, 1.2709. With the help of this material, molds for casting, various tools are made: cutters, measuring dies and tooling. Typically, steel alloys contain from 0.7% carbon. This makes the material more viscous. End products receive increased strength and hardness.
Aluminum and alloys
This material is considered one of the cheapest lithium alloys on the market. The most common powders are AlSi10Mg, AlSi12. This material has several advantages: high resistance to corrosion, thermal conductivity, fluidity. The alloy is a good conductor of electricity. It is used in the manufacture of overall thin-walled parts.
Cobalt Chromium
CoCr alloy is one of the most common materials used in aircraft and missile applications. The alloy has high mechanical properties. Various components and parts with complex geometry are made from it. Cobalt-chromium alloys are used in the manufacture of clasp prostheses.
Nickel alloys
The main feature of nickel is the ability to dissolve other metals without losing strength. It is this characteristic that makes it one of the most common in various industries. For example, heat-resistant blades for jet engines are made from NiCr alloy. Some nickel alloys are comparable in melting point to titanium powder. Their upper threshold reaches +1100 °C. The most common nickel alloys are Inconel 625, Inconel 718, Inconel 939, Invar 36, NX.
It is this characteristic that makes it one of the most common in various industries. For example, heat-resistant blades for jet engines are made from NiCr alloy. Some nickel alloys are comparable in melting point to titanium powder. Their upper threshold reaches +1100 °C. The most common nickel alloys are Inconel 625, Inconel 718, Inconel 939, Invar 36, NX.
Other alloys and metals
Among other common metals, two more groups can be distinguished:
- Stainless steel alloys. Powders with a chromium content of at least 12%. These include 15-5PH, 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L.
- Non-ferrous alloys. Metal powder with the addition of copper or tin. Such materials include CuSn6, CuSn10.
There are also less demanded alloys, for example, based on tungsten.
Interesting! There are precious metal powders. In particular, Cooksongold created platinum powder for jewelry printing. Finished products receive a 950 test and boast the best mechanical characteristics.
Platinum jewelry
Production of powder for a 3D printer
The cost of manufacturing a material for "refueling" a 3D printer for metal is higher than, for example, a filament or a photopolymer. This explains the price of the finished product. At the factory, the hot melt of metal is "sprayed" with a jet of gas, water or plasma to obtain a powder. This greatly complicates and increases the cost of production.
Interesting! In 2019, a group of Russian scientists from NUST MISiS developed a new method for making titanium and aluminum powder. In its production, a planetary mill is used. They get, as it were, a semi-finished product that reaches the desired mechanical properties already in the printing process.
SLM machine operators use the powder several times. In particular, they recycle marriage, and also re-produce support. And this is about 10% of the total mass of the printed blank. The remains are crushed and processed on special installations - atomizers.
The remains are crushed and processed on special installations - atomizers.
Atomizer
There are a large number of powders based on metal alloys. All of them solve certain problems. It is necessary to select the material based on the physical, mechanical and chemical properties of the final product.
- March 22, 2021
- 3435
Get expert advice
Metal 3D printing materials
Metal powders
for metal 3D printing
Quality metal powders for 3D printing
are the basis of a successful growing process
The quality of the metal powder for 3D printing determines the physical properties of the future part, its quality and the success of the entire growing process. The main alloys used for metal 3D printing:
Less commonly used for metal 3D printing are precious metal alloys or high-strength and special alloys based on:
-
Gold
-
Copper
-
Tungsten
-
Tantalum
Metal powders for 3D printing must meet the following specifications for optimal results:
-
Have a stable fractional composition.

-
Be spherical
-
High purity alloy
Fractional composition of powders for metal 3D printing
To ensure a stable sintering process, powders for 3D printing must have a stable fractional composition within a given tolerance. The particle size of the powders used depends on the layer thickness, the material used, the power and the focus size of the laser. Particle size affects part appearance, maximum detail, and growth rate.
-
25-45µm is the most commonly used size range of 3D printing powders and achieves optimal detail and print speed
-
10-25 microns - metal powders of this fraction are used when using refractory alloys and jewelry parts to obtain greater detail.
-
30-70 microns - used to achieve higher print speeds at high layer thicknesses. These powders generally require more laser power.
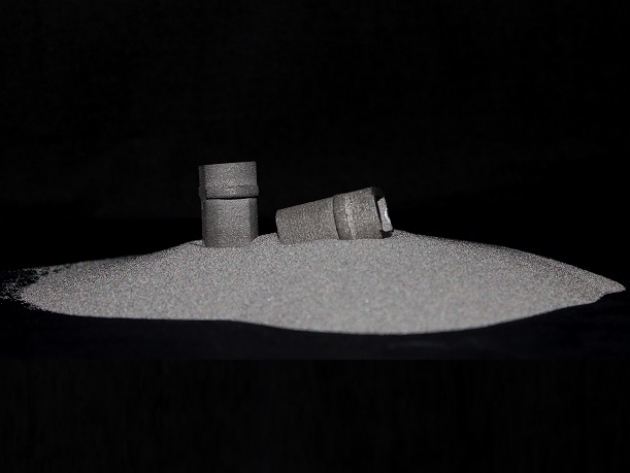
Spherical powders for metal 3D printing
The shape of the powder particles has a great influence on the quality of products obtained by metal 3D printing. The form influences the behavior of the powder during the application of the layer, the tendency to caking and the formation of lumps and the bulk density of the powder. Spherical powders have high fluidity.
The form influences the behavior of the powder during the application of the layer, the tendency to caking and the formation of lumps and the bulk density of the powder. Spherical powders have high fluidity.
Only spherical powders allow you to apply a perfectly uniform and even layer. If there are changes in the shape of the particles, streaks and ruts may appear in the layers. In the case of powder caking, lumps may form, which can lead to protrusions on the sintered part. Such protrusions can damage the squeegee or create a hole in a large part.
The sphericity of metal 3D printing powders affects the bulk density. The bulk density of the spherical powder for stainless steel 3D printing must be at least 4.5g/cm³. Given the density of the finished part 7.9g / cm³, it turns out that the powder decreases in volume by more than 1.5 times. Thus, in order to reduce the residual porosity of a part during 3D metal printing, it is important to use only spherical metal powders.