3D printing post process
3D Print Post Processing - Ultimate Guide
Get more from your 3D prints with smoother surfaces, improved mechanical properties, enhanced aesthetics, and more.
Get an overview of 16 post-processing techniques in this guide or see some real life examples in the ebook and webinar:
SMOOTH SURFACES
Reduce the appearance of print layers and refine surfaces
Strengthen Parts
Reinforce prints for added strength and durability
ADD FUNCTIONALITY
From UV and weather resistance to conductivity and more
AESTHETIC FINISHING
Transform the surface appearance for visually striking parts
All 3D prints are produced layer by layer, which results in a notched surface texture that is more pronounced with lower print resolutions. If support structures are needed for your part, it may have additional flaws on their touch points. This guide covers the first step to part finishing, support removal, and the three categories of post-processing: Subtractive, Additive, and Material Changing.
Support Removal
Unless your print is optimized for supportless 3D printing, you’ll probably be printing with support structures. These are usually easy to snap off, but even well designed supports will leave behind imperfections where they were once attached. To smooth these areas, it is recommended to post-process the entire part by any number of methods outlined below.
With dual extrusion you can print soluble support structures that disintegrate in water and leave no trace on your part. They’re especially useful when post-processing isn’t otherwise necessary.
SUBTRACTIVE
The most common post-processing category, subtractive post-processing is the act of removing material from the part surface to make it more uniform and smoother.
ADDITIVE
Additive post-processing puts additional material directly onto printed parts. Additive techniques are highly efficient for smoothing parts while adding strength and other mechanical properties.
PROPERTY CHANGING
Neither removing nor adding material, property changing post-processing redistributes molecules of a 3D print. Smoother and stronger parts are achieved with thermal and chemical treatments.
Subtractive Post-Processing Methods
Probably the most common post-processing category, subtractive post-processing is the act of removing some of your part’s material. Usually this is in the form of sanding or polishing a part, but there are a variety of other methods that includes tumbling, milling, abrasive blasting, and chemical abrasive dipping.
Sanding & Polishing- DIFFICULTY
- SMOOTHNESS
Both sanding and polishing techniques remove surface layers by rubbing it with an abrasive material. Sanding requires coarser grit sandpaper and sanding tools, while polishing may use finer sandpaper, steel wool, polishing paste, or cloth.
Sanding removes larger blemishes such as support remnants or print irregularities and reduces the visibility of print layers. The sanding process will leave a gritty, although more uniform surface texture, and very course sandpaper will leave surface scratches. Polishing the part after sanding will produce an even smoother surface.
Simplicity and affordability make sanding and polishing the most common methods of post-processing, but both require labor that is time consuming for larger parts and batches. These methods may not be suited for parts with hard to reach cavities.
Tumbling- DIFFICULTY
- SMOOTHNESS
A tumbling machine consists of a vibrating vat containing lubricating fluid and abrasive media, which are specialized stones that wear objects down according to their size, shape, and hardness as they tumble together. A 3D printed part is simply placed into the vat of tumbling abrasive media for specific length of time. Some expertise is required to pair parts with the correct abrasive media and processing time, but when done correctly it is very effective at producing uniform finishes.
A 3D printed part is simply placed into the vat of tumbling abrasive media for specific length of time. Some expertise is required to pair parts with the correct abrasive media and processing time, but when done correctly it is very effective at producing uniform finishes.
Tumbling is largely automated subtractive method that can post-process multiple parts simultaneously, which is useful for smoothing batches of parts. Tumbling vats come in a range of sizes so larger parts can also be processed. Since the abrasive media is constantly in contact with the part, larger pieces do not require longer processing time, but only larger machines with the adequate amount if abrasive media. However, complex shapes may loose detail and sharp edges may become slightly rounded by tumbling.
Abrasive Blasting (Sand Blasting)- DIFFICULTY
- SMOOTHNESS
Abrasive blasting, also known as sand blasting, is subtractive post-processing method where abrasive material is blasted onto 3D printed parts at high pressure. For large parts this can be done in an open environment, but smaller parts are typically processed in a containment chamber that collects and reuses the abrasive material. Like other grit-based subtractive methods, there are a range of grits available and grit must be chosen based on part geometry and desired finish. Sand is a frequently used abrasive material, but other small coarse objects such as plastic beads can be used for different results.
For large parts this can be done in an open environment, but smaller parts are typically processed in a containment chamber that collects and reuses the abrasive material. Like other grit-based subtractive methods, there are a range of grits available and grit must be chosen based on part geometry and desired finish. Sand is a frequently used abrasive material, but other small coarse objects such as plastic beads can be used for different results.
Since the abrasive material is smaller than that of tumbling, abrasive blasting is less effective on very rough parts or high layer heights. This method only treats surfaces reachable by the stream of blasted material, so complex geometries and cavities may not be feasible. Additionally, the blasting tool can only treat limited areas at a given time, so this method may be slower and difficult to process multiple parts simultaneously.
CNC Machining (Milling)- DIFFICULTY
- SMOOTHNESS
CNC milling, also called CNC machining, is the inverse of 3D printing - it uses a computer-programmable drill moving (and sometime rotating) in three axes to carve out geometries. Like 3D printers, the technology uses “G-Code” to program tool movements, in this case a milling bit rather than a filament extruder.
Like 3D printers, the technology uses “G-Code” to program tool movements, in this case a milling bit rather than a filament extruder.
While CNC machining is considered highly accurate from 0.005” to 0.00005”, it cannot produce certain geometries and wastes material, which is often expensive. Conversely, large-format 3D printing cannot achieve the same accuracy, but can achieve much more complex geometries and wastes very little material.
It is typically not time or cost effective to mill the entire surface of a 3D print and it may be difficult to calibrate the milling tool to the print position. But while these two production methods are seemingly at odds, there are some situations where they may be used together. If a portion of a 3D printed part must be extremely smooth or accurate, that specific area can be milled. Alternately, manufacturers can save material by 3D printing a part in a rough finish before milling it to perfection.
- DIFFICULTY
- SMOOTHNESS
Chemical dipping, also called aid dipping, is the process of submerging parts in a chemical bath that eats away the surface. The process involves caustic materials, such as lye, sodium hydroxide, or dichloromethan, and should only be done by experts in facilities with the requisite safety features. The appropriate chemical choice is entirely dependent on the material of the 3D print, as the chemical must be abrasive to the print material.
Some expertise is required to determine how long parts should remain submerged: too brief and the part will not be sufficiently smooth, too long and it could be ruined entirely. Some care should be taken to avoid air bubbles trapped inside the 3D print as they will prevent the chemical treatment of the surface. Typically the submerged part is gently moved to agitate the chemical bath and release any air bubbles.
The process is ideal for complex geometries as the chemical bath treats all surfaces of submerged parts simultaneously. However, the size of the chemical dipping container determines the limited part dimensions of treatable prints.
Additive Post-Processing Methods
Additive post processing puts additional material directly onto printed parts and is highly efficient for smoothing parts while adding strength and other mechanical properties. There is a wide spectrum of methods from filling to priming, coating, metal plating, and more.
Filling- DIFFICULTY
- SMOOTHNESS
Filling is a surface treatment that uses a thick adhesive compound, typically a paste, to fill in notches like the tiny gaps between layers of a 3D print. It is commonly used as a first step before sanding or additional additive layers. A wide range of fillers from pastes to sprays are available in many materials from light spackle to 2K resins.
Paste fillers, like wood fillers or household spackle, are usually the most accessible option. They are simply spread over the part surface and can be easily smoothed with light sanding. Spray fillers are easy to apply but provide only a thin surface covering, resulting in a rougher coating. More robust, but more advanced options are resin fillers that must be cured by one of two methods: mixing with a hardener or UV exposure. Resins are available with various viscosity, cure speeds, and advanced features like UV and heat resistance. For some UV-cured fillers leaving parts in the sun may be sufficient, but others will require a specialized UV chamber.
When using any kind of resin cover skin, wear gloves, and keep the working space well ventilated. Ensure you’re familiar with the requirements of your filler or coating before applying it to a part as this may drastically change the time or equipment required for post-processing.
- DIFFICULTY
- SMOOTHNESS
Primers prepare 3D printed parts for the addition of subsequent layers by pre-treating the surface for better adhesion. They are far less viscous than fillers and may only smooth very small surface imperfections, so their main function is adhesive surface preparation. Primers are available in spray or brush form, but spray primer may produce a more even coating.
To prime a part most effectively, the imperfections and layers notches should first be reduced by other post-processing methods such as sanding or filling. Ensure that your primer is made for plastic adhesion and is suitable for additional materials you intend to apply later. Leave the primer to set for 24 hours or as otherwise directed.
Brush Coating- DIFFICULTY
- SMOOTHNESS
Liquid coatings vary widely in material such as paint, varnish, resin, or even plastic. While there are several application methods, brush coating is the simplest way to smooth unique or small batches of 3D printed parts. Although the surface smoothness may be inconsistent due to brush strokes, choosing a material with the proper viscosity can avoid these surface irregularities.
While there are several application methods, brush coating is the simplest way to smooth unique or small batches of 3D printed parts. Although the surface smoothness may be inconsistent due to brush strokes, choosing a material with the proper viscosity can avoid these surface irregularities.
For a robust and smooth surface apply a 2K resin, which is a two-component mixture of resin with a hardener. When combined, the mixture created an exothermic chemical reaction that cures the resin over a given amount of time. There is a huge range of resin products for a variety of uses: laminating resins for thin surface applications, casting resins for larger volumes, fast and slow curing resins, and resins with additives (like aluminum, for example) for additional performance enhancement such a temperature, UV, or chemical resistance. To achieve the smoothest surface when brush coating, use a resin with an appropriate “self-leveling” viscosity that will even out brush strokes without material dripping off the part. There are resin products specifically formulated for 3D prints that can achieve very smooth surfaces after one coating.
There are resin products specifically formulated for 3D prints that can achieve very smooth surfaces after one coating.
When brushing other materials such as paint or varnish it may be more difficult to avoid brush strokes, but many coatings can be sanded after drying to achieve a smoother surface. It is also possible to apply an additional coating of another material, 2K resin for example, to achieve a smoother final result.
Spray Coating- DIFFICULTY
- SMOOTHNESS
A wide-ranging and scalable post-processing technique, spray coating a offers a number of viable methods ranging from DIY projects to robotic automation at an industrial scale. Spray coatings are available in a huge variety of materials such as paint, varnish, resin, plastics, and rubbers, just to name a few.
The simple approach for DIY projects is a spray can of chosen material applied in a ventilated/outdoor space. Since this method typically results in minimal surface smoothing, it is recommended to sand the part first and apply several spray coats. Applying a spray primer may help the spray coating adhere to the part. Spray paint can be used for aesthetic enhancements and spray varnish can protect the surface against chipping, wear, and UV damage.
Since this method typically results in minimal surface smoothing, it is recommended to sand the part first and apply several spray coats. Applying a spray primer may help the spray coating adhere to the part. Spray paint can be used for aesthetic enhancements and spray varnish can protect the surface against chipping, wear, and UV damage.
For large volume or industrial spray coating applications, a robotic arm fitted with a spraying tool head can apply a wide range of coatings to a 3D printed part. The application typically takes place in spray booth with an adequate air filter. This method allows a wider range of materials, including 2K spray coatings, primers, paints, and more, and results in higher application precision and uniformity. A robotic arm will speed up the processing time and make high volume post-processing feasible at an industrial level.
Spray coating is most suitable for finishing large parts, rather than other additive methods such as dipping, foiling, or powder coating. The later methods all require a machine or vat that can contain the entire part, whereas spray coating is only limited by the size of the room in which it is done.
The later methods all require a machine or vat that can contain the entire part, whereas spray coating is only limited by the size of the room in which it is done.
- DIFFICULTY
- SMOOTHNESS
In foiling, or vinyl wrapping, an adhesive foil made of light metals or plastic is wrapped onto an object, often preceded by priming. Commonly know for wrapping vehicles, vinyl wrapping can also be applied to 3D printed objects with a suitable material. Depending on the material, the foil may increase heat and stress resistance, but is often applied for aesthetic enhancement like smoothing and surface quality.
The difficulty of this post-processing technique varies with the size and complexity of your part. A simple geometry, like the gently curved side panel of a vehicle, is relatively easy to foil, but complex shapes are more difficult with some being impossible to foil.
Wrapping is particularly suitable to apply detailed surface designs to 3D printed parts. Adhesive foils come in a wide range of colors and patterns, as well as custom-printed designs. Foil can be applied by hand, stretching the material over objects to ensure no imperfections like air bubbles remain. Heat guns are often used in the process to make application easier and avoid imperfections. Vacuum foiling will automate the process for faster, precise results to ensure the material wraps around the part as perfectly as possible.
Foiling is usually not suitable for complex parts as the foil will be extremely difficult to apply uniformly and inside cavities.
Dip Coating- DIFFICULTY
- SMOOTHNESS
When dip coating, a part is submerged into a vat of material such as paint, resin, rubber, etc. and removed after a specified time, resulting in an even surface distribution. The part can be redipped multiple times for a thicker coating and smoother surface. Dipping can be used for aesthetic finishing and functional enhancement like increased strength and resistance to heat, chemicals, weather, etc.
The part can be redipped multiple times for a thicker coating and smoother surface. Dipping can be used for aesthetic finishing and functional enhancement like increased strength and resistance to heat, chemicals, weather, etc.
The typical dipping process is comprised of five stages:
- Immersion: The 3D printed part is immersed in a vat of material at a constant speed.
- Start-up: The part remains submerged for a specified time for the coating to adhere.
- Deposition: The part is removed at a constant rate as a thin layer of the material is deposited.
- Drainage: Excess material will drip off of the part surface back into the vat.
- Evaporation: As the coating sets the solvent evaporates from the material, leaving a solid film.
Hydro dipping, also known as water transfer printing is a unique method for applying detailed designs onto a 3D print. The part is submerged in a vat of clean water that has a layer of material floating on its surface, typically a water soluble printed film or an oil based paint. As the part passes through the floating layer, the film or paint adheres to the part’s surface. The surface tension of the water ensures that the film curves around any shape. Best results are achieved when parts with gently curving geometries.
As the part passes through the floating layer, the film or paint adheres to the part’s surface. The surface tension of the water ensures that the film curves around any shape. Best results are achieved when parts with gently curving geometries.
Dip coating is suitable for complex geometries and requires some expertise about the coating material used. The size of the vat determines the dimension of treatable parts. Large prints may not be feasible, although batch processing is possible for smaller parts.
Metal Plating- DIFFICULTY
- SMOOTHNESS
Metal plating is a chemical process where a layer of metal is bonded to a 3D printed part. It is a highly effective method to create 3D printed objects with high resistances to heat, impact, weather, and chemicals, or to create conductive parts.
The first step in metal coating plastic parts is "electroless plating" that metalizes the surface of the print, priming it for proper metal plating. This process ranges from special metal paints that are simply brushed or sprayed onto the part, to industrial processes involving numerous steps of cleaning, etching, neutralizing, activating, etc. Typically, this first layer is copper or nickel, although silver and gold are also possible.
This process ranges from special metal paints that are simply brushed or sprayed onto the part, to industrial processes involving numerous steps of cleaning, etching, neutralizing, activating, etc. Typically, this first layer is copper or nickel, although silver and gold are also possible.
In the second step in metal plating, the metalized 3D print is submerged in a bath for a specific length of time to deposit a wide range of metals like tin, platinum, palladium, rhodium and even chrome. In electroplating, the part is placed in a galvanic bath that deposits a thin metal layer from 1 - 50 microns thick. Anode and cathode ions pas through the liquid and adhere to part in microscopically fine layers. Additional metal plating processes can build up the metallic surface thickness or deposit a different metal material.
When using a metal-acid solution, parts are submerged in the liquid solution for a specific duration, depending on the desired plating thickness. A chemical reaction attracts and adheres the metal ions to the surface of the part. Once removed from the bath, the part can receive a protective coating to prevent oxidation, corrosion, or tarnishing. A heat treatment may be used to strengthen the metal layer adhesion and prevent brittleness.
A chemical reaction attracts and adheres the metal ions to the surface of the part. Once removed from the bath, the part can receive a protective coating to prevent oxidation, corrosion, or tarnishing. A heat treatment may be used to strengthen the metal layer adhesion and prevent brittleness.
Metal plating typically works well for complex parts and can produce a range of surface qualities, smoothness, and mechanical enhancements. However the process requires many stages and expertise.
Powder Coating- DIFFICULTY
- SMOOTHNESS
When powder coating, also known as rotational sintering, a part is heated and rotated within a cloud of the powdered plastic. As the powder compound meets the heated part, it is melted to the surface to produce a fine coating. Due to surface tension while spinning, the adhered powder produces a homogeneous, non-porous layer about 400-microns thick. The surface is typically not glossy smooth, but rather has a fine matte texture caused by the plastic cloud particle size, typically 2-50 microns.
Powder coating is a common method for protecting large metal components, but it is difficult to achieve with 3D prints. In traditional powder coating, the metal parts experience temperatures up to 200 °C, but the lower temperature resistance of most 3D printed plastics greatly limits use of this post processing method. When possible, powder coating is highly efficient for batch production with uniform surfaces, although cavities may be difficult to post process.
Property Changing Post-Processing Methods
Neither removing nor adding material, property changing post-processing redistributes molecules of a 3D print. Smoother and stronger parts are achieved with thermal and chemical treatments.
Local Melting- DIFFICULTY
- SMOOTHNESS
Local melting is an easy way to reduce the appearance of surface scratches from damage, support removal, or abrasive post-processing like sanding. Rough surfaces are particularly visible on dark colored 3D prints, which appear to be a white-ish color. Using a heat gun set to high heat, quickly pass hot air over the area requiring treatment keeping the heat gun 10-20 cm away from the part. Within seconds, the surface will melt to resemble the original print surface quality. A heat gun can also remove strings from travel moves during printing. Using the same method as described above will melt and shrink the strings. If the strings are large, small remnants may cling to the part, but are often easily removed by brushing or clipping them off.
Rough surfaces are particularly visible on dark colored 3D prints, which appear to be a white-ish color. Using a heat gun set to high heat, quickly pass hot air over the area requiring treatment keeping the heat gun 10-20 cm away from the part. Within seconds, the surface will melt to resemble the original print surface quality. A heat gun can also remove strings from travel moves during printing. Using the same method as described above will melt and shrink the strings. If the strings are large, small remnants may cling to the part, but are often easily removed by brushing or clipping them off.
This method is not suitable for deep scratches as it is only effective for light surface roughness. It also can easily deform the part, so take care to limit the time an area is heated. Best results are achieved by sweeping hot air across the surface for several seconds. Local melting is not recommended for overall surface smoothing, but for easy and effective for smoothing small defects and scratches.
- DIFFICULTY
- SMOOTHNESS
Annealing is the process of heating a print to reorganize its molecular structure, resulting in stronger parts that are less prone to warping. Untreated 3D prints have an amorphous molecular structure, meaning that the molecules are unorganized and weaker. Being a poor heat conductor, the extruded plastic cools quickly and unevenly during the printing process causing internal stresses, particularly between print layers. These stress points are most prone to breakage.
To strengthen the part at its molecular level, it is heated to its glass transition temperature, but below its melting point. Achieving the glass transition temperature allows the molecules to redistribute into a semi-crystalline structure without melting the part to the point of deforming. Glass transition and melting temperatures vary between materials and some expertise is required to heat parts to the correct temperature for the proper length of time. 3D prints will shrink during the annealing process, which can be corrected by increasing the original printing dimensions accordingly.
3D prints will shrink during the annealing process, which can be corrected by increasing the original printing dimensions accordingly.
- DIFFICULTY
- SMOOTHNESS
Vapor smoothing is chemical process of smoothing 3D prints in which parts are exposed to vaporized solvents in an enclosed chamber. Similarly to chemical dipping, the correct solvent must be used in correspondence with the 3D print material. The cloud of solvent dissolves the surface of the print, while its surface tension redistributes the dissolved material resulting in a smoother finish. Unlike chemical dipping, no material is actually removed from the part.
Solvents can either be heated to a gaseous state or vaporized by ultrasonic misting. The 3D print is exposed to the vaporized solvents for a specific length of time: too short and the part is not adequately smoothed, too long and the part can deform and become brittle. Most suitable solvents are caustic and combustible, and therefore require extreme levels of caution, adequate chemical containment and disposal, and should only be handled by qualified persons.
Most suitable solvents are caustic and combustible, and therefore require extreme levels of caution, adequate chemical containment and disposal, and should only be handled by qualified persons.
Many vapor smoothing machines are available for use with a variety of solvents suitable for different print materials. These machines make the process automated and much safer, but most can only treat smaller parts due to the chamber's limited dimensions.
Post-Processing eBookFor real life industrial examples, download our free eBook Post-Processing for FFF Prints and see this webinar about post-processing techniques.
The eBook explores the three types of FFF post-processing techniques: 1) Material Removal, 2) Material Addition and 3) Material Property Change. Also, learn more about how various techniques like high resolution tumbling, resin coating and aluminum plating are transforming 3D printed parts.
3d Printing Post Processing FAQs
What is 3D printing post-processing?
Once the printer has finished printing, there may still be some work to do on the printed piece. For example, many shapes require supports to print properly. Removing those is a post-processing task. Some people might want to sand or put a finish layer onto a piece. Resin, as opposed to filament, based prints need to have any uncured resin washed off and final curing under UV light.
3D printing post processing is used to enhance the surface properties of prints in many aspects to deliver improved mechanical performance and aesthetic appearance. By improving these key surface characteristics, post processing widely extents the range of use cases and applications across all industries. 3 types of post-processing techniques can be applied to fused filament fabrication (FFF) prints:
- Material Removal
- Material Addition
- Material Property Change
How do you post process PLA 3D prints?
Almost every 3D print requires some sort of post-processing after it’s printed.
Usually this involves 3 steps:
- Removing support structures
- Sanding or polishing
- Painting or coating
What is the most critical step in the post processing process of 3D printing FDM parts?
When post processing your 3d printed part, there are 2 steps that are most critical:
- Removing the part from the print bed
- Removing the support structures from the part
In both steps you need to be careful, not to break your 3d printed part. To lower these risks, you can try using flexible print beds and water-soluble support material.
How do I complete FDM parts?
When producing your FDM part, often the finished look matters just as much as the functionality. There are 4 ways to complete FDM parts.
- Remove any support structures
- Smoothing your print
- Filling the gaps
- Painting your part.
Can acetone smooth PLA?
When PLA and acetone smoothing works, it's due to other materials added to the PLA. Most PLAs and similar non-acetone-dissolving 3D printer filaments cannot be smoothed the same way. That's because PLA in its pure form is not reactive to acetone.
Most PLAs and similar non-acetone-dissolving 3D printer filaments cannot be smoothed the same way. That's because PLA in its pure form is not reactive to acetone.
Do I need to cure 3D prints?
It is necessary to cur SLA prints; you don’t have to cure FDM prints. Even though cleaning off any uncured resin is a great start, the step that really brings out the quality of your 3D print is the curing . A high wavelength UV light has the intensity to cure the entire part, it just takes longer for thicker, more solid parts.
Post-processing in 3D printing – Beamler
Post-processing is an often overlooked part of the 3D printing process. As the additive manufacturing market moves from prototyping to end part production geared to consumer markets, the look and feel of 3D printed products is becoming increasingly more important. That is where post-processing 3D printed parts comes in.
What is post-processing in 3D printing?
Parts manufactured with 3D printing technologies usually require some degree of post-production treatment. This important step of the 3D printing process is known as post-processing. In short, post-processing in 3D printing refers to any process or task that needs to be performed on a printed part, or any technique used to further enhance the object. Think of it as a finishing touch to treat and refine parts that come out of a 3D printer. The options for post-processing 3D printed parts include removing support or excess material, washing and curing, sanding or polishing a model to painting or colouring.
This important step of the 3D printing process is known as post-processing. In short, post-processing in 3D printing refers to any process or task that needs to be performed on a printed part, or any technique used to further enhance the object. Think of it as a finishing touch to treat and refine parts that come out of a 3D printer. The options for post-processing 3D printed parts include removing support or excess material, washing and curing, sanding or polishing a model to painting or colouring.
Costs of post-processing 3D printed parts
Post-processing can be costly, especially when it is done by hand. Manual post-processing is labour intensive and is not scalable. It will also become unsustainable in large series production.
The cost of post-processing can amount to almost one third of the production cost of a 3D printed model. According to the 2018 Wohler’s report, 27% of the total costs of producing a model can be attributed to post-processing related costs, which include the costs of part breakage.
Luckily, the recent development of various post-processing systems means that the task of finishing 3D printed parts can be automated and, as a consequence, it will bring down the costs.
Different companies are developing post-processing equipment to automate the process. Some of these companies, such as DyeMansion, are focused on post-processing machines only. Others, like Carbon and FormLabs, are 3D printer manufacturers that are adding post-processing systems to work seamlessly with their printing set up.
So, what are the different post-processing techniques available?
We can identify 5 steps in post-processing, although not all steps are required for all projects:
- Cleaning
- Fixing
- Curing or hardening
- Surface finishing
- Colouring
Also, beware that the post-processing technique can vary depending on the printing process used to create the model.
1. Cleaning
a) Removing support material (FDM and Material Jetting)
When printing models with overhang on FDM or other material jetting technologies, support structures that hold up the overhanging features are needed.
These support structures can be printed using the same material as the one with which the model itself is printed. But when the machine allows for printing with multiple materials, special support material can be used. Nonetheless, every time a support structure is required, there will be some post-processing involved.
There are two types of support material: soluble and insoluble (usually the latter is the same material the model is printed with).
Insoluble material is relatively strong and can only be removed using tools as knives or pliers. This has to be done carefully and there exists the risk of damaging the model, or inadvertently removing small features.
When using soluble support material, there is a lower risk of damaging the model. The support structures can be dissolved in water or with a chemical called Limonene. Examples of soluble materials are HIPS (used as a support with ABS material) and PVA (used as a support with PLA material).
b) Powder removal (SLS and Powder Bed Fusion)
c) Washing (SLA and Photopolymerisation)
Parts that are printed with SLA or other photopolymerisation can be easily cleaned after printing.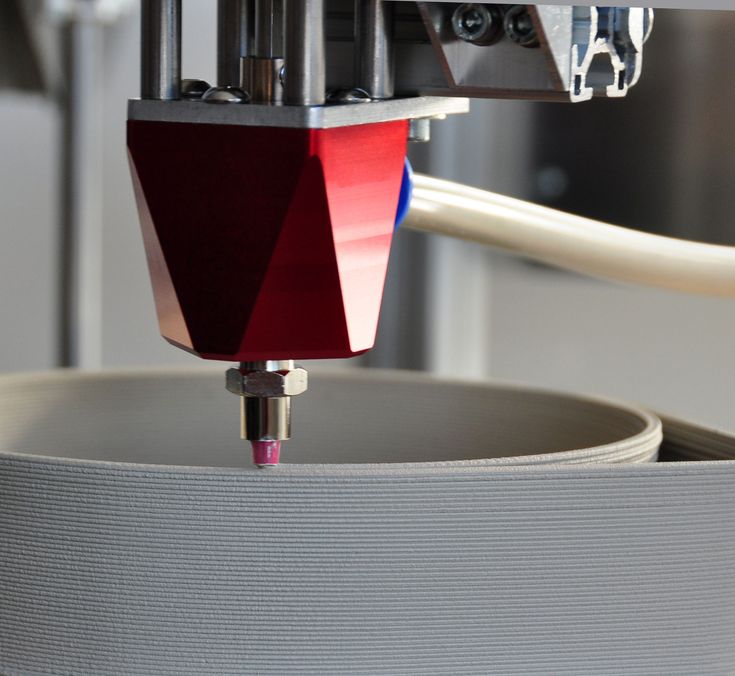 Two companies added post-processing washing machines that are seamlessly integrated in their print process line up.
Two companies added post-processing washing machines that are seamlessly integrated in their print process line up.
FormLabs added The Form Wash which uses isopropyl alcohol (IPA) to clean the parts. Carbon developed the Smart Part Washer machine to do the cleaning.
2. Fixing
Sometimes small repairs are needed to fill small holes or cracks or even to attach together parts that have been printed separately.
a) Filling
When fillers and hardeners are used to repair unwanted holes or cracks in the printed object.
b) Glueing and welding
Used when separately printed parts need to be attached together. ABS prints can be welded or glued together using acetone.
3. Curing
Just like french fries, baking the models after they have been printed enhances the mechanical properties (crunchiness in case of the fries) of the material.
Formlabs and Carbon have added curing using UV light to their printing process (SLA and CLIP respectively, both Photopolymerisation processes). After the model has been printed special curing machines heat the model to bring the part to its optimal mechanical properties. Curing therefore differs from the other post processing options, that it enhances not just the aesthetic characteristics, but the physical quality of the model.
After the model has been printed special curing machines heat the model to bring the part to its optimal mechanical properties. Curing therefore differs from the other post processing options, that it enhances not just the aesthetic characteristics, but the physical quality of the model.
4. Surface Finishing
After the washing, cleaning, removing support or excess material and curing, different processes are available to make the model look nicer aesthetically. This is especially relevant when the models are geared towards consumer markets.
a) Sanding
Layer lines or touch-points where support structure was attached to the model can be removed by carefully sanding the surface of the model, using sanding paper with varying grit: from low to high for finishing.
Aside from being labour intensive, manual sanding can create inconsistent results. With automated polishing, this can be avoided.
Layer lines are particularly visible on 3D models produced using layering techniques (like FDM).
b) Vapour or Chemical Smoothing.
Sometimes chemicals are used to smoothen the model surface. The vapours react with the outer layer of the object. The layer lines are melt away, leaving a smooth outer layer while giving the model a glossy look.
For models printed with PLA and ABS the acetone is often used, or the chemical agent Tetrahydrofuran (THF).
The problem with this technique is that is cannot be controlled: small features can be melted off that should remain. Also, the vapours can be harmful when inhaled. This can be avoided using closed chemical cleaning machines.
5. Colouring
In some cases, 3D models can be printed using coloured material and with multi-material printing (multi-) coloured prints can be made. But one can also opt for colouring during the post-processing phase.
Coating and painting
Parts that need colouring would ideally be printed using white material. Before the model is painted a layer of primer is usually applied. Painting can be done manually using a brush or spray. There are machines that automate spraying of parts.
Painting can be done manually using a brush or spray. There are machines that automate spraying of parts.
Where can I go for post-processing?
So, post-processing is becoming increasingly an integral part of the 3D printing process. With special post-processing machines being developed the process is becoming automated which makes it more scalable than previously possible.
You have the option to use special post processing services, but conveniently increasingly print services are providing post-processing services to their customers, offering them a one stop shop solution.
3D printed plastic post-processing, mechanical and chemical
The most popular finishing methods for 3D printed objects are sanding, sandblasting and solvent vapor treatment.
It is a misconception that 3D printing cannot produce objects that are as smooth and polished as traditional industrial technologies. Such claims can be countered with simple sandpaper, and this finishing technique is very common.
Which finishing technique is used depends largely on the geometry and material of the part. These factors determine both the level of aesthetics that can be achieved and its functionality, because different methods allow you to achieve different textures and appearances. Some methods are better suited for prototypes and exhibition models, while others are better for machine parts.
Sanding
Although fusing systems are designed to produce high-quality parts directly from the printer, layer connection lines remain visible and the end user does not need this at all, especially when it comes to a solution in which the aesthetic appearance is priority. Sanding eliminates these shortcomings and can be used for models, sales samples or concepts, fully functional prototypes and end-level assemblies and mechanisms.
Many high-quality 3D-printed objects can be smoothed with sandpaper to get rid of lines where layers overlap.
Everyone knows the process of sanding. Plastic parts are processed by hand or on a grinding machine, as is done with wooden or metal elements. Sanding is inexpensive and effective, and it is a proven method by which a quality finish can be achieved. In fact, this is the most common way to refine 3D printed objects.
Plastic parts are processed by hand or on a grinding machine, as is done with wooden or metal elements. Sanding is inexpensive and effective, and it is a proven method by which a quality finish can be achieved. In fact, this is the most common way to refine 3D printed objects.
All but the smallest details can be sanded with sandpaper. And they can be large as much as you like, although it can be difficult to manually get to small defects and irregularities. In typical situations, the process is relatively fast. In layer-by-layer welding, we are usually talking about the fight against stepped surfaces. Steps on a part the size of a remote control take about 15 minutes to clean, while painting the same part takes 2 hours due to additional steps such as preparation and drying.
When a part must be precise and durable in the first place, it is very important to consider how much material will be removed by sanding. If a lot of it is removed, you need to make changes to the design before printing, make the walls thicker. The requirements for the part also determine which sanding technique will be used, manual or mechanical, and which tool will be used.
The requirements for the part also determine which sanding technique will be used, manual or mechanical, and which tool will be used.
Sandblasting
The second most common finishing method is sandblasting. In this case, the operator controls the nozzle, from which a finely dispersed material is sprayed under pressure onto the part in order to hide traces of layers on it. The process is fast, takes 5-10 minutes, the result looks whole.
During sandblasting, a stream of small plastic particles is sent to the part placed in a closed chamber, as a result of which the surface becomes smooth after 5-10 minutes.
This technology is easily modified and can be used with most materials. It is also used during the development and manufacture of a part, at any stage - from prototyping to production. This kind of flexibility is due to the fact that processing is usually done with fine particles of finely processed thermoplastic. It is this "sand", the abrasive characteristics of which, when sprayed, are in the range from medium to high. Baking soda works very well as it is not too harsh. However, it is somewhat more difficult to work with than with plastic.
Baking soda works very well as it is not too harsh. However, it is somewhat more difficult to work with than with plastic.
One of the limitations of sandblasting is the size of the object. Since the process is carried out in a closed chamber of limited volume, it is usually up to about 60 x 80 x 80 cm.
Steaming
The third most popular finishing method is called steaming or steaming. In this case, the part is in an atmosphere of evaporation of a substance brought to the boiling point. The particles of the evaporating substance are fused into the treated surface to a depth of approximately 2 microns, making it smooth and shiny in just a few seconds. Those who prefer a matte finish can sandblast the part after steam blasting, when the part has already been smoothed and mechanical contact stress has been removed.
Acetone vapor treatment of ABS plastic makes the surface smooth and glossy, the only drawback of this technology is that corners and small parts are folded
Since the surface is very smooth, vapor treatment is widely used for consumer goods, prototypes and medical applications. The method does not significantly affect the accuracy of the part. After sandblasting, the object is ready for applying a film, protective or decorative layer. Such coatings are usually applied to more durable materials, which are subject to high requirements.
The method does not significantly affect the accuracy of the part. After sandblasting, the object is ready for applying a film, protective or decorative layer. Such coatings are usually applied to more durable materials, which are subject to high requirements.
Unfortunately, like sandblasting, steam blasting has limitations on part sizes. Unlike sanding and sandblasting, steam blasting also has material limitations. Acetone is used to process ABS plastic. When processing PLA plastic, tetrahydrofuran or dichloromethane is used. Processed materials are quite practical and durable, created products retain their original strength and flexibility.
Post-processing of 3D models
Hello, friends! 3DTool is with you!
In this article, we will tell you about post-processing of products printed on FDM 3D printer . Basically, the article is designed for beginners and does not contain any revolutionary revelations. However, we tried to convey our experience in the most accessible way and we hope it will be useful to you.
However, we tried to convey our experience in the most accessible way and we hope it will be useful to you.
We will talk about the tools, methods and techniques that we ourselves use when fulfilling orders and in general practice. An example would be a project to print a fake spear of a character from a computer game for a costume for a cosplay festival. We will follow the whole path from the selection of print parameters to the final painting of the elements of the spear and along the way we will analyze several related issues.
Well, let's go!
Types and types of processing of printed products.
To begin with, let's go through the main known types of post-processing of printed products available at the moment.
- Hand processed.
A type of treatment that uses some kind of abrasive material to smooth the surface. For example, sandpaper and its derivatives.
- Automated machining. (Tumbling)
(Tumbling)
A type of processing that uses special devices. The most common type of this type of treatment is tumbling, which is based on surface treatment by friction with abrasive granules, the so-called. "bodies". This type of processing is mainly used for metal products, but it is also suitable for plastic.
- Manual chemical treatment.
Manual surface treatment of an object with a suitable solvent, until a smooth and uniform surface is obtained, in which the agent is applied by brush, spray, or as steam using a cold or hot "steam bath".
- Automatic chemical treatment.
Automatic vaporization of the solvent appropriate to the product material in special plants that precisely control the process.
- Manual and automated temperature treatment.
Types of processing that use the boundary, or melting temperature of the material to smooth the surface. Usually it uses building hair dryers or stoves. In this article, we will not touch on this type of processing.
In our practice, we most often use a complex of manual mechanical and manual chemical processing, which will be discussed further.
Required tools.
To achieve the best result, we have compiled our own list of necessary tools, the presence of which makes the process more convenient and faster.
For high-quality post-processing, we need the following tools and materials.
(The list is advisory and for "home" use, much of this equipment can be skipped. For example, a compressor and a spray gun.)
- - Belt sander.
- - Dremel with attachments (drill) and flexible supply.
- - Compressor with blow gun and spray gun.
- - Building dryer.
- - Medium to fine grit sandpaper. 250-400.
- - Solvent resistant brush.
- - Acetone resistant spray gun.
- - Acetone or other solvent (hereinafter in more detail)
- - Solvent resistant container.
- - Covering primer/primer for plastic (Kudo, Motip, Maxi Color cans)
- - Car putty, for plastic.
 (Duocomponent will do, you can use epoxy if you have a good one)
(Duocomponent will do, you can use epoxy if you have a good one) - - Gloves and respirator.
Safety
Be aware that fine dust from plastic, acetone and other solvent fumes, paint, and sharp objects such as spatulas and knives are potentially dangerous tools and should be handled safely.
These are not empty words. Even in our practice (mine specifically, approx. Ed) there were poisonings and unpleasant consequences of neglecting the rules. And repeating them (the rules) again will not be superfluous.
To begin with, carry out all machining work in a spacious, ventilated area. If the room is not equipped with a separate hood, open windows or doors and ensure free air flow. A high concentration of acetone vapor can cause dizziness and poisoning.
Leave paint and solvent cans out of direct sunlight. When heating paint cans, keep an eye on the temperature and the time the can is in the water. Do not heat cans or keep solvents near open flames. A lighter and a soldering torch are also such sources.
A lighter and a soldering torch are also such sources.
Wear a respirator and goggles before working with abrasives and applying paint. The respirator should not allow small particles to pass through and cover at least half of the face.
And remember that any tool requires respect and attention.
A selection of print options and media.
So, back to the beginning.
You have an idea to print and process a certain object. Let's agree that this item also requires subsequent assembly with seam processing. As a rule, this is the most frequent case for small workshops and home 3D printable . What do we need to do first?
To begin with, let's divide our 3D model into segments that fit in the printer's working area and determine how our object will be assembled after printing.
The illustration clearly shows the stages of working with 3D model . Retopology, simplification of overly complex elements and placement of assembly locks.
Retopology, simplification of overly complex elements and placement of assembly locks.
Next, let's define the surface roughness. Tobish with layer thickness (height). It will directly affect the printing time and subsequent surface treatment. For example, we found out experimentally that 200 - 250 micron , the most optimal size when considering the use of sandpaper of the appropriate grit. Movements across the layer arrangement make deep grooves and actively level the surface.
Since the processing will be carried out by grinding, the walls of the product must be sufficiently thick and strong. Usually, the parameter in 1 - 1.2 mm is enough. We printed our lance on 15% infill and 1mm wall thickness on 0.4 nozzle.
An important stage on which all subsequent work depends is the choice of material for 3D printing .
We use Raise 3D and Picaso Designer X 3D printers, it is more convenient for us to print from ABS plastic. Of all the existing filaments at the moment, it is the most understandable and simplest to process. PLA is also suitable, but there is not much desire to mess with more toxic than Acetone - Dichloromethane. However, even with it, our method of working does not change much, except that applying a solvent to the surface will be a little more difficult, because. it evaporates faster.
Of all the existing filaments at the moment, it is the most understandable and simplest to process. PLA is also suitable, but there is not much desire to mess with more toxic than Acetone - Dichloromethane. However, even with it, our method of working does not change much, except that applying a solvent to the surface will be a little more difficult, because. it evaporates faster.
Surface preparation.
So. Trial and error has shown that for large surfaces, the combined method works best.
To begin with, soak the brush in the solvent, lightly wipe off the excess liquid on the walls of the container and with a slightly damp brush go through the layers across the entire surface of the model with quick movements.
This will smooth out especially strong differences and fuse the upper layers together, which will have a good effect on painting in the future, because. excess pores will be closed. The movements should be even, with an overlap of about 10% , determined by eye. The main thing is that there are no gaps between the strips of the applied solvent.
The main thing is that there are no gaps between the strips of the applied solvent.
Try not to touch the freshly treated surface with body parts and third-party objects, softened plastic gets dirty very well and forms cavities when touched.
Immediately after applying the thinner, we need a compressor, or a strong current of cool air. The task is to dry the molten layer of the product. This should only be done with cold or cool air so that the acetone leaves the surface of the object faster and does not swell with bubbles. If you use a hair dryer or hot air, the acetone will evaporate too quickly and the surface will swell and the effect will be lost.
If done correctly, the surface should look something like this.
Now let's take a coarser sandpaper and cut it, achieving a comfortable grip with the hand. Next, we'll start sanding across the layers.
It is necessary to approximately equalize the depth of the relief of the layers with the grooves left by the sandpaper.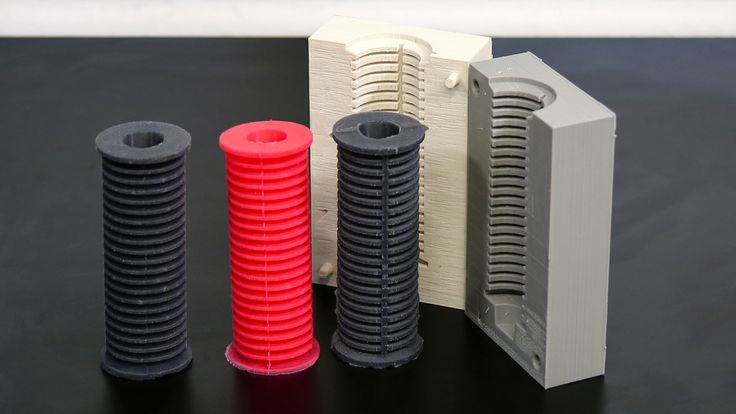
After rough sanding, take a smaller grit paper and sand in circular motions where possible to pre-finish the surface.
If the parts are very large, a belt sander is suitable, which allows you to process large surfaces several times faster. Luckily, the spear project didn't need it.
In total, about 100 - 200 microns of surface should be removed, which forms a sufficiently even surface, allowing you to proceed to the next step.
Do not forget to assemble and glue the object before applying the primer. For ABS plastic we use two-component epoxy adhesive Bison Epoxy 5 minutes . He showed himself the best.
In our project, we used grooves to center and fasten objects together, manually laying them into the geometry. And the whole spear was assembled on two aluminum pipes of different diameters, in some places
Ground application and development.
The next step after surface preparation is priming and development.
Developing means the application of one or two layers of primer so that all scratches and flaws invisible on the plastic appear against the matte background of the primer.
The photo clearly shows how the soil has opened a seemingly even surface of the seam. There is still work to be done with her. We take our two-component putty and carefully remove the surface by grinding after drying.
After that, apply the primer again and make sure that the surface is even and ready for painting.
Final painting.
It is carried out in two or three stages. First you need to put the first coat of paint, the color of which will be dominant. If you are using kudo sprays, it is best to apply 3-4 coats with a drying period of about 15 minutes between coats. Further, the parts should stand for at least 4 - 5 hours until completely dry. At a temperature of about 20 - 24 degrees.
After that, you can mask the elements that require painting with a different color and apply it already.