3D printed floors
Flooring, Tiling, and 3D Printing « Fabbaloo
By Charles Goulding on February 2nd, 2022 in news, Usage
Tags: eth, flooring, voxeljet
3D Printed Floor Slab – Philippe Block [Source: Fast Company]Charles R. Goulding and Preeti Sulibhavi look at how 3D printing might affect the flooring market.
Some of the most under-stated components of a building are flooring and tiling. There are several reasons for this. One being the fact that they are often left for background aesthetic and are usually not given much thought to. Things are changing, thanks to help from 3D printing.
Flooring and 3D PrintingVoxeljet’s ceramic material for 3D Printed Casting Shells for Tiling [Source: TCT Magazine]There has been a project, a decade in the making, where new floors can leave a noticeably smaller carbon footprint and use less concrete and steel. Flooring systems used in building construction are responsible for a large part of the greenhouse gases (GHS) emitted in the construction industry, which is responsible for one-third of worldwide GHG emissions.
To better deal with the construction industry’s carbon emissions, a team of architects and engineers at ETH Zurich, a premier institution of higher education, who have developed a floor slab that requires only 30% concrete and 10% reinforcing steel of traditional floors. With building construction and operation leading to about 8% of global carbon emissions this is a great development, and it uses 3D printing technology to achieve these stellar results (as seen above).
Swiss researchers have gone further and have used 3D printing to fabricate funicular flooring systems to reduce concrete use as well. Due to the layered nature of 3D printed objects, they have tensile strengths lower than most materials in the construction industry, but their compression durability is very high.
A team of researchers from Block Research Group at the Institute of Technology in Architecture, of the ETH Zurich, has used 3D printing to create flooring using arch geometry where the weight is pressed onto the tip of the arch and then gets distributed throughout the whole floor slab/shape since it resolves the force into compressive stresses while simultaneously eliminating tensile stresses.
Netherlands-based Studio RAP is building an architectural structure that will integrate 3D printed ceramic tiles. Titled, “New Deft Blue,” the project combines clay 3D printing, computational design and artisanal glazing. The KUKA robotic arm is what is really behind the 3D printing process of the ceramic tiles as well as for concrete structures as well. Materials for the tiles are chosen for high durability and low maintenance. Even glazing 3D printed tiles works out more economically because 3D printing allows for “painting with shape” enabling smooth transitions between hues of blue and white that only 3D printing allows for.
The robotic arm allows for an algorithmic approach for 3D printing the design of tiles while considering specific manufacturing constraints all the while generating the desired tile geometry.
The Research & Development Tax CreditThe now permanent Research and Development (R&D) Tax Credit is available for companies developing new or improved products, processes and/or software.
3D printing can help boost a company’s R&D Tax Credits. Wages for technical employees creating, testing, and revising 3D printed prototypes can be included as a percentage of eligible time spent for the R&D Tax Credit. Similarly, when used as a method of improving a process, time spent integrating 3D printing hardware and software counts as an eligible activity. Lastly, when used for modeling and preproduction, the costs of filaments consumed during the development process may also be recovered.
Whether it is used for creating and testing prototypes or for final production, 3D printing is a great indicator that R&D Credit eligible activities are taking place. Companies implementing this technology at any point should consider taking advantage of R&D Tax Credits.
ConclusionThere are many reasons to consider advances in flooring and tiling. Some of the reasons include climate change and other global concerns, while others include manufacturing cost, efficiency and design constraints. Whatever the reasons for integrating 3D printing into flooring and tiling fabrication, the results are spectacular.
Whatever the reasons for integrating 3D printing into flooring and tiling fabrication, the results are spectacular.
By Charles Goulding
Charles Goulding is the Founder and President of R&D Tax Savers, a New York-based firm dedicated to providing clients with quality R&D tax credits available to them. 3D printing carries business implications for companies working in the industry, for which R&D tax credits may be applicable.
View all of Charles Goulding's posts.
Robotic 3D printers create terrazzo floors in any pattern
Amy Frearson | 3 comments
A Dutch company has developed technology for 3D printing floors in an endless variety of colours and patterns.
Aectual uses huge robotic 3D printers to create the framework for its sustainable floors, which it infills with terrazzo.
As a result, these floors can be customised to fit spaces of any shape and size, and can be created in all kinds of designs – from traditional patterns to custom motifs.
"We make it possible to create your own design for spectacular floors in, for example, a hotel lobby, or for a striking retail brand," said Hans Vermeulen, CEO of Aectual. "This gives designers complete design freedom."
Vermeulen and his Aectual co-founders Hedwig Heinsman and Martine de Wit are better known as the partners of DUS Architects – the architecture studio working to create a 3D-printed canal house in the Dutch capital.
The trio launched Aectual as a commercial spin-off company, specialising in 3D-printed building products.
Working with engineering firm Arup, they created their first 3D-printed floor last year – inside Tokyo department store Loft – and are now creating another for Amsterdam's revamped Schiphol Airport.
The process involves printing out the desired pattern using a robot with six degrees of freedom – meaning it can move forwards and backwards, up and down, and left and right, as well as freely between these X, Y and Z axes through rotation.
The material they use for printing is a bioplastic made from plants, which is fully recyclable.
Once the printing is complete, the framework is transported to its final destination. This mould, which measures just a few centimetres high, is then infilled with a terrazzo made from recycled granite or marble chips, and a bio-based binding agent.
After the mixture has set, the final step is to polish it.
According to Aectual, the resulting floors are high quality and wear-resistant. Also, thanks to the use of recycled and environmentally friendly materials, the floors are intended to create little or no waste.
"Our materials are bio-based or recycled, and our production process is streamlined towards zero waste," reads the description on the company's website.
"Our flooring solution can make use of corporate waste streams, which is a great way to demonstrate corporate responsibility."
Aectual launched its 3D-printed flooring during Dutch Design Week 2017, which took place from 21 to 29 October 2017 in Eindhoven.
It is one of several sustainable ideas unveiled during the event, along with an off-grid lamp powered by photosynthesis, cotton scarves patterned with ink made from pollution and tableware made from recycled porcelain.
Dezeen hosted a talk series at Dutch Design Week titled Good Design for a Bad World, which looked at whether designers can make a difference on global issues such as climate change and pollution.
Super Local uses waste glass to produce sustainable terrazzo homeware collection
Subscribe to our newsletters
Your email addressDezeen Debate
Our most popular newsletter, formerly known as Dezeen Weekly. Sent every Thursday and featuring a selection of the best reader comments and most talked-about stories. Plus occasional updates on Dezeen’s services and breaking news.
New! Dezeen AgendaSent every Tuesday and containing a selection of the most important news highlights. Plus occasional updates on Dezeen’s services and breaking news.
Plus occasional updates on Dezeen’s services and breaking news.
A daily newsletter containing the latest stories from Dezeen.
Dezeen JobsDaily updates on the latest design and architecture vacancies advertised on Dezeen Jobs. Plus occasional news.
Dezeen AwardsNews about our Dezeen Awards programme, including entry deadlines and announcements. Plus occasional updates.
Dezeen Events GuideNews from Dezeen Events Guide, a listings guide covering the leading design-related events taking place around the world. Plus occasional updates.
We will only use your email address to send you the newsletters you have requested. We will never give your details to anyone else without your consent. You can unsubscribe at any time by clicking on the unsubscribe link at the bottom of every email, or by emailing us at [email protected].
For more details, please see our privacy notice.
Thank you!
You will shortly receive a welcome email so please check your inbox.
You can unsubscribe at any time by clicking the link at the bottom of every newsletter.
More images
All the secrets of casting in 3D printed molds.
Hi all!
A little more than a year ago, a 3D printer was purchased. Moreover, it was bought not as a toy, but with a very specific task - to print injection molds for polyurethane.
While the printer was driving, many acquaintances and other specialists argued and convinced that it was necessary to order milled aluminum molds, install a centrifuge for casting, and so on and so forth. But how can I order a milled mold for a lot of money, if a) it is not clear whether I made the configuration correctly b) even if everything is correct, how many thousands of years it will fight back, subject to an incomprehensible demand for my molded products ...
In general, the printer arrived, learned how to print and went into battle.
The main problem of casting molds is to model it correctly in order to:
1. It was convenient to print with the required quality.
2. Consider fluid movement and potential bubbles.
3. Easy mold separation and product removal.
4. Fast mold assembly and disassembly.
5. Mould-tight.
After a few kilos of damaged plastic, the search for the right shape is over.
So
- the injection channel must be made from top to bottom, thus the slurry goes from bottom to top, squeezing out air
- The channel must be quite wide. since I use a catheter syringe (160 ml can be bought at a pharmacy or on Ali), it makes sense to make a diameter of about 5-7 mm. The slurry is relatively thick and harder to push through a narrow channel.
- the entrance to the channel is made on a cone slightly larger than the cone on the syringe, because when connected, they are mutually compacted, as it were, and the slurry flows strictly along the channel.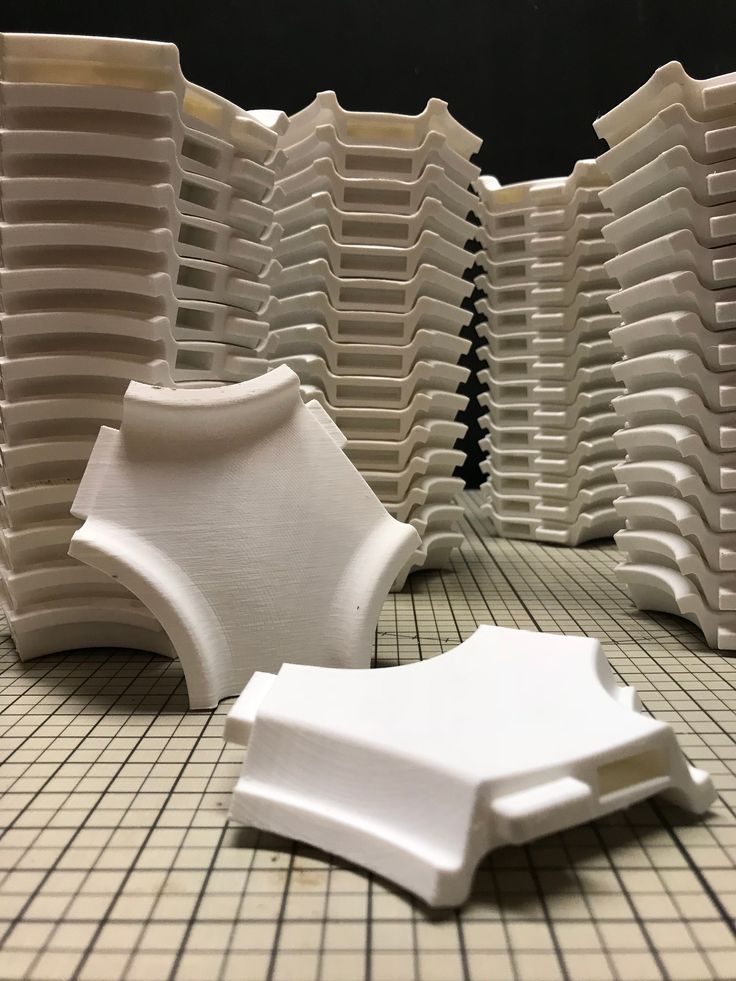
- The form itself must not have sharp or protruding corners, as well as overhangs, under which and for which the bubble can catch.
- along the contour I make a tenon-groove connection. first, it positions the two halves. secondly, the groove is smeared with silicone sealant (retaining elasticity) and this gives an additional seal against the flow of slurry.
- it is also possible to provide holes in the mold for fastening parts and their centering. Centering is very important! Even tenths of a millimeter will be reflected in the finished product as a not beautiful offset strip
Mountains are already written about the settings of the printing itself, the only thing is that I print forms mainly in ABS. Because, it is well and quickly smoothed out with acetone. By the way, finding real acetone is like finding real vodka. As a result, I guarantee the quality of the acetone of the pro shop, and the planet of the piece of iron. For the regions, auto paint shops are probably relevant. There is no acetone in construction markets and supermarkets such as obi and leroy, or it is called acetone, but plastic does not dissolve. I do all my production work outside of my home, so smells don't bother me. After dexterity with acetonite, you can achieve the result as in the photo and even much better.
For the regions, auto paint shops are probably relevant. There is no acetone in construction markets and supermarkets such as obi and leroy, or it is called acetone, but plastic does not dissolve. I do all my production work outside of my home, so smells don't bother me. After dexterity with acetonite, you can achieve the result as in the photo and even much better.
Now let's move on to making the goo.
Before cooking, it is necessary to treat the molds with a wax separator, dry the wax (this is important), since not dried gives defects on the product in the form of flakes on the surface. Assemble/fasten the form and prepare dishes, disposable gloves, scales and other accessories.
I have been using Silagerm fluids for a long time. They have different ones. Silicone and polyurethane and more. For my purposes, Silagerm 6030 is suitable. The designation of the last digit is the shore hardness. In general, 30kA after complete solidification resembles a very dense rubber and stretches well (and 90I will be like oak plastic).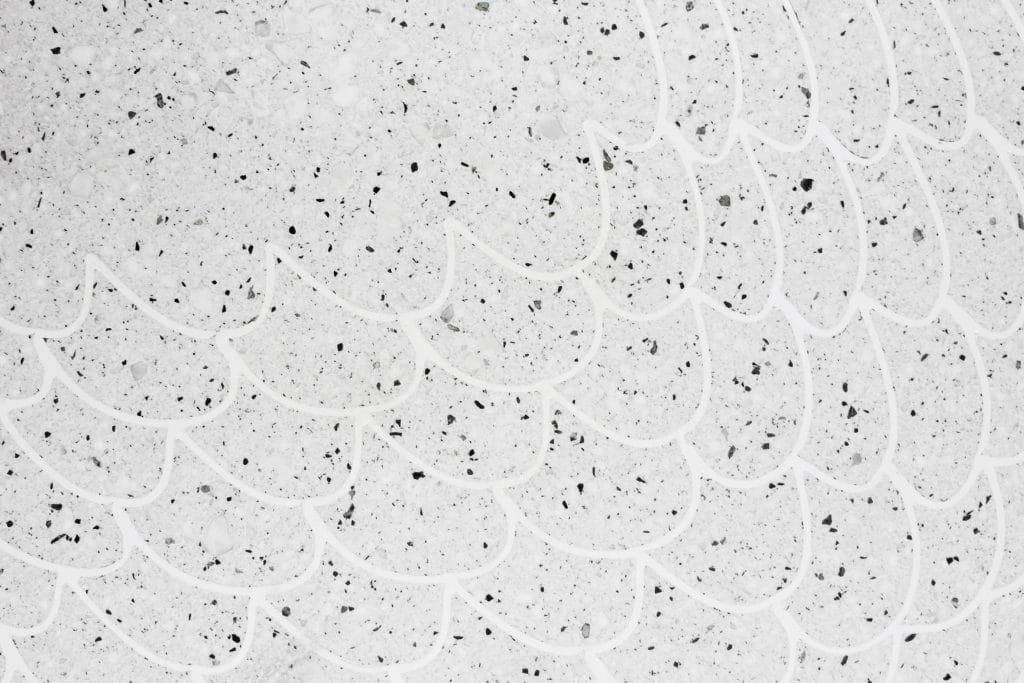 The manufacturer claims up to 600%, but in fact the thicker the less it stretches. 1-2 mm will stretch just 6 times.
The manufacturer claims up to 600%, but in fact the thicker the less it stretches. 1-2 mm will stretch just 6 times.
Two-component slurry, mixed by weight. For this, ordinary kitchen scales were bought. The manufacturer recommends kneading and pouring for a long time and knead again. In my experience, if there is a mixer, then there is no point in stirring for longer than 1-2 minutes. During kneading, you can add dye. I have it in a syringe for less. I usually pour the dye by eye and 5-10 ml is enough for 300-500g of the main liquid, in fact, a teaspoon of the dye is enough for half a kilo. something like this. When the liquid is mixed, the life goes on for minutes, depending on the density, it's different, but boobs should not be crushed. We quickly put the bucket in the vacuum.
What a vacuum chamber is for. While the slurry is stirred, many bubbles form in it. And even if you stir slowly and pichalno bubbles will still be. So it needs to be vacuumed. This will remove any bubbles and further stir the slurry.
This will remove any bubbles and further stir the slurry.
Initially, the vacuum chamber was a glass jar, and everything interfered in it. When the volumes grew up, the question arose of increasing the volume of the chamber. The ideal option for price and durability was the Soviet pressure cooker. It is not so easy to find an unnecessary Soviet pressure cooker from friends and relatives! I had to buy a left-hander on the market for as much as 500r !!! ))
Unfortunately, there is no viewing window on it, but I already knew that the volume of the slurry increases several times during vacuuming, so the container is needed for mixing with a five-fold volume (300g - 1.5l will just be). If the bubbles are not all removed (they can be seen, they pop up), you must quickly repeat the procedure.
Next, I draw in the liquid with a syringe (this makes it even more vacuumized) because direct pouring will again give ubiquitous bubbles, and I already press it into the mold. By the way, I forgot to write that the form should have exit channels and additional capacity at the top, since the material tends to spread and gradually settles down, respectively, the volume should be reserved for these processes. In either case, the sprues are trimmed, and the extra volume that comes out ensures that the mold is completely filled.
By the way, I forgot to write that the form should have exit channels and additional capacity at the top, since the material tends to spread and gradually settles down, respectively, the volume should be reserved for these processes. In either case, the sprues are trimmed, and the extra volume that comes out ensures that the mold is completely filled.
The form can be opened after two days. If everything went well. then the product will be free of defects, easily separated from the mold. The form itself can be immediately reused and until it becomes unusable.
Products according to the forms above:
By the way, the boot of the CV joint turned out to be so ribbed, because the form was printed with PLA and dichloroethane did not manage to smooth it out qualitatively.
Thank you all for reading! I tried to give out the maximum information that I have accumulated over the year. If you still have questions, ask, I will answer all.
If you still have questions, ask, I will answer all.
Construction 3D printing is waiting for a breakthrough / Sudo Null IT News
3D printing technology originated in the 80s of the 20th century, but construction 3D printing appeared much later. The first construction projects using this technology appeared only in 2014. We are talking, first of all, about the so-called small architectural forms (benches, flower beds, fences). They never even dreamed about building houses. But already in 2015, the Russian startup Apis Cor made a splash - it printed a whole house in the Moscow region. Since then, news about new 3D printed houses has periodically appeared. However, despite the fact that the technology proved to be very promising in terms of the speed of construction of housing and the reduction in the cost of construction, no mass implementation followed.
Construction is the world's number one market. And, if many technological innovations are being introduced in the field of high-rise construction, then little has changed in the field of low-rise construction over the past decades. The last 30 years have seen the availability of the Internet, mobile phones, mobile internet, robotics taken to a new level, etc., but when you get to a house construction site, you are unlikely to find many technological innovations. Automation is practically non-existent, and manual labor prevails. 2020 was a test of strength for the whole world, and also led to the highest level of inflation, which, first of all, hit the construction market, there was a dramatic change in prices for metals, cement, wood and much more.
The last 30 years have seen the availability of the Internet, mobile phones, mobile internet, robotics taken to a new level, etc., but when you get to a house construction site, you are unlikely to find many technological innovations. Automation is practically non-existent, and manual labor prevails. 2020 was a test of strength for the whole world, and also led to the highest level of inflation, which, first of all, hit the construction market, there was a dramatic change in prices for metals, cement, wood and much more.
This Internet meme clearly shows what happened to the cost of building materials in just a year. And the process is still going on. At the same time, there is a serious rise in the cost of labor, and there is an acute shortage of it. All this leads to a sharp rise in the cost of building houses. No matter how strange it may sound, statistics show that the growth of automation does not occur when everything is fine, but precisely in crisis situations, during increased competition, reduced demand and the need to urgently look for new technologies to increase production efficiency. So it happened this time, and after some stagnation, construction 3D printing received a new impetus for development.
So it happened this time, and after some stagnation, construction 3D printing received a new impetus for development.
Preparing to write an article, I turned to the founder of Arkon - Boris Kozlov y. Arkon was established in 2020 and is engaged in the production of construction 3D printers, both a workshop type for creating prefabs (prefabricated houses) and a portal one capable of printing a two-story house. I asked Boris the key, in my opinion, question:
- Construction 3D printing appeared in 2014, but no mass introduction of this technology followed in 7-8 years. Why do you think this happened, and why is there a surge of new projects right now?
- It seems to me that the reason is the snowball effect. The technology had to mature, grow from a hypothesis to a pilot implementation, and finally to commercialization and scaling (what is happening now). In addition, it should be borne in mind that construction is one of the most conservative industries, where, unlike even aviation and the automotive industry, there is still an extremely low introduction of digital solutions and automation in the field of the production process itself - the construction itself.
The issue of regulation and certification also plays an important role - this process is long and creates an additional lag.
2014-2016 the first samples of building 3D printers and prototypes of printed buildings appeared. The concepts of various form factors of construction 3D printers and types of printing materials were tested.
In 2017-2018 in the world, the first notable investments were made in a number of construction 3D printing start-ups. Further, by 2020, these investments "rolled" in the form of reaching a certain level of technology maturity - the first commercial products (3D printers and houses) appeared.
Finally, in 2020-2022 it became clear that the hypotheses of the effectiveness of construction 3D printing were justified (cheaper, faster, more environmentally friendly), and large investments began in the industry. A striking example is the investment of GE (the French division of General Electric) in the Danish COBOD or the achievement of a capitalization of $ 2 billion by the American company ICON.

In 2022-2023 over 1,000 buildings will be printed worldwide already, scaling from single buildings/pilot projects to entire villages and major infrastructure/reinforced concrete implementations. In addition, in a number of countries, by now, a regulatory framework has been created or is being actively created for the introduction of additive technologies in the construction industry.
Thus, I believe that the specified time period is a fairly natural cycle of technology development, which is likely to experience exponential growth in the next decade.
According to ResearchAndMarket report, the global construction 3D printing market is valued at USD 354.3 million in 2022 and is projected to reach USD 11068.1 million by 2027, an increase of 99.04%.
Various market processes affect the prices and behavior of participants in the global 3D construction printing market. They create price signals that are the result of changes in the demand and supply curves for a product or service. They can be associated with both macroeconomic and microeconomic factors. Even human emotions can also drive decisions, influence the market, and create price signals.
They can be associated with both macroeconomic and microeconomic factors. Even human emotions can also drive decisions, influence the market, and create price signals.
Now let's take a quick look at what is the construction 3D printer. Without delving too deeply into the technology, we can say that construction 3D printers are very similar to classic FDM/FFF printers that print with plastic, but instead of plastic, the material here is a cement mixture, which is fed directly into the nozzle and forms an object by layer-by-layer overlay. Printers are also portal, on the basis of a flying boom, with a robotic arm.
Pictured left is a construction printer based on a boom. The figure on the right is a gantry construction 3D printer
In the figure above, a construction 3D printer in the form of a robot arm installed on a mobile platform.
Everything changed completely when, in the summer of 2021, the American company ICON, which was trying to introduce 3D printing into the construction of various auxiliary facilities, signed a contract with one of the largest American developers, Lennar, to build a village of 100 houses in Texas and immediately became a unicorn , having received 200 million dollars of investments from several investment funds.
At the same time, the Danish company COBOD, created by the world's largest construction formwork company PERRI, began selling its gantry 3D construction printers, as well as participating in construction projects around the world. In the photo below, a modern two-story house built in Germany and a school building in Malawi, built in record time with a minimal budget.
There is little that unites developed, developing and poor countries, everywhere their problems and tasks, but The lack of affordable housing is a global agenda . If in poor countries there is an acute problem with the increase in the number of homeless people due to a lack of housing, as such, then in developing countries it is necessary to dramatically accelerate the number of new housing being built to meet the needs of a growing population. In developed countries, the problem is primarily in the cost of housing, which has risen in price to such an extent that it has become practically inaccessible to young people. And with the simultaneous increase in life expectancy in these countries, this problem is only getting worse.
And with the simultaneous increase in life expectancy in these countries, this problem is only getting worse.
At the same time, the trend towards "green agenda ", CO2 reduction, building with more environmentally friendly materials, etc. is developing. But, unfortunately, so far the construction industry is the absolute leader in CO2 emissions, as well as in the amount of garbage that each construction site leaves behind. This is not to say that construction 3D printing solves all these problems, but at least it is moving in the right direction. Let's look at this with a few illustrative examples.
3D printed walls. Today, when we talk about 3D printing houses, we are talking about printing walls. Everything else (foundation, windows, doors, ceilings and roof) is done in the traditional way. 3D printed walls are built as fixed formwork, which significantly saves the amount of cement used, which in turn reduces construction costs and reduces the environmental impact of cement production. In addition, with this method of construction, no additional waste is produced, the strength of the structure does not suffer. It can be reinforced, as shown in the photo on the left, and engineering communications can be immediately laid, as shown in the photo on the right, which also affects the final speed of the construction of the object. At the same time, the total weight of the structure is reduced, the remaining cavities can be filled with lightweight foam concrete, insulation, straw or any other available material. Such a lightweight design can use a lighter foundation. The construction method itself is more economical in terms of material, and therefore environmentally friendly.
In addition, with this method of construction, no additional waste is produced, the strength of the structure does not suffer. It can be reinforced, as shown in the photo on the left, and engineering communications can be immediately laid, as shown in the photo on the right, which also affects the final speed of the construction of the object. At the same time, the total weight of the structure is reduced, the remaining cavities can be filled with lightweight foam concrete, insulation, straw or any other available material. Such a lightweight design can use a lighter foundation. The construction method itself is more economical in terms of material, and therefore environmentally friendly.
eco-concrete with the addition of polymers is currently being actively developed, the production of which reduces CO2 emissions from 30% to 100%. The Apis Cor company mentioned at the beginning of the article, which built a house in the suburbs in 2015, is now based in hot Florida, plans to start using this material in its projects.
Another start-up from Russia, Mighty Buildings, headquartered in California, initially opted for a polymer with the addition of mineral chips. And while the company doesn't build entire homes, it only makes wall panels, it has won numerous design awards, as well as a $400 million valuation in several investment rounds.
As a result, with a rough calculation, we can say that the total savings on the construction of walls can reach 30%, and the total cost of the house can be reduced by 10%. This is true for houses designed for conventional construction. And if you initially design with 3D printing, you can improve this ratio by optimizing the laying of communications, the ability to immediately print interior walls, bookmark niches for bathrooms, fireplaces, built-in wardrobes and kitchens, as was done in the house built by COBOD in Germany.
"There are spots on the sun." Despite all the advantages of construction 3D printing, has several significant disadvantages . The main one is layering, which cannot be avoided at the current level of technology development.
The main one is layering, which cannot be avoided at the current level of technology development.
The photo above shows the layering of the 3D printed walls.
This task can be worked in several directions:
-
Ribbed walls can be plastered, painted and played with as a design element. That's how ICON does it in the US, for example their latest project House Zero is done that way and has won a number of design awards.
-
Use special "shutters" on the print head that allow smooth layers, as COBOD and other manufacturers do. The photo below shows that this does not ensure the complete absence of layering.
-
Fully sand the surface to get the usual smooth wall for plastering, painting, wallpapering or other finishing. It is possible, but it will require huge labor costs, which can reduce the overall efficiency of using 3D printing.
Pictured above is a 3D printed wall sanded smooth.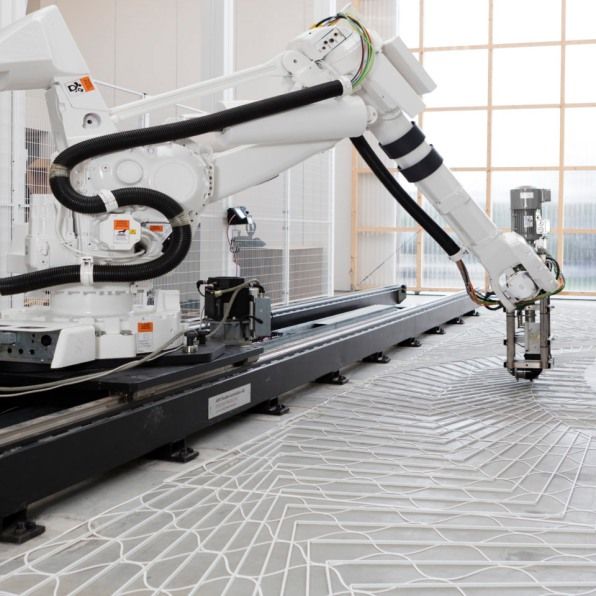
The second problem is the required temperature. Ideally, printing should take place at temperatures between +5C° and +30C°. Humidity is also important. Using additives, you can push these boundaries, but not indefinitely. At strong sub-zero temperatures, printing will be possible in the field only if the construction site is covered with a dome and the required temperature is reached inside with the help of heat guns. In conditions of intense heat, it is preferable to print at night. Another solution could be to print the wall panels in the shop and assemble them on site. Of course, each of these decisions will have a negative impact on the economic efficiency of the project.
Building 3D printing can be useful not only for building houses . With its help, you can solve many other problems, and there its disadvantages will not matter. For example, the American concern GE uses COBOD printers to build towers for wind turbines in the shop. Ribbed surface and temperature restrictions in this case do not play any role.