3D printer material types
Guide to 3D Printing Materials: Types, Applications, and Properties
3D printing empowers you to prototype and manufacture parts for a wide range of applications quickly and cost-effectively. But choosing the right 3D printing process is just one side of the coin. Ultimately, it'll be largely up to the materials to enable you to create parts with the desired mechanical properties, functional characteristics, or looks.
This comprehensive guide to 3D printing materials showcases the most popular plastic and metal 3D printing materials available, compares their properties, applications, and describes a framework that you can use to choose the right one for your project.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
There are dozens of plastic materials available for 3D printing, each with its unique qualities that make it best suited to specific use cases. To simplify the process of finding the material best suited for a given part or product, let’s first look at the main types of plastics and the different 3D printing processes.
There are the two main types of plastics:
-
Thermoplastics are the most commonly used type of plastic. The main feature that sets them apart from thermosets is their ability to go through numerous melt and solidification cycles. Thermoplastics can be heated and formed into the desired shape. The process is reversible, as no chemical bonding takes place, which makes recycling or melting and reusing thermoplastics feasible. A common analogy for thermoplastics is butter, which can be melted, re-solidify, and melted again. With each melting cycle, the properties change slightly.
-
Thermosetting plastics (also referred to as thermosets) remain in a permanent solid state after curing. Polymers in thermosetting materials cross-link during a curing process that is induced by heat, light, or suitable radiation. Thermosetting plastics decompose when heated rather than melting, and will not reform upon cooling. Recycling thermosets or returning the material back into its base ingredients is not possible. A thermosetting material is like cake batter, once baked into a cake, it cannot be melted back into batter again.
The three most established plastic 3D printing processes today are the following:
-
Fused deposition modeling (FDM) 3D printers melt and extrude thermoplastic filaments, which a printer nozzle deposits layer by layer in the build area.
-
Stereolithography (SLA) 3D printers use a laser to cure thermosetting liquid resins into hardened plastic in a process called photopolymerization.
-
Selective laser sintering (SLS) 3D printers use a high-powered laser to fuse small particles of thermoplastic powder.
Video Guide
Having trouble finding the best 3D printing technology for your needs? In this video guide, we compare FDM, SLA, and SLS technologies across popular buying considerations.
Watch the Videos
Fused deposition modeling (FDM), also known as fused filament fabrication (FFF), is the most widely used form of 3D printing at the consumer level, fueled by the emergence of hobbyist 3D printers.
This technique is well-suited for basic proof-of-concept models, as well as quick and low-cost prototyping of simple parts, such as parts that might typically be machined.
Consumer level FDM has the lowest resolution and accuracy when compared to other plastic 3D printing processes and is not the best option for printing complex designs or parts with intricate features. Higher-quality finishes may be obtained through chemical and mechanical polishing processes. Industrial FDM 3D printers use soluble supports to mitigate some of these issues and offer a wider range of engineering thermoplastics or even composites, but they also come at a steep price.
Higher-quality finishes may be obtained through chemical and mechanical polishing processes. Industrial FDM 3D printers use soluble supports to mitigate some of these issues and offer a wider range of engineering thermoplastics or even composites, but they also come at a steep price.
As the melted filament forms each layer, sometimes voids can remain between layers when they don’t adhere fully. This results in anisotropic parts, which is important to consider when you are designing parts meant to bear load or resist pulling.
FDM 3D printing materials are available in a variety of color options. Various experimental plastic filament blends also exist to create parts with wood- or metal-like surfaces.
The most common FDM 3D printing materials are ABS, PLA, and their various blends. More advanced FDM printers can also print with other specialized materials that offer properties like higher heat resistance, impact resistance, chemical resistance, and rigidity.
| Material | Features | Applications |
|---|---|---|
| ABS (acrylonitrile butadiene styrene) | Tough and durable Heat and impact resistant Requires a heated bed to print Requires ventilation | Functional prototypes |
| PLA (polylactic acid) | The easiest FDM materials to print Rigid, strong, but brittle Less resistant to heat and chemicals Biodegradable Odorless | Concept models Looks-like prototypes |
| PETG (polyethylene terephthalate glycol) | Compatible with lower printing temperatures for faster production Humidity and chemical resistant High transparency Can be food safe | Waterproof applications Snap-fit components |
| Nylon | Strong, durable, and lightweight Tough and partially flexible Heat and impact resistant Very complex to print on FDM | Functional prototypes Wear resistant parts |
| TPU (thermoplastic polyurethane) | Flexible and stretchable Impact resistant Excellent vibration dampening | Flexible prototypes |
| PVA (polyvinyl alcohol) | Soluble support material Dissolves in water | Support material |
| HIPS (high impact polystyrene) | Soluble support material most commonly used with ABS Dissolves in chemical limonene | Support material |
| Composites (carbon fiber, kevlar, fiberglass) | Rigid, strong, or extremely tough Compatibility limited to some expensive industrial FDM 3D printers | Functional prototypes Jigs, fixtures, and tooling |
Stereolithography was the world’s first 3D printing technology, invented in the 1980s, and is still one of the most popular technologies for professionals.
SLA parts have the highest resolution and accuracy, the clearest details, and the smoothest surface finish of all plastic 3D printing technologies. Resin 3D printing is a great option for highly detailed prototypes requiring tight tolerances and smooth surfaces, such as molds, patterns, and functional parts. SLA parts can also be highly polished and/or painted after printing, resulting in client-ready parts with high-detailed finishes.
Parts printed using SLA 3D printing are generally isotropic—their strength is more or less consistent regardless of orientation because chemical bonds happen between each layer. This results in parts with predictable mechanical performance critical for applications like jigs and fixtures, end-use parts, and functional prototyping.
SLA offers the widest range of material options for plastic 3D printing.
SLA 3D printing is highly versatile, offering resin formulations with a wide range of optical, mechanical, and thermal properties to match those of standard, engineering, and industrial thermoplastics.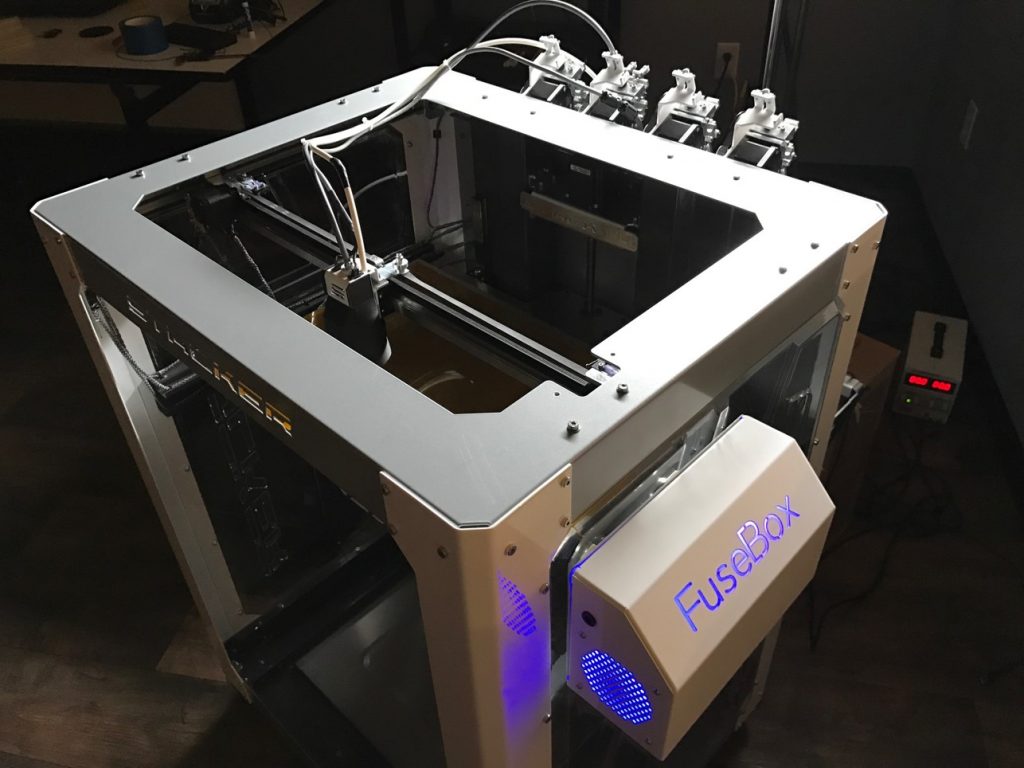
| Formlabs Materials | Features | Applications |
|---|---|---|
| Standard Resins | High resolution Smooth, matte surface finish | Concept models Looks-like prototypes |
| Clear Resin | The only truly clear material for plastic 3D printing Polishes to near optical transparency | Parts requiring optical transparency Millifluidics |
| Draft Resin | One of the fastest materials for 3D printing 4x faster than standard resins, up to 10x faster than FDM | Initial Prototypes Rapid Iterations |
| Tough and Durable Resins | Strong, robust, functional, and dynamic materials Can handle compression, stretching, bending, and impacts without breaking Various materials with properties similar to ABS or PE | Housings and enclosures Jigs and fixtures Connectors Wear-and-tear prototypes |
| Rigid Resins | Highly filled, strong and stiff materials that resist bending Thermally and chemically resistant Dimensionally stable under load | Jigs, fixtures, and tooling Turbines and fan blades Fluid and airflow components Electrical casings and automotive housings |
| Polyurethane Resins | Excellent long-term durability UV, temperature, and humidity stable Flame retardancy, sterilizability, and chemical and abrasion resistance | High performance automotive, aerospace, and machinery components Robust and rugged end-use parts Tough, longer-lasting functional prototypes |
| High Temp Resin | High temperature resistance High precision | Hot air, gas, and fluid flow Heat resistant mounts, housings, and fixtures Molds and inserts |
| Flexible and Elastic Resins | Flexibility of rubber, TPU, or silicone Can withstand bending, flexing, and compression Holds up to repeated cycles without tearing | Consumer goods prototyping Compliant features for robotics Medical devices and anatomical models Special effects props and models |
| Medical and dental resins | A wide range of biocompatible resins for producing medical and dental appliances | Dental and medical appliances, including surgical guides, dentures, and prosthetics |
| Jewelry resins | Materials for investment casting and vulcanized rubber molding Easy to cast, with intricate details and strong shape retention | Try-on pieces Masters for reusable molds Custom jewelry |
| ESD Resin | ESD-safe material to improve electronics manufacturing workflows | Tooling & fixturing for electronics manufacturing Anti-static prototypes and end-use components Custom trays for component handling and storage |
| Ceramic Resin | Stone-like finish Can be fired to create a fully ceramic piece | Engineering research Art and design pieces |
Explore Formlabs SLA Materials
Sample part
See and feel Formlabs quality firsthand. We’ll ship a free sample part to your office.
We’ll ship a free sample part to your office.
Request a Free Sample Part
Selective laser sintering (SLS) 3D printing is trusted by engineers and manufacturers across different industries for its ability to produce strong, functional parts. Low cost per part, high productivity, and established materials make the technology ideal for a range of applications from rapid prototyping to small-batch, bridge, or custom manufacturing.
As the unfused powder supports the part during printing, there’s no need for dedicated support structures. This makes SLS ideal for complex geometries, including interior features, undercuts, thin walls, and negative features.
Just like SLA, SLS parts are also generally more isotropic than FDM parts. SLS parts have a slightly rough surface finish due to the powder particles, but almost no visible layer lines.
SLS 3D printing materials are ideal for a range of functional applications, from engineering consumer products to manufacturing and healthcare.
The material selection for SLS is limited compared to FDM and SLA, but the available materials have excellent mechanical characteristics, with strength resembling injection-molded parts. The most common material for selective laser sintering is nylon, a popular engineering thermoplastic with excellent mechanical properties. Nylon is lightweight, strong, and flexible, as well as stable against impact, chemicals, heat, UV light, water, and dirt.
| Material | Description | Applications |
|---|---|---|
| Nylon 12 | Strong, stiff, sturdy, and durable Impact-resistant and can endure repeated wear and tear Resistant to UV, light, heat, moisture, solvents, temperature, and water | Functional prototyping End-use parts Medical devices |
| Nylon 11 | Similar properties to Nylon 12, but with a higher elasticity, elongation at break, and impact resistance, but lower stiffness | Functional prototyping End-use parts Medical devices |
| TPU | Flexible, elastic, and rubbery Resilient to deformation High UV stability Great shock absorption | Functional prototyping Flexible, rubber-like end-use parts Medical devices |
| Nylon composites | Nylon materials reinforced with glass, aluminum, or carbon fiber for added strength and rigidity | Functional prototyping Structural end-use parts |
Explore Formlabs SLS Materials
Sample part
See and feel Formlabs SLS quality firsthand. We’ll ship a free sample part to your office.
We’ll ship a free sample part to your office.
Request a Free Sample Part
Different 3D printing materials and processes have their own strengths and weaknesses that define their suitability for different applications. The following table provides a high level summary of some key characteristics and considerations.
| FDM | SLA | SLS | |
|---|---|---|---|
| Pros | Low-cost consumer machines and materials available | Great value High accuracy Smooth surface finish Range of functional materials | Strong functional parts Design freedom No need for support structures |
| Cons | Low accuracy Low details Limited design compatibility High cost industrial machines if accuracy and high performance materials are needed | Sensitive to long exposure to UV light | More expensive hardware Limited material options |
| Applications | Low-cost rapid prototyping Basic proof-of-concept models Select end-use parts with high-end industrial machines and materials | Functional prototyping Patterns, molds, and tooling Dental applications Jewelry prototyping and casting Models and props | Functional prototyping Short-run, bridge, or custom manufacturing |
| Materials | Standard thermoplastics, such as ABS, PLA, and their various blends on consumer level machines. High performance composites on high cost industrial machines High performance composites on high cost industrial machines | Varieties of resin (thermosetting plastics). Standard, engineering (ABS-like, PP-like, flexible, heat-resistant), castable, dental, and medical (biocompatible). | Engineering thermoplastics. Nylon 11, Nylon 12, and their composites, thermoplastic elastomers such as TPU. |
Beyond plastics, there are multiple 3D printing processes available for metal 3D printing.
-
Metal FDM
Metal FDM printers work similarly to traditional FDM printers, but use extrude metal rods held together by polymer binders. The finished “green” parts are then sintered in a furnace to remove the binder.
SLM and DMLS printers work similarly to SLS printers, but instead of fusing polymer powders, they fuse metal powder particles together layer by layer using a laser. SLM and DMLS 3D printers can create strong, accurate, and complex metal products, making this process ideal for aerospace, automotive, and medical applications.
-
Titanium is lightweight and has excellent mechanical characteristics. It is strong, hard and highly resistant to heat, oxidation, and acid.
-
Stainless steel has high strength, high ductility, and is resistant to corrosion.
-
Aluminum is a lightweight, durable, strong, and has good thermal properties.
-
Tool steel is a hard, scratch-resistant material that you can use to print end-use tools and other high-strength parts..
- Nickel alloys have high tensile, creep and rupture strength and are heat and corrosion resistant.
Compared to plastic 3D printing technologies, metal 3D printing is substantially more costly and complex, limiting its accessibility to most businesses.
Alternatively, SLA 3D printing is well-suited for casting workflows that produce metal parts at a lower cost, with greater design freedom, and in less time than traditional methods.
Another alternative is electroplating SLA parts, which involves coating a plastic material in a layer of metal via electrolysis. This combines some of the best qualities of metal—strength, electrical conductivity, and resistance to corrosion and abrasion—with the specific properties of the primary (usually plastic) material.
Plastic 3D printing is well-suited to create patterns that can be cast to produce metal parts.
With all these materials and 3D printing options available, how can you make the right selection?
Here’s our three-step framework to choose the right 3D printing material for your application.
Plastics used for 3D printing have different chemical, optical, mechanical, and thermal characteristics that determine how the 3D printed parts will perform. As the intended use approaches real-world usage, performance requirements increase accordingly.
| Requirement | Description | Recommendation |
|---|---|---|
| Low performance | For form and fit prototyping, conceptual modeling, and research and development, printed parts only need to meet low technical performance requirements. Example: A form prototype of a soup ladle for ergonomic testing. No functional performance requirements needed besides surface finish. | FDM: PLA SLA: Standard Resins, Clear Resin (transparent part), Draft Resin (fast printing) |
| Moderate performance | For validation or pre-production uses, printed parts must behave as closely to final production parts as possible for functional testing but do not have strict lifetime requirements. Example: A housing for electronic components to protect against sudden impact. Performance requirements include ability to absorb impact, housing needs to snap together and hold its shape. | FDM: ABS SLA: Engineering Resins SLS: Nylon 11, Nylon 12, TPU |
| High performance | For end-use parts, final 3D printed production parts must stand up to significant wear for a specific time period, whether that’s one day, one week, or several years. Example: Shoe outsoles. | FDM: Composites SLA: Engineering, Medical, Dental, or Jewelry Resins SLS: Nylon 11, Nylon 12, TPU, nylon composites |
 Performance requirements include strict lifetime testing with cyclic loading and unloading, color fastness over periods of years, amongst others like tear resistance.
Performance requirements include strict lifetime testing with cyclic loading and unloading, color fastness over periods of years, amongst others like tear resistance.Once you’ve identified the performance requirements for your product, the next step is translating them into material requirements—the properties of a material that will satisfy those performance needs. You’ll typically find these metrics on a material’s data sheet.
| Requirement | Description | Recommendation |
|---|---|---|
| Tensile strength | Resistance of a material to breaking under tension. High tensile strength is important for structural, load bearing, mechanical, or statical parts. | FDM: PLA SLA: Clear Resin, Rigid Resins SLS: Nylon 12, nylon composites |
| Flexural modulus | Resistance of a material to bending under load.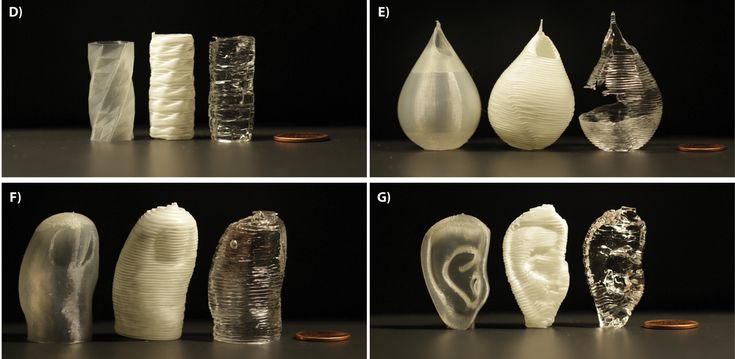 Good indicator for either the stiffness (high modulus) or the flexibility (low modulus) of a material. Good indicator for either the stiffness (high modulus) or the flexibility (low modulus) of a material. | FDM: PLA (high), ABS (medium) SLA: Rigid Resins (high), Tough and Durable Resins (medium), Flexible and Elastic Resins (low) SLS: nylon composites (high), Nylon 12 (medium) |
| Elongation | Resistance of a material to breaking when stretched. Helps you compare flexible materials based on how much they can stretch. Also indicates if a material will deform first, or break suddenly. | FDM: ABS (medium), TPU (high) SLA: Tough and Durable Resins (medium), Polyurethane Resins (medium), Flexible and Elastic Resins (high) SLS: Nylon 12 (medium), Nylon 11 (medium), TPU (high) |
| Impact strength | Ability of a material to absorb shock and impact energy without breaking. Indicates toughness and durability, helps you figure out how easily a material will break when dropped on the ground or crashed into another object. | FDM: ABS, Nylon SLA: Tough 2000 Resin, Tough 1500 Resin, Grey Pro Resin, Durable Resin, Polyurethane Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Heat deflection temperature | Temperature at which a sample deforms under a specified load. Indicates if a material is suitable for high temperature applications. | SLA: High Temp Resin, Rigid Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Hardness (durometer) | Resistance of a material to surface deformation. Helps you identify the right “softness” for soft plastics, like rubber and elastomers for certain applications. | FDM: TPU SLA: Flexible Resin, Elastic Resin SLS: TPU |
| Tear strength | Resistance of a material to growth of cuts under tension. Important to assess the durability and the resistance to tearing of soft plastics and flexible materials, such as rubber. | FDM: TPU SLA: Flexible Resin, Elastic Resin, Durable Resin SLS: Nylon 11, TPU |
| Creep | Creep is the tendency of a material to deform permanently under the influence of constant stress: tensile, compressive, shear, or flexural. Low creep indicates longevity for hard plastics and is crucial for structural parts. Low creep indicates longevity for hard plastics and is crucial for structural parts. | FDM: ABS SLA: Polyurethane Resins, Rigid Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Compression set | Permanent deformation after material has been compressed. Important for soft plastics and elastic applications, tells you if a material will return to its original shape after the load is removed. | FDM: TPU SLA: Flexible Resin, Elastic Resin SLS: TPU |
For even more details on material properties, read our guide to about the most common mechanical and thermal properties.
Once you translate performance requirements to material requirements, you’ll most likely end up with a single material or a smaller group of materials that could be suitable for your application.
If there are multiple materials that fulfil your basic requirements, you can then look at a wider range of desired characteristics and consider the pros, cons, and trade-offs of the given materials and processes to make the final choice.
Try our interactive material wizard to find materials based on your application and the properties you care the most about from our growing library of materials. Do you have specific questions about 3D printing materials? Contact our experts.
Recommend Me a Material
Ultimate Materials Guide - Tips for 3D Printing with PETG
Overview
PETG is a Glycol Modified version of Polyethylene Terephthalate (PET), which is commonly used to manufacture water bottles. It is a semi-rigid material with good impact resistance, but it has a slightly softer surface which makes it prone to wear. The material also benefits from great thermal characteristics, allowing the plastic to cool efficiently with almost negligible warpage. There are several variations of this material in the market including PETG, PETE, and PETT. The tips in this article will apply to all of these PET-based filaments.
- Glossy and smooth surface finish
- Adheres well to the bed with negligible warping
- Mostly odorless while printing
- Poor bridging characteristics
- Can produce thin hairs on the surface from stringing
Hardware Requirements
Before 3D printing with PET / PETG make sure your 3D printer meets the hardware requirements listed below to ensure the best print quality.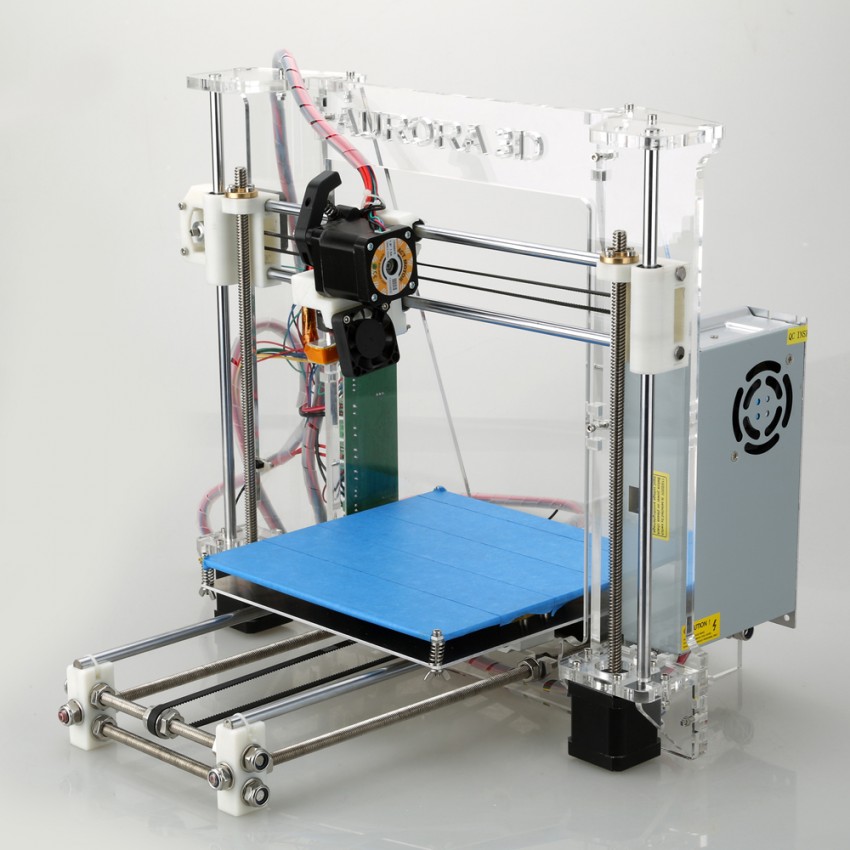
Bed
Temperature: 75-90 °C
Heated Bed Recommended
Enclosure Not Required
Build Surface
Glue Stick
Painter’s tape
Extruder
Temperature: 230-250 °C
No special hot-end required
Cooling
Part Cooling Fan Required
Best Practices
These tips will help you reduce the chances of common 3D printing issues associated with PET / PETG such as stringing, oozing, and poor bed adhesion.
Invest In a Good Build Surface
Some 3D printers come with a glass bed or blue painter’s tape installed on the bed. Although these surfaces might work fine for PETG, we recommend using a heated build platform for best results. The heated bed can significantly improve the first layer adhesion, making things much easier for future prints. Many of these heated beds come with a glass surface, allowing you to print directly on the bed without needing to apply any additional layers of tape or glue.
Calibrate Retraction Settings to Reduce Stringing
One of the few common issues that we see with PETG is stringing. These strings are thin hairs, similar to a spider web, that run between the different surface of your 3D print. Preventing these strings requires precisely calibrated retraction settings, so make sure to adjust your retraction distance and speed for the best results. Simplify3D also includes several useful features that can further reduce stringing. The first is called Coasting, which works by reducing the pressure in the nozzle right before the end of a segment. This way, when moving to the next segment, there is less pressure in the nozzle, so you are less likely to see stringing and oozing during that move. Another great option can be found on the Advanced tab of your Simplify3D process settings. By enabling the “avoid crossing outline for travel movements” option, the software will automatically adjust the travel movements of your print to stay on top of the interior of your model as much as possible. This means that the strings stay inside of your part where no one can see them, instead of being on the outside of your model.
These strings are thin hairs, similar to a spider web, that run between the different surface of your 3D print. Preventing these strings requires precisely calibrated retraction settings, so make sure to adjust your retraction distance and speed for the best results. Simplify3D also includes several useful features that can further reduce stringing. The first is called Coasting, which works by reducing the pressure in the nozzle right before the end of a segment. This way, when moving to the next segment, there is less pressure in the nozzle, so you are less likely to see stringing and oozing during that move. Another great option can be found on the Advanced tab of your Simplify3D process settings. By enabling the “avoid crossing outline for travel movements” option, the software will automatically adjust the travel movements of your print to stay on top of the interior of your model as much as possible. This means that the strings stay inside of your part where no one can see them, instead of being on the outside of your model. If you are looking for more tips to reduce stringing, we have an entire section dedicated to this issue on our Print Quality Guide: How to Reduce Stringing and Oozing.
If you are looking for more tips to reduce stringing, we have an entire section dedicated to this issue on our Print Quality Guide: How to Reduce Stringing and Oozing.
Optimize Extruder Settings to Prevent Blobs and Zits
When 3D printing at higher temperatures associated with PETG, you may notice small blobs or zits on the surface of your model. These print defects typically occur at the beginning or end of each segment, where the extruder has to suddenly start or stop extruding plastic. There are several ways to eliminate these print defects such as enabling “Extra Restart Distance” or “Coasting” options located in the Extruder tab. Simplify3D also includes an option to perform a dynamic retraction, where the filament is retracted while the extruder is still moving. This completely eliminates blobs that are typically formed from a stationary retraction. To learn more about these features and other tips for reducing blobs on the surface of your print, please refer to our Print Quality Guide.
Pro-Tips
- The glossy surface of PETG is especially useful when using rafts. The part separates easily from the raft and maintains a clean surface finish.
- Try disabling your part cooling fan for the first few layers of the print to prevent warping. This trick especially works well for larger prints.
Get Started with PET / PETG
Now that you are ready to start printing with PET / PETG, here are a few ideas to help you get started – from common applications to popular filament brands.
Common Applications
- Water proof applications
- Snap fit components
- Planter Pot
Sample Projects
- Self-watering Planter
- Water Bottle
- Snap Fit Parts
Popular Brands
- ColorFabb PETG
- eSun PETG
- E3D Spoolworks Edge
- Hatchbox PETG
- HobbyKing PETG
What is the best plastic for 3D printing? Let's figure it out together!
Plastic for 3D printing
After purchasing your own FDM 3D printer, as well as in the course of choosing it, it becomes necessary to choose the right plastic for 3D printing. But how to do this if you are new to 3D printing and have little to no understanding of this issue? Plastic for printing on a 3D printer is in most cases the main component of successful product reproduction. Therefore, we will not save on knowledge, and will tell you how to choose the best plastic for 3D printing.
But how to do this if you are new to 3D printing and have little to no understanding of this issue? Plastic for printing on a 3D printer is in most cases the main component of successful product reproduction. Therefore, we will not save on knowledge, and will tell you how to choose the best plastic for 3D printing.
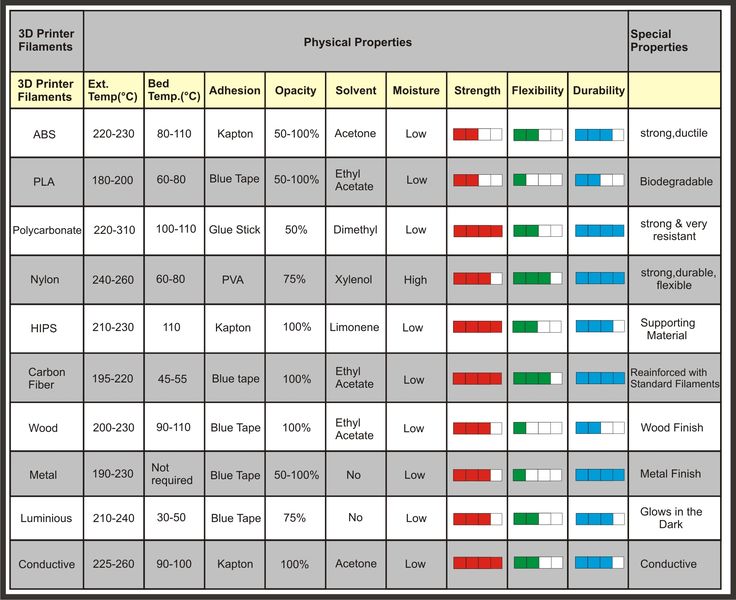
Types of plastic for a 3D printer
First of all, we need to consider the types of plastic for a 3D printer. Plastic for 3D printing, or filament, is produced in the form of a thin thread with a diameter of 1.75 mm and 3 mm. Most often, filaments with a thickness of 1.75 mm are used in the basic configuration, but some manufacturers of 3D printers provide the ability to install a 3 mm plastic feed system. Plastic for 3D printing has many varieties, among which the most common are ABS and PLA plastic.
Plastic for 3D printing: varieties
By popularity in the Ukrainian market, the following types of plastic for 3D printing can be distinguished:
- PLA (PLA) or polylactide.
 Organic and short lived. Suitable for 3D printing of decorative products, but not able to withstand high mechanical loads;
Organic and short lived. Suitable for 3D printing of decorative products, but not able to withstand high mechanical loads; - ABS (ABS) or acrylonitrile butadiene styrene. It has a long life and excellent mechanical properties. Heat-resistant and used for industrial purposes. Shrinks on cooling. It is recommended to print in ventilated areas;
- PVA (PVA) or polyvinyl alcohol. A water-soluble material that is used as a support;
- Nylone (Nylon). An alternative to ABS plastic, suitable for many engineering structures. When printing with nylon, it is recommended to ventilate the room;
- HIPS (High Impact Polystyrene). In terms of physical properties, it is a cross between PLA and ABS. May also emit toxic fumes when printed.
Other questions and answers about 3D printers and 3D printing:
What is the best plastic for a 3D printer?
In fact, there are many more types of plastic for 3D printing. This can include flexible, fluorescent and luminescent filament, wood and metallized materials. But in practice, such consumables are rarely used and are needed for narrowly specific purposes. Metallized plastics are interesting in their own right, but they are at the initial stage of development and are inferior in performance to ordinary reinforced materials. “And what plastic is best for a 3D printer?” - you ask. You should choose based on specific goals. If you intend to print decorative elements that will not be subject to payload, you can look at PLA plastic. If your goal is to print gears, structural parts and other things, look at reinforced materials for 3D printing.
But in practice, such consumables are rarely used and are needed for narrowly specific purposes. Metallized plastics are interesting in their own right, but they are at the initial stage of development and are inferior in performance to ordinary reinforced materials. “And what plastic is best for a 3D printer?” - you ask. You should choose based on specific goals. If you intend to print decorative elements that will not be subject to payload, you can look at PLA plastic. If your goal is to print gears, structural parts and other things, look at reinforced materials for 3D printing.
What plastic to print with?
Please note that not every printer supports the full range of 3D printing materials. Before buying a specific filament, check the specifications of your own device to avoid wasting money. The rest is up to you and your imagination. A huge range of colors and shades of plastic is available for sale, matte and glossy, semi- and fully transparent materials. Such a variety will allow you to make almost any product to your taste.
Remember that if you need to buy plastic for 3D printing - 3DDevice store is at your service! We offer a wide range of different materials in all possible color options and are ready to provide advice when choosing a filament.
If you have additional questions that we have not covered, write to us by e-mail and we, if necessary, will add your questions! Best regards, 3DDevice team. We also provide 3D modeling, 3D scanning and 3D printing services. We work all over Ukraine! If you have any questions, please contact us in any way convenient for you. Contacts are listed here. We look forward to collaborating!
Back to Home
Types of 3D Printing Materials
Types of 3D Printing Materials
3D printing or "additive manufacturing" of almost any geometric shape is now ubiquitous.
3D printing is based on the concept of building an object in successive layers that represent the contours of the model.
In fact, 3D printing is the complete opposite of traditional production and processing methods such as milling or cutting, where the appearance of the product is formed by removing excess material (“subtractive manufacturing”).
Models made using the additive method can be used at any stage of production, both for the production of prototypes (rapid prototyping) and as finished products themselves (rapid production).
3D printing technologies are used in architecture, construction, industrial design, automotive, aerospace, military, engineering, medical, bioengineering, fashion and footwear, jewelry, education, geographic information systems, food processing and many more other areas.
In home use, additive technology is also gaining popularity, and often the capital cost of acquiring a 3D printer is repaid by savings on household production of various items.
There are currently several methods of additive manufacturing. The main differences between them are in the method of applying the layers and the consumables used.
The most common methods are Fused Deposition Method (FDM or FFF), liquid polymerization (stereolithography/SLA) and digital LED projection (DLP)), in addition, less common methods are selective laser sintering (SLS), selective laser melting (SLM), direct metal laser sintering (DMLS).
FDM/FFF method
Advantages of this technology:
- additives, but also based on thermoplastics)
Let's talk more about consumables for 3D printers with technology (FDM/FFF).
Polylactide (PLA, PLA)
The main feature of this material is its environmental friendliness, since polylactide is a polymer of lactic acid, and its raw materials are corn and sugar cane. The result is a completely biodegradable material, but at the same time it is not as durable and it easily absorbs water.
Polylactide is suitable for making toys, souvenirs. In the industry, PLA is used for food packaging, drug containers and surgical sutures, as well as use in bearings that do not carry a high mechanical load (for example, in modeling), which is possible due to the material's excellent slip coefficient.
One of the most important factors for 3D printing applications is the low melting temperature of only 170-180°C, which contributes to relatively low power consumption and the use of inexpensive brass and aluminum nozzles. As a rule, extrusion is carried out at 160-170°C. At the same time, PLA solidifies quite slowly (glass transition temperature is about 50°C), which should be taken into account when choosing a 3D printer. The best option is a device with an open case, a heated work platform (to avoid deformation of large models) and, preferably, additional fans to cool the fresh layers of the model.
As a rule, extrusion is carried out at 160-170°C. At the same time, PLA solidifies quite slowly (glass transition temperature is about 50°C), which should be taken into account when choosing a 3D printer. The best option is a device with an open case, a heated work platform (to avoid deformation of large models) and, preferably, additional fans to cool the fresh layers of the model.
PLA has low shrinkage, i.e. loss of volume on cooling, which helps prevent warping. However, shrinkage has a cumulative effect as the dimensions of printed models increase. In the latter case, the build platform may need to be heated to evenly cool the printed objects.
The cost of PLA is relatively low, which adds to the popularity of this material.
Acrylonitrile butadiene styrene (ABS)
ABS plastic is characterized by excellent mechanical properties, durability and low cost. In industry, ABS plastic has been widely used in the production of car parts, housings for various devices, containers, souvenirs, various household accessories, etc. , at the same time, rather high indicators of thermal stability – from 90°C to 110°C. The exception is some types of ABS plastic, which break down when exposed to direct sunlight. At the same time, ABS plastic is easy to paint, which allows you to apply protective coatings on non-mechanical elements.
, at the same time, rather high indicators of thermal stability – from 90°C to 110°C. The exception is some types of ABS plastic, which break down when exposed to direct sunlight. At the same time, ABS plastic is easy to paint, which allows you to apply protective coatings on non-mechanical elements.
ABS extrusion temperature 180°C. And the low temperature spread between extrusion and glass transition allows ABS to cure faster than PLA.
ABS dissolves well in acetone, allowing large models to be produced piece by piece and glued together, greatly expanding the capabilities of inexpensive desktop printers.
The main disadvantage of ABS plastic can be considered a high degree of shrinkage during cooling - the material can lose up to 0.8% of its volume. This effect can lead to significant deformations of the model, twisting of the first layers and cracking.
To combat these unpleasant phenomena, two main solutions are used:
-
heated work platforms that help reduce the temperature gradient between the lower and upper layers of the model;
-
closed housings and adjustment of the oven background temperature.
It should be noted that at room temperature, ABS plastic does not pose a threat to health, but when heated, acrylonitrile vapors are released - a toxic compound that can cause irritation of mucous membranes and poisoning. Although the amount of Acrylonitrate produced in small scale printing is negligible, it is recommended that you print in a well ventilated area or use an exhaust hood.
ABS is not recommended for food containers and utensils (especially for storing hot food or alcoholic beverages) or toys for small children.
Polyvinyl alcohol (PVA)
Polyvinyl alcohol has the unique property of being water soluble. This material is used in 3D printers equipped with dual extruders, in which case supports for the model are printed from PVA, which are subsequently dissolved in water, and the created model does not require mechanical or chemical processing of irregularities. In addition, PVA can be used to create water-soluble master patterns for molds and molds themselves.
The mechanical properties of PVA are quite interesting. At low humidity, plastic has high tensile strength. With increasing humidity, strength decreases, but elasticity increases. The extrusion temperature is 160-175°C, which allows the use of PVA in printers designed for printing with ABS and PLA plastics.
Store PVA plastic in dry packaging and, if necessary, dry before use. Drying can be done in a pottery kiln or an ordinary oven. As a rule, drying of standard coils takes 6-8 hours at a temperature of 60-80°C. Exceeding 220°C will cause the plastic to decompose, which should be taken into account when printing.
Nylon
The great advantage of nylon is its wear resistance and low coefficient of friction.
For example, nylon is often used to cover friction parts, which improves their performance and often allows them to function without lubrication.
There are several types of nylon produced by different methods and with slightly different characteristics. Let's talk about them in more detail.
Let's talk about them in more detail.
-
Nylon 66 and Nylon 6 are the best known. These two options are very similar. In terms of 3D printing, the main difference is the melting point: Nylon-6 melts at 220°C, while Nylon-66 melts at 265°C.
-
Many hobbyists prefer to use commercially available nylon threads such as trimmer wire. The diameter of such materials often corresponds to the diameter of standard FFF materials, which makes their use tempting. At the same time, these products are usually not pure nylon. In the case of trimmer rods, the material consists of nylon and fiberglass for an optimal combination of flexibility and rigidity. Fiberglass has a high melting point, and therefore printing with such materials is fraught with high nozzle wear and plugging.
-
Recently there have been attempts to commercially develop nylon-based printing materials specifically for FDM/FFF applications, including Nylon-PA6 and Taulman 680.
 These grades are extrudable at 230-260°C.
These grades are extrudable at 230-260°C.
Since nylon readily absorbs moisture, store consumables in vacuum packaging or at least in a container with water-absorbent materials. A sign of excessively damp media will be steam escaping from the nozzle during printing, which is not dangerous, but may degrade the quality of the model.
When printing with nylon, polyimide desktop coating is not recommended as the two materials fuse together. As a coating, you can use adhesive tape with wax impregnation (masking tape). The use of a heated bed will help reduce the possibility of deformation of the model, similar to printing with ABS plastic. Due to the low coefficient of friction of nylon, extruders with studded feeders should be used.
The nylon layers have excellent adhesion, which minimizes the chance of delamination of models.
Nylon is difficult to bond, making it difficult to print large multi-piece models. Alternatively, fusion of parts is possible.
Alternatively, fusion of parts is possible.
Since nylon can release toxic fumes when heated, we recommend that you print in a well-ventilated area or use an exhaust fan.
Polycarbonate (PC)
This material is attractive due to its high strength and toughness.
An important consideration is the health risk of printing: the raw material is often the toxic and potentially carcinogenic compound bisphenol A, so it is recommended to print in well-ventilated areas. And also do not use finished products made of polycarbonate at high temperatures.
The extrusion temperature depends on the printing speed to avoid cracking, but the minimum temperature at 30mm/sec can be considered as 265°C. When printing, the use of polyimide film is recommended for better adhesion to the desktop surface. The high susceptibility of polycarbonate to deformation requires the use of a heated platform and, if possible, a closed housing with heating of the working chamber.
Polycarbonate readily absorbs moisture, so it must be stored in a moisture-proof location, and when printing in humid climates, the print spool must be stored in the same way.
High Density Polyethylene (HDPE)
Despite being the most common plastic in the world, polyethylene is extremely rare in 3D printed materials. The reason for this is the difficulty in layer-by-layer manufacturing of models.
Polyethylene has a low melting point (130-145°C) and hardens at a temperature of 100-120°C, so the applied layers do not have time to set. In addition, polyethylene has a high shrinkage, which provokes the twisting of the first layers and the deformation of the models as a whole during uneven solidification. Accordingly, for printing with polyethylene, it is necessary to use heated platforms and heated working chambers, in addition, the printing speed must be sufficiently high.
Difficulties in use are compensated by the low price and general availability of this material. Recently, several devices have been developed for processing plastic waste from HDPE (bottles, food packaging, etc.) into standard filaments for printing on FDM/FFF printers. Examples are FilaBot and RecycleBot. Due to the simplicity of design, RecycleBot devices are often assembled by 3D craftsmen.
Recently, several devices have been developed for processing plastic waste from HDPE (bottles, food packaging, etc.) into standard filaments for printing on FDM/FFF printers. Examples are FilaBot and RecycleBot. Due to the simplicity of design, RecycleBot devices are often assembled by 3D craftsmen.
Melting polyethylene releases harmful vapors, so it is recommended to print in well ventilated areas.
Polypropylene (PP, PP)
Polypropylene is a widely used plastic used in the manufacture of packaging materials, utensils, syringes, pipes, etc. The material has a low specific gravity, is non-toxic, has good chemical resistance, is resistant to moisture and wear and cheap enough.
The disadvantages of polypropylene are vulnerability to temperatures below -5°C and direct sunlight.
The main difficulty when printing with polypropylene is the high shrinkage of the material during cooling - up to 2. 4%, so it is recommended to print on a heated platform to avoid model deformation. The minimum extrusion temperature is 220°C.
4%, so it is recommended to print on a heated platform to avoid model deformation. The minimum extrusion temperature is 220°C.
Polypropylene printing filaments are sold by Orbi-Tech, German RepRap, Qingdao TSD Plastic. Stratasys has developed a polypropylene simulant optimized for 3D printing called Endur.
Polycaprolactone (PCL)
Polycaprolactone (Hand Moldable Plastic, Mold-Your-Own Grips, InstaMorph, Shapelock, Friendly Plastic, Polymorph, Polymorphus, Ecoformax) has an ultra-low melting point of 60°C, which radically limits the number of 3D printers with which this material can be used.
Polycaprolactone is non-toxic, biodegradable polyester, which makes it suitable for medical applications and food containers. When ingested, polycaprolactone breaks down.
The material sticks easily to the surface of even a cold working table and is easy to paint.
In addition, polyprolactone is very plastic, so it can be reused many times.
Polycaprolactone is of little use for creating functional mechanical models due to its viscosity (glass transition temperature is -60°C) and low heat resistance (melting point is 60°C).
Polyphenylsulfone (PPSU)
This thermoplastic has such high strength and fire resistance that it is widely used in the aviation industry. It is resistant to solvents and fuels and lubricants.
Polyphenylsulfone is suitable for the production of tableware and food containers. Operating temperature range is -50°С - 180°С.
For all its merits, polyphenylsulfone is rarely used in 3D printing due to its high melting point, reaching 370°C. Printing at this temperature requires ceramic nozzles. Currently, the only active user of the material is Stratasys, which offers industrial Fortus installations.
Polymethyl methacrylate (Acrylic, plexiglass, acrylic, PMMA)
Polymethyl methacrylate is organic glass.
This material has good characteristics: strength, moisture resistance, environmental friendliness, easy bonding, plasticity and resistance to direct sunlight.
However, acrylic has a number of disadvantages and is not suitable for FDM/FFF printing.
-
First, PMMA does not store well in filament spools, as constant mechanical stress causes the material to gradually break down.
-
To avoid bubbles, the print resolution must be fairly high, and this accuracy is rare among home printers.
-
Acrylic's fast curing requires strict environmental control of the working chamber and high print speed, while the print speed of FDM/FFF printers is inversely proportional to print resolution, which does not allow fulfilling the previous requirement.
However, attempts to print with acrylic are being made, but at the moment the best results with acrylic are shown by another printing technology ((MJM) from 3D Systems) - multi-jet modeling using photopolymer acrylic. Stratasys has also made significant strides using its proprietary VeroClear photopolymer acrylic simulant on Objet Eden printers.
Stratasys has also made significant strides using its proprietary VeroClear photopolymer acrylic simulant on Objet Eden printers.
Polyethylene terephthalate (PET, PET)
The advantages of this material are that it has high chemical resistance to acids, alkalis and organic solvents, has good wear resistance at temperatures from -40°C to 75°C, and also , easy to machine.
There are a number of difficulties when printing PET: the melting point is 260°C, and the shrinkage on cooling reaches 2%. The solution to these issues are heated working platforms and closed working chambers with temperature control.
In order to obtain transparent models, it is necessary to cool them quickly when they pass the glass transition threshold of 70°C - 80°C.
Undoubtedly, the material has become the focus of attention of 3D craftsmen, who use used containers as raw materials for the domestic production of 3D printing consumables. Recycling devices such as FilaBot or RecycleBot are used to make threads.
Recycling devices such as FilaBot or RecycleBot are used to make threads.
High impact polystyrene (HIPS)
High-impact polystyrene is widely used in industry in the production of various household products, building materials, disposable tableware, toys, medical instruments, etc.
The most attractive feature of polystyrene, in contrast to ABS, is that it is quite easily amenable to the organic solvent Limonen. Since Limonene has no effect on ABS plastic, it is possible to use polystyrene as a material for constructing soluble support supports. Compared to the convenient, water-soluble polyvinyl alcohol (PVA) plastic, polystyrene compares favorably with relatively low cost and resistance to humid climates that make PVA difficult to work with.
It's worth mentioning that some ABS manufacturers mix some cheaper polystyrene into their consumables. Accordingly, models made from such materials can be dissolved in Limonene along with supporting structures.
When polystyrene is heated to extrusion temperature, toxic fumes can be released, so printing in a well-ventilated area is recommended.
Simulators
All of the above plastics do not eliminate the need to use 3D printing technology when working with other materials such as wood, sand, metals. For this, imitators of these materials are created, based on the original material, and thermoplastic is the link. Let's consider them in a little more detail.
Wood Simulators (LAYWOO-D3, BambooFill)
LAYWOO-D3 is a revolutionary invention by Kai Party. This material consists of 40% natural wood chips of microscopic size and 60% binder polymer. As a result, products imitate wood in appearance and smell.
LAYWOO-D3 is virtually indestructible and therefore does not require the use of a heated platform.
Another advantage is that these materials are non-toxic and completely safe.
When printing, you can use the unique feature of wood imitators, because depending on the extrusion temperature (180°C-250°C), the shade can change, the higher the temperature, the darker the shade of the wood.
In addition, upon completion of printing, ready-made models are easy to work on, they lend themselves well to any mechanical processing, and are easy to color.
The main disadvantage of such materials is their cost, which is almost four times higher than the prices of PLA and ABS plastics.
Alternative materials are currently being developed and tested, such as BambooFill from the Dutch company ColorFabb.
Sandstone Simulators (Laybrick)
Laybrick is a composite material also invented by Kai Parthi. This time he set out to create an imitation of sandstone, using the proven method of mixing a binder with a filler - in this case a mineral one.
Laybrick allows you to print objects with different surface textures. How it works: at low extrusion temperatures (165°C-190°C) finished products have a smooth surface, with increasing temperature the material becomes rougher, up to a high degree of similarity to natural sandstone at an extrusion temperature above 210°C.
The advantages of wood imitators are preserved here as well. The material is easy to work with, does not require heating of the working platform, there is no deformation during shrinkage and toxic fumes when heated.
The only drawback is the high cost of the material.
Metal simulants (BronzeFill)
In FDM/FFF printing, metal simulants are just emerging. One of them is BronzeFill. This is a transparent PLA-plastic filled with bronze microparticles. The material is currently in beta testing and should prove usable in most printers.
However, products based on this simulant can be easily polished, achieving a high external resemblance to solid metal products.