3D printer filament heat resistant
Finding The Best Heat Resistant 3D Printing Filament
Jun 5, 2020
A wide range of innovative and sophisticated heat resistant materials are available for 3D printing. They open the door to new possibilities of manufacturing and design. Here, we help you find which heat resistant 3D printing filament is best for you.
There are several heat resistant 3D printer materials that manufacturers can use for objects that are required to withstand high levels of heat. In this article, we’ve rounded up the best heat resistant 3D printing materials for FFF printing.
1. PET-GA great heat resistant filament is PET-G (polyethylene terephthalate glycol-modified). This 3D printing material is great for beginners because it’s just as easy to print as PLA, but more technically resistant to different stressors such as heat, water, and corrosive chemicals.
For instance, it can withstand operating temperatures of up to 70ºC. It’s commonly used is for end-use parts that need good mechanical and thermal strength. Furthermore, PET-G is employed for its strong water and moisture resistance, making it an ideal material for water-tight materials and waterproof functions.
2. ABSABS (acrylonitrile butadiene styrene) is a commonly used thermoplastic filament that is popular among professional printers due to its stiffness and heat resistance. This 3D printing filament is frequently used for prints that will undergo high-stress applications, like heat or impact.
ABS is a great option for a heat resistant 3D filament, as it can withstand temperatures of up to 100ºC. Besides being heat resistant, it is also water and impact-resistant, even at temperatures as low as -10ºC.
3. PPPP (polypropylene) is well known for its extraordinary chemical resistance, especially against alkali, acids, and organic solvents. But, along with being chemically resistant, it is a heat resistant 3D filament as well.
But, along with being chemically resistant, it is a heat resistant 3D filament as well.
PP can withstand temperatures of up to 100ºC. Thanks to its smooth, lightweight, and clear appearance, it is often used for food containers, liquid bottles, and other printed parts that come into contact with water or harsh chemicals.
4. PP GF30PP GF30 (polypropylene 30% glass fiber) is similar to its non-glass fiber counterpart, but with an even higher heat resistance of 120ºC plus the added benefit of UV resistance. These two qualities make PPGF30 a great filament option for parts that need to be able to resist a variety of weather conditions.
This 3D printing material is also commonly used in the automotive and aerospace industry thanks to its strong heat and chemical resistance and strength. However, it is still a lightweight 3D printing material. Therefore, it can be used to create prints that are equally strong, rigid, and weather-ready.
PA (polyamide) is another thermoplastic that is suitable for heat resistant 3D printing. Featuring a thermal resistance of up to 120ºC, PA can withstand this high heat for an extended period of time, making it a great option if your print will be subjected to heat.
PA is also semi-flexible due to its semicrystalline structure, meaning this material’s strength goes beyond heat resistance. PA is frequently used to print parts that must be exposed to a variety of environments thanks to its high heat, abrasion, oil, and impact resistance. It used to print a variety of manufacturing materials, like jigs, washers, bearings, handles, and snap-fit joints.
6. The most heat resistant 3D printing filament of all: PAHT CF15PAHT CF15 (high-temperature polyamide carbon fiber reinforced) is a very strong and technically advanced material. Thanks to its 15% carbon fiber, it is both heat and chemical resistant, landing itself as the most heat resistant 3D printing material on this list.
It can withstand continuous temperatures of 150ºC, making it the ideal filament to use if your print will be subjected to high heat for long periods of time. Alongside being heat resistant, PAHT CF15 is also characterized by high stiffness, strength, and printability. This filament is best suited for the most technical printing applications, like moving parts or even metal replacement.
In conclusion, when it comes to finding a 3D printing material that is heat resistant, the options are plentiful. Each heat resistant 3D printing filament comes in many different cost points, skill levels, and strengths. Beyond just being heat resistant, many have additional features that can help narrow down choosing the perfect filament for your print. Should you be interested in learning more, be sure to download our dedicated white paper below, or for a quick fix have a go at our material selector!
Top 5 Most Heat-Resistant 3D Printing Filament – 3D Printerly
When it comes to 3D printing materials, one common characteristic that people look for filament that is heat-resistant, so I decided to put together a list of some of the best ones out there.
Some of the best heat-resistant filaments are fairly pricey, but there are budget options you can go with and still get great results.
1. ABSABS (Acrylonitrile Butadiene Styrene) is a popular thermoplastic polymer in the 3D printing industry. It is a strong, ductile material with high heat and damage resistance.
It has a printing temperature of up to 240°C, a bed temperature of 90-100°C, and a glass transition temperature of about 105°C.
The glass transition temperature is the temperature at which a polymer or a material changes from a rigid, strong material, to a soft but not fully melted material. It is generally measured by stiffness of the material.
That means you can use ABS filament for applications that reach near to the 100°C and still have a fairly intact model. You want to avoid having an ABS print at these higher temperatures if it serves some functional purpose which is load-bearing.
I’d recommend going for the HATCHBOX ABS Filament 1Kg Spool from Amazon. It has many thousand positive ratings from plenty of happy customers. They say once you have the right temperatures set, printing becomes a lot simpler.
It has many thousand positive ratings from plenty of happy customers. They say once you have the right temperatures set, printing becomes a lot simpler.
For example, if you had some kind of bracket or mount that holds something up, but gets near to the glass transition temperature, the part is likely to fail very quickly and not hold up.
ABS is a great material for products which need to be durable, but also for applications where high heats are present. A 3D print for a vehicle is a good example where you get very hot weather.
When the sun is out, temperatures can get really hot, especially when the sun is beaming directly on the part. PLA wouldn’t last very long in those conditions because it has a glass transition around 60-65°C.
Do keep in mind, ABS is hygroscopic, so it is prone to absorbing moisture from the immediate environment. Storing your filament in a dry, cool place is the recommended measures to take.
ABS can be fairly hard to 3D print with since it goes through a phenomenon called warping, which is when the plastic rapidly cools and shrinks to the point where it causes a curved surface on the corners of your prints.
It can be controlled with the right measures, such as using an enclosure and applying a good 3D print bed adhesive to have the part stick in place.
ABS is actually susceptible to direct sunlight and UV rays, so you can also decide to go for the more protected version, called ASA. It has more protection against UV rays and is a better choice for outdoor use.
Check out some SUNLU ASA Filament from Amazon for a clog-free and bubble-free 3D printing experience.
2. Nylon (Polyamide)
Nylon is a polyamide (a group of plastics) that is a strong, impact resistant thermoplastic. With an incredible amount of strength, high chemical resistance, and durability, it is a versatile 3D printing material to work with.
What makes Nylon an interesting 3D printing filament is that it is strong yet flexible, which makes it tough and shatter-resistant. It comes with a high inter-layer adhesion.
If you’re looking to produce objects with intense layer adhesion and toughness, Nylon filament is a good purchase.
However, Nylon is also extremely susceptible to moisture, so you should take drying measures before printing and during storage as well.
This type of filament typically requires an extruder temperature of up to 250°C. It has a glass transition temperature of 52°C and a bed temperature of 70-90°C.
Nylon filament is bright white with a translucent finish. It also possesses a hygroscopic property, meaning it can absorb liquids and moisture from the air. This will allow you to add color to your printed parts with dyes.
It is important to note that absorbing moisture will affect your printing process and quality of the prints.
Nylon filament has a short lifespan and can be difficult to store. It can shrink during cooling, so you may have to compromise on the intricacy of prints. Nylon is also prone to warping, making bed adhesion of concern. One needs to care of these nitpicks while printing.
All these properties exhibited by Nylon make it a befitting choice to make strong functional parts, living hinges, medical equipment, prosthetics, etc. Nylon filament is in the price range of $18-$130/kg, and comes in a variety of sizes.
Nylon filament is in the price range of $18-$130/kg, and comes in a variety of sizes.
Get yourself some eSUN ePA Nylon 3D Printer Filament from Amazon. It has a really low shrinkage rate, great for producing really durable models, and you even get guaranteed customer satisfaction.
3. PolypropylenePolypropylene is a semi-crystalline thermoplastic, widely used in the industrial sector. It has high chemical and impact resistance, excellent electrical insulation, is lightweight, and resistant to fatigue.
It has a unique blend of characteristics making it an exemplary choice for different sectors ranging from industrial applications to sportswear to home appliances.
Polypropylene is commonly used to make utensils, kitchen tools, medical equipment and functional parts. It’s a filament which is dishwasher-safe, microwave-safe due to the high heat resistance, and works well for food contact.
Polypropylene requires an extruder temperature of 230-260°C, a bed temperature of 80-100°C, and has a glass transition temperature of about 260°C.
Durability and resistance makes Polypropylene a good fit for 3D printing, although it can be tricky at times. The semi-crystalline structure of this material causes the prints to warp upon cooling.
It can be taken care of by using a heated enclosure, but it’s still a difficult 3D printing filament to get the hang of.
There is also the issue of poor bed adhesion, which needs to be taken into account while printing.
Although it has some good resistance, overall its a fairly low strength filament that works best for prints that give fatigue over time such as hinges, leashes, or straps.
One thing many people love about this filament when they dial in their settings is the smooth surface finish they can get.
It is available in the price range of $60-$120/kg.
Get a spool of FormFutura Centaur Polypropylene Filament from Amazon.
4. PolycarbonatePolycarbonate is a popular thermoplastic widely known for its strength and durability. It has high heat and impact resistance, optical clarity, is lightweight and strong, and makes a great choice for a wide variety of applications.
It has high heat and impact resistance, optical clarity, is lightweight and strong, and makes a great choice for a wide variety of applications.
Polycarbonate requires an extruder temperature of 260-310°C, a glass transition temperature of 150°C, and a bed temperature of 80-120°C.
Polycarbonate has a hygroscopic property, meaning it absorbs moisture from the air. This will have an adverse impact on the printing process, quality of the prints and strength. It is very important to store the material in air-tight, moisture-free containers.
Owing to its high heat resistance, 3D printing with this filament requires high temperatures. Therefore, it is optimal to use a machine that has a closed chamber and can operate efficiently with high bed and extruder temperatures.
To ensure proper layer adhesion, cooling fans should be turned off.
It should be kept in mind that Polycarbonate filament is prone to warping and oozing while printing. To help prevent this, you should try increasing the retraction distance and speed.
Customizing first layer settings is also likely to aid in the prevention of warping.
Common applications of Polycarbonate include high-strength parts, heat-resistant prints, and electronics cases. It comes in a price range of $40-$75/kg.
A great Polycarbonate filament you can get is the Polymaker PC-Max from Amazon which is harder and stronger than regular Polycarbonate.
5. PEEK
PEEK stands for Polyether Ether Ketone, a semi-crystalline thermoplastic with exceptional properties. It is regarded as one of the highest performing polymers in the 3D printing market at this time.
With outstanding mechanical, thermal, and chemical properties, PEEK is an optimal choice of material for projects.
For you to print with PEEK filament, you require a 3D printer that can heat up to 360 to 400°C. It has a glass transition temperature of 143°C and bed temperature of 120-145°C.
Owing to its high-temperature resistance, excellent mechanical strength and chemical resistance, PEEK is rigid, strong, and durable. Working with this material is complicated, often requiring experience, knowledge, and the appropriate system.
Working with this material is complicated, often requiring experience, knowledge, and the appropriate system.
PEEK is an ideal choice to produce engineering parts such as pumps, bearings, compressor valves, etc. It is also used widely in the medical and healthcare sector, and in the automotive and aerospace industry.
There are many specialized 3D printers that are designed to handle PEEK, and they usually have an enclosed heated chamber in a fairly expensive price range.
It belongs to the category high-performance filaments, exhibiting extraordinary tensile strength, heat and water resistance, and biocompatibility. However, this also means it is premium and high-end, ranging from $400-$700/kg.
Get yourself a spool of the finest Carbon Fiber PEEK Filament from Amazon.
90,000 types of plastic for 3D printerContent
-
- Pla
- ABS
- HIPS
- PVA
- Petg
- SBS 9000
Every year 3D printing becomes more popular and accessible. Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
The choice of plastic for a 3D printer is very important, especially when the goal is to print a functional model with certain properties. It will be a shame if the printed gear breaks almost immediately, or the decorative model quickly loses its beauty.
It is important to understand whether the printer will be able to work with the selected plastic. Some materials (most often engineering) require certain conditions for successful printing.
First, decide which model you want to print. What properties should it have? Does the model need to be durable? Or is it a master model for further replication, in which the quality of the surface is important?
90% of 3D printers use 1.
75 diameter filament. 3mm diameter is rare, but it is better to check in advance which size is used in your printer.
PLA
PLA (Polylactide) is the most popular and affordable 3D printer plastic. PLA is made from sugar cane, corn, or other natural raw materials. Therefore, it is considered a non-toxic, biodegradable material.
Extruder temperature - 190-220 degrees. Table heating is not needed, but if the printer's table has a "heater" for better adhesion, you can heat it up to 50-60 degrees. PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
Pros:
-
Does not shrink. This makes it easy to build prefabricated or huge models without changing dimensions.
-
There are no specific requirements for a 3D printer. Any working 3D printer will do.
 PLA doesn't need a heated table or a closed case.
PLA doesn't need a heated table or a closed case. -
Non-toxic. Due to this, during printing it does not smell or has a barely perceptible aroma of burnt caramel.
-
Diverse color palette.
Cons:
-
PLA is poorly sanded and machined.
-
It begins to deform already with a slight heating (about 50 degrees).
-
Fragility. Compared to other materials, PLA is very brittle and breaks easily.
-
Decomposes under the influence of ultraviolet radiation. Of course, it will not fall apart into dust, but it can become more brittle and fade.
PLA is perfect for making dimensional or composite models. For example, decorative interior items, prototyping, electronics cases, etc.
Recently, PLA+ has appeared on the market. It may differ from conventional PLA in improved performance.For example, more durable, with improved layer adhesion.
Dummy turbine
Decorative coasters
ABS
ABS (acrylonitrile butadiene styrene) is the second most popular plastic for 3D printing due to its properties, availability and low price.
Extruder temperature - 220-240 degrees. The temperature of the table is 80-100 degrees. For printing, a heated table is required at the printer. It is desirable to have a closed chamber, because ABS "does not like" drafts. Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Pros:
-
Good strength characteristics allow the production of functional prototypes from ABS.
-
Simple mechanical and chemical processing.
ABS is easy to sand and drill, and with an acetone bath you can achieve a perfectly smooth surface.
-
It is currently the most inexpensive type of plastic for 3D printing.
-
Large selection of colors and shades.
Cons:
-
High shrinkage. Because of this, it can be problematic to manufacture overall products.
-
Printing requires a heated bed and a closed chamber. Without this, the ABS may peel off the table or crack in layers.
-
During the printing process, ABS can smell bad. Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter.
ABS is an engineering plastic. It is suitable for the manufacture of simple functional products.
ABS after chemical treatment in an acetone bath
RU model made of ABS
ABS+ differs from conventional ABS in improved strength characteristics (elasticity, rigidity, hardness), less shrinkage and sometimes resistance to certain oils and solvents (eg gasoline).

HIPS
HIPS (high impact polystyrene) - originally conceived as a soluble support plastic for materials with high printing temperatures. For example for ABS or Nylon.
The extruder temperature is 230-260 degrees. The temperature of the table is 80-100 degrees. It is desirable to have a closed camera for a 3D printer.
Pros:
-
Less shrinkage than ABS.
-
Ease of machining.
-
The matte surface looks very advantageous on decorative products.
-
Food contact allowed (but be sure to check with a specific manufacturer for certificates)
Cons:
-
For printing, you need a printer with a heated table and a closed chamber.
-
More flexible and less durable than ABS. Because of this, it will not be possible to produce functional products.
-
Small palette of colors.

Most often, HIPS is used for its intended purpose for printing on 2x extruder printers as a support for ABS. It dissolves perfectly (though not very quickly) in limonel.
Sometimes HIPS is used as an independent material. Products from it are not very durable, but this plastic is loved for easy post-processing. HIPS can be used for models that will subsequently come into contact with food (not hot).
Using HIPS as a Soluble Support
Decorative vase made of HIPS
PVA
PVA (polyvinyl alcohol) is a material that was developed as a water-soluble support for PLA.
Extruder temperature - 190-210. Table heating is not required. PVA is a slightly "capricious" material, it is not recommended to overheat it and print at high speeds.
PVA is very hygroscopic and dissolves in plain water. Therefore, it is only used as a support for PLA or other plastics with print temperatures close to PVA.
Soluble PVA Support
Add to compare
Item added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
PETG
PETG (polyethylene terephthalate) combines the best properties of PLA and ABS. It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
Extruder temperature - 220-240 degrees. Table temperature - 80-100 degrees. During the printing process, the model must be well blown.
Pros:
-
Excellent sinterability of layers.

-
PETG is very strong and wear resistant. Good impact resistance.
-
Virtually no smell when printing.
-
Non-toxic.
-
Little shrinkage.
Cons:
PETG is perfect for printing functional models. Due to its low shrinkage, it is often used to make large or composite models. Due to its low toxicity, PETG is often used for products that will come into contact with food.
Cookie cutters and patterned rolling pin
SBS
It is a highly transparent material. At the same time, it is durable and resilient. SBS is a low toxicity plastic. It can be used to print food contact models.
Extruder temperature - 230 -260 degrees. Table temperature - 60-100 degrees. You can print without the closed case on the printer.
Pros:
-
slight shrinkage
-
Transparency.
 After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained.
After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained. -
Easily processed mechanically or chemically.
-
Allowed contact with food.
Cons:
SBS is excellent for translucent vases, children's toys and food containers. Or functional things that require transparency, such as custom turn signals for a motorcycle or car, lamps or bottle prototypes.
Vases are perfectly printed with a thick nozzle (0.7-0.8) in one pass (printing in 1 wall or spiral printing in a slicer).
Models of bottles after chemical treatment
Nylon
Nylon (polyamide) is considered the most durable material available for home 3D printing. In addition to good abrasion resistance and strength, it has a high slip coefficient.
Extruder temperature - 240-260 degrees. The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
Pros:
-
High strength and wear resistance.
-
High slip factor.
-
Heat resistance compared to other 3D printing plastics.
-
High resistance to many solvents.
-
Good for mechanical processing. Perfectly polished and drilled.
Cons:
Nylon is perfect for making wear-resistant parts - gears, functional models, etc. Sometimes nylon is used to print bushings.
Nylon gear
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Bestfilament |
Soft plastics
FLEX (TPU, TPE, TPC) is a material similar to silicone or rubber. It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
FLEX are printed at a temperature of 200-240 (depending on the material). A heated table is not required. On printers with direct material feed (feed mechanism on the print head), there are usually no problems with printing. On a bowden feeder (the feed mechanism is located on the body), printing with very soft plastics can be difficult. Usually it is necessary to additionally adjust the clamping of the bar. The main nuance is the very low print speeds - 20-40mm.
Pros:
Cons:
Depending on the type of FLEXa, the models can be flexible or rubber-like. This material, depending on its softness, can be used to print gaskets, insoles, belts, tracks or other models that require flexibility or softness.
FLEX belt
Trainers with flexible soles
Wheel for switchgear model
Decorative plastics
Decorative plastics are PLA plastics with various fillers (wood or metal shavings). Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Extruder temperature - 200-220 degrees (depending on the manufacturer). A heated table is not required.
Pros:
Cons:
-
Some fillers (eg clay) are abrasive. For such plastics, the standard brass nozzle cannot be used. Will have to buy a harder steel nozzle.
-
Some decorative plastics can clog the small nozzle (0.4 or less). For them, you need to use a “thicker” nozzle.
Depending on the filler, different material properties are obtained. Plastics that use only dye do not require additional processing. Materials with "fillers" may sometimes require additional post-processing.
Plastics with metal fillers after printing must be processed with a metal brush. Then the Metal content will show through and the model will resemble a metal casting.
Plastics with metallic powder
These plastics are often used for printing key chains, decorative models and interior details.
If the plastic has a high content of wood dust, then it is recommended to use a larger nozzle diameter (0.5 or more), a smaller nozzle can quickly become clogged during printing.
Wood-filled plastic ground
Plastic key rings with copper dust
Engineering plastics
These are nylon-based plastics with fillers that improve strength, heat-resistant and other characteristics, help to achieve less shrinkage of the material. For example - carbon fiber, carbon fiber or fiberglass.
Extruder temperature - 240-300 degrees (depending on the manufacturer). Table temperature - 90-110 degrees. Since plastics are based on nylon, the requirements for printing are similar. This is a heated table and a closed printer case.
Pros:
-
Hardness and strength.
-
Low flammability or non-combustibility.
-
High precision due to low shrinkage.
Cons:
3D printers use brass nozzles, some plastics can quickly “waste” it during printing. For such materials it is recommended to use steel nozzles.
These are highly specialized plastics used for a specific task, depending on the filler. For example, functional parts that do not lose their shape when heated, are resistant to many solvents, etc.
Functional Carbon Fiber Composite Prototype
Composite frame
Polycarbonate ashtray
Totals
This is of course not the whole list of materials for 3D printing. There are many highly specialized engineering and decorative plastics for specific tasks.
Manufacturers are constantly trying to replenish the range of materials for 3D printing. Already familiar materials are improved for more comfortable printing. There are many interesting decorative plastics imitating different materials - ceramics, clay, wood, metals.
And of course, the assortment of engineering plastics is constantly updated. Now there are many interesting materials for highly specialized tasks - for example, burnable plastic with a low ash content for subsequent casting in metal.
Burnout plastic
Before buying a coil, read the information on the website of the manufacturer or seller. There you can find some nuances of printing for a particular plastic. The manufacturer indicates the recommended temperature range on the box. Sometimes, for quality printing, it is recommended to print several tests to adjust the temperature settings, retract, etc.
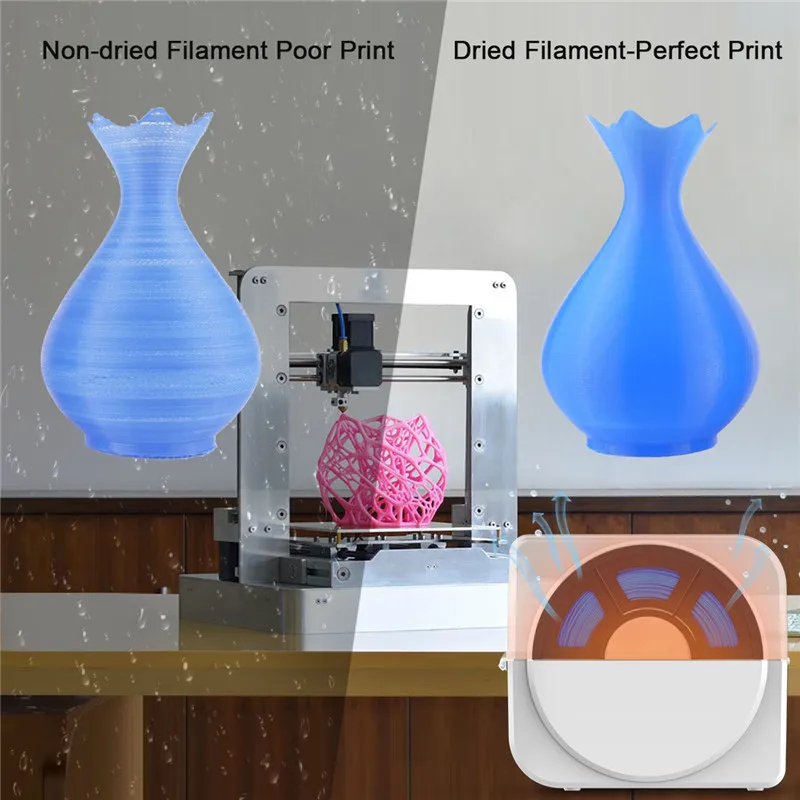
Try to store the started coil in silica gel bags. It is recommended to additionally dry high-temperature plastics before printing to remove excess moisture.
It is recommended to additionally dry high-temperature plastics before printing to remove excess moisture.
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | FlashForge |
comparison of PLA, ABS, PET/PETG, HIPS, PP, ASA, nGen, PC-ABS, Flex, nylon and composites - qbed
| What material should I choose for my print and what should I pay attention to when printing? |
|---|
3D printing filaments on spools
There are several types of plastics on the market for FDM printing, each of which has its own advantages and disadvantages, is used to print certain models and requires different printer settings before printing. This article will focus on the key and most popular consumables for desktop FDM printing.
This article will focus on the key and most popular consumables for desktop FDM printing.
Article content:
PLA
About
Where is PLA used?
Prusa Printer Settings for PLA Printing
ABS
About Material
Where is ABS Used?
Prusa Printer Settings for ABS Printing
PET/PETG
Material Information
Where is PET/PETG Used?
Prusa printer settings for PET/PETG printing
HIPS
About material
Where is HIPS used?
Prusa Printer Settings for HIPS Printing
PP
Material Information
Where is PP used?
Prusa printer settings for printing from PP
ASA
About
material Where is ASA used?
Prusa printer settings for printing from ASA
nGen
About
Where is nGen used?
Prusa printer settings for printing from nGen
PC-ABS
About the material
Where is PC-ABS used?
Prusa printer settings for printing from PC-ABS
Flex
About material
Where is Flex used?
Prusa printer settings for printing from Flex
Nylon
About the material
Where is nylon used?
Prusa Nylon Printer Settings
Composites
About Composites
Where are Composites Used?
Prusa printer settings for composite printing
PLA
About the material
PLA (polylactic acid, or polylactide) is the most widely used filament. Its main advantages are ease of use, strength, biodegradability and versatility (the plastic's low thermal expansion allows large models to be printed with little to no deformation, and its low melting point of about 175°C allows small objects to be printed). Like ABS plastic, which will be discussed below, PLA can be repeatedly melted and crystallized without pronounced deterioration in material properties.
Its main advantages are ease of use, strength, biodegradability and versatility (the plastic's low thermal expansion allows large models to be printed with little to no deformation, and its low melting point of about 175°C allows small objects to be printed). Like ABS plastic, which will be discussed below, PLA can be repeatedly melted and crystallized without pronounced deterioration in material properties.
The disadvantage of PLA is its brittleness — PLA printouts are easy to break. And the low melting point of this material means Low temperature resistance - PLA printouts are not recommended for exposure to temperatures above 60°C. In combination with 's biodegradability of and 's modest UV resistance of , polylactide's low melting point makes it difficult to use and store PLA prints outdoors and in direct sunlight.
Also, PLA post-processing is quite tricky : you will need chemicals such as chloroform or hot benzene to dissolve this plastic. If when printing ABS to connect several parts, you can process the desired areas with acetone, then with PLA you will have to use glue for this purpose. To post-process the surface of the PLA print and make it smooth, you will have to resort to wet grinding: water will prevent the material from heating up from friction and, as a result, its melting.
If when printing ABS to connect several parts, you can process the desired areas with acetone, then with PLA you will have to use glue for this purpose. To post-process the surface of the PLA print and make it smooth, you will have to resort to wet grinding: water will prevent the material from heating up from friction and, as a result, its melting.
The minimum layer height of recommended when printing PLA is 50 microns .
Where is PLA used?
PLA is most commonly used for printing concept models, prototypes, low wear toys, etc. Although PLA is biodegradable, it is safe to store food and drink in it, eating and drinking from PLA items however, it is not recommended, as bacteria can accumulate in the recesses on the surface of the printout. To avoid this, you can treat your printouts with a food-safe coating.
Prusa printer settings for printing from PLA
Before printing from PLA, warm up the printer to the following values:
-
Extruder temperature: 215 °C.

-
Platform temperature: 50°C to 60°C.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces a slightly different PLA filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
ABS
About the material
ABS (acrylonitrile butadiene styrene, or acrylonitrile butadiene styrene) is a very strong and versatile material with high temperature resistance. Like PLA, this plastic is a thermoplastic polymer that can be repeatedly melted and crystallized without visible damage to its properties. One significant difference between ABS and PLA is that ABS requires a higher temperature to melt, but it is this high melting temperature that gives ABS prints higher thermal resistance (your printouts will withstand temperatures up to 98°C). ABS printouts can be used and stored both indoors and outdoors. It is from ABS plastic that everyone's favorite LEGO constructor is made!
ABS printouts can be used and stored both indoors and outdoors. It is from ABS plastic that everyone's favorite LEGO constructor is made!
Another advantage of ABS is its solubility in acetone. If you want to give your printouts a smooth surface instead of the typical ribbed surface with distinct layers found in FDM printing, you can easily do this with ABS by treating the printouts with acetone vapor . Also surface treatment with acetone will allow you to join together different printouts and their parts. PLA plastic solvents are much less harmless than acetone, so post-processing with PLA prints is much more difficult.
ABS contains wear-resistant synthetic rubber , which makes the material quite strong and impact resistant.
Now a few words about the shortcomings. ABS plastic suffers from cooling shrinkage. That is, your printout may shrink when temperatures drop, break away from the print platform (even when it is heated to 100 ° C) and deform, which, of course, negatively affects the quality of the printout. Try to keep the printer in a warm environment when printing from ABS, especially if you are going to print a large model.
Try to keep the printer in a warm environment when printing from ABS, especially if you are going to print a large model.
Another disadvantage of ABS is an unpleasant smell when melted. The printer must be kept in a well-ventilated area or come up with some kind of isolation chamber for it.
Where is ABS used?
ABS is used where print strength is important. ABS is much stronger than PLA. ABS should also be preferred if you will be storing printouts outdoors or at high temperatures. ABS is often used to create architectural and concept models, spare parts (e.g. car interiors), smartphone cases, etc.
Prusa printer settings for printing from ABS
Before printing from ABS, warm up the printer to the following values:
-
Extruder temperature: 255 °C.
-
Platform temperature: 80°C to 110°C. The larger the print object, the higher the platform temperature should be.

-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces a slightly different ABS filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
PET/PETG
About the material
PETG (polyethylene terephthalate glycol) - very strong material with good thermal resistance and strong layer bonding. Prints made from this material can be used and stored both indoors and outdoors. When printing from PETG, there is practically no deformation of the model, so this material can be safely used for printing large objects. Also PETG is quite elastic material , which reduces the risk of model breakage under pressure.
Glycol 9 is often added to PET during production 0773 (hence the G in the name), which makes the material easier to use when printing, less brittle, and makes the translucent varieties of the material more transparent and clear.
One of the properties of PETG is 's low thermal expansion of , which reduces the chance of prints coming off the platform and deforming during printing, so there is no need to use isolation chambers as is the case with ABS.
Now about the cons. Unlike PLA or ABS, PETG tends to will bleed out of the extruder in unwanted places and may leave unwanted strands of plastic on the printout. To solve this problem, you need to experiment with the temperature settings of the extruder and / or increase the retraction, and the finished printout itself can be quickly heated with a hot air gun. PETG, like PLA, does not dissolve with acetone , which complicates post-processing. PETG printouts can be easily scratched .
Where is PET/PETG used?
PETG is widely used for printing mechanical parts and other objects where durability is of great importance.
Prusa printer settings for printing from PET/PETG
Before printing from PET/PETG, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 100°C.
-
Platform Treatment: Do not use isopropyl alcohol to clean the platform before printing with PET/PETG, otherwise your printout may stick quite firmly to the platform. It is better to use any window cleaner. If you have nothing but isopropyl alcohol on hand, treat the platform with glue after cleaning to reduce the risk of the model sticking to the platform.
Settings may vary as each material manufacturer produces a slightly different PET/PETG filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
HIPS
About the material
HIPS (high impact polystyrene) is a high strength plastic with high temperature resistance. It is easy to use and behaves like ABS when printed. But like ABS, HIPS produces an unpleasant odor when heated , and models of this material can deform and lag behind the platform when cooled.
HIPS - versatile and durable material that produces smooth layers. Dissolves HIPS using limonene.
Where is HIPS used?
HIPS is suitable for printing mechanical parts and producing heat-resistant objects. HIPS is also widely used to create toys, packaging, signage.
Prusa printer settings for printing from HIPS
Before printing from HIPS, warm up the printer to the following values:
-
Extruder temperature: 220 °C.

-
Platform temperature: 80°C to 110°C. The larger the print object, the higher the platform temperature should be.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer makes a slightly different HIPS filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
PP
About the material
PP (polypropylene, or polypropylene) is an elastic and durable material with excellent physical and mechanical characteristics, which produces strong and durable objects.
PP - physiologically inert material which may come into contact with foodstuffs. PP products are used in food factories, kitchens, bakeries, etc. PP printouts are easy to clean due to their resistance to many chemical solvents and acids. However, precisely because of this chemical resistance of , gluing printouts of from polypropylene is practically impossible , so joining different parts into a single object will be very problematic.
PP printouts are easy to clean due to their resistance to many chemical solvents and acids. However, precisely because of this chemical resistance of , gluing printouts of from polypropylene is practically impossible , so joining different parts into a single object will be very problematic.
A huge minus of PP is, like ABS with HIPS, shrinkage during cooling and deformation of printouts. The solution to the problem is to create an isolation chamber for printing for the printer, which maintains a high temperature.
Where is PP used?
PP is used to create heat resistant and durable objects.
Prusa printer settings for printing from PP
Before printing from PP, warm up the printer to the following values:
-
Extruder temperature: 254 °C.
-
Platform temperature: 95°C to 100°C.
 The larger the print object, the higher the platform temperature should be.
The larger the print object, the higher the platform temperature should be.
-
Platform treatment: Don't forget to clean the platform before printing! Before printing, you can stick adhesive tape on the platform for better adhesion of the printout to the platform.
Settings may vary as each material manufacturer makes a slightly different PP filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
ASA
About the material
ASA (acrylonitrile-styrene-acryl) is very similar in properties to ABS. Its main advantages over ABS are 's increased UV and weather resistance of and 's dimensional stability of the printout. ASA retains the gloss, color and mechanical properties of when stored and used outdoors. To achieve a smooth surface, you can treat printouts with acetone.
To achieve a smooth surface, you can treat printouts with acetone.
Like ABS, the disadvantages of ASA are an unpleasant odor during pyrolysis and curling of printouts when cooled. ASA may be slightly hygroscopic Recommended to dry before printing.
Where is the ASA used?
ASA is widely used for the production of mechanical parts. Its weather resistance makes it suitable for printing vehicle exteriors, outdoor furniture parts and signage.
Prusa printer settings for printing from ASA
Before printing from ASA, warm up the printer to the following values:
-
Extruder temperature: 270 °C - 280 °C.
-
Platform temperature: 100°C to 110°C. The larger the print object, the higher the platform temperature should be. In some cases, it is necessary to add edges to the digital model in Slic3r Prusa Edition to improve the adhesion of the model to the platform.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces slightly different ASA heads. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
nGen
About material
nGen is a low styrene material developed by colorFabb based on Eastman Amphora™ AM3300 3D polymer. This material has several advantages: the almost complete absence of an unpleasant odor during pyrolysis , and the high heat resistance of (almost 2 times more heat resistant than PLA), and the dimensional stability of printouts created from it. nGen allows to produce a stable flow of material even at lower extruder temperatures than other polymers, and allows you to work with more than over a wide temperature range , producing consistent quality and durable printouts.
Where is nGen used?
Due to the unique combination of nGen's relatively low thermal decomposition temperatures with its high thermal stability, the material is used to create functional, durable and heat resistant products. nGen can produce prints with a beautiful glossy finish.
Prusa printer settings for printing from nGen
Before printing from nGen, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 100°C. The larger the print object, the higher the platform temperature should be.
-
Platform Treatment: Do not use isopropyl alcohol to clean the platform before printing from nGen, otherwise your printout may stick quite firmly to the platform. It is better to use any window cleaner. If you have nothing but isopropyl alcohol on hand, treat the platform with glue after cleaning to reduce the risk of the model sticking to the platform.

Don't forget to experiment with your printer's print settings and print and compare samples with different print settings!
Back to content
PC-ABS
About material
PC-ABS (polycarbonate ABS, or polycarbonate ABS) - is an improved version of traditional ABS plastic. Compared to classic ABS, this material is easier to process and has greater strength, stiffness and heat resistance.
PC-ABS printouts feature sharp details and excellent surface quality.
Where is PC-ABS used?
PC-ABS is often used to create durable plastic parts such as TV and computer frames, as well as to create functional prototypes and fixtures. This thermoplastic is often used in small-scale production.
Engineers and designers use PC-ABS for power tool prototyping, industrial equipment manufacturing and other demanding tasks. Durable and heat-resistant PC-ABS prototypes perfectly mimic the properties of final products. When printing from PC-ABS, you can create soluble supports to the model, which will allow you to print models with deep cavities.
Durable and heat-resistant PC-ABS prototypes perfectly mimic the properties of final products. When printing from PC-ABS, you can create soluble supports to the model, which will allow you to print models with deep cavities.
Because of its strength and heat resistance, PC-ABS is ideal for printing appliance cases, handles, connectors, fans and turbines.
Prusa printer settings for printing from PC-ABS
Before printing from PC-ABS, warm up the printer to the following values:
-
Extruder temperature: 270 °C - 280 °C.
-
Platform temperature: 100°C to 110°C. The larger the print object, the higher the platform temperature should be.
-
Platform cleaning: don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces slightly different PC-ABS heads. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Flex
About material
Flex - very strong and elastic material. Flex layers have a strong grip. Flex has excellent abrasion resistance , remains flexible even at low temperatures and is resistant to many solvents.
Flex layers have a strong grip. Flex has excellent abrasion resistance , remains flexible even at low temperatures and is resistant to many solvents.
Flex printout does not shrink much when cooled , so it is convenient to print high-precision models from it.
It is recommended to print slowly from Flex.
Where is Flex used?
Flex is great for printing flexible objects such as phone cases, action camera housings or RC car wheels. FLEX is used for both rapid prototyping and small-scale production of finished products.
Prusa printer settings for printing from Flex
Before printing from Flex, warm up the printer to the following values:
-
Extruder temperature: 230 °C. Prior to printing from Flex, the extruder must be thoroughly cleaned of previous material. Load the printer with PLA and heat up the extruder to remove any remaining material.
 When loading Flex filament, loosen the extruder screws. Be aware that when printing from Flex, the automatic filament change function may not work properly.
When loading Flex filament, loosen the extruder screws. Be aware that when printing from Flex, the automatic filament change function may not work properly.
-
Platform temperature: 50°C to 65°C. The larger the print object, the higher the platform temperature should be.
-
Platform treatment: Don't forget to clean the platform before printing! Glue stick can be applied to the platform before printing, as some types of Flex adhere too tightly to the platform, and if the printout is separated from the platform, the coating of the platform can be damaged.
Settings may vary as each material manufacturer produces a slightly different Flex. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Nylon
About the material
Nylon is a material with for high wear and temperature resistance. Nylon printouts are quite strong (their strength is comparable to injection molded counterparts). This is because the layers of nylon have excellent grip. Nylon printouts can also be dyed with acid-based dyes.
Nylon printouts are quite strong (their strength is comparable to injection molded counterparts). This is because the layers of nylon have excellent grip. Nylon printouts can also be dyed with acid-based dyes.
Like ABS, nylon can warp and warp when cooled unevenly , so printing with nylon involves having a heated bed at the printer, printing in warm rooms, or even creating an enclosed chamber for the printer to maintain a high temperature (as well as printing from most of the materials listed in this article). Nylon parts are almost impossible to glue together , making it difficult to create large models from multiple prints.
Nylon is highly hygroscopic , which means it readily absorbs moisture. It is recommended to dry the nylon filament before printing, so that the possible release of water vapor from the nylon does not damage your printouts.
Taulman is the most popular nylon filament for desktop 3D printers.
Where is nylon used?
Nylon has a high coefficient of slip and is widely used in bearings and similar machinery, often without the use of lubrication.
Prusa printer settings for printing from nylon
Before printing from nylon, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 90°C.
-
Platform treatment: don't forget to clean the platform before printing! Before printing, you can stick adhesive tape on the platform for better adhesion of the printout to the platform.
Settings may vary as each material manufacturer makes slightly different nylon. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Composites
About Composites
There is a wide variety of 3D printing composite materials available, from metal simulants such as bronze and copper, wood simulants, sandstone simulants, glow-in-the-dark materials, as well as carbon and aramid composites. Composites are plastic-based materials with the addition of auxiliary powder material : in wood simulants it is microscopic wood chips, in metal simulants it is microparticles of copper or bronze.
Composites are plastic-based materials with the addition of auxiliary powder material : in wood simulants it is microscopic wood chips, in metal simulants it is microparticles of copper or bronze.
Sandstone and wood simulants are very easy to use when printing. Prints made from these materials are almost indestructible , so these composites can be printed without a heated bed. Different extruder temperatures allow you to achieve different shades of the material when printing with wood imitators: the higher the temperature, the darker the material becomes. And when printing with simulant sandstone, the temperature of the extruder sets the texture of the surface: the lower the temperature, the smoother the printouts, while the higher temperature will create a rough surface.
Composite printouts are highly machinable - sanding, drilling, etc. - and are easy to color. The first step in polishing printouts is sanding: start with coarse sanding (80) and gradually reduce the grit size. For best results after sanding, sanding with a steel wool or copper brush can be used. Wet sanding with very fine grit (1500) can be used to achieve an ultra smooth surface.
For best results after sanding, sanding with a steel wool or copper brush can be used. Wet sanding with very fine grit (1500) can be used to achieve an ultra smooth surface.
Composites tend to be very abrasive (with the exception of wood composites) and can easily scratch and damage the extruder if used frequently. The solution is to print with a high strength nozzle. When printing with wood composites (0.5 mm and above), it is recommended to use a large nozzle.
Another disadvantage is that composites are quite an expensive material.
Where are composites used?
Composites are used to achieve certain visual characteristics of the printout. If you want to create something that looks like wood or metal, or get glow-in-the-dark printouts, then composites are just right for you.
Prusa printer settings for printing from composites
Before printing from composites, warm up the printer to the following values:
-
Extruder temperature: 190 °C - 210 °C.

Learn more