3D print lathe
Machining a 3D printer nozzle on a Mini Lathe — CNC Kitchen
Well, it finally happened, and I bought myself a Mini Lathe after desiring one for years. You ask why? Well, that’s also what my wife asked. As This Old Tony once said, you always need one more milling machine, and I think that also applies to lathes. Well, I regularly have projects in mind like for example special nozzles for the Filastruder that would require such a tool. I desired having a lathe at my disposal because this is, in my opinion, one of the most honest ways to machine metal. It’s such a pleasure to dive your tool into the material, adjust the pressure with your hand and just feel the metal being peeled off. Probably also one of the reasons why I’m currently not planning to convert it to CNC, or what do you think? I don’t have a lot of space and it had to go down into my basement, so a Mini Lathe, in my case the Sieg SC2 with a 500W motor and 400mm distance between the centers, was the machine of choice.
Paulimot Sieg SC2
I bought mine from a local vendor that also just imports them but I hoped for more quality control on their side. The lathe was around 1000€ delivered plus another 500€ for additional tools and accessories. You can get similar models cheaper, but this one at least came with all metal gears and a tailstock with a quick lock. Even though I didn’t do any real modifications, I still took it apart, cleaned all the ways put it back together and adjusted the gib strips. The only thing I really changed is adding a Multifix Tool Post, and that thing is a piece of beauty and worth every penny!
Multifix Toolpost
So I had it for a good two weeks and seriously enjoy using it. I’m not a trained machinist and the last time I was working on a lathe was 13 years ago. To learn using one of those machines again, I thought it might be interesting to try to machine a 3D printer nozzle, because it has a lot of features that are a bit challenging and a good way to learn, most notably the 0.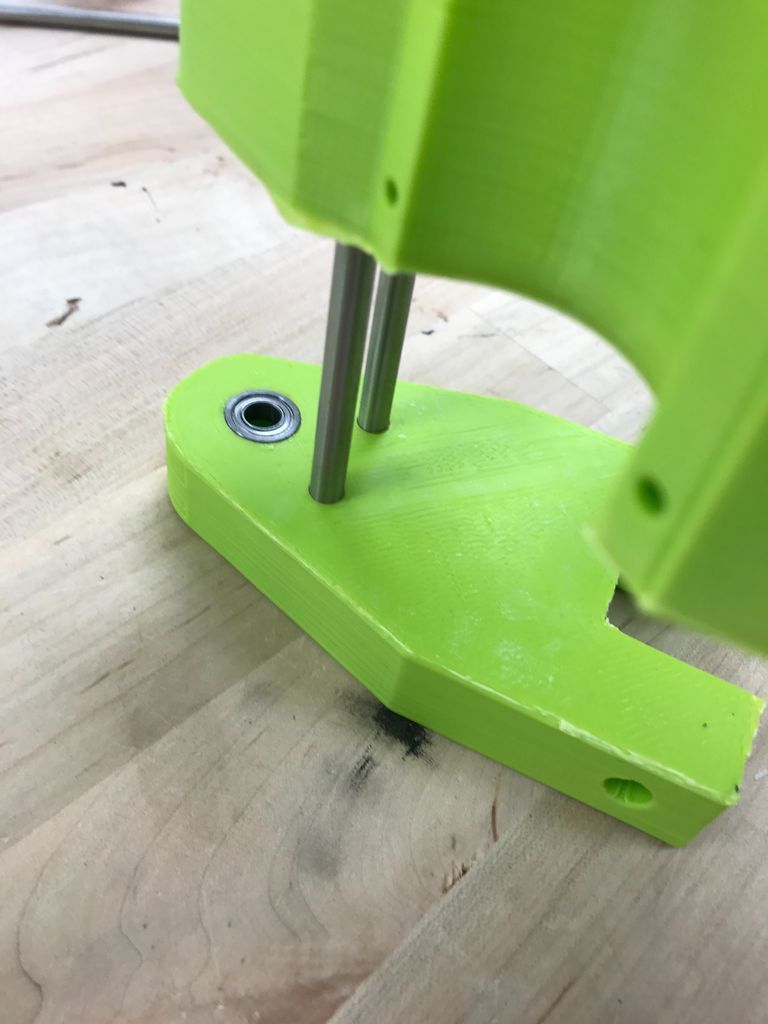 4mm hole in the front! I’ll be using the E3D V6 nozzle design but chose an older version of the drawing that doesn’t have the 60° taper on the inside because I don’t have a tool for it. I’d be interested to know from experienced machinists if that could be done by just grinding a drill bit to that tip angle. The older design uses a stepped bore which is not perfect for the flow, but will probably still give us 95% of the performance. I did a quick design from the original in Fusion 360 to create another drawing that had all the dimensions that were interesting for me and also important for machining, especially the depth of the bores measured to the tip of the drill bit.
4mm hole in the front! I’ll be using the E3D V6 nozzle design but chose an older version of the drawing that doesn’t have the 60° taper on the inside because I don’t have a tool for it. I’d be interested to know from experienced machinists if that could be done by just grinding a drill bit to that tip angle. The older design uses a stepped bore which is not perfect for the flow, but will probably still give us 95% of the performance. I did a quick design from the original in Fusion 360 to create another drawing that had all the dimensions that were interesting for me and also important for machining, especially the depth of the bores measured to the tip of the drill bit.
E3D V6 nozzle drawing with machining dimensions and stepped bore
All right, so let’s get to the lathe! I’m using brass for the nozzle and to be more precise MS58 or a brass with 39% Zink and 3% Lead, which is probably the most common brass alloy and well suitable for this application due to its good thermal conductivity and machinability. Since I was lazy and wanted to save myself the step of later milling the flats, I directly purchased 7mm hex stock. Since it wasn’t that long, I didn’t bother cutting off a bit and directly put it into a 3-jaw chuck. I figured that I would need two setups for machining the nozzle. We’ll make the M6 thread and the inner bores in the first one and then turn everything around, and machine the tip, as well as the tiny nozzle bore.
Since I was lazy and wanted to save myself the step of later milling the flats, I directly purchased 7mm hex stock. Since it wasn’t that long, I didn’t bother cutting off a bit and directly put it into a 3-jaw chuck. I figured that I would need two setups for machining the nozzle. We’ll make the M6 thread and the inner bores in the first one and then turn everything around, and machine the tip, as well as the tiny nozzle bore.
Hex Stock in the 3-Yaw-Chuck
For the first operation, I’ll be using a 1.5mm wide, high-speed steel, parting tool to create the thread relief. I locked the carriage into place with the half nut lever while the feed rod was disengaged. I first faced the stock off to have a reference surface and zeroed the digital handwheel dial. Then I moved the tool the 7.5mm mark machined away the hex, zeroed the crossfeed handwheel dial, measured, machined away more, and checked the final dimension. With this high-speed steel parting tool, I have to go quite low in terms of RPM to get a good cutting result. The 7.5mm need to be pretty precise because they form the reference dimension for the second setup and if they are off, the length of our small 0.4mm bore might be off, causing non-optimal flow.
With this high-speed steel parting tool, I have to go quite low in terms of RPM to get a good cutting result. The 7.5mm need to be pretty precise because they form the reference dimension for the second setup and if they are off, the length of our small 0.4mm bore might be off, causing non-optimal flow.
HSS parting tool
Next, we need to get the threaded section to size, and for that, I used a regular left-handed cutting tool with a carbide insert. Many claim that the Mini Lathe is not made for carbide tooling because carbide needs high cutting speeds and a stiff machine, but so far, it worked pretty well for me and didn’t require me to learn to grind my own tools from high-speed steel. I turned down the hex so that I was able to measure the part and then removed the rest of the material. I slightly de-burred the edge of the relief with this tool as well.
The 10 Tools used to machine the nozzle
Next, we use a square insert for machining the chamfers. I slightly touched the edge for zeroing and then machined a nice, big chamfer. I also added a small chamfer at the hex just for visuals.
I slightly touched the edge for zeroing and then machined a nice, big chamfer. I also added a small chamfer at the hex just for visuals.
For the threads, we have two options. The first and easy one that works with these small threads is using a regular thread cutting die and a tailstock die holder. This contraption provides you with an easy way to align the die with the workpiece. The holder is rotatable and free to move on its axis. You start the lathe at low RPM , hold the die in your hand until you reach the end of the thread, and then just let it go—perfect threads in a matter of seconds.
Thread Cutting with a Tailstock Die Holder
The more advanced, versatile, and in my opinion, also most satisfying way is to use a threading tool. Here, you lock the rotation of the chuck to the movement of the carriage by gears in the back that connect to the feed rod. By selecting the specific combination of gears, this results in 1mm of feed per rotation of the spindle, just as we need it for our M6 thread. So we engage the half-nut, slowly cut one pass, retract the tool a little and move it back in reverse. The first pass is a scratch pass on which I check the pitch with a pitch gauge, to make sure that I selected the right combination of gears. Cutting threads this way might be a tedious process, but I find it oddly satisfying. The deeper we get in the thread the more material the tool cuts. I only took shallow passes and used a spring pass from time to time and plenty of cutting oil. You could check the thread with special tools, but since I don’t have those and precision, in this case, isn’t crucial, I just use a nut as a gauge and go deeper and deeper until I could screw it on.
So we engage the half-nut, slowly cut one pass, retract the tool a little and move it back in reverse. The first pass is a scratch pass on which I check the pitch with a pitch gauge, to make sure that I selected the right combination of gears. Cutting threads this way might be a tedious process, but I find it oddly satisfying. The deeper we get in the thread the more material the tool cuts. I only took shallow passes and used a spring pass from time to time and plenty of cutting oil. You could check the thread with special tools, but since I don’t have those and precision, in this case, isn’t crucial, I just use a nut as a gauge and go deeper and deeper until I could screw it on.
Thread Cutting Tool
The last operation of this first setup is drilling the deep holes. For this I put a drill chuck in the tailstock and started with a center drill, that is rigid and doesn’t wobble around and will create a pilot hole for the longer and more flexible drill bits.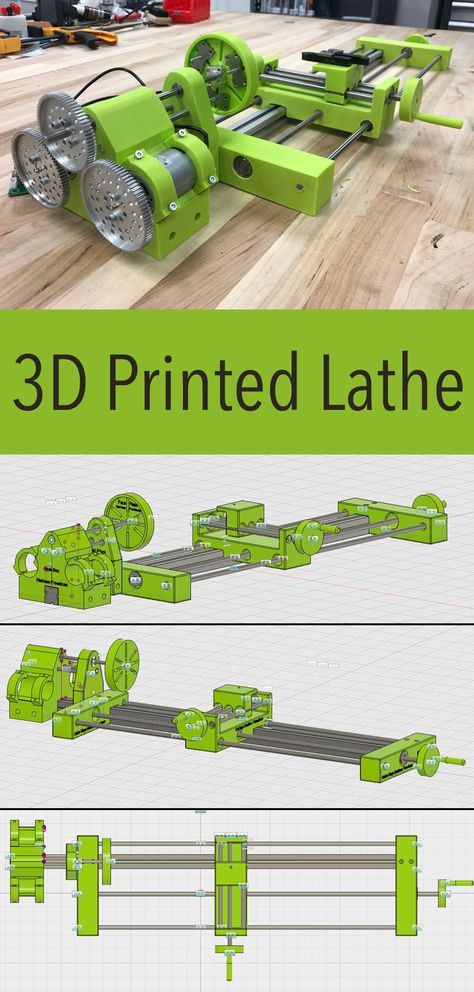 So the stepped hole needs to be reasonably precise. The tailstock has a scale on it, but that’s more for rough depth estimation. I didn’t know any better and made myself a makeshift DRO, by clamping a small, 3D printed part to the quill and using that as a stop for a dial gauge.
So the stepped hole needs to be reasonably precise. The tailstock has a scale on it, but that’s more for rough depth estimation. I didn’t know any better and made myself a makeshift DRO, by clamping a small, 3D printed part to the quill and using that as a stop for a dial gauge.
Makeshift DRO
To find the zero-depth, I used a thickness gauge between the drill bit and the part to measure where I was. First, I drilled the 1.5mm hole and regularly retracted the bit to clear it from the chips. The 2mm hole was way easier to machine because the amount of material that is removed was quite low. Since this operation is crucial for the interior surface finish, I still cleared the chips regularly because I wanted them to rub against the surface as little as possible, and I think this way, you don’t even need to ream the bore. In the end, I just added a small 60° chamfer with a chamfer bit, before I parted the nozzle blank off with around 2/10 of a mm extra in length.
Drilling the 2mm hole
Mounting the brass part on its threads in the three yaw chuck would ruin it, so I threaded a piece of aluminum rod, that’s then mounted in the chuck and in which I screw the nozzle blank. A collet chuck would have also been an option, but that would have required me to change it. I faced the part off and had to slightly readjust the tool height because it left a small bit of material where we soon want to drill with our tiny drill bit, for which we need a perfectly flat surface.
Nozzle Blank in Aluminum Holder
For machining the tip, I again used the square insert tool that we also used for the chamfers. The drawing asks for a 70° tip, but the standard orientation of the tool is 90°. I could rotate the whole compound, but that’s a pain on the Mini Lathe. Instead, I moved the toolholder just one set of teeth further on the MultiFix toolpost, which is 9° instead of the 10° required, but I guess good enough for our application. I zeroed the compound dial at the face and the cross slide roughly at the hex. I moved the tool 2mm in and then plunged into the hex to create the tip. This operation is something that this tiny lathe doesn’t really like, because at some point, a considerable portion of the tool is in touch with the workpiece creating huge cutting forces. Still, it made it with acceptable surface finish. Measuring the diameter of the tip is quite tricky, but I did my best to stay within the tolerances.
I zeroed the compound dial at the face and the cross slide roughly at the hex. I moved the tool 2mm in and then plunged into the hex to create the tip. This operation is something that this tiny lathe doesn’t really like, because at some point, a considerable portion of the tool is in touch with the workpiece creating huge cutting forces. Still, it made it with acceptable surface finish. Measuring the diameter of the tip is quite tricky, but I did my best to stay within the tolerances.
At last, we have to drill the orifice with the tiniest drill bit I’ve ever used. I made a pilot hole with the smallest center bit I could find but still had to pay attention that I only just slightly touch the tip because the center bit has a diameter of 0.5mm, which would result in a stepped tip and wouldn’t be optimal. For these drilling operations, I ran the machine at its maximum 2500 RPM to keep the cutting speeds high, but it would have been better to increase it even more. Next, I mounted the 0. 4mm drill bit in the drill chuck, made sure that the ways are clean so that the tailstock is centered, and just went for it. We have some slight wobble in the beginning but quickly start drilling. And there we have it, the finished nozzle! Doesn’t look too bad, does it? Performing the operations in this order left no burr in the nozzle orifice and left us with a nice and sharp corner.
4mm drill bit in the drill chuck, made sure that the ways are clean so that the tailstock is centered, and just went for it. We have some slight wobble in the beginning but quickly start drilling. And there we have it, the finished nozzle! Doesn’t look too bad, does it? Performing the operations in this order left no burr in the nozzle orifice and left us with a nice and sharp corner.
Drilling the 0.4mm Nozzle Orifice
But the proof of the pudding is in the eating and I’ve therefore printed a test part with it and also cut one open to take a look on the internal surface finish. To dissect it, I put it into a collet block which I mounted in a vice on my CNC router and just machined half of the nozzle away in 0.5mm increments using a 6mm, three-flute carbide cutter.
So let’s take a closer look at it. Surface finish is not perfect, but I think very acceptable and way better as I’ve seen on other nozzles in the past. The depth of the internal bores were a bit too shallow, which leaves us with a nozzle bore that is a bit too long. Still, I think a very acceptable result for my skill level and the cheap machine I made it on.
The depth of the internal bores were a bit too shallow, which leaves us with a nozzle bore that is a bit too long. Still, I think a very acceptable result for my skill level and the cheap machine I made it on.
Nozzle Tip
I machined several nozzles the last days, so let’s also test another one how it prints. I removed the genuine E3D nozzle on tool 2 of my E3D toolchanger and printed two 3DBenchys side-by-side. First, the one with a genuine E3D nozzle is finished, then the tools are changed and we print with my own, self-made nozzle. At first glance and even on closer inspection, there isn’t any significant difference besides the color visible, and I’d say, my nozzle didn’t perform any worse.
Printing 3DBenchys for Benchmarling on the E3D Toolchanger
If that’s due to my machining skill or because a 3D printer nozzle doesn’t need to be perfect is a question for another video. But what do you think about this project and what are your ideas and designs that you’d like to see tested in the future? Should I do more videos using the Mini Lathe? Let me know down in the comments!
But what do you think about this project and what are your ideas and designs that you’d like to see tested in the future? Should I do more videos using the Mini Lathe? Let me know down in the comments!
Mini Lathe (aff): https://geni.us/OMvoY
Carbide toolset (10mm / 3/8") AMAZON (aff): https://geni.us/Qd0BD
Carbide toolset (10mm / 3/8") ALIEXPRESS (aff): https://geni.us/1qqmqZ
Multifix Tool Post Size Aa AMAZON (EU) (aff): https://geni.us/A7HA1l
Multifix Tool Post Size Aa ALIEXPRESS (aff): https://geni.us/BonNVcQ
Thread pitch gauge AMAZON (aff): https://geni.us/aECDES
Thread pitch gauge ALIEXPRESS (aff): https://geni.us/h0gNW
Mitutoyo Calipers AMAZON (aff): https://geni.us/yzlblI4
Mitutoyo Dial Gauge AMAZON (aff): https://geni.us/B4rCh
ER32 Collet Chuck ALIEXPRESS (aff): https://geni.us/Wvdz
ER32 Collet Block ALIEXPRESS (aff): https://geni.us/CodoS9m
ER32 Collet Set ALIEXPRES (aff): https://geni.us/viUg1
ER32 Collet Set AMAZON (aff): https://geni.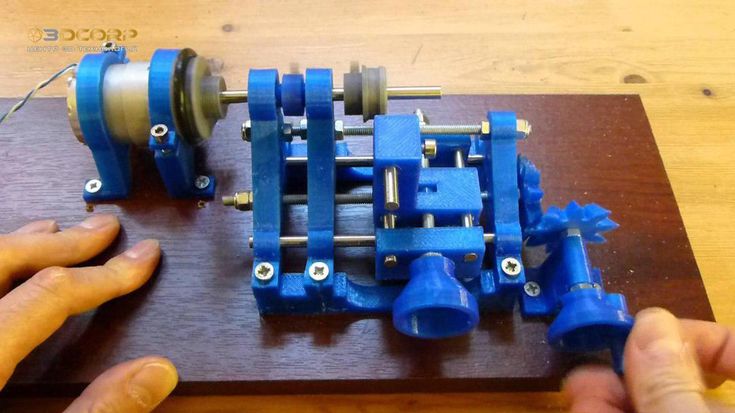 us/GUgWC
us/GUgWC
Stefan Hermann
0 Likes3D Printing CNC Lathe Part Catchers with Hugard and Markforged
On the production line, process automation is essential to control manufacturing output and guarantee a standard of efficiency. Hugard Inc. manufactures precision turned parts using CNC lathes, and a challenge they have always faced is how to collect parts as they’re parted off the lathe.
Ordinarily, an arm and grip would grab the turned parts or bundle them into a collection container, but because the parts are extremely complex and subject to a constant stream of corrosive-cutting fluid, they can’t be handled by plastic grips and they’re unsuitable for CNC milling. What Hugard Inc. have, then, are complex parts made by a CNC lathe that can’t be picked up by CNC fabricated grips. Talk about a double whammy.
Solving the challengeHugard Inc.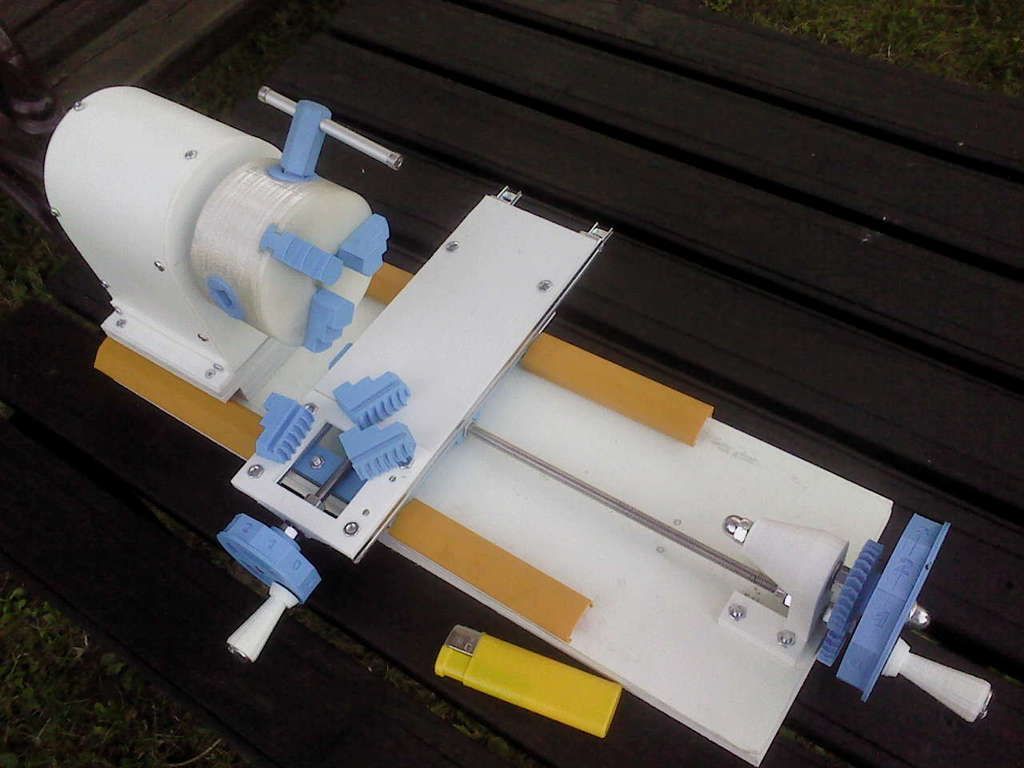 solved the challenge with 3D printing. They used the Markforged Mark Two to fabricate a custom claw. The custom claw is made from Onyx and Carbon Fiber. It has a higher tensile strength than 6061 aluminium, excellent hardness, and supreme abrasion resistance. They use the custom claw as a parts collector; it catches turned parts as they’re parted off the CNC lathe. The process is completely automated and 100% efficient.
solved the challenge with 3D printing. They used the Markforged Mark Two to fabricate a custom claw. The custom claw is made from Onyx and Carbon Fiber. It has a higher tensile strength than 6061 aluminium, excellent hardness, and supreme abrasion resistance. They use the custom claw as a parts collector; it catches turned parts as they’re parted off the CNC lathe. The process is completely automated and 100% efficient.
It’s important to point out that a claw fabricated from ABS wouldn’t function in the same way because it would have neither the strength or chemical resistance to withstand a cycle.
Using Markforged technology, Hugard Inc. prints claw grippers 16x cheaper and 25x faster than they can by CNC machining them. The alternative to 3D printing the grippers is CNC machining them from aluminium. This is a much more time-consuming task and the average cost per part is $400. With 3D printing, that cost is reduced to $25.06 per part. A 94% saving. The manufacturing time is slashed from 114 hours to 6-hours.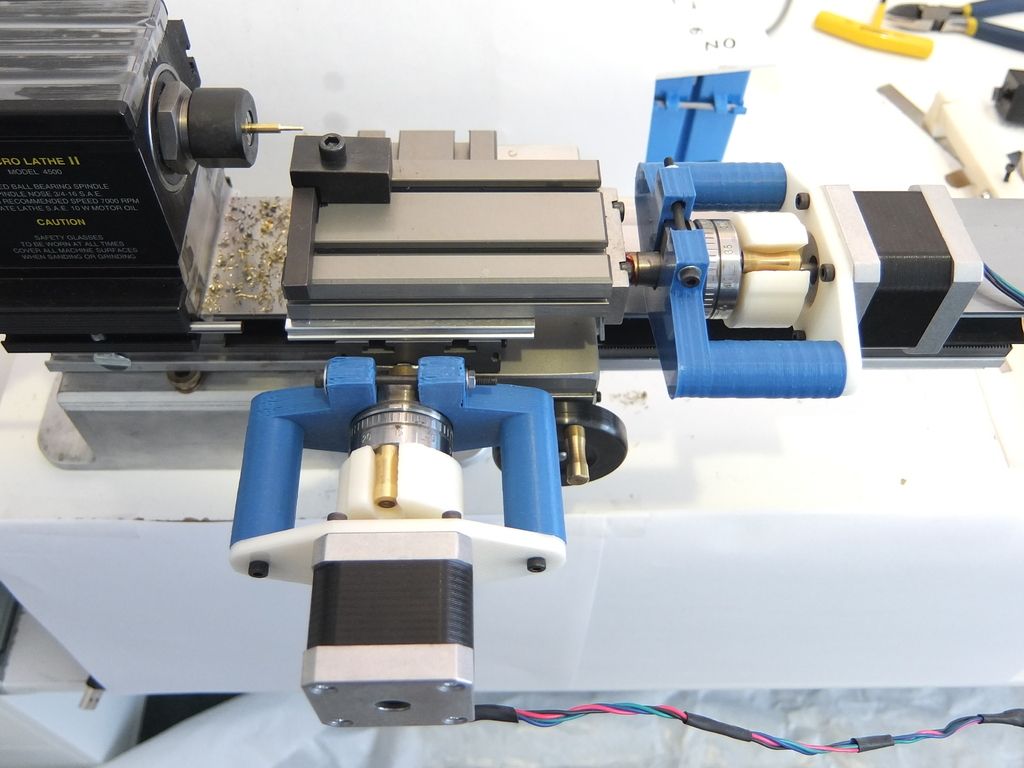
The CNC Part Catcher
It might look inconspicious, but this part is stronger than 6061 aluminium!
Continuous Carbon Fiber reinforcement material allows the catchment system to securely hold the part as it’s being parted off the lathe. The gripper is stronger than 6061 aluminium and can withstand hundreds of cycles. The unique properties of Onyx and Carbon Fiber mean the grippers can withstand cutting fluid, be it oil or water based. ABS and other thermoplastics would dissolve or degrade exposed to the same liquids and gels.
Crucially, the grippers would be nearly impossible to machine to the same standards. The thin walls and intricate features of the 3D printed grippers would take 144 hours to recreate with CNC machining.
With incredible performance and fabrication cost and time savings, Hugard Inc. have found a truly permanent solution to the challenge of collecting parts as they’re parted off the CNC lathe. If you enjoyed this case study, you can find more like it at our engineering and manufacturing page.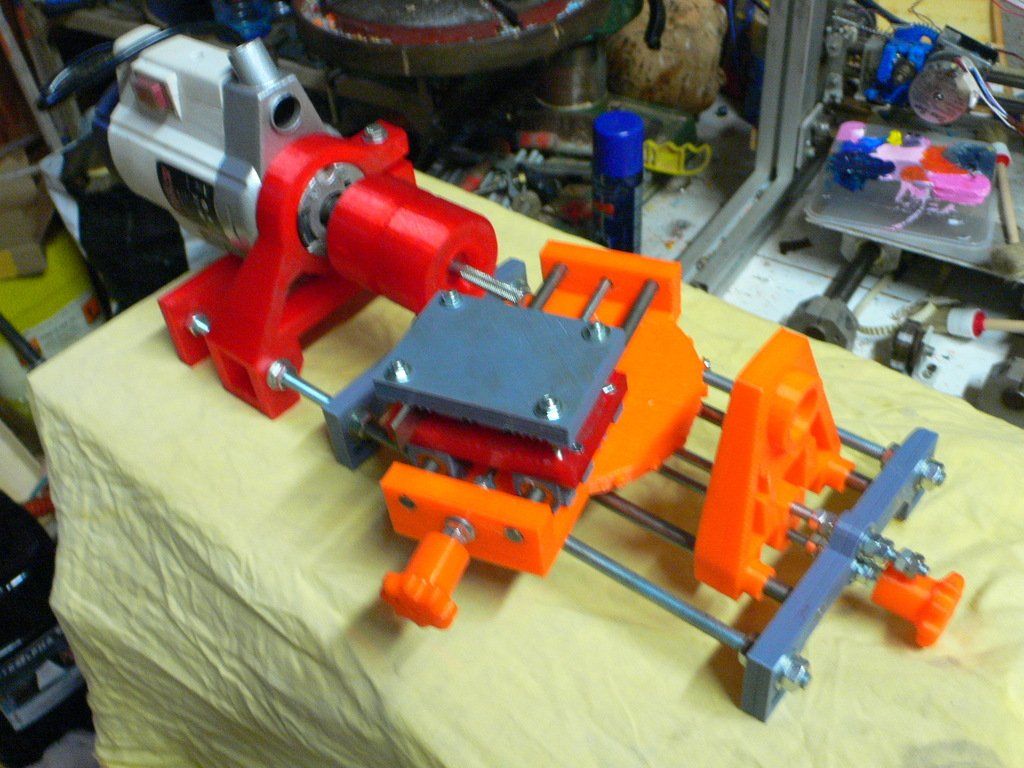
3D Printer: Mark Two (Enterprise).
Material used: Onyx, Carbon Fiber. The Markforged Mark Two can also 3D print Fibreglass and Kevlar.
This information was first published on the Markforged website.
Do-it-yourself metal lathe using a 3d printer.
Application
Subscribe author
Subscribe
Don't want
139
Article applies to printers:
Anet A8I needed to make small metal parts - shafts, bushings, flanges, etc., but there is no lathe, and they don’t take such trifles to order, it’s not profitable to see.
So I decided to cut myself a desktop micro lathe.
I didn’t do any special calculations, I relied on my instinct and knowledge, I did it by eye, well, only the geometry of the pulley for the timing belt had to be calculated, you can’t do it by eye, the belt will not fit otherwise, thanks to the subject 'Machine parts' pulleys are obtained.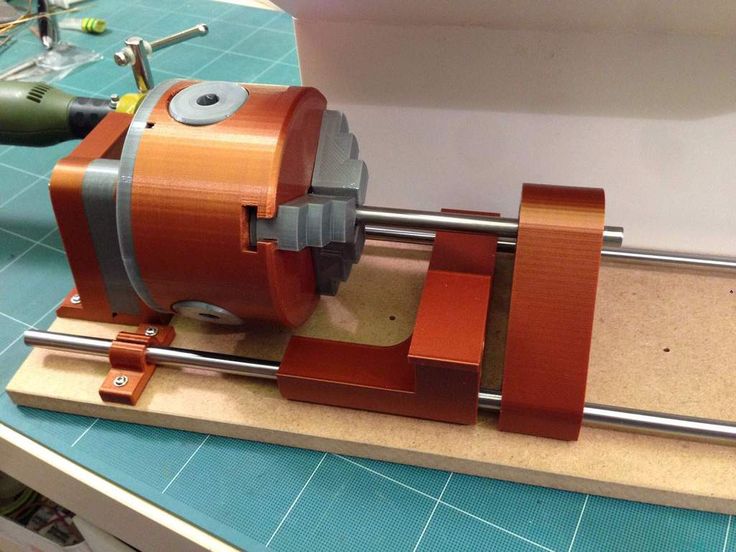
I modeled everything according to the dimensions of the components ordered from China, and I came up with the design of the machine along the way, i.e. how it fits the eye.
First I printed parts from white PLA plastic, with 50-60% infill, but over time (about a year later) it turned out that PLA plastic cracks and collapses under constant static load, which turned out to be a big surprise for me, because in the description of plastic and the Internet on that I have not seen such information. So I had to reprint almost all the parts on a new one but from ABS, let's see how long the orange ABS will endure. nine0003
Follow author
Follow
Don't want
139
Article comments
Even more interesting articles
rk3djv
Loading
12/13/2022
515
eleven
Subscribe to the author
Subscribe
Don't want
Found my own clothespin lamp from childhood. Time did not spare its main part - a plastic clothespin...
Time did not spare its main part - a plastic clothespin...
Read more
0
Subscribe author
Subscribe
Don't want
The glass industry has its own unique criteria for quality control...
Read more
Mulin
Loading
04/22/2021
30533
131
Follow the author
Subscribe
Don't want to
Back in 2018, I came across a rather well-known project called Pultoscope. In short, it's beautiful...
Read more
Read blogs
CNC plastic lathe and chuck......... Almost real.
RepRap
Subscribe author
Subscribe
Don't want
72
And then the smallest lathe with a caliper costs some kind of "horse" money, but it has a bunch of negative reviews. nine0003
nine0003
If you do it right and do not save on plastic, then everything works fine.
It all started with printing a 2.5" (63 mm) lathe chuck from a finished Twingi model.
There are two models
I printed and the chuck does not hold the workpiece - in the steel chuck
there is such a part
And it works fine when it is not made of steel, but it is made of plastic.
I printed this ring on screws
And the cartridge began to clamp normally. I remade the model for an 8mm axle - there are pulleys for the GT2 ring belt for this diameter. I had these parts.
Well, this .........probably ..
And we look at these toy machines .... People most often change cartridges and engines ....
So it is necessary the engine is more powerful .... in the nearest DIY store there was one model with a 5 mm shaft - the rest with 3. 175 mm shafts .... and my pulley is only 5 mm, and it is more expensive to make an adapter sleeve than to buy an engine with a 5 mm shaft . nine0003
175 mm shafts .... and my pulley is only 5 mm, and it is more expensive to make an adapter sleeve than to buy an engine with a 5 mm shaft . nine0003
I purchased this motor with a 5 mm shaft.
As a result of
turned out to be such a front grandmother
caliper - we put a proven version from Fraser ....... and
And from what to make cutters - Drills for ceramic tiles have hard alloy linings - they cost little compared to cutters and are suitable for a very small machine in size ..... And as a "cutting cutter" we use a replaceable blade from a clerical knife
And the first chip.
X - caliper stroke 100 mm, and the cutter stroke in the current version (the chuck can be machined) - from the chuck jaws to the stroke limit - 60 mm .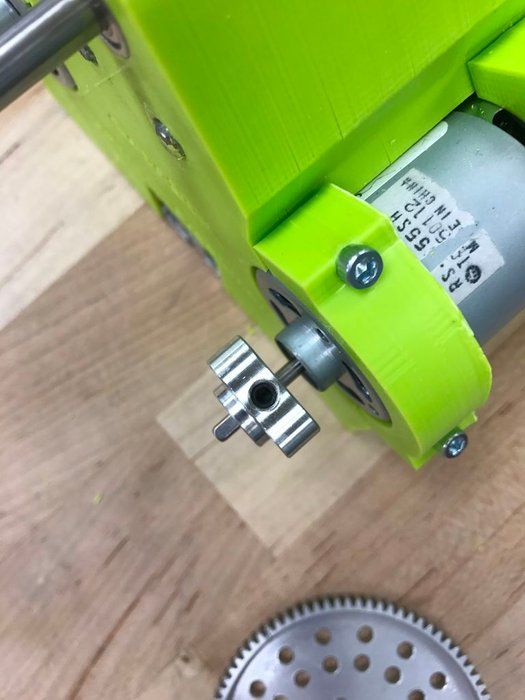 .... but if you rearrange the cutter holder to another mount, then all 100 mm to choose but you need to do the tailstock.
.... but if you rearrange the cutter holder to another mount, then all 100 mm to choose but you need to do the tailstock.
According to Y - carriage travel 90 mm - that is, the travel is greater than the distance from the center to the axes - the restriction is only on the diameter of the clamp. Why is such a big move made - so that you can install a milling electric spindle - I just have two different pieces - you can make a dividing head or install a stepper instead of a DC drive motor - the possibility is structurally provided ..
He processes plastic.... And what if you try to grind a nail - weave?
And it sharpens - extremely slowly, with very little removal, but sharpens.
True, it would have come out faster with a file .... but you can’t do it exactly with a file ... But you can also use a file on the machine - on a clamped workpiece in the chuck .....
CNC-control reflashed an autonomous block from the router .