3D printer food grade plastic
The Essential Guide to Food Safe 3D Printing
3D printing offers unparalleled design freedom to produce custom parts and complex or organic shapes that would be costly or impossible to manufacture with traditional manufacturing methods.
These benefits can be compelling for a range of food-related applications. However, if 3D printed parts are intended for food contact items, you‘ll have to consider safety practices and regulations to avoid contact with toxic substances and prevent the buildup of harmful bacteria.
Food safe 3D printing is possible and the variety of materials approved as food safe is increasing, but there is a high degree of ambiguity around the workflows and finding the appropriate applicable regulations can be a challenge.
Read on for an introduction to food safety, food safety considerations for 3D printing, and a variety of methods to produce food safe products with common 3D printing processes, including stereolithography (SLA), fused deposition modeling (FDM), and selective laser sintering (SLS).
Please note
No Formlabs resins are food safe unless users take additional steps.
Video Guide
Having trouble finding the best 3D printing technology for your needs? In this video guide, we compare FDM, SLA, and SLS technologies across popular buying considerations.
Watch the Videos
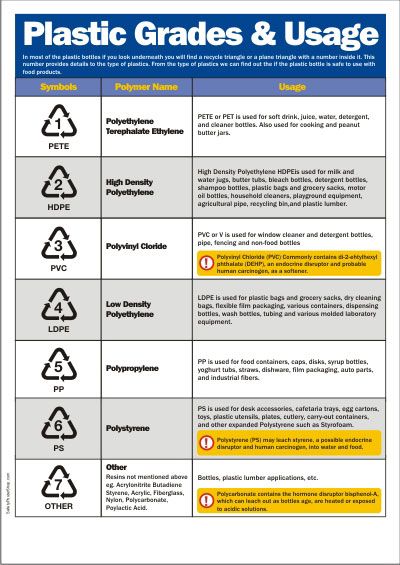
To begin, it’s important to clarify a few key terms:
- Food grade means that the material is either safe for human consumption or permitted to come in contact with food.
- Food safe means that a food grade material meets the requirements determined by the intended use and will not create a food-safety hazard.
- Food contact surfaces include any surface that may come into direct contact with food. These surfaces must be made of nontoxic materials and designed to withstand the environment of their intended use, including exposure to cleaning compounds, sanitizing agents, and cleaning procedures.

Food grading and food safety concern a specific way to ingest parts, called migration. Particles as small as a few nanometers and up to several hundred nanometers may get transferred each time various materials encounter with each other, for example from components of the 3D printer to the 3D printed object, and from the object to the food.
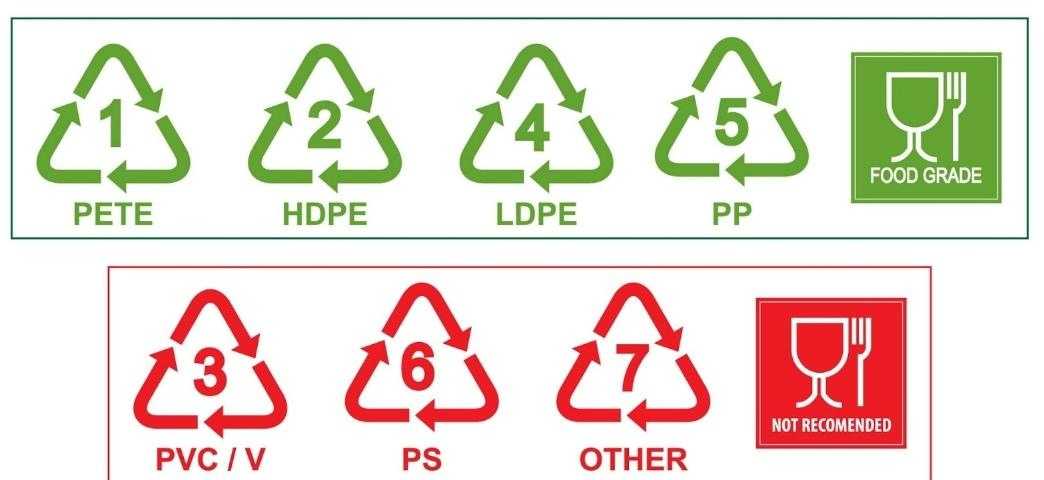
Because migration levels are very low on occasional contact, food grading typically concerns items that are in prolonged contact with food such as containers, straws, utensils, plates, and food molds. Different testing institutions will adhere to different government-imposed risk tolerances and approved substances, which for the US is described by the FDA CFR 21 and for the EU in guidelines 10/2011.
Look for these labels indicating FDA and EU approval. Beware that a material being ‘compliant with’ doesn’t mean that it is explicitly approved by the institutions, so always check the technical datasheets for a certificate.
To be considered food safe according to the FDA Food Code, a material has to meet the following requirements:
- No migration of deleterious substances
- Does not impart colors, odors, or tastes
- Safe under normal use conditions
- Durable, corrosion-resistant, and nonabsorbent
- Sufficient in weight to withstand repeated washing
- Finished to have a smooth, easily cleanable surface without breaks and sharp internal angles
- Resistant to pitting, chipping, crazing, scratching, scoring, distortion, and decomposition
- Accessible to inspection
Any FDA or EU approved material includes not only the raw polymer but also the additives or masterbatch. These might contain components such as plasticizers, impact and heat distortion modifiers, UV-stabilizers, flame retardants, anti-fouling, anti-static, anti-slip, foaming and clarifying agents, anti-oxidants, aromatic nucleators, carbon alloys, phosphorescents, fillers, thickeners, chain extenders, metal deactivators, dyes, and a carrier resin.
These might contain components such as plasticizers, impact and heat distortion modifiers, UV-stabilizers, flame retardants, anti-fouling, anti-static, anti-slip, foaming and clarifying agents, anti-oxidants, aromatic nucleators, carbon alloys, phosphorescents, fillers, thickeners, chain extenders, metal deactivators, dyes, and a carrier resin.
A 3D printed part can turn into a petri dish squirming with bacteria within weeks. Even though some materials will survive the dishwasher, so will dangerous bacteria such as E. coli and salmonella that live in the little nooks and crannies. Some toxic molds find favorable growth conditions on several types of plastic and are hard to remove. Neither cleaning with bleach nor microwaving your polymers is an option for eliminating germs.
While bacteria buildup might not be an issue for disposable items, if you’re planning to create a part for long-term use, using a food safe coating is highly recommended.
The best option to reduce the risk of particle migration and bacteria buildup is by dip coating the 3D printed parts with a food grade epoxy or polyurethane resin, such as Masterbond’s EP42HT-2FG or ArtResin or an FDA approved PTFE (known as Teflon®) to seal their surface.![]()
However, note that coating also doesn’t guarantee food safety for prolonged use as not all of these coatings are dishwasher safe, and they may degrade over time, exposing the original, potentially non-safe surface.
Most 3D printing materials have a low heat deflection temperature (HDT), which means that the 3D printed parts might become brittle and crack, or deform and warp at elevated temperatures. If you’re planning to clean a 3D printed part in a dishwasher, make sure to double check that the material is dishwasher safe and if there are any specific recommendations for washing temperature.
As particles might migrate from components of a 3D printer to 3D printed parts, it is crucial that any components that might come in contact with the 3D printing material or the part are food grade and do not contain or leach harmful chemicals.
This includes taking precautions when using multiple materials, as some materials previously used in the 3D printer might have contained toxic particles and made contact with some components.
Many 3D printing materials are not food safe and might contain toxic chemicals. Only use materials to 3D print parts intended for food contact that are certified for food safety.
As may be expected, the risk of migration is higher if the food is exposed to the 3D printed part for an extended time period. In general, try to limit food contact time and take further precautions for parts that will be in contact with food for longer periods of time.
Think about the reason why you’d like to use 3D printing for a food contact item. If it’s to create custom shapes and forms, in most cases, there are indirect ways to use 3D printing to create these custom parts, for example with molding. See an example in the next section.
SLA 3D printing uses a laser to cure liquid resin into hardened plastic in a process called photopolymerization, resulting in parts that have the highest resolution and accuracy, the clearest details, and the smoothest surface finish of all plastic 3D printing technologies.
Is resin food safe? The answer is no. Substances may migrate from SLA parts which makes none of the resins and printed parts food safe by default. While some resins for dental and medical applications are certified biocompatible, that doesn’t mean that they’re food safe. These materials are certified for specific applications and should not be used for food contact products.
SLA parts have a smooth surface finish that makes it easier to use coatings to seal their surface and prevent the buildup of bacteria. The factors which affect the ultimate smoothness of a part include resin type, layer thickness, build orientation, mesh triangulation resolution of the 3D model, and the curing profile of the SLA resin. Printed parts require washing and post-curing according to the manufacturer's instructions before the coating is applied. However, note that coatings don’t guarantee food safety, as the coating may interact with the resin or degrade over time, exposing the original, potentially non-safe surface.
White Paper
Looking for a 3D printer to realize your 3D models in high resolution? Download our white paper to learn how SLA printing works and why it's the most popular 3D printing process for creating models with incredible details.
Download the White Paper
Creating custom molds is a common way to leverage the benefits of SLA 3D printing to produce highly detailed custom parts without having the 3D printing parts come into direct contact with food. While SLA 3D prints aren’t suitable for directly molding foods, SLA 3D printers are perfect tools to create mold negatives, which can be vacuum formed using food safe plastic.
The tools and techniques for creating 3D printed food molds are easy to master, and the results are often stunning.
3D printed molds for thermoforming and silicone enabled the creation of unique shapes and designs.
Learn more about creating molds for vacuum forming in our in-depth tutorial.
Electroplating is the process of coating parts with metal using an electric current. The process is most commonly used for decorative purposes or to prevent corrosion by creating a durable surface.
SLA parts are ideal for electroplating due to their smooth surface finish. However, as plastics are nonconductive surfaces, SLA 3D prints have to be rendered conductive by coating with graphite, conductive lacquer, electroless plate, or a vaporized coating.
Food safe metal coatings are available, but as the process involves various chemicals, making sure that the workflow is approved for food contact is the developer’s own liability.
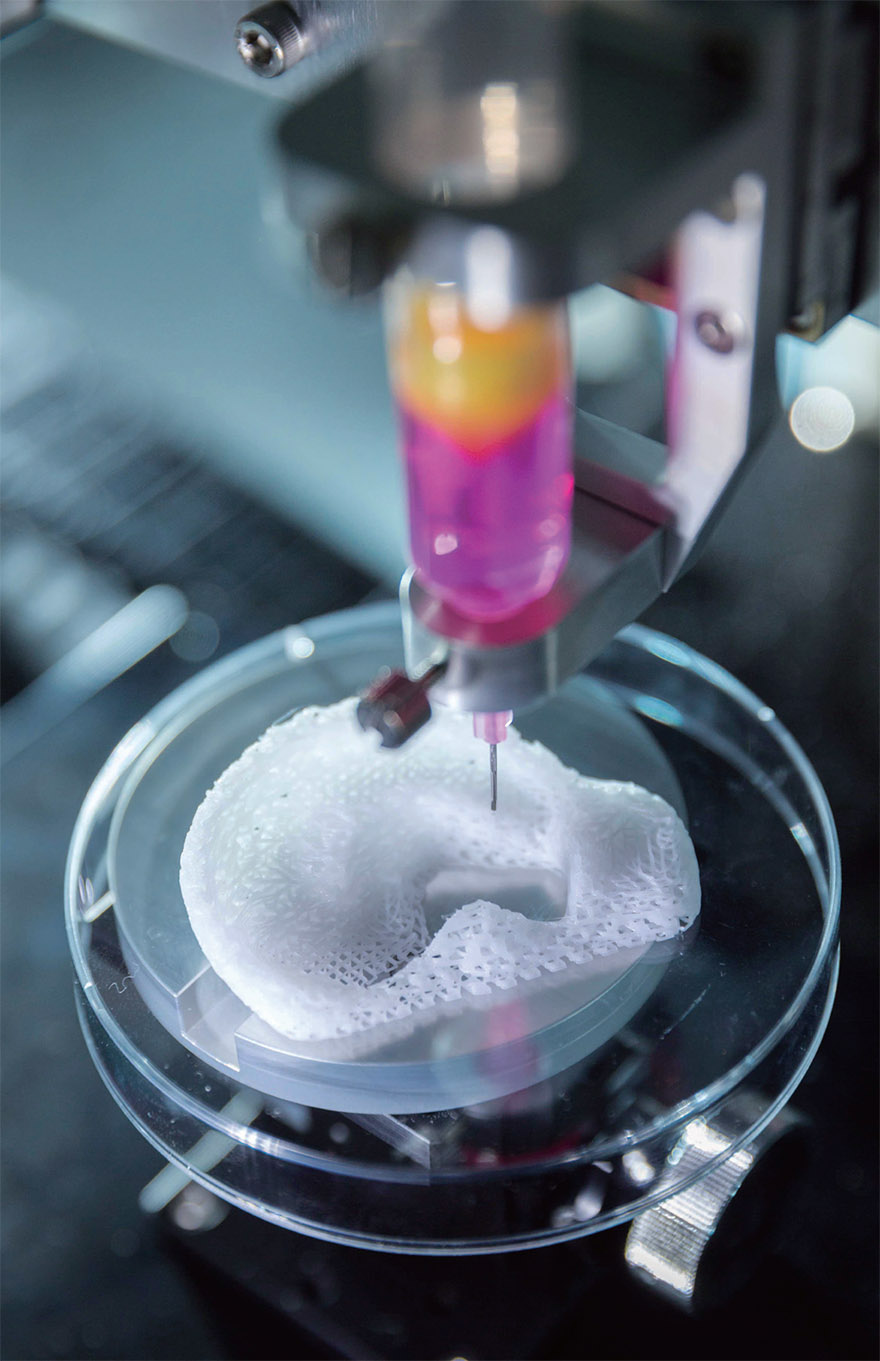
SLA 3D printing offers the unique possibility to produce ceramic parts. After 3D printing, parts can be fired in a kiln to burn out the resin and form a true ceramic part that is strong and heat-resistant. With subsequent food safe glazing, the parts will become more hygienic and resistant to most chemicals.
A variety of food safe glazes are available on the market, but make sure to follow the manufacturer’s instructions in accordance with food safety guidelines.
3D printing in ceramics is ideal for fabricating complex geometries that wouldn’t be possible by hand.
Learn More About Ceramics
Sample part
See and feel Formlabs quality firsthand. We’ll ship a free sample part to your office.
Request a Free Sample Part
FDM is a 3D printing process that builds parts by melting and extruding thermoplastic filament, which a print nozzle deposits layer by layer in the build area.
The extruded material is circular in cross-section, which leaves very narrow crevices in between layers with a depth directly proportional to layer height. It is recommended in any case to print at the lowest feasible layer height for food safe parts.
Consequently, the main challenge with FDM parts is avoiding the buildup of bacteria. To be truly food safe in the long term, an FDM 3D print needs to have a smooth surface. Chemical smoothing with solvents like acetone, d-Limonene, or ethyl acetate removes many of the irregularities of the print resulting in a smooth, glossy appearance. However, applying a subsequent food safe coating is still highly recommended.
However, applying a subsequent food safe coating is still highly recommended.
Layers showing on FDM (left) and SLA (right) 3D prints.
Food grade filaments do not contain any composite particles so will not wear down the nozzle into the print. Nevertheless, avoid brass nozzles that contain lead and use a dedicated stainless steel nozzle instead for all food contact items.
Always check the compatibility of your 3D printer’s components with the filament. For example, PEI is a material that is FDA compliant and offers great mechanical benefits but needs to be processed at over 300 °C, which requires a specific printer solution.
The most common questions around FDM food safety concern two popular materials. Is PLA food safe? Is ABS food safe? The answer is, it depends.
Food safe 3D printing filaments include PLA, PP, co-polyester, PET, PET-G, HIPS, and nylon-6, as well as some brands of ABS, ASA, and PEI. Having to run parts through the dishwasher rules out PET, nylon, and PLA because these plastics soften and distort around 60–70 °C. For applications involving hot liquids, co-polyester, High Temperature PLA or PEI are most suited.
For applications involving hot liquids, co-polyester, High Temperature PLA or PEI are most suited.
While not reflected in the regulations, some studies suspect that polystyrene may leach styrenes, co-polyesters might cause health concerns and that food grade FDM filaments might lose their safe status due to oxidation and thermal degradation from the printing process.
| Filament | Brand | FDA | EU | Smoothable | Dishwasher safe | Hot liquids |
|---|---|---|---|---|---|---|
| ABS | Adwire PRO | Approved | NA | Yes, acetone | Yes | Yes |
| Innofil3D | Approved except red, orange, and pink | Approved except red, orange, and pink | Yes, acetone | Yes | Yes | |
| ASA | Innofil3D | NA | Compliant | Yes | No | |
| Bendlay | Orbi-Tech | NA | Compliant | Yes, brake cleaner | No | No |
| Biocompound | Extrudr GreenTEC | NA | Compliant | |||
| Co-Polyester | Colorfabb XT | Approved | Compliant | No | Yes | Yes |
| HIPS | Easyfil | Compliant | Compliant | Yes, d-limonene | Yes | No |
| Fillamentum | NA | Compliant | Yes, d-limonene | Yes | No | |
| InnoFil3D | Approved | Approved | Yes, d-limonene | Yes | No | |
| Nylon | Taulman Nylon 680 | Compliant | NA | No | No | |
| PEI | ULTEM® 1000 | Compliant | NA | Yes | Yes | |
| PET | InnoPet EPR | Approved except red and orange | Approved except red and orange | Yes, ethyl acetate | No | No |
| Refil | Approved | NA | Yes, ethyl acetate | No | No | |
| Taulman T-Glase | Approved | NA | Yes, ethyl acetate | No | No | |
| Verbatim | Compliant | NA | Yes, ethyl acetate | No | No | |
| PET-G | Extrudr MF | NA | Approved | Yes, ethyl acetate | No | No |
| HDGlass | Approved | Approved | Yes, ethyl acetate | No | No | |
| PLA | Filaments. ca TrueFS ca TrueFS | Approved | NA | No | No | No |
| Fillamentum | NA | Compliant | No | No | No | |
| Innofil3D | Approved except red, orange, pink, apricot skin, grey, and magenta | Approved except red, orange, pink, apricot skin, grey, and magenta | No | No | No | |
| Copper3D PLActive Antibacterial | Approved | Compliant | No | No | No | |
| Makergeeks | Approved | NA | No | No | No | |
| Purement Antibacterial | Approved | Approved | No | No | No | |
| PLA-HT | Makergeeks Raptor | Approved | NA | No | Yes | Yes |
| Makergeeks Raptor | Approved | NA | No | Yes | Yes | |
| PP | Centaur | Compliant | Compliant | No | Yes | Yes |
| InnoFil3D | Approved | Approved | No | Yes | Yes | |
| Nunus | Compliant | Compliant | No | Yes | Yes | |
| Verbatim | Compliant | NA | No | Yes | Yes | |
| SBS | Filamentarno | NA | Approved only in Russia | Yes, d-limonene | Yes | Yes |
Selective Laser Sintering is a 3D printing process that use a high-powered laser to fuse small particles of polymer powder. The most common material for laser sintering is nylon, a popular engineering thermoplastic with excellent mechanical properties.
The most common material for laser sintering is nylon, a popular engineering thermoplastic with excellent mechanical properties.
While some SLS powders are graded food safe, the particles on the surface of printed parts might not fuse completely, resulting in parts that are inherently porous and do not deal well with moisture and mold growth. Even though the nylon 12 powder can be steam cleaned in an autoclave, it is best to coat SLS parts with food safe coatings to seal their surface.
A common post-processing step for SLS parts is dying. But note that after an SLS part has been dyed, the dye may leach into the printed part which renders the item not food safe.
White Paper
Looking for a 3D printer to create strong, functional parts? Download our white paper to learn how SLS printing works and why it's a popular 3D printing process for functional prototyping and end-use production.
Download the White Paper
Food safety with 3D printing is not a simple matter that will boil down to a clear yes or no answer. Producing 3D printed parts for food contact items requires careful consideration of the risks depending on their intended use.
Producing 3D printed parts for food contact items requires careful consideration of the risks depending on their intended use.
For further information on food safety and 3D printing, we recommend reading the following:
- FDA Regulations CFR 21
- EU Guidelines 10/2011
- Risk Assessment of 3D Printers and 3D Printed Products
- The Tricky Business of Choosing Plastic for Food Contact Applications
How to make food-grade 3D printed models
You’ve probably noticed that we mention the food-safe properties of some filaments. And it’s true, there are several materials that can be considered food-safe, or food-grade to be specific (only certain manufacturers have proper certification), but it’s still necessary to coat the surface to make it truly safe for direct food contact. Let’s see why the surface coating is so important, how to add it properly, and what to avoid during the whole process.
Important regulations
First, let’s talk about regulations: In Europe, there is regulation no. 10/2011 that summarizes safe and unsafe materials. In the USA this issue is covered by the FDA CFR 21 document. While there are many materials that are classified as food-grade, there are only a handful of manufacturers who have completed the rigorous and costly certification process. In general, certified materials are more expensive. If you need to make food-grade parts for your business, you will be interested mostly in materials with a valid certification.
Food-safe filaments
Let’s take a look at materials that are (not) suitable for direct contact with food. As we mentioned above, you can buy materials with food-grade certification (PLA by Filaments. ca for example). But some filaments should be safe even without any certification, for example, PLA, PETG, or PP. On the other hand, some materials are rather unsafe and shouldn’t be used for direct food contact – for example, most ABS or ASA filaments. Unfortunately, it gets more complicated, because we need to take into account the pigments that are used to produce various materials. Even potentially safe filaments might contain unsafe pigments that might be dangerous when in direct contact with food. Therefore it’s good to ask a manufacturer about additives used, or use natural filament with no added coloring. Most of our PLA and PETG Prusaments (excluding PLA Army Green)* contain inorganic non-migratory pigments that should be safe, but keep in mind that we didn’t acquire any certification. If you print food-grade objects with our filaments, you should do it only for personal use, not for sale.
ca for example). But some filaments should be safe even without any certification, for example, PLA, PETG, or PP. On the other hand, some materials are rather unsafe and shouldn’t be used for direct food contact – for example, most ABS or ASA filaments. Unfortunately, it gets more complicated, because we need to take into account the pigments that are used to produce various materials. Even potentially safe filaments might contain unsafe pigments that might be dangerous when in direct contact with food. Therefore it’s good to ask a manufacturer about additives used, or use natural filament with no added coloring. Most of our PLA and PETG Prusaments (excluding PLA Army Green)* contain inorganic non-migratory pigments that should be safe, but keep in mind that we didn’t acquire any certification. If you print food-grade objects with our filaments, you should do it only for personal use, not for sale.
*Our coloring manufacturer confirmed that these colors should be safe for food contact: PLA Galaxy Black, PLA Galaxy Silver, PLA Azure Blue, PLA Lipstick Red, PLA Galaxy Purple, PLA Jet Black, PLA Prusa Orange, PLA Pineapple yellow, PLA Royal Blue, PLA Ms. Pink, PLA Opal Green, PLA Pearl mouse, PETG Jet Black, PETG Prusa Orange, PETG Signal White, PETG Carmine Red, PETG Yellow Gold, PETG Urban Grey, PETG Ultramarine Blue, PETG Galaxy Black, PETG Pistachio Green, and PETG Terracotta Light.
Pink, PLA Opal Green, PLA Pearl mouse, PETG Jet Black, PETG Prusa Orange, PETG Signal White, PETG Carmine Red, PETG Yellow Gold, PETG Urban Grey, PETG Ultramarine Blue, PETG Galaxy Black, PETG Pistachio Green, and PETG Terracotta Light.
3D printer preparation
Once you select the right filament job, it’s time to prepare the printer. First, you need to keep it as clean as possible (outside and inside). You should try cold pull if you aren’t sure whether the extruder is clean enough. Then you should consider changing the brass nozzle for a stainless steel one: Brass nozzles (and even our hardened steel nozzles) might cause a health risk due to lead present in the alloy. Few sources also claim that it’s not wise to print with an extruder containing PTFE tube, due to Teflon toxicity at high temperatures. However, it releases only a small amount of toxic particles with temperatures exceeding 240°C and significant amounts with temperatures over 260°C. PTFE, therefore, poses no real danger if you print with PLA or PETG. If you are still not sure, try to use a special extruder without a PTFE tube.
PTFE, therefore, poses no real danger if you print with PLA or PETG. If you are still not sure, try to use a special extruder without a PTFE tube.
No print is food-safe without surface coating
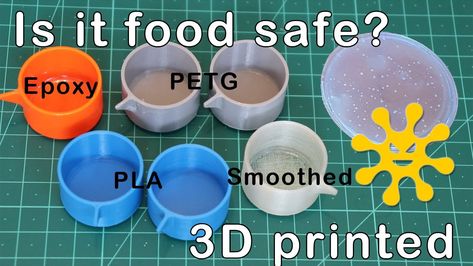
Choosing the right filament and using a well-maintained printer is just the beginning. The print itself will never be food-grade for one simple reason – FFF 3D printing produces objects containing gaps between the layers. These gaps can become the breeding ground for the growth of bacteria and fungi, which can cause an illness. Of course, you can reduce the number of gaps by decreasing the layer height and adding a 100% infill, but the results will never be good enough. You should make the surface as smooth as possible. Unfortunately, this cannot be done properly with chemical smoothing: ASA and ABS are mostly unsafe materials and PLA/PETG can be smoothed only with dangerous chemicals. Plus, the result is never perfect – there are lots of tiny bubbles that can contain bacteria. We have prepared a simple test to show you the real danger of untreated models: We printed three PLA cups where the first remained untreated, the second was smoothed with chloroform and the third was coated with epoxy resin. Then we simulated regular usage by pouring milk inside every two days and washing it with warm water after several minutes or hours. After 14 days of testing, we performed a smear test of the surface and cultivated present bacteria on LB agar plates for 7 days. As you can see, untreated print got the worst results (largest colonies) and epoxy resin the best results (no colonies).
We have prepared a simple test to show you the real danger of untreated models: We printed three PLA cups where the first remained untreated, the second was smoothed with chloroform and the third was coated with epoxy resin. Then we simulated regular usage by pouring milk inside every two days and washing it with warm water after several minutes or hours. After 14 days of testing, we performed a smear test of the surface and cultivated present bacteria on LB agar plates for 7 days. As you can see, untreated print got the worst results (largest colonies) and epoxy resin the best results (no colonies).
This method was inspired by a test made by University Novi Sad, mentioned in My Tech Fun video.
Negative control was made by cultivating smear test from freshly printed PLA cup (no milk was involved), positive control was a smear test of sink surface. Bacterial colony present in negative control may have grown due to contamination from air or other sources.
Safety first
It’s obvious that the surface must be coated to become consistent, smooth, and easily washable. This can be achieved with clear and food-grade epoxy resins. But be aware that there are more rules to follow! Failure to follow these rules might lead to contaminating or even poisoning the food.
Resins are usually toxic materials that are not appropriate for food contact and all epoxy resins are toxic when in liquid form! Similar to filaments, many epoxy resins should be food-safe after curing. But most of them aren’t certified and suitable for commercial use. It’s recommended to use the one with proper certification, even though it might cost you more. For example, we have used Efkoresin Art UV which is certified according to EU regulations 10/2011.
Once again we would caution you regarding the use of uncertified resins! Especially if you do 3D printing for a living and sell food-grade products to your customers!
The last thing to keep in mind is the toxicity of uncured resins (this even applies to those with certification). If the resin is not cured enough, it might become toxic! You should follow the manufacturer’s recommendations because an incorrect ratio of resin and hardener might be toxic. And once again, we must emphasize the fact that liquid resins are toxic. Please, use gloves and a respirator (spray paint half-mask) to prevent allergies and other health issues.
If the resin is not cured enough, it might become toxic! You should follow the manufacturer’s recommendations because an incorrect ratio of resin and hardener might be toxic. And once again, we must emphasize the fact that liquid resins are toxic. Please, use gloves and a respirator (spray paint half-mask) to prevent allergies and other health issues.
If you follow the rules mentioned above, you can be sure that your 3D printed kitchenware will be truly food-grade. But be aware that resin-coated 3D prints will have some limitations compared to regular dishes. We’re talking about wear and heat resistance: This process is not suitable for producing chopping boards (prone to scratching) or for products which will be exposed to heat – such as hot soups, microwave ovens, or dishwashing machines (read more about material deformation in our annealing article).
Is SLA technology food-safe?
Some of you might come up with questions about using SLA resins either for printing the dishes or food-grade coating. In short: It is not a good idea. Most SLA resins are toxic both in cured and liquid forms. Resins are also very prone to wear (forming a fine powder on the surface). There are various dental or low odor resins but these are made for special purposes and they are very expensive. If you wish to make 3D printed dishes, it’s better to stick to FFF printers and certified epoxy resins.
In short: It is not a good idea. Most SLA resins are toxic both in cured and liquid forms. Resins are also very prone to wear (forming a fine powder on the surface). There are various dental or low odor resins but these are made for special purposes and they are very expensive. If you wish to make 3D printed dishes, it’s better to stick to FFF printers and certified epoxy resins.
We hope that our article proved that printing food-grade dishes is not as simple as printing normal models. You need to follow many detailed rules as mentioned above to ensure that your model does not become toxic or full of pathogens. This is especially important if you run a 3D printing business for a living. Either way, surface food-grade coating surely brings new horizons to 3D printing.
Note that the same methods can be used to make 3D prints for completely different applications, but with similar requirements. For instance, you can imagine some aquarium accessories, where you need to coat the surface to prevent the buildup of algae.
Try to make nice food-grade print yourselves and show us the results. But don’t forget: Safety first! And as always – happy printing!
Food grade plastic for 3D printing. Safety filament, filament
For each area in which 3D printing is used, suitable materials are currently selected. ABS, PLA are definitely out of competition. However, they are completely unsuitable for printing products that will come into contact with food. For this purpose, special, food-grade plastic is needed. This is exactly what PETG filament is.
Requirements for food-grade plastics:
- non-toxic;
- chemical safety;
- inert to food products, including food acids.
In this section, 3DMall has collected representatives of this family of filaments - food grade plastic for 3D printers. You can create containers, packaging, kitchen tools and even utensils! Expand the scope of 3D printing in your everyday life with PETG.
What is PET-G?
PETG is a well-known plastic that can be found at home and on store shelves. As a filament, it has been used relatively recently, but has already managed to earn trust. From a chemical point of view, PETG is glycol-modified polyethylene terephthalate.
PETG properties:
- wear resistance;
- chemical resistance;
- strength, including impact strength;
- wide temperature resistance
- safety;
- non-toxic.
Most importantly, this substance has a certificate that confirms the safety and permits food contact.
PETG from the point of view of 3D printing
Working with PETG plastic is not difficult. In many ways, it is similar to working with ABS and PLA. All the advantages inherent in ABS are also characteristic of PETG. Material different:
- good interlayer adhesion;
- versatility;
- Compatible with most FDM and FFF 3D printers.
The disadvantages of the material include low UV resistance. The surface of products made of food-grade PETG plastic is very easily scratched. From the point of view of 3D printing, one should also note the difficulty of removing supports and post-processing by chemical methods, due to the chemical resistance of the material.
What can be printed with food-grade PETG
This filament has a very wide range of applications. In principle, it can be called universal, but most often they are printed:
- dishes;
- food containers;
- molds for biscuits, dough, chocolate, etc.;
- parts for conveyor lines for food products;
- parts of equipment that comes into contact with food;
- Cutlery and parts of kitchen utensils;
- parts of equipment for the food industry;
- food packaging.
PETG is a filament that is resistant to normal humidity conditions. Therefore, when printing with it, there are no problems, no additional drying is required. But, manufacturers still recommend storing plastic threads in a closed bag with silica gel.
But, manufacturers still recommend storing plastic threads in a closed bag with silica gel.
In the 3DMall assortment you will find everything you need for 3D printing. If you have any questions, our staff is always ready to answer them!
Types of plastic for 3D printer
Content
-
- PLA
- ABS
- HIPS 9000
- 9000 Petg 9000
Every year 3D printing becomes more popular and accessible. Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
The choice of plastic for a 3D printer is very important, especially when the goal is to print a functional model with certain properties. It will be a shame if the printed gear breaks almost immediately, or the decorative model quickly loses its beauty.
It is important to understand whether the printer will be able to work with the selected plastic. Some materials (most often engineering) require certain conditions for successful printing.
First, decide which model you want to print. What properties should it have? Does the model need to be durable? Or is it a master model for further replication, in which the quality of the surface is important?
90% of 3D printers use 1.75 diameter filament. 3mm diameter is rare, but it is better to check in advance which size is used in your printer.
PLA
PLA (Polylactide) is the most popular and affordable 3D printer plastic. PLA is made from sugar cane, corn, or other natural raw materials. Therefore, it is considered a non-toxic, biodegradable material.
Extruder temperature - 190-220 degrees. Table heating is not needed, but if the printer's table has a "heater" for better adhesion, you can heat it up to 50-60 degrees.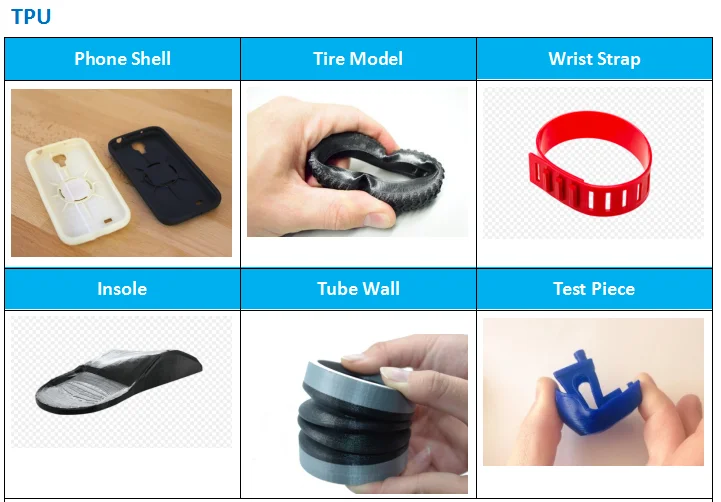 PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
Pros:
-
Does not shrink. This makes it easy to build prefabricated or huge models without changing dimensions.
-
There are no specific requirements for a 3D printer. Any working 3D printer will do. PLA doesn't need a heated table or a closed case.
-
Non-toxic. Due to this, during printing it does not smell or has a barely perceptible aroma of burnt caramel.
-
Diverse color palette.
Cons:
-
PLA is poorly sanded and machined.
-
It begins to deform already with a slight heating (about 50 degrees).
-
Fragility. Compared to other materials, PLA is very brittle and breaks easily.
-
Decomposes under the influence of ultraviolet radiation. Of course, it will not fall apart into dust, but it can become more brittle and fade.
PLA is perfect for making dimensional or composite models. For example, decorative interior items, prototyping, electronics cases, etc.
Recently, PLA+ has appeared on the market. It may differ from conventional PLA in improved performance. For example, more durable, with improved layer adhesion.
Dummy turbine
Decorative coasters
ABS
ABS (acrylonitrile butadiene styrene) is the second most popular plastic for 3D printing due to its properties, availability and low price.
Extruder temperature - 220-240 degrees. The temperature of the table is 80-100 degrees. For printing, a heated table is required at the printer. It is desirable to have a closed chamber, because ABS "does not like" drafts. Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Pros:
-
Good strength characteristics allow the production of functional prototypes from ABS.
-
Simple mechanical and chemical processing. ABS is easy to sand and drill, and with an acetone bath you can achieve a perfectly smooth surface.
-
It is currently the most inexpensive type of plastic for 3D printing.
-
Large selection of colors and shades.
Cons:
-
High shrinkage. Because of this, it can be problematic to manufacture overall products.
-
Printing requires a heated bed and a closed chamber. Without this, the ABS may peel off the table or crack in layers.
-
During the printing process, ABS can smell bad.
 Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter.
Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter.
ABS is an engineering plastic. It is suitable for the manufacture of simple functional products.
ABS after chemical treatment in an acetone bath
RU model made of ABS
ABS+ differs from conventional ABS in improved strength characteristics (elasticity, rigidity, hardness), less shrinkage and sometimes resistance to certain oils and solvents (eg gasoline).
HIPS
HIPS (high impact polystyrene) - originally conceived as a soluble support plastic for materials with high printing temperatures. For example for ABS or Nylon.
The extruder temperature is 230-260 degrees. The temperature of the table is 80-100 degrees. It is desirable to have a closed camera for a 3D printer.
Pros:
-
Less shrinkage than ABS.

-
Ease of machining.
-
The matte surface looks very advantageous on decorative products.
-
Food contact allowed (but be sure to check with a specific manufacturer for certificates)
Cons:
-
For printing, you need a printer with a heated table and a closed chamber.
-
More flexible and less durable than ABS. Because of this, it will not be possible to produce functional products.
-
Small palette of colors.
Most often, HIPS is used for its intended purpose for printing on 2x extruder printers as a support for ABS. It dissolves perfectly (though not very quickly) in limonel.
Sometimes HIPS is used as an independent material. Products from it are not very durable, but this plastic is loved for easy post-processing. HIPS can be used for models that will subsequently come into contact with food (not hot).
Using HIPS as a Soluble Support
Decorative vase made of HIPS
PVA
PVA (polyvinyl alcohol) is a material that was developed as a water-soluble support for PLA.
Extruder temperature - 190-210. Table heating is not required. PVA is a slightly "capricious" material, it is not recommended to overheat it and print at high speeds.
PVA is very hygroscopic and dissolves in plain water. Therefore, it is only used as a support for PLA or other plastics with print temperatures close to PVA.
Soluble PVA Support
Add to compare
Item added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun
Add to compare
Product added to compare Go
| Manufacturer | Esun
PETG
PETG (polyethylene terephthalate) combines the best properties of PLA and ABS. It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
Extruder temperature - 220-240 degrees. Table temperature - 80-100 degrees. During the printing process, the model must be well blown.
Pros:
-
Excellent sinterability of layers.
-
PETG is very strong and wear resistant. Good impact resistance.
-
Virtually no smell when printing.
-
Non-toxic.
-
Little shrinkage.
Cons:
PETG is perfect for printing functional models. Due to its low shrinkage, it is often used to make large or composite models. Due to its low toxicity, PETG is often used for products that will come into contact with food.
Cookie cutters and patterned rolling pin
SBS
It is a highly transparent material. At the same time, it is durable and resilient.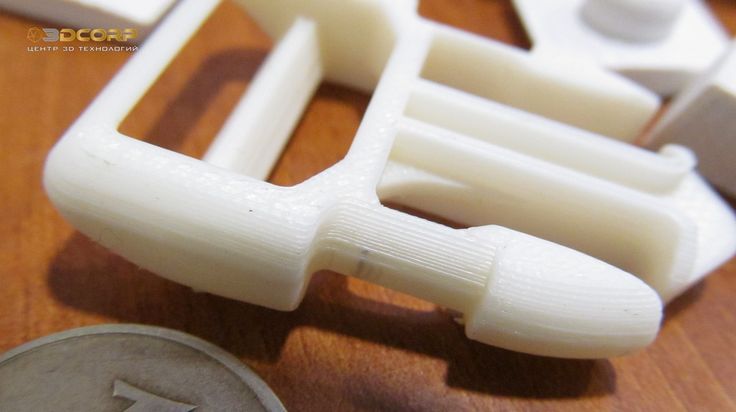 SBS is a low toxicity plastic. It can be used to print food contact models.
SBS is a low toxicity plastic. It can be used to print food contact models.
Extruder temperature - 230 -260 degrees. Table temperature - 60-100 degrees. You can print without the closed case on the printer.
Pros:
-
slight shrinkage
-
Transparency. After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained.
-
Easily processed mechanically or chemically.
-
Allowed contact with food.
Cons:
SBS is excellent for translucent vases, children's toys and food containers. Or functional things that require transparency, such as custom turn signals for a motorcycle or car, lamps or bottle prototypes.
Vases are perfectly printed with a thick nozzle (0.7-0.8) in one pass (printing in 1 wall or spiral printing in a slicer).

Models of bottles after chemical treatment
Nylon
Nylon (polyamide) is considered the most durable material available for home 3D printing. In addition to good abrasion resistance and strength, it has a high slip coefficient.
Extruder temperature - 240-260 degrees. The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
Pros:
-
High strength and wear resistance.
-
High slip factor.
-
Heat resistance compared to other 3D printing plastics.
-
High resistance to many solvents.
-
Good for mechanical processing.
 Perfectly polished and drilled.
Perfectly polished and drilled.
Cons:
Nylon is perfect for making wear-resistant parts - gears, functional models, etc. Sometimes nylon is used to print bushings.
Nylon gear
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun
Add to compare
Product added to compare Go
| Manufacturer | Bestfilament |
Soft plastics
FLEX (TPU, TPE, TPC) is a material similar to silicone or rubber. It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
FLEX are printed at a temperature of 200-240 (depending on the material). A heated table is not required. On printers with direct material feed (feed mechanism on the print head), there are usually no problems with printing. On a bowden feeder (the feed mechanism is located on the body), printing with very soft plastics can be difficult. Usually it is necessary to additionally adjust the clamping of the bar. The main nuance is the very low print speeds - 20-40mm.
Pros:
Cons:
Depending on the type of FLEXa, the models can be flexible or rubber-like. This material, depending on its softness, can be used to print gaskets, insoles, belts, tracks or other models that require flexibility or softness.
FLEX belt
Trainers with flexible soles
Wheel for RC model
Decorative plastics
Decorative plastics are PLA plastics with various fillers (wood or metal shavings). Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Extruder temperature - 200-220 degrees (depending on the manufacturer). A heated table is not required.
Pros:
Cons:
-
Some fillers (eg clay) are abrasive. For such plastics, the standard brass nozzle cannot be used. Will have to buy a harder steel nozzle.
-
Some decorative plastics can clog the small nozzle (0.4 or less). For them, you need to use a “thicker” nozzle.
Depending on the filler, different material properties are obtained. Plastics that use only dye do not require additional processing. Materials with "fillers" may sometimes require additional post-processing.
Plastics with metal fillers after printing must be processed with a metal brush. Then the Metal content will show through and the model will resemble a metal casting.
Plastics with metal powder
These plastics are often used for printing key chains, decorative models and interior details.
If the plastic has a high content of wood dust, then it is recommended to use a larger nozzle diameter (0.5 or more), a smaller nozzle can quickly become clogged during printing.
Wood-filled plastic ground
Plastic key rings with copper dust
Engineering plastics
These are nylon-based plastics with fillers that improve strength, heat-resistant and other characteristics, help to achieve less shrinkage of the material. For example - carbon fiber, carbon fiber or fiberglass.
Extruder temperature - 240-300 degrees (depending on the manufacturer). Table temperature - 90-110 degrees. Since plastics are based on nylon, the requirements for printing are similar. This is a heated table and a closed printer case.
Pros:
-
Hardness and strength.
-
Low flammability or non-combustibility.
-
High precision due to low shrinkage.
Cons:
3D printers use brass nozzles, some plastics can quickly “waste” it during printing. For such materials it is recommended to use steel nozzles.
These are highly specialized plastics used for a specific task, depending on the filler. For example, functional parts that do not lose their shape when heated, are resistant to many solvents, etc.
Functional Carbon Fiber Composite Prototype
Composite frame
Polycarbonate ashtray
Totals
This is of course not the whole list of materials for 3D printing. There are many highly specialized engineering and decorative plastics for specific tasks.
Manufacturers are constantly trying to replenish the range of materials for 3D printing. Already familiar materials are improved for more comfortable printing. There are many interesting decorative plastics imitating different materials - ceramics, clay, wood, metals.
And of course, the assortment of engineering plastics is constantly updated. Now there are many interesting materials for highly specialized tasks - for example, burnable plastic with a low ash content for subsequent casting in metal.
Burnout plastic
Before buying a coil, read the information on the website of the manufacturer or seller. There you can find some nuances of printing for a particular plastic. The manufacturer indicates the recommended temperature range on the box. Sometimes, for quality printing, it is recommended to print several tests to adjust the temperature settings, retract, etc.
Try to store the started coil in silica gel bags.