3D printed tofu press
▷ 3d printed tofu press 【 STLFinder 】
3D Printed Tofu Press
thingiverse
3D Printable Tofu Press. Dimensions are 7.5" long by 5.5" wide and 4" deep. It will easily make a slab of tofu of up to 3.5 lbs in weight. Made with PLA 2 shells 10% infill. Have not made the press in ABS yet. ...
Tofu press
thingiverse
This is my design of a tofu press. It fits a standart sized block of tofu. ...You can use PETG or any other foodsafe filament.
Tofu Press/Mould - Fully Printed, Minimal Supports
thingiverse
This tofu press is fully 3D printable, uses very few supports and consists of only two components: the box and the lid. It is primarily designed for pressing and moulding home-made tofu rather than pressing water out of the shop-bought stuff, so it...
Tofu Press - 100% Printed with no Supports
thingiverse
This is a simple Tofu press that can be 100% Printed without any supports.
Tofu Press
thingiverse
Update: Had problems with a clogged extruder, sorted now, so here are a couple of images, the press worked well, I think I could have done with a little more infill, I used 10% and the parts warped a little when the hot tofu was poured into the mold...
Tofu Press
myminifactory
This press works with elastic bands, so you can adjust the pressure depending on the texture of your tofu by using more or less bands and/or by using elastics of different strengths To make your life easier, place the elastic bands on the lid before. ..
..
Tofu Press
thingiverse
This press works with elastic bands, so you can adjust the pressure depending on the texture of your tofu by using more or less bands and/or by using elastics of different strengths To make your life easier, place the elastic bands on the lid before...
Tofu Press
prusaprinters
Hi! I had always wanted a tofu press, but most are rather expensive, hard to get, or require you to check on them often to adjust the pressure. So I designed one of my own, it is easy to print (no supports), easy to use, and works great! On my tests...
Tofu Press
myminifactory
This five-part print is a tofu press for draining the water from bricks of tofu. In addition to the printed parts it also makes use of two (2) C-756 utility compression springs (23/32" x 3-1/2" x 0.41"). The ones I used are made by Century Spring...
In addition to the printed parts it also makes use of two (2) C-756 utility compression springs (23/32" x 3-1/2" x 0.41"). The ones I used are made by Century Spring...
Tofu Press
cults3d
I had always wanted a tofu press, but most are rather expensive, hard to get, or require you to check on them often to adjust the pressure. So I designed one of my own, it is easy to print (no supports), easy to use, and works great! On my tests I...
Tofu Press
thingiverse
For anyone who has tried to hand press Tofu or precariously stack all of your cast iron pans on top of a tofu brick will appreciate this kitchen tool. Post-Printing Finishing This uses a lot of supports when printed. Although I have...
Although I have...
Tofu Press
thingiverse
Used some ideas from some of the other tofu presses I found on here, but with some rounded slots for the base, large separate pieces, and legs. Print the base upside down, because there are rails to catch the legs sticking out. You also may...
Tofu Press
thingiverse
Inspired by [a tofu press found here on Thingiverse](https://www.thingiverse.com/thing:1428542) I decided to have a go at creating one of my own. This one is built on the same principle with a screw attached to a lid pressing on a plate inside of the...
Tofu Press
thingiverse
Some printers tend to cause them to spread outwards, making them less likely to catch on the body and hold the press in place. Update: I thought I should be a little more specific regarding the springs I used. While I picked them up at a local...
Update: I thought I should be a little more specific regarding the springs I used. While I picked them up at a local...
Over-engineered Tofu Press
thingiverse
According to my calculations, this press should be able to provide around 400 kg of compression force, however the material will fail well before that value is reached, put simply, it has enough compression strength to press that tofu to bits! I...
Tofu Press Extended Clasp
thingiverse
Printing: I recommend using PETG because this is now (semi-)permanently part of the tofu press. Meaning I'm using it with food and putting it in the dishwasher so PLA won't hold up. I also printed this piece with 100% infill so that I could make it...
I also printed this piece with 100% infill so that I could make it...
Simple Tofu Press
thingiverse
This will also fit in a standard 3 cup rectangular pyrex container, perfect if you want to press the tofu in the fridge overnight. The bolts are carriage style 3/8 x 3.5 inches with matching wing nuts, stainless steel of course for food safety. For...
Tofu Press Spinner Tool
thingiverse
I printed it with the Cura experimental fuzzy skin feature so I could get a better grip on it if I was using it without the drill (which still might be beneficial, since its hard to get a hold of the spinners on the press when they're far down). ...
...
Tofu Mold/Press
thingiverse
I printed this in PETG, and at 150F it was too warm for the press. This temp caused it to warp the bottom and partial melt some of the top solid layer. I have added a couple images to show what I'm referring to. With the gray background. If your...
tofu press
thingiverse
This thing was made with Tinkercad. ...Edit it online https://www.tinkercad.com/things/iHZKbPVVZCL
Tofu Press (Two Panel Vice Design)
thingiverse
(like a George Foreman grill) 4: Place handles over each screw rod and twist to tighten until tofu is compressed 5: Wait about 30 minutes or until water stops draining from tofu (Tighten as necessary to squish out all liquid). Dump excess water in...
Dump excess water in...
Mesin press dan cetak tahu (tofu maker)
grabcad
Agar mesin press dan cetak dapat digunakan untuk meningkatkan kuantitas dan kualitas tahu diperlukan sistem kontrol. Spesifikasi dari mesin dibuat dengan material berupa plat stainless steel 201 food grade dan elektro pneumatic sebagai kontrol dari...
Tofu 3d Print
sketchfab
I made this as a speed sculpt as well as a gift for a good friend of mine of one of her OC’s that she created. ...His name is Tofu. ...The OC belongs to her https://twitter.com/ShowtimeandCoal
Tofu
thingiverse
Tofu figure on rice. When the top is pressed, the arms and feet lift up. Make sure to have spongey material on the inside for the mechanism to work. ...Top can be removed to store pencils or other things.
When the top is pressed, the arms and feet lift up. Make sure to have spongey material on the inside for the mechanism to work. ...Top can be removed to store pencils or other things.
Tofu
sketchfab
Little animated Tofu . It’s a monster coming from the game Dofus. ...made in blender
Tofu Press: The Press for Tofu
thingiverse
Made for a hippy dippy friend to make her white cubes of tastelessness firmer and less moist. It works. ... I went with big 'ole threads and nuts to make it easier for people with wet hands to manage.
Tofu
thingiverse
If you’re a fan boy like me then you will also know that Darkside Chronicles has a bonus level where the zombies are replaced by Tofu. Snipzu has now made a mod in the new RE2 remake to make this happen in game:...
Snipzu has now made a mod in the new RE2 remake to make this happen in game:...
tofu
thingiverse
... Created with Customizer! ...http://www.thingiverse.com/apps/customizer/run?thing_id=48424 Instructions Using the following options: finger_spacing = 23 total_depth = 10 total_height = 60 desired_word = TOFU finger_size = 23 total_width = 95
tofu press lid
thingiverse
This thing was made with Tinkercad. ...Edit it online https://www.tinkercad.com/things/gvlPwnqnEr6
3D Printed Dremel Drill Press
grabcad
A very sturdy and usable 3D printed Drill Press for a Dremel 4000 and compatible. Cheapest linear guidance possible without play.I used Dremel 4000 to model my design. ...A lot of thanks to this great piece of work!For assembly details and parts please...
Cheapest linear guidance possible without play.I used Dremel 4000 to model my design. ...A lot of thanks to this great piece of work!For assembly details and parts please...
3D Printed Tofu Press Upright Design for Easy Draining
Etsy is no longer supporting older versions of your web browser in order to ensure that user data remains secure. Please update to the latest version.
Take full advantage of our site features by enabling JavaScript.
-
Loading
Click to zoom
Star Seller
Star Sellers have an outstanding track record for providing a great customer experience—they consistently earned 5-star reviews, shipped orders on time, and replied quickly to any messages they received.
| 75 sales |
5 out of 5 stars€57.00
Loading
Low in stock
VAT included (where applicable), plus shipping
Selling fast! Only 2 left.
Star Seller. This seller consistently earned 5-star reviews, shipped on time, and replied quickly to any messages they received.
Explore related categories
Listed on Jun 9, 2022
6 favorites
Report this item to Etsy
Choose a reason…There’s a problem with my orderIt uses my intellectual property without permissionI don’t think it meets Etsy’s policiesChoose a reason…
The first thing you should do is contact the seller directly.
If you’ve already done that, your item hasn’t arrived, or it’s not as described, you can report that to Etsy by opening a case.
Report a problem with an order
We take intellectual property concerns very seriously, but many of these problems can be resolved directly by the parties involved. We suggest contacting the seller directly to respectfully share your concerns.
If you’d like to file an allegation of infringement, you’ll need to follow the process described in our Copyright and Intellectual Property Policy.
Review how we define handmade, vintage and supplies
See a list of prohibited items and materials
Read our mature content policy
The item for sale is…not handmade
not vintage (20+ years)
not craft supplies
prohibited or that use prohibited materials
not properly labeled as mature content
Please choose a reason
Tell us more about how this item violates our policies. Tell us more about how this item violates our policies.
Tell us more about how this item violates our policies.
technical study from a leader in the plastics industry
The French Industrial and Technical Center for Plastics and Composites - IPC, conducted a study evaluating the performance of injection molding using 3D printed molds. This article summarizes some of the findings, particularly those related to Formlabs 3D printers.
Injection molding is an economical and highly reproducible technology mass production of plastic parts with tight geometric tolerances. However, the high cost of traditional steel equipment makes it difficult to injection mold small batches of parts and can often be a barrier to new product introduction. By using 3D printed injection molds, engineers, fabricators and product designers can lower their costs, reduce lead times and bring better products to market. 3D printed injection molds are a great option for those who want to develop functional prototypes from end-use materials, produce a series of identical pre-production samples, or even custom or limited-edition end-use models.
Checkpoints
The IPC study was divided into three phases:
1 . Comparison of 3D printing technologies: The first classification was based on the technical data of several manufacturers. The thermal and mechanical characteristics were evaluated, respectively, in terms of deformation heat resistance (HDT) and tensile modulus. To select the three most promising materials for each of the identified technologies, four types of control points were developed to highlight critical properties. Due to the high resolution and smooth surface of the 3D printable models, resin-based solutions have been recognized as the best material choice for injection molding molds.
In general, a similar range of dimensional variations is measured for all considered 3D printing technologies: from ± 0.02 mm to ± 0.05 mm for small parts and from ± 0.05 mm to ± 0.2 mm for large parts .
The standard accuracy of machined metal tools should be ± 0.02 mm. This accuracy is desirable for a good fit along the parting line and to prevent reflow. IPC offers two methods for optimizing the parting line of a 3D printed resin tool.
IPC offers two methods for optimizing the parting line of a 3D printed resin tool.
2 . Guidelines for material characterization, design, and 3D printing.
3 . Injection mold test: IPC performed two tests with different mold sets. In the first test, an "extreme test" scheme was used. Nearly a hundred polypropylene models were cast using a mono-material mold printed in High Temp Resin. The second test used a more complex "extreme test" scheme. Thousands of polypropylene models were molded using a mold of different materials: the core and mold inserts were printed from Rigid 10K Resin, and the frame was printed from Nylon 12 (Polyamide 12) using selective laser sintering technology. 9Mold design from several materials with inserts (Fig. 2).
IPC has developed two sets of molds for casting two different complex patterns. Both sets were intended to optimize the quality of the parting line:
both halves of the tool must be positioned within a tolerance of ± 0. 02 mm to ensure a correct fit.
02 mm to ensure a correct fit.
1. Monomaterial mold printed in High Temp Resin.
It has a simple geometry with no inserts or additional moving parts, and includes texturing. To improve the parting line, it will be redesigned in the final stage.
Monomaterial mold STL file printed with High Temp Resin and loaded into PreForm software. Fixed side (left) and movable side (right).
2. Multi-material Mold: The fixed side of the mold is printed with Rigid 10K Resin and includes texturing. The moving side consists of one core and four inserts printed in Rigid 10K Resin,
as well as a frame printed in Nylon 12 (Polyamide 12) using selective laser sintering (SLS) technology. The soft frame is equipped with an insert to compensate for dimensional deviations from the parting line. Nylon 12 (Polyamide 12) is flexible enough to accommodate size variation during mold clamping. However, selective laser sintering should only be used to print the frame and not the entire plate, because it does not provide high enough resolution for the shaping surfaces, and the plate melts at high temperatures.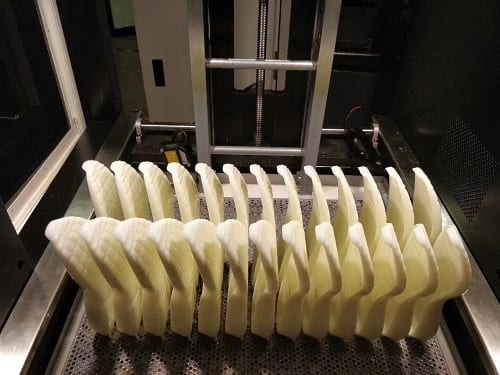
Multi-material STL files loaded into PreForm print preparation software: fixed side (left) and movable side, core and inserts (right) printed with Rigid 10K Resin.
This geometry is slightly more complex and is designed to test the stability of thin inlays. To simplify the assembly, the angle of inclination between the core and the frame is three degrees. The frame was made with a 0.05mm allowance for a better fit.
Nylon 12 (Polyamide 12) frame CAD design for multimaterial movable mold side.
CAD file of shapes, textures look the same with both tool sets. From left to right: (1) Large sphere with a radius of 1.82 mm and a height of 0.3 mm; a small sphere with a radius of 1.09 mm and a height of 0.3 mm. (2) Wood 0.25 mm high. (3) Pyramid with a side of 0.3 mm and a depth of 0.2 mm. (4) Leather 0.14 mm high.
Design manuals
After several revisions, the IPC recommends the following best practices:
- Plan an allowance for the printed form and process it to adjust the dimensions.

- Avoid small cores: parts with a smaller section may not withstand pressure and temperature. IPC recommends printing several inserts for thin protruding parts (they can be replaced in case of failure) or making small parts from metal.
- Making a structure larger than 400 mm can be a challenge. Since the parameters increase with size, it will be more difficult to match the shape.
- Increase pitch and overhang angles (10° to 20°) to avoid distortion.
- Do not integrate cooling channels into the mold structure. Heat transfer in plastic models is slower than in metal models, so the cooling channels will not have enough effect on temperature to compensate for the time spent designing this system. When complex materials or designs are used, regulation may be useful, but this is for further study.
3D mold printing
3D printing resin
Forms were printed on a Form 3 3D printer and post-processed on Form Wash and Form Cure devices. IPC printed two different sets of molds:
IPC printed two different sets of molds:
- High Temp Resin mold printed at 25 µm layer height was washed in isopropyl alcohol for six minutes, cured for 120 minutes at 80°C and thermal cured for three hours at 160° C. This material has a HDT of 238° C at 0.45 MPa, the highest among Formlabs polymers and one of the highest among polymers on the market. These characteristics allow it to withstand high injection molding temperatures with minimal cooling time.
- Form core and inserts in Rigid 10K Resin, printed at 50 µm layer height, rinsed twice in isopropyl alcohol for 10 minutes, cured for 60 minutes at 70°C, and thermal cured for 90 minutes at 125°C to achieve higher deformation heat resistance. This polymer is an industrial material with a high glass content - ideal for casting of a wide variety of geometric shapes and under different conditions of the injection molding process. Rigid 10K Resin has a deformation heat resistance of 218° C at 0.
 45 MPa and a tensile modulus of 10,000 MPa. These characteristics make this polymer a strong, extremely rigid and thermally stable molding material that retains its shape under pressure and at temperature for the manufacture of precise models. The mold frame was printed from Nylon 12 (Polyamide 12) using SLS selective laser sintering technology.
45 MPa and a tensile modulus of 10,000 MPa. These characteristics make this polymer a strong, extremely rigid and thermally stable molding material that retains its shape under pressure and at temperature for the manufacture of precise models. The mold frame was printed from Nylon 12 (Polyamide 12) using SLS selective laser sintering technology.
3D printing manual
After several revisions, IPC recommends the following best practices for 3D printing:
- Print with Rigid 10K Resin for extended plate life.
- Use a low layer height for better resolution: SLA 3D printing provides very fine texturing.
- Whenever possible, print the plate without supporting structures to achieve greater dimensional accuracy and avoid distortion.
- Orient the mold so that there are no protrusions.
- Orient the mold so that there are no protrusions.
Mold printed with Rigid 10K Resin, fixed side on build platform
- If possible, print both halves aligned with the assembly direction.
 Possible size variations can improve the compatibility and quality of the parting line.
Possible size variations can improve the compatibility and quality of the parting line. - After 3D printing the mold, machine it. In particular, adjust the parting line so that both halves of the mold match each other and do not melt. The diameter has a risk of warping, so holes may need to be drilled.
Rigid 10K Resin Mold Printed Textures
Scan Metrology
IPC scanned the plates to evaluate dimensional change immediately after printing and after final curing. These scanned images show less than ±0.05 mm deviation for over 75% of the details.
1. High Temp Resin. Scans of a 3D printed High Temp Resin mold: movable side (left) and fixed side (right).
2. Rigid 10K Resin. Scans of a 3D printed Rigid 10K Resin plate: movable side (left) and fixed side (right).
Injection molding
Mold assembly
As mentioned above, it is recommended to process the 3D printed mold before assembly to ensure that critical dimensions are met. However, the multi-material mold did not need to be machined as the soft Nylon 12 (Polyamide 12) parting line is able to absorb dimensional changes. You can then add push pins or inserts. IPC recommends printing several inserts for thin models with protrusions that are at increased risk of breakage: in this case, they are easy to replace. Mold handling and assembly are operations that require care as 3D printed parts can break during processing. 3D printed molds should be placed in a metal die or master mold to withstand the pressure.
However, the multi-material mold did not need to be machined as the soft Nylon 12 (Polyamide 12) parting line is able to absorb dimensional changes. You can then add push pins or inserts. IPC recommends printing several inserts for thin models with protrusions that are at increased risk of breakage: in this case, they are easy to replace. Mold handling and assembly are operations that require care as 3D printed parts can break during processing. 3D printed molds should be placed in a metal die or master mold to withstand the pressure.
Form printed in Rigid 10K Resin and mounted in a metal matrix. Moving side with ejector pins (left) and fixed side (right).
Form printed in Rigid 10K Resin and mounted in a metal matrix. Movable side with ejector pins, inserts, SLS bezel (left) and fixed side (right).
Conditions of injection molding process
The team has cast thousands of models under the following injection molding conditions:
- Injection molding machine: industrial, ENGEL 150T
- Injection molding material: polypropylene (PP)
- Injection molding temperature: 200° C
- Casting pressure: 180 bar
- Mold clamping force: 125 kN
- Release agent: none
- Cooling system: none.
 The temperature was controlled by a thermal imaging camera and the cycle only started when the plate temperature was below 36°C.
The temperature was controlled by a thermal imaging camera and the cycle only started when the plate temperature was below 36°C. - Ejection: automatic with ejection pins and robotic arm designed to move the part
- Cycle time: 150 sec.
results
IPC cast 90 polypropylene models in a mono-material mold printed in High Temp Resin.
Cast models were distinguished by high surface quality and detail. However, after 31 iterations, the mold began to crack, which affected the surface quality of the remaining cast models.
Model #31 (left) and Model #90 (right) molded in High Temp Resin
1000 polypropylene models with a multi-material mold printed with Rigid 10K Resin.
Cast models were distinguished by high surface quality and detail. There were light fusions after the first castings and small cracks around the core clamps after 900 castings. Lightening appeared at the place where the sprue was supplied.
Lightening appeared at the place where the sprue was supplied.
Light fusion on last model (left) and small cracks after 900 castings on Rigid 10K Resin core.
Textures on finished models molded in multiple materials.
IPC recommends selecting Rigid 10K Resin to maintain shape durability.
This polymer is less brittle and exhibits better load strength than
High Temp Resin. The 3D printed mold should be processed to improve parting line accuracy and reduce flashover. Using a multi-material soft-framed mold is a great alternative solution for compensating for dimensional variations. IPC suggests that the molding process will be more difficult when dealing with viscous materials such as polycarbonate (PC),
as well as casting temperatures above 240° C.
IPC evaluated the possibility of using 3D printed injection molds in low volumes. With a mold core printed in Formlabs Rigid 10K Resin and a soft frame printed in Nylon 12 (Polyamide 12), thousands of polypropylene parts have been cast, reducing printing costs by 80-90% compared to using a metal mold.
Desktop 3D printing is a powerful solution for making injection molds quickly and inexpensively. It requires a limited amount of equipment, which reduces the time of the CNC and skilled operators and frees them up for other important tasks. Desktop 3D printing is easy to integrate into any injection molding workflow as it is easy to install, operate and maintain. Manufacturers will benefit from the speed and flexibility of in-house 3D printing to create a mold and combine it with the power of industrial injection molding.
As a result, it will be possible to produce a series of products from conventional thermoplastics in a matter of days.
We will keep you updated with the latest news!
Your team iGo3D Russia :)
Our groups in social networks:
YouTube
VKontakte
0294
Subscribe
Don't want
9
The most notorious example of 3D printed shoes was by Adidas in 2015. Then they released the first sneakers with a printed sole - Futurecraft 3D. Around the same period or a little earlier, on popular portals with 3D models, you could download and print your own sandals, of course, more for fun. Those. 3D printers have been used in shoe manufacturing for a long time. But few people know how things are in the real Russian shoe production and how long 3D printing technologies have been used.
Then they released the first sneakers with a printed sole - Futurecraft 3D. Around the same period or a little earlier, on popular portals with 3D models, you could download and print your own sandals, of course, more for fun. Those. 3D printers have been used in shoe manufacturing for a long time. But few people know how things are in the real Russian shoe production and how long 3D printing technologies have been used.
RALF RINGER is a Russian company specializing in the production and sale of men's, women's and children's shoes under the brands Ralf Ringer, Piranha and Riveri. Production facilities are located in Moscow, Zaraysk and Vladimir.
RALF RINGER purchased its first 3D printer back in 2017.
The production of soles is a complex technological process, which includes the production of expensive aluminum tooling, in other words, molds. The cost of a mistake is about 10,000 euros. Therefore, to reduce risks, it is important to make the most accurate layout possible. Previously, RALF RINGER carried out this process on 6-axis CNC machines, or on powder printers. Both methods did not suit them: in the first case, it was expensive equipment, in the second, expensive materials.
Previously, RALF RINGER carried out this process on 6-axis CNC machines, or on powder printers. Both methods did not suit them: in the first case, it was expensive equipment, in the second, expensive materials.
RALF RINGER bought a HERCULES STRONG 3D printer in 2017 to make sole models.
The cost of making a model immediately decreased by 15-20 times, and the manufacturing time was reduced to a day.
Then heels began to be printed. It is very important for the heel to "stand" correctly on the plane, the comfort when walking depends on it. All the main elements, such as the heel itself, the main insole / half insole, arch support, hard heel counter, must be perfectly fitted. It is important to note that the feel of the foot - depending on the deflection - changes significantly for every millimeter of values. Therefore, in addition to aesthetics, functional indicators were selected - material, filling density, wall thickness.
Now, before opening the molds for the RALF RINGER heel, they print a functional model of the heel, attach it to the shoe and carry out all the necessary fitting and technological operations before the mass launch.
Having received a functional heel model, they thought about obtaining a functional flexible sole model. For the production of such a functional model, it was decided to print molds with a short life cycle .
The RALF RINGER team has developed special technologies for designing and printing molds, selected materials and technological modes of casting.
As a result, they received polyurethane and fully functional soles prior to mold making.
The main challenge for RALF RINGER today is to improve sole manufacturing accuracy and extend the life cycle of molds.
In addition, the company has its own large-scale production and equipment mainly of Western assembly, so the question of spare parts and tooling regularly arises.
With the help of 3D printing, the company learned how to produce some technical parts of machines, which allows saving on maintenance and quickly responding to wear parts.
________________________________________
Subscribe to our social networks and get the latest information:
Our website - https://imprinta.ru/blog
VK - https://vk.com/imprinta
TG - https ://t.me/imprinta_llc
More interesting articles
16
Subscribe to the author
Subscribe
Don't want
Hello everyone! In this article, if you can call it that, there will be nothing special, just an experience of creating ...
Read more
fourteen
Subscribe to the author
Subscribe
Don't want
Yes, and this happens, but not quite like in a recent video from Pryusha.
Good idea.