3D print stainless
The Metal X 3D Printing System
Physical Dimensions
| Width | 575 mm |
| Depth | 467 mm |
| Height | 1120 mm |
| Weight | 75 kg / 165 lbs |
Build Volume
| Width | 300 mm |
| Depth | 220 mm |
| Height | 180 mm |
Printer primary Specs
- Printing Process
- Metal FFF
- Z Layer Resolution
- 50 μm - 125 μm (Post-Sinter)
- Printing Media
- Bound Powder Filament
- Internal Part Geometry
- Closed Cell Infill (Triangular) or Solid Parts
- Print Bed
- Heated, Auto Leveling, Replaceable Print Sheets
Wash & Sinter
Wash-1
- External Dimensions:
- 609 x 685 x 1,067 mm
- Weight:
- 136 kg (300 lbs)
- Washing Time:
- 12-72 hrs typical
- Solvent:
- Opteon SF-79
- Working Volume:
- 356 x 254 x 203 mm
Sinter-2
- External Dimensions:
- 1,200 x 700 x 1,500 mm
- Weight:
- 350 kg (772 lbs)
- Run Time:
- 17-31 hours
- Sintering Volume:
- 18,356 cu cm
- Peak Internal Temp.
:
- 1,300° C / 2,372° F
Materials
Compatible Materials
- Release Material
- Ceramic — Becomes Powder During Sintering Process
- Media (Spools)
- Bound Powder Metal Filament
System Details
Metal X PrinterThe Markforged Metal X is a new kind of metal printer. By printing metal powder bound in a plastic matrix, Markforged has eliminated many of the safety risks associated with traditional metal 3D printers. That means no loose powder, no lasers, and none of the traditional safety precautions. It’s safe to use in a shop environment with minimal facility upgrades.
In practice, the Metal X is essentially a very advanced FFF 3D printer. Featuring a precision machined gantry, a heated chamber and print bed, and advanced extrusion hardware, the Metal X is equipped to reliably print you durable parts. It is intentionally designed, with wear components and consumables — including print sheets, nozzles, and brushes — accessible and trivial to swap.
Featuring a precision machined gantry, a heated chamber and print bed, and advanced extrusion hardware, the Metal X is equipped to reliably print you durable parts. It is intentionally designed, with wear components and consumables — including print sheets, nozzles, and brushes — accessible and trivial to swap.
The Wash-1 is a solvent-based debinding system. It primarily uses Opteon SF-79, a high-performance fluid designed to offer superior cleaning power, higher efficiency, and safety in an environmentally sustainable way — Opteon SF-80 or Tergo Metal Cleaning Fluid can be substituted if needed.
The Wash-1 operates with simple ventilation and features an extremely simple user experience. It’s been tested and verified as a shop-safe system.
Sinter-2 and Sinter-1The Markforged Sinter-2 and Sinter-1 are highly optimized tube furnaces used for sintering 3D printed metal parts. They provide leading edge sintering reliability and run times and are equipped with advanced safety features. The Sinter-2 is more advanced than the Sinter-1 — featuring a larger working volume, more precise temperature control, and a mechanical door interlock.
The Sinter-2 is more advanced than the Sinter-1 — featuring a larger working volume, more precise temperature control, and a mechanical door interlock.
The Sinter-1 and Sinter-2 typically have run times between 26 and 31 hours. However, the Sinter-2 can process small parts in express mode, where it can sinter up to 250g of parts in just 17 hours.
Desktop 3D Printers Designed for Professionals
Desktop 3D Printer Series
Professional desktop 3D printers built with the versatility to test design concepts and build strong end use parts. Our platform covers a wide range of applications - varying from flexible and elastic to strong and rigid.
Compare 3D Printers Talk to an Expert
Drive innovation. Right from your desktop.
Compare Our Desktop 3D Printer Models.
Onyx One™
Our core desktop printer for functional plastic parts with stunning surface finish.
Materials
Plastic
Onyx™
Specs
+320 x 132 x 154 mm build volume
+100 µm - 200 µm layer height
+Precision ground composite print bed
MSRP
$4,990
Talk to an Expert
Onyx Pro™
Our enhanced desktop printer for stunning prototypes, tools, and production parts.
Materials
Plastic
Onyx™
Precise PLA
Smooth TPU
Continuous Fiber
Fiberglass™
Specs
+320 x 132 x 154 mm build volume
+100 µm - 200 µm layer height
+Precision ground composite print bed
MSRP
$9,600
Talk to an Expert
Mark Two™
The best desktop printer for stunning prototypes, tools, high performance end-use parts, and replacement parts.
Materials
Plastic
Onyx™
Nylon White™
Precise PLA
Smooth TPU
Continuous Fiber
Continuous Carbon Fiber™
Aramid Fiber (Kevlar®)*
Fiberglass™
HSHT Fiberglass™
Specs
+320 x 132 x 154 mm build volume
+100 µm - 200 µm layer height
+Precision ground composite print bed
MSRP
$19,900
Talk to an Expert
Dupont™ and Kevlar® are trademarks and registered trademarks of E. I. du Pont de Nemours and Company
I. du Pont de Nemours and Company
What can I build on a desktop 3D printer?
Micro carbon fiber filled nylon offers excellent heat resistance, surface finish, and chemical resistance
APPLICATIONS
- Functional Protos
- Production Covers
- Fit checks
- Job Aids
Learn more
Stiff, strong, and extremely light, carbon fiber reinforcement yields parts capable of replacing machined aluminum.
APPLICATIONS
- Custom production
- Bridge production
- High performance end-use parts
- High-strength tooling
Learn more
Colorful, cost-effective, and easy to print thermoplastic for design validation
APPLICATIONS
- Concept models
- Fit Checks
- Color-coded indicators
Learn more
HSHT Fiberglass delivers the highest impact resistance and heat deflection temperature of our continuous fibers, and can be used for low-temp molds.
APPLICATIONS
- Welding fixtures
- Ruggedized enclosures
- Low-temp molds
- Forming tools
Learn more
Inexpensive and 11 times stiffer than ABS, this is the perfect entry level continuous fiber for 3D printing functional parts.
APPLICATIONS
- Workholding tools
- Functional Prototypes
- Moderate strength end-use parts
Learn more
Extremely durable and extremely resistant to catastrophic damage, Kevlar is an excellent choice for harsh environments.
APPLICATIONS
- Workholding tools
- Ruggedized enclosures
- Flexures
Learn more
Rubber-like material for high quality, flexible, impact-absorbent parts on demand.
APPLICATIONS
- Seals and gaskets
- Shock absorbers
- Wheels and treads
- Belts
Learn more
Unmatched versatility
Our Desktop Series printers unlock production-grade performance and affordable prototypes, all on the same platform. Our most popular printing plastic, Onyx™, gives you a great start in material properties with excellent surface finish. Our selection of continuous fibers take our parts far beyond the mechanical and thermal properties of everyday FFF printing plastics, Smooth TPU 95A provides an efficient way to make high quality flexible parts in low-to-medium volumes, while Precise PLA delivers effective, reliable prototypes at an affordable price. No matter what properties you’re looking for, our desktop 3D printers have the right material for the job.
Our most popular printing plastic, Onyx™, gives you a great start in material properties with excellent surface finish. Our selection of continuous fibers take our parts far beyond the mechanical and thermal properties of everyday FFF printing plastics, Smooth TPU 95A provides an efficient way to make high quality flexible parts in low-to-medium volumes, while Precise PLA delivers effective, reliable prototypes at an affordable price. No matter what properties you’re looking for, our desktop 3D printers have the right material for the job.
How does CFR 3D printing work?
Talk with a
Desktop expert
Let us put together an additive manufacturing solution to suit your needs.
Steel 3D Printing - A Quick Guide / Sudo Null IT News
Any metal 3D printing technology can print with steel. This is the most popular material. But which steel grades and which technology is best for your application? Will printed steel parts really be as strong and durable as traditionally made parts?
Let's see how a 3D printed steel part is revolutionizing manufacturing and opening doors to new applications in aerospace, medical equipment, automotive, tool making, heavy industry, architecture and more.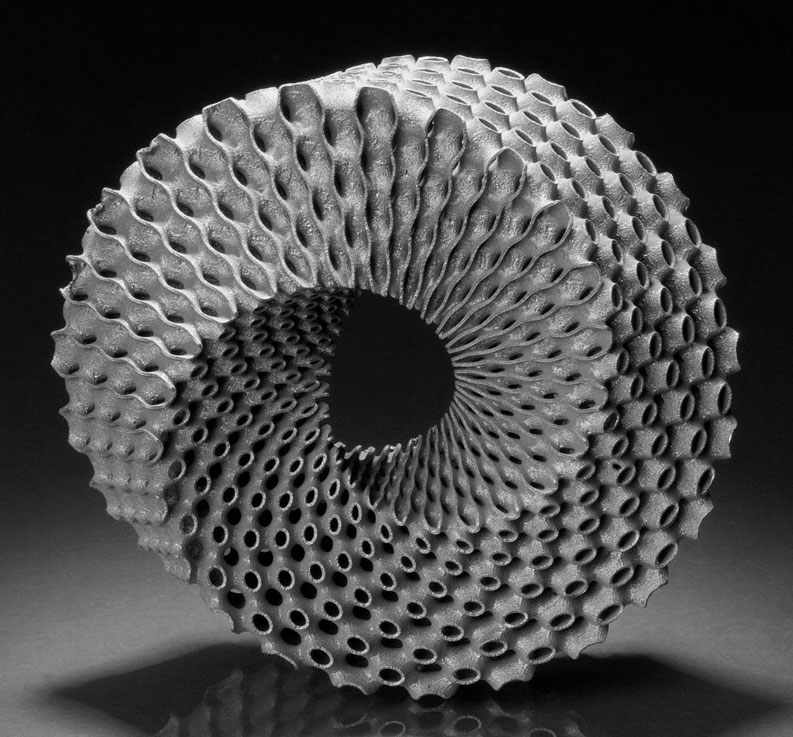 In addition, more affordable desktop printers are expanding the scope and scope of real steel 3D printed parts.
In addition, more affordable desktop printers are expanding the scope and scope of real steel 3D printed parts.
Strength of steel printed parts.
Cast steel part (left), 3D printed version (center). On the right, a fully 3D printed hinge requires no assembly. (Source: Desktop Metal)The most common question when it comes to a 3D printed metal model is "Will it be as strong as a forged or cast part?" ?". The short answer is yes... and no.
3D printed steel parts can be just as strong, and sometimes even stronger, than those made in the traditional way. It depends on many factors such as: end use, type of steel, choice of 3D printing method, post-processing and shape of the part. Also, the comparison depends on which of the strength characteristics you focus on: tensile strength, static load strength, fatigue strength, etc.
Parts printed from steel are used in the aerospace industry, for the military, and also, for example, for the manufacture of a footbridge, shown below. Therefore, the strength of printed products is beyond doubt, but let's take a closer look.
Therefore, the strength of printed products is beyond doubt, but let's take a closer look.
A 3D printed or laser powder sintered (LPBF) steel part has a finer grain structure than cast metal products. This provides better tensile strength characteristics, but in other respects the cast parts are currently still stronger. Most often, LPBF 3D printing is used to replace cast components, but in some cases, 3D printed components can replace forged parts.
One study showed that, under certain conditions, stainless steel parts made using LPBF 3D printers were three times stronger than parts made from the same steel using the traditional method.
In experiments comparing 3D printed steel parts to traditionally made steel parts, researchers create identical parts using two methods and compare their performance. However, head-to-head comparison of details is only part of the big picture.
The main advantage of printing with steel is not only its strength, but also the unique ability to create internal channels and lattice fillings in parts, which is impossible with traditional manufacturing methods. Metal 3D printing makes it possible to produce parts faster than traditional production, since this method does not require the use of special equipment and tools, it allows you to create assemblies as a whole, eliminating the need for subsequent assembly and welding. Designing a printed part usually means that less metal is needed to make it, and therefore less weight, for the same strength.
MX3D Wire Arc Additive Manufacturing (WAAM) printed steel architectural support (Source: MX3D) Steel 3D printing is also more stable and cost effective as it reduces waste. When using subtractive manufacturing methods, such as CNC machining, you make a part by cutting it out of a large one, with a lot of waste. With additive manufacturing, you only use the material you need to make the finished product.
Steel 3D printing is not intended to replace traditional methods in all areas, but it may be a better choice for a wide range of applications. Particularly when the required parts are unique and designed for specific applications, such as rocket engines, racing cars or the oil and gas industry. 3D printing is the fastest and most flexible technology for mass production and prototype production. For military and industrial applications, steel 3D printing is a faster and more efficient way to create individual parts for vehicles and machines. Stainless steel 3D printing is rapidly finding applications in medicine to create unique surgical instruments and implants.
If you know what characteristics your final product should have (tensile strength, compressive strength, hardness, density, etc.), then all these parameters can be incorporated into the product at the production stage.
Types of steel for 3D printing
Metal powder is the most used metal material for 3D printing (Source: GKN Additive) There are thousands of different grades of steels and alloys with different mechanical properties, used in traditional manufacturing but in 3D printing there are only a few dozen of them, and some of them are unique, created specifically for this technology. Among the steel options, the following can be distinguished:
Among the steel options, the following can be distinguished:
-
Stainless steel (316L, 304L , 17-4PH, 15-5PH, 420, 254, Ph2, GP1, 630, 410).
-
Tool steel (D2, M2, h23, h21, MS1, 1.2709).
-
Low alloy steel (4140).
-
Structural alloyed (20MnCr5).
Recently, unique alloys have been developed specifically for 3D printing, designed to solve the problems that occur with classical production methods.
For example, 3D printer manufacturer Desktop Metal released a patented stainless steel in 2022 that the company says combines the tensile strength, ductility, and corrosion resistance of 13-8 PH stainless steel, combined with the hardness low alloy steel like 4140. The company says customers can go to market with this material and skip the galvanizing step to protect products from corrosion.
ExOne offers two special blends of steel and bronze that the company says allows 3D printed steel parts to achieve increased corrosion resistance while being easy to machine and polish.
While most of the metal powders used in 3D printing are similar to those used for other manufacturing methods, their numbers are on the rise as more companies adopt the technology. Some metal powder manufacturers, such as GKN, also make custom powders for specific 3D printing applications.
How to print with steel
The strength, properties and applications of 3D printed steel products largely depend on which 3D printing technology you use. Some methods produce stronger parts, other methods provide better hardness or abrasion resistance, and some technologies are simply very fast.
Below are the main metal 3D printing methods, their properties and some of the most common application examples.
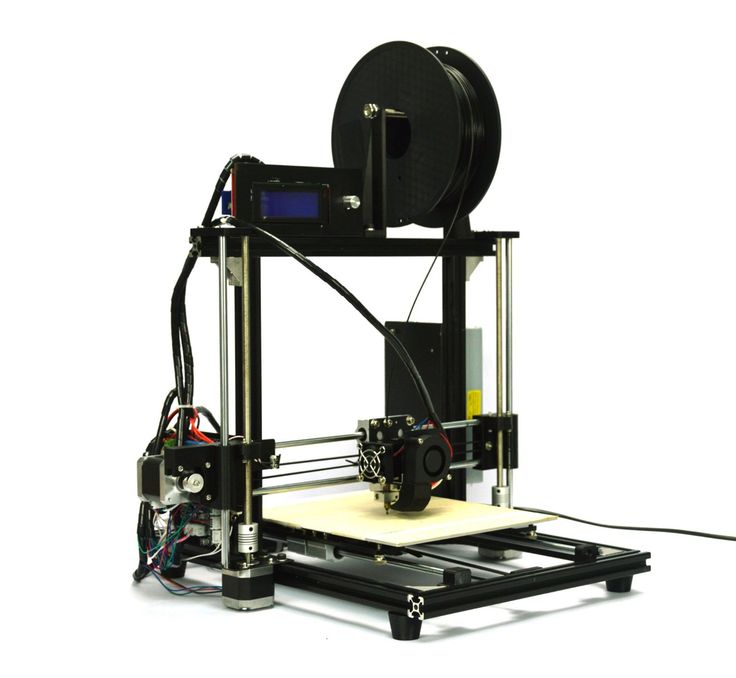
Fused Deposition Printing (FDM)
BCN3D's Epsilon printer extrudes metal filament from stainless steel (Source: BCN3D) as more printer manufacturers certify metallic filaments for use on their printers, such as Ultimaker, BCN3D, Makerbot, Raise3D. Raise3D has recently released a complete metal printing suite - Metalfuse (3D printer, debinding oven and sintering oven). This method is still much more popular for printing plastics, but with new plastic filaments filled with stainless steel powder, strong metal parts can be produced.
This method is still much more popular for printing plastics, but with new plastic filaments filled with stainless steel powder, strong metal parts can be produced. FDM media was once limited to thermoplastics. Companies like BASF Forward AM and The Virtual Foundry now offer metal filaments that can be used on almost any FDM printer as long as it has a hardened steel nozzle for abrasive media.
These materials are approximately 80% metal and 20% plastic. After printing, the post-processing process removes the plastic, resulting in 100% metal parts.
Due to the removal of the bonding plastic, FDM metal parts shrink during post-processing. The amount of shrinkage is constant and can be taken into account in CAD systems, which allows to obtain relatively accurate finished parts.
Forward AM's 316L Stainless Steel Ultrafuse filament produces finished parts with material properties that the company claims are comparable to injection molded metal parts.
(Source: BCN3D) While 3D printing with metallic materials may not be suitable for demanding applications such as aerospace, the economics of producing simple metal components without critical loads on an affordable FDM printer can outweigh the impossibility of applying them in some areas.
Metal prototype parts and finished parts that will not be subjected to extreme stress are ideal uses for this technology.
Bound Metal Deposition (BMD)
Desktop Metal's Studio System 3D printer used bonded metal bars that were extruded layer by layer to form a metal part (Source: Desktop Metal)Similar to FDM, Metal mesh deposition method (BMD) or bonded powder extrusion (BPE) is a 3D printing process based on extrusion. This method uses bonded metal rods or bonded powdered metal filaments, which consist of a much higher percentage of metal powder than the filaments used in FDM. As with FDM, post-treatment to remove the binder and heat treatment in a final sintering oven are required.
There are only a few 3D printers using this method such as Desktop Metal, Markforged and more recently 3DGence, but more companies are entering this market, so stay tuned. These printers are valued as a convenient solution for office 3D metal printing, they are more expensive than most FDM printers, but cheaper than the powder-based metal 3D printing technologies described below.
These printers use their own proprietary filament. Desktop Metal and Markforged offer four types of steel.
Ideal niches for this technology are metal prototype parts, where it is necessary to test the functionality of a part before mass production using traditional methods. Popular applications are molds, punching dies, nozzles, impellers, fasteners and heat exchangers.
For example, Shukla Medical uses Markforged's Metal X printer to print steel prototypes of its orthopedic implant removal tools.
Laser powder sintering.
Laser powder sintering technology uses one or more lasers to melt powdered metal into a desired shape layer by layer (Source: GE Additive) metal printing. This technology is used by 80% of all metal 3D printers on the market.This method uses powerful lasers to selectively sinter metal powder layer by layer.
LPBF 3D printers are available in a wide range of sizes, prices and laser powers. These and other characteristics affect the properties of the finished part, print speed and other parameters of the finished products.
Steel and steel alloys are the most popular material for LPBF equipment and, unlike FDM and BMD, metal powders are commercially available as they are most commonly used in traditional production methods.
LPBF is a technology that maximizes the quality of a 3D printed part. Applications include aerospace components such as monolithic thrust chambers, rocket engine components and heat exchangers, molds, tools and other applications, as well as high wear parts and surgical instruments.
Binder Jetting
Binder 3D printing technology uses metal powder and a binder to form metal parts (Sorrce: ExOne) binder, and not with a laser. During post-processing, the binder is removed.Binder application stands out for its high printing speed compared to other 3D printing methods or traditional manufacturing, and metal parts made with this technology have material properties equivalent to those made by metal injection molding.
The number of manufacturers producing metal-bonded inkjet 3D printers is much smaller than that of LPBF machines. Leading manufacturers include ExOne, Desktop Metal, Digital Metal, GE Additive and HP.
Leading manufacturers include ExOne, Desktop Metal, Digital Metal, GE Additive and HP.
Binder blasting is ideal for medium to high volume production of metal tools and spare parts.
In fact, HP claims that its Metal Jet 3D printer was designed specifically for mass production of 316L stainless steel products. HP has partnered with Parmatech to produce metal parts for the medical industry. Pennsylvania-based ExOne uses this technology to manufacture hard metal cutting tools and tool steels.
Electron Beam Melting (EBM)
(Source: GE Additive)Electron Beam Melting (EBM) is another powder cladding technology. It works in a similar way to selective laser melting (SLM), but instead of using a laser as the energy source, it uses a much more powerful beam of charged particles.
The recoater moves the powder onto the printing plate and an electron beam selectively melts each layer of powder. After each layer is printed, the plate is lowered and another one is applied on top of the previous layer.
EBM can be much faster than SLM, but SLM produces smoother and more accurate pieces. The electron beam is wider than the laser beam, so EBM cannot produce the same precise parts as SLM. Another difference is that the manufacturing process takes place in a vacuum chamber, which reduces the amount of impurities in the material that can lead to defects. That is why EBM is often chosen for printing components for the aerospace, automotive, defense, petrochemical and medical implant industries.
Titanium is the most popular metal for most EBM applications, however steel can be used.
Cold Spray
(Source: Impact Innovations)Cold spray 3D printing is done by injecting metal powders through a jet nozzle into a supersonic stream of pressurized gases such as air, nitrogen or helium. The process is called "cold" because the metal particles do not melt, but hit the metal substrate and adhere to its surface during the so-called plastic deformation.
Cold spray printed products are not prone to porosity, thermal cracking and other defects associated with melt-based technologies. This method has several advantages over other production methods. The technology is used in the military and aerospace industries around the world. For example, the US Army uses cold spray to repair the mounts of a worn Bradley 25mm steel turret gun.
This method has several advantages over other production methods. The technology is used in the military and aerospace industries around the world. For example, the US Army uses cold spray to repair the mounts of a worn Bradley 25mm steel turret gun.
In the automotive industry, cold spray steel is used for crash repairs because the high strength steel substrates in cars can be susceptible to thermal repair methods such as welding.
Direct Energy Deposition (DED) and Wire Arc Additive Manufacturing (WAAM)
WAAM Steel Parts from MX3D (Source: MX3D) Direct Energy Deposition (DED) uses welding powder or wire that enters through a nozzle and is fed into the power source to melt the metal. A melt region is created and applied to the substrate. DED is a new process, reminiscent of an old building technology known as "cladding", in which a coating is applied to a substrate, often for thermal insulation or weather resistance. DED is useful for fabricating large objects as a whole, as well as complex geometries that require extensive machining. DED can get such parts much closer to finished than traditional CNC machining.
DED can get such parts much closer to finished than traditional CNC machining.
Because DED uses a coating process, it can be used to add complex geometries to existing steel parts, thus combining complexity with cost reduction. For example, the French company AddUp advertises a rocket nozzle that uses a preformed large 304 stainless steel hopper cone printed with an isogrid structure, usually made from a larger piece by traditional methods.
A technology related to DED is wire-arc additive manufacturing (WAAM). Instead of powder, WAAM uses a metal wire that is melted by an electric arc. The process is controlled by robotic arms. WAAM is also capable of producing large-sized metal parts, as demonstrated by the Dutch company MX3D and its nine thousand-pound 41-foot stainless steel bridge in Amsterdam, as well as an oil and gas equipment repair part, proving that parts can be made in the field.
Micro 3D printing
Micro parts printed from steel (Source: 3D MicroPrint) Micro scale additive manufacturing, or micro 3D printing, can produce products with a resolution of a few microns (or less).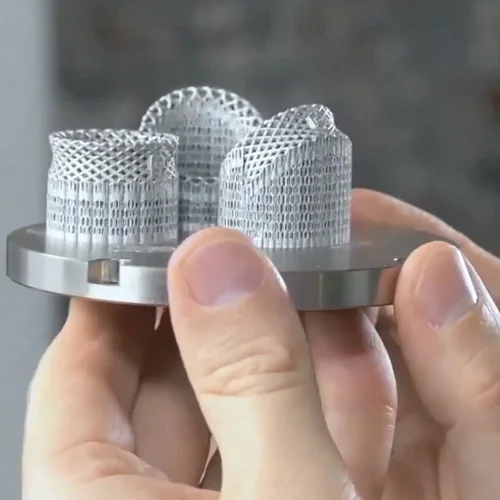 There are three micro 3D printing methods to produce metal parts.
There are three micro 3D printing methods to produce metal parts.
LMM (lithography-based metal fabrication) is a light-based technology that creates tiny parts from raw materials, including stainless steel, for applications such as surgical instruments and micro-mechanical parts.
Electrochemical deposition is the latest micrometal 3D printing process developed by the Swiss company Exaddon. In this process, the printing nozzle applies liquid with metal ions, creating details at the atomic level.
A third micrometal 3D printing method is microselective laser sintering, in which a layer of metal nanoparticle ink is applied to a substrate, then dried to produce a uniform layer of nanoparticles.
German researchers have successfully tested micro SLS printing of hollow microneedles using 316L stainless steel.
Metal parts from 3D Systems, Desktop Metal, MX3D and Materalise.3D printing with stainless steel - SKAT 3D
Printing with stainless steel
SKAT 3D Prototyping Center offers its customers stainless steel printing on Concept Laser M2 Cusing. The process is based on SLM technology - selective laser melting.
The process is based on SLM technology - selective laser melting.
The process of selective melting of 12X18H10T alloy powder is carried out using a high power laser beam in a volume of 250x250x280 millimeters. Depending on the chosen material, melting takes place in nitrogen or argon.
This technology allows you to bypass the complexity of such standard operations as casting and milling. SLM allows you to create complex parts with internal cavities, which is not available with other methods of creating metal parts.
Print examples
| Technology | Equipment | Region | Layer, µm | Accuracy, mm | Materials | Price (r/cm3) |
|---|---|---|---|---|---|---|
| SLM | Concept Laser M2 | 250x250x280 | 20-80 | +-0. 05 05 | 12X18H10T (stainless steel) 03Х17Н12М2 AlSi10Mg (aluminum) | 500r/cm3 500r/cm3 400r/cm3 |
| Manual post-processing | Cleaning of support material, surface sanding and polishing, painting work | 1500 rub/man-hour | ||||
| 3D modeling | Create 3D models from drawings or templates | 2500 rub/man-hour | ||||
A relatively high accuracy and speed of printing is provided by a laser beam guidance system called a "scanator". The material used for printing is stainless steel alloy 12X18H10T, crushed to particles of 20-40 microns in a special mill. The 3D printer lays out the powder in layers on a platform, where metal particles are fused together by a laser beam along calculated trajectories.
When modeling models for SLM printing, be aware that often the part is printed at an angle to reduce the number of supports and reduce the effects of thermal shrinkage. After printing, the metal powder is carefully removed, the part is cut off from the platform. Supports are removed mechanically. At the request of the client, additional work is performed: grinding, polishing or tumbling.
After printing, the metal powder is carefully removed, the part is cut off from the platform. Supports are removed mechanically. At the request of the client, additional work is performed: grinding, polishing or tumbling.
SLM and DMLS technologies are absolutely indispensable where complex shapes or internal cavities are required that are not subject to classical methods of metal processing. Casting and milling fail in the manufacture of titanium turbine blades with internal cooling channels. Therefore, in the aerospace industry, it is precisely the technology of alloying stainless steel and other alloys, including aluminum and titanium, that occupies a leading position in orders.
Applications:
Chemical industry. The manufacture of parts of complex shapes from corrosion-resistant and heat-resistant steel of the austenitic class has become very popular for the production of various fittings and parts of chemical reactors.
Medicine. Production of experimental instruments, various implants.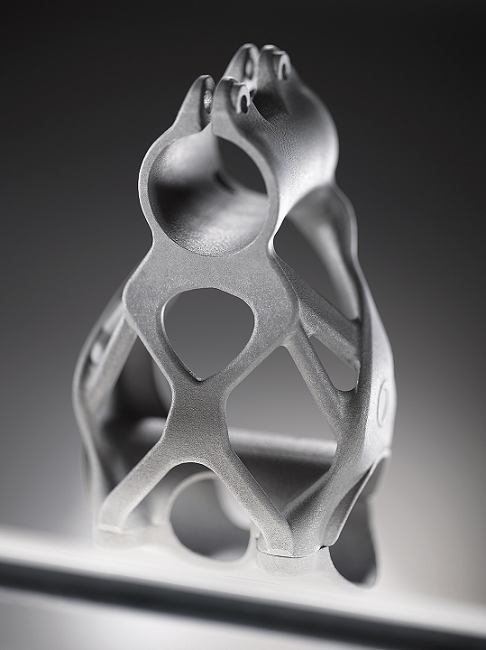 Printing of stainless parts for new equipment and old equipment repair.
Printing of stainless parts for new equipment and old equipment repair.
Food industry. 12X18H10T is approved and approved for contact with food, so it is widely used in the manufacture of utensils, tools, fittings, food equipment, equipment parts.
Aerospace industry. All the same equipment that comes into contact with food is made of stainless steel. But not only: fuel equipment is now also printed to reduce size and weight. Heat-resistant steel is used to print small rocket engines.
Requirements for 3D printing with stainless steel
Before printing with powdered steel, you need to make sure that the model meets the following requirements.
No errors
The model in STL or OBJ format sent for printing must not have errors in its topology. You can check the model using specialized software. The model is also checked for the absence of thin walls, less than 1 millimeter.
Dimensions
The dimensions of the future stainless steel part should not exceed the dimensions of 250x250x280 mm.