3D print bumps
Blobs in a 3D print, what are they and how to prevent it
Back
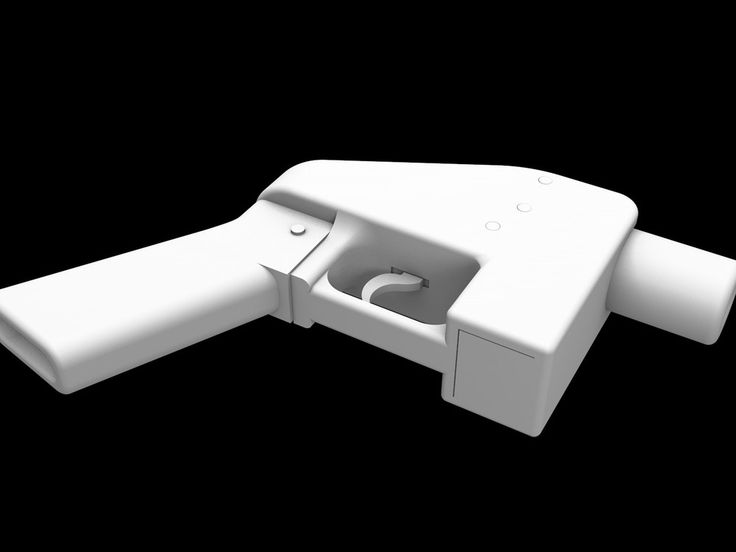
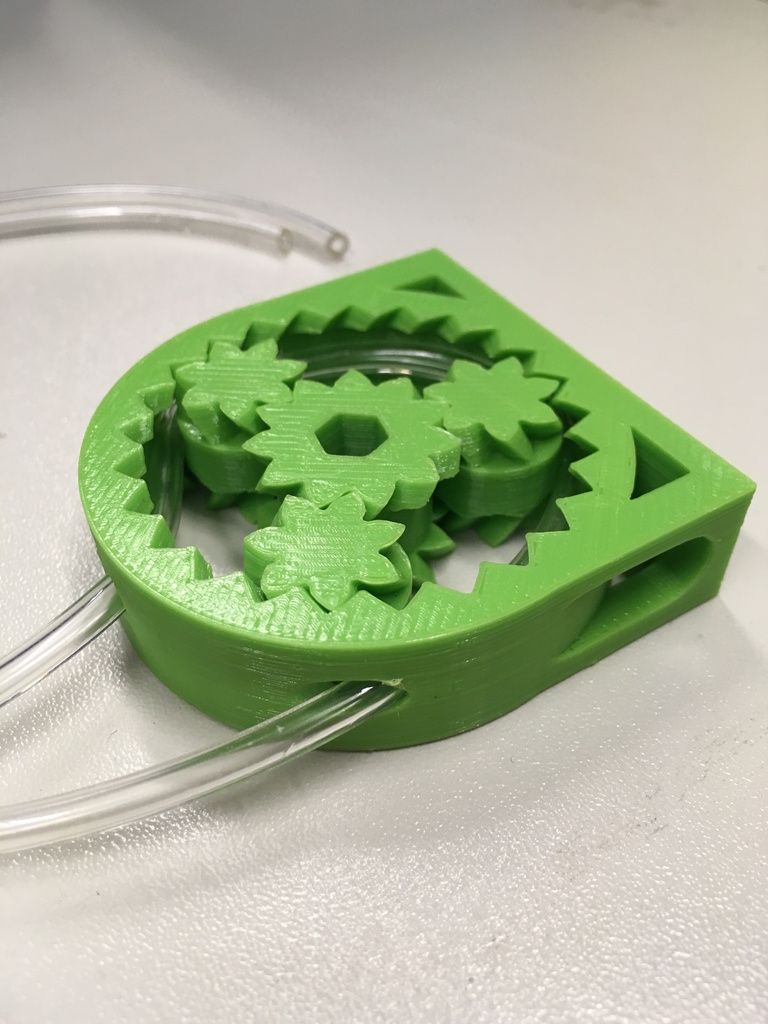
BLOBS are Small lumps on the printing surface.
Blobs are mostly noticeable over the whole object, and each blob belongs to one layer. A blob arises when the filament is still under pressure in the print head when a layer is finished. This results in a short burst of over extrusion: a blob, (also known as Z-scaring or Z-seam). It can also occur, at the beginning of or within a layer. If the retraction is not set optimally, the nozzle oozes slightly during travel moves and can leave blobs. Offcourse, it is difficult to join two pieces of filament together without leaving any mark, but there are several tools in Simplify3D that can be used to minimize the appearance of these flaws.
Retraction and coasting settings to prevent blobs
Check the first layer since a poor quality of the first layer is the most common source of extruder blobs. Always make sure that the first layer is adhered properly to bed. Watch the progress closely for the first 5-10 minutes. As soon as you notice small blemishes on the surface of the object, try to diagnose the cause. Does the defect appear the moment the extruder starts printing the perimeter? Or does it only appear later when the perimeter is completed, and the extruder is coming to a stop?
Retraction
When the flaw appears right at the beginning of the loop then it’s possible the retraction settings need a slight adjustment. Click in Simplify3D on “Edit Process Settings” and go to the Extruders tab. Right below the retraction distance, there is a setting labeled “Extra Restart Distance.” This option determines the difference between the retraction distance when the extruder is stopping and the priming distance that is used when the extruder is restarting.
If the surface flaw is right at the beginning of the perimeter, the extruder is likely priming too much filament. You can reduce the priming distance by entering a negative value for the extra restart distance. For example, if your retraction distance is 1.0mm, and the extra restart distance is -0.2mm (note the negative sign), then each time your extruder stops, it will retract 1.0mm of plastic. However, each time the extruder has to start extruding again, it will only push 0.8mm of plastic back into the nozzle. Adjust this setting until the flaw no longer appears when the extruder initially begins printing the perimeter.
You can reduce the priming distance by entering a negative value for the extra restart distance. For example, if your retraction distance is 1.0mm, and the extra restart distance is -0.2mm (note the negative sign), then each time your extruder stops, it will retract 1.0mm of plastic. However, each time the extruder has to start extruding again, it will only push 0.8mm of plastic back into the nozzle. Adjust this setting until the flaw no longer appears when the extruder initially begins printing the perimeter.
Coasting
If the defect occurs at the end of the perimeter where the extruder stops, there is a different setting to adjust: coasting. To be found right below the retraction settings on the Extruder tab. Coasting will turn off your extruder a short distance before the end of the perimeter to relieve the pressure that is built up within the nozzle. Enable this option and increase the value until you no longer notice a flaw appearing at the end of each perimeter when the extruder stops. Typically, a coasting distance between 0.2-0.5mm is enough to have a noticeable impact.
Typically, a coasting distance between 0.2-0.5mm is enough to have a noticeable impact.
Be aware of unnecessary retractions
Retraction and coasting settings can help avoid failures. But sometimes it is better to simply avoid the retractions entirely. In doing so, the extruder does not have to reverse direction and can continue a fine consistent extrusion. To adjust these settings, use Simplyfy3D, go the Advanced tab and look for the “Ooze Control Behavior” section. There are a lot of settings in this section that can modify the behavior of the 3D printer. Keep in mind that retractions are mainly used to avoid the nozzle from dripping as it moves between different parts of the object. However, if the nozzle is not crossing an open space, the dripping that occurs is on the inside of the object and not visible from the outside. Therefore, the Simplyfy3D has the “Only retract when crossing open spaces” option enabled to avoid unnecessary retractions.
In “Movement Behavior” section another related setting can be found. If your printer is only retracting when it crosses an open space, it would be beneficial to avoid these open spaces as much as possible. Simplify3D includes a feature that can divert the travel path of the extruder in order to avoid crossing an outline perimeter. And If the extruder is able to avoid crossing the outline by changing the travel path, a retraction is not necessary!
If your printer is only retracting when it crosses an open space, it would be beneficial to avoid these open spaces as much as possible. Simplify3D includes a feature that can divert the travel path of the extruder in order to avoid crossing an outline perimeter. And If the extruder is able to avoid crossing the outline by changing the travel path, a retraction is not necessary!
Enable “Avoid crossing outline for travel movement” for this feature.
Non-stationary retractions
Simplify3D also has the ability to perform non-stationary retractions. This is particularly useful because the extruder can build up a lot of pressure inside the nozzle while printing. When the printer then stops extruding, the excess pressure could create blobs. Simplify3D has added an option that will keep the nozzle moving while it retracts. Therefore, a blob is less likely to occur since the extruder is constantly moving during the process. To enable this option, adjust a few settings.
First, go to “Edit Process Settings” and click on the Extruder tab. Check if the “Wipe Nozzle” option is enabled. This option instructs the printer to wipe the nozzle at the end of each section when it stops printing. For the “Wipe Distance”, enter a value of 5mm as a good starting point.
Check if the “Wipe Nozzle” option is enabled. This option instructs the printer to wipe the nozzle at the end of each section when it stops printing. For the “Wipe Distance”, enter a value of 5mm as a good starting point.
Next, click the Advanced tab and enable the option “Perform retraction during wipe movement”. It prevents a stationary retraction, because the printer is instructed to wipe the nozzle while it retracts.
Choose the location of your start points
If small flaws are still visible on the surface of the object, try the option that can control the location of these start/stop points. Go to “Edit Process Settings” and select the Layer tab. Usually, the locations of these start points are chosen to optimize the printing speed. However, the placement of the start points or the alignment to a specific location can be chosen. For example, all of the start points can be aligned to the backside of the object so that they are not visible from the front. To do this, enable the “Choose start point that is closest to specific location” option and then enter the XY coordinate where you want the start points to be placed.
How to Fix Blobs and Zits on 3D Prints – 3D Printerly
When it comes to 3D printing quality, we all know there are plenty of issues that can arise. One of them I was thinking about was blobs and zits appearing on the surface of your 3D prints.
It can happen for a number of reasons, so I’ll explain the causes and how to fix blobs or zits on your 3D prints or first layers.
The best way to fix blobs or zits on a 3D print is to adjust your print settings such as retraction, coasting, and wiping to give better instructions to your 3D printer to prevent these print imperfections. Another group of key settings relates to the ‘Outer Wall Wipe Distance’ and Resolution settings.
This is the basic answer so keep on reading through this article to know the causes and a more extensive list of solutions that people have used to fix blobs/zits on 3D prints and first layers.
If you are interested in seeing some of the best tools and accessories for your 3D printers, you can find them easily by clicking here (Amazon).
Causes & Solutions of Blobs/Zits on 3D Prints
The important thing to ask is, what causes blobs or zits on 3D prints, whether it’s the first layer, your nozzle or on corners. They are also even referred to as warts or bumps.
There are quite a few areas where you can get blobs or bubbles, but the common times are either on the first layer or at a layer change. Many people wonder why their 3D prints are bumpy, whether in the middle of the 3D print or on the first layer.
Experiencing the first layer being bumpy on 3D prints or first layer blobs/bubbles can be frustrating, so we want to fix these as soon as possible.
In order to fix these imperfections on our 3D prints, we need to identify the direct cause of them then we can properly tackle the problem with a unique solution.
So first, let’s get into each reported cause of blobs and zits on 3D prints then put the applied solution.
Causes of blobs/zits on 3D prints:
- Retraction, coasting & wiping settings
- Extruder pathing
- Filament under pressure in extruder (over extrusion)
- Printing temperature too high
- Over extrusion
- Printing speed
Retraction, Coasting & Wiping Settings
Depending on where you are finding these blobs, it can mean a different solution is needed. For blobs that happen as soon as the layer change happens, it usually boils down to your retraction settings.
Retraction Settings
If you aren’t familiar with retraction settings, you might have it set incorrectly to a point where it causes these blobs and zits.
This can occur when you are retracting too much for the material, taking into account your speed and heat settings which can also have an affect.
When your nozzle moves, there is a ‘pullback’ of filament back through the Bowden tube which is done so filament doesn’t leak out between each print head movement.
It then pushes the retracted filament back through the nozzle to begin extruding again in the new location.
What happens when your retract settings are too high (retracting too many millimeters), the filament gets retracted along with a bit of air, so when your nozzle tries to extrude the air gets heated and causes a reaction which results in these blobs.
You’ll usually hear a popping sound from the heated air even if your filament is dry, so the blob of filament can occur from this reason.
The less your retraction length, the less heated air can affect your 3D prints.
Coasting Settings
What this setting does is stop extrusion just before the end of your layers so the final extrusion of material is completed using the remaining pressure in your nozzle.
It relieves the pressure built up within the nozzle so it should slowly increase its value until you no longer see imperfections on your 3D prints.
The usual values for coasting distance tend to be between 0.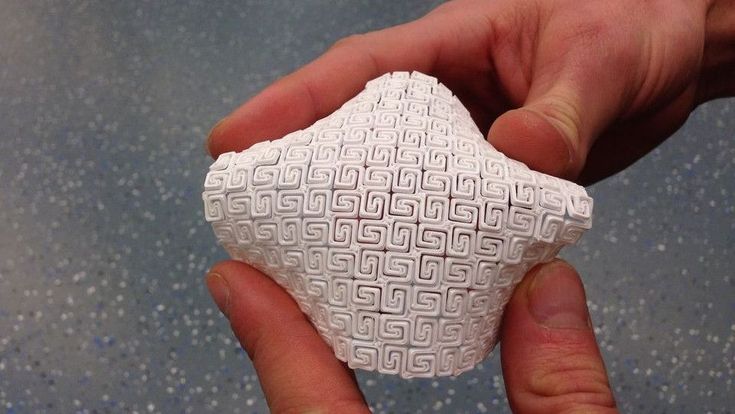 2-0.5mm, but a little testing should get you your desired value.
2-0.5mm, but a little testing should get you your desired value.
This has other benefits which can reduce print imperfections when used correctly. The coasting setting can usually be found next to retraction settings and is intended to reduce the visibility of the seam in the walls.
It is more effective in 3D printers that use direct drive and can actually lead to under extrusion if not done correctly.
Wiping Settings
Implement your wiping settings in your slicer to instruct your 3D printer to use retractions that include print head movement. Blobs can occur because the retraction is happening in the same location, so using this setting can fix your issues.
The ‘Wipe Nozzle Between Layers’ in Cura is the option that you should see, where it has a set of default values for other wipe settings. I would give the default a try then if it doesn’t work, slowly tweak the wipe retraction distance.
The ‘Outer Wall Wipe Distance’ is another key setting here, which I’ve set to 0. 04mm on my Ender 3. Cura explicitly mentions that this setting is used to hide the Z-seam better, so I’d definitely test this variable and see how it affects blobs and zits.
04mm on my Ender 3. Cura explicitly mentions that this setting is used to hide the Z-seam better, so I’d definitely test this variable and see how it affects blobs and zits.
Solution
You should use trial and error for your retraction settings to fix this issue. The default values for retraction settings aren’t always going to be the best for your 3D printer and print quality.
Your retraction should usually sit between 2mm-5mm.
The best way to dial in your retraction settings is to start with a 0mm retraction length, which is going to produce a sub-par model. Then incrementally increase your retraction length by 0.5mm each time until you find which retraction length gives the best quality.
After finding the best retraction length, it’s a good idea to do the same with retraction speed, starting at a low speed like 10mm/s and increasing it by 5-10mm/s each print.
Once you’ve dialed in your retraction settings, you should have eliminated blobs and zits from your 3D prints and also increased your overall printing success rates which should save you plenty of time and money over the years.
Extruder Pathing
There are a number of reasons why you might get a blob, zit, wart or bumps on your 3D print surfaces, one of which is because of the extruder pathing.
In the 3D printing process, your extruder needs to start and stop constantly all while moving to different positions.
It’s hard for it to extrude a uniform layer of material all the way round because there is a certain point where the extruded melted plastic has to join up with the beginning and end point of the layer.
It’s difficult to perfectly have two pieces of melted plastic join together without having some kind of blemish, but there are definitely ways to minimize these imperfections.
Solution
You can manually move the start point of your layers to a less exposed area such as a sharp edge or around the back of your model.
One setting called ‘Compensate Wall Overlaps’ in Cura actually ignores resolution settings when enabled. This happens due to the way flow adjustment is prioritized, and can end up creating several 0.01mm segments throughout your prints.
Another group of settings that can help here is ‘Maximum Resolution’, ‘Maximum Travel Resolution’ & ‘Maximum Deviation’
This is only found after enabling them in the ‘Custom Selection’ of Cura settings or by choosing ‘Expert’ view for settings.
Values that seem to work really well for clearing blobs in your 3D prints are:
- Maximum Resolution – 0.5mm
- Maximum Travel Resolution – 0.5mm
- Maximum Deviation – 0.075mm
Filament Under Pressure in Extruder (Over Extrusion)
This is a little different to the extruder pathing, and more to do with the pressure within the extruder along with the filament pressure within the extruder.
Your printer goes through retraction movements throughout the printing process for a few reasons, one of them being to relieve filament pressure in the extruder. When the pressure can’t be relieved in time, it causes zits and blobs on your 3D prints.
When the pressure can’t be relieved in time, it causes zits and blobs on your 3D prints.
Depending on your retraction settings, you can see blobs on your prints all over, sometimes happening at the start of the next layer or in the middle of a layer.
Solution
As previously mentioned, you can implement the coasting setting on your slicer software (under the ‘Experimental’ tab on Cura) then trial and error some values to see if it corrects the issue. Increase the value until you no longer see blobs on your 3D prints.
This setting reduces the extrusion process by relieving the built-up pressure that is still in the extruder.
Printing Temperature Too High
If you print with temperatures that are higher than recommended, you can definitely end up with blobs and zits throughout your 3D prints. This happens because the heated filament and hot air can produce some reactions that produce pressure and reactions, causing these imperfections.
Solution
Make sure you are using the correct temperature settings for your filament, especially if you are changing over materials. Sometimes even the same type of filament but a different brand can vary in recommended temperature so double check that also.
Sometimes even the same type of filament but a different brand can vary in recommended temperature so double check that also.
If you change your nozzle around, say from hardened steel to brass, you would usually have to account for the increased level of thermal conductivity in brass, so a decrease in the nozzle temperature would be my advice.
Printing Speed
This setting can relate to the causes above, where it can be the operating temperature of the material or even the built-up pressure in the extruder. It can also be affected because of the constant change of speed which can result in over and under extrusion.
When you look at your slicer settings, in the more advanced settings which show the details, you’ll usually see different printing speeds for print sections such as the infill, first layer, and outer wall.
Solution
Set printing speeds for each parameter to the same or similar values because a constant change of speed can cause these blobs to affect your prints.
An interesting video by Geek Detour was released who found another reason and fix for 3D printer blobs happening. It was actually down to the power loss recovery feature and the SD card.
Since the 3D printer is always reading commands from the SD card, there is a queue of commands that is present. The power loss recovery feature uses that same queue to create checkpoints for the 3D printer to come back to if there is a power loss.
It can happen with models that are high quality which are constantly extruding and have several commands with not a lot of time in between to create that checkpoint, so the nozzle can pause for a second to get the checkpoint.
Check out the video below to see more details, it’s very well produced.
How to Fix 3D Printer Blobs/Bumps on Nozzle
If your nozzle has a build up of blobs which, then fall off and cause prints to fail or just look bad, then you need you’ll need to try some solutions.
The best way to fix blobs on 3D printer nozzles is to adjust your retraction, temperature settings, jerk and acceleration settings and implement a fan to regulate heat.
High retraction speeds seem to have the most influence on blobs and zits affecting your 3D prints.
PETG is the most likely material to get stuck onto a nozzle, so keep this in mind.
Some other things that you can try is making sure your first layer height and adhesion is perfect because if it isn’t adequate, some parts can stick back onto the nozzle.
You should also try to clean your nozzle before a print so you can ensure there isn’t any residual plastic from previous prints.If plastic and dust builds up in your nozzle it can build up and cause under extrusion.
One user who had this issue made use of a silicon sock for their hotend and it made a big difference to filament blobs sticking to their nozzle because only the tip of the nozzle becomes visible.
How to Fix Blobs on Corner of 3D Prints
If you are getting blobs on the corner of your prints, this can definitely be frustrating. There are a few solutions that you can try which have worked for many others.
There are a few solutions that you can try which have worked for many others.
Adjust Printing Temperature
The easiest thing to do is to adjust your temperature, so you can make sure you have the best setting for your materials.
Printing temperature varies across filament, brands, nozzle material and even room temperature can have an effect.
Think about the factors that can affect your heat and try to account for that, as well as using trial and error to find the right temperature.
If your temperature is too low, it increases the pressure of the filament in the hotend, so a movement which is stationary happens, the filament can slip out creating a blob.
The fix for this can be to actually print even cooler because it leaves your filament in a less liquid state, so it can’t drip.
Print Slower
You should also try printing slower so as to decrease the pressure of the hotend so less filament can be released.
So to summarize, print at a lower temperature and print slower for the simple solution.
Balance Printer Settings
Another good solution that works for many is to balance out their print speed, acceleration and jerk values.
When you think about what is happening in the printing process, there is a constant speed that you are extruding material, but different speeds at which your print head is moving.
These speeds tend to change depending on what is being printed, especially at the corners of a print. The key is to use the right print speed, acceleration and jerk settings which can be found using trial and error.
A good speed to use is 50mm/s then change one other setting like the acceleration setting, until you get a print which works well. An acceleration value too high will cause ringing, while a value too low will cause those corner blobs.
If you love great quality 3D prints, you’ll love the AMX3d Pro Grade 3D Printer Tool Kit from Amazon. It is a staple set of 3D printing tools that gives you everything you need to remove, clean & finish your 3D prints.
It gives you the ability to:
- Easily clean your 3D prints – 25-piece kit with 13 knife blades and 3 handles, long tweezers, needle nose pliers, and glue stick.
- Simply remove 3D prints – stop damaging your 3D prints by using one of the 3 specialized removal tools.
- Perfectly finish your 3D prints – the 3-piece, 6-tool precision scraper/pick/knife blade combo can get into small crevices to get a great finish.
- Become a 3D printing pro!
3d printer defects: errors, main problems
Causes of Defects in 3D Printing and How to Fix Them
Buying a 3D printer is only half the battle. A beginner printer has a lot to go through. First, he will learn how to set up the device, calibrate the print head, set the necessary parameters, and test different types of filaments. But that's not all. The most unpleasant thing that can appear during operation is printing defects. And they need to be eliminated.
- What are 3D printing defects?
- Classification of defects
What are 3D printing defects?
After the printing process is completed, various defects can be found on the finished model. Most often they are associated with improper distribution of plastic. Defects appear for various reasons. But the main result is always the same - the model is damaged, you need to do the project on a new one. Printing defects cause downtime. Lost time and meters of filament.
Important! Within the framework of this article, defects that occur on FDM printers will be described. These are models of printing devices operating on the technology of hot deposition of plastic.
Sometimes mistakes can be seen right from the start. For example, when printing the first layer of a model. In these and other cases, it is necessary to prevent the defect in time. However, the press all the same should be stopped. But this way you can save material and time. This article will discuss the most common defects, as well as ways to eliminate them. At the end of the article, a comparative classification of faults will be given.
But this way you can save material and time. This article will discuss the most common defects, as well as ways to eliminate them. At the end of the article, a comparative classification of faults will be given.
Layer displacement
The second name of this defect is skew. There are several options for the development of events at once. The skew can be slightly noticeable, with a slight deviation along the Z axis. The second option is a strong offset, the model is printed in pieces. In all these cases, the reason lies in the mechanical part of the printer.
Solutions:
- Check tension belts. They should be clearly in the grooves. It is not allowed to fray or stretch the belt. Sometimes it is easier to replace the entire set of belts with a new one.
- Sometimes small misalignments are caused by an incorrectly set pulley. Make a mark with a black marker before printing, after the end of the process, check the result. Calculate the difference.
 Tighten the problem area if necessary.
Tighten the problem area if necessary. - The printer's Y and X axes are not properly aligned. They are not perpendicular to each other. They need to be set at 90°.
Attention! In rare cases, the problem is electrical. This option must be disassembled separately, armed with a multimeter.
The first layer does not stick
The initial layer acts as a foundation. If it "floats", then the whole model will get the wrong geometry. The second and subsequent layers may slightly shift the entire workpiece. The most unpleasant thing is that this defect can be found at the very end of the print.
Solution methods:
- Platform calibration. If the print bed is skewed, there is a good chance that the first layer will not stick. It is best to check platform calibration before starting printing. Many 3D printing programs help to go through this setting in a semi-automatic mode.

- Wrong print nozzle height. Another point worth considering. Most often, the extruder height setting is set through the printer parameters: Edit Process Settings → G-Code. They are located in the main menu of the device.
- The first layer was printed too quickly. The plastic just didn't cure. This setting must be found in the menu of the printing device. Approximate location: Settings → First Layer Speed. It is worth setting the print speed of the first layer 50% lower than the rest.
- Plastic cooling temperature. This option can be found on printers with a cold platform. The filament hits a cold surface, quickly hardens and rebounds. Here you need to experiment with the settings for the melting temperature of the filament or initially take a printer with a heated surface.
Important! Poor adhesion can be caused by covering material placed over the platform. Different glue, tape, adhesive tape - all this can repel plastic.
Pimples on the model
This also includes such defects as “snot”, swelling, sagging. All these faults are of approximately the same nature. They are related to the operation of the extruder. As it moves, it should stop, then start working again. Not all devices can lay even layers without defects. This is how the irregularities described above appear.
Solving methods:
- Retract and coast setting. The first parameter is responsible for starting the extruder. In this case, you need to configure the retraction through the device menu: Edit Process Settings → Extruders. Here you need to find the parameter Extra Restart Distance. Try reducing the fill length. When unevenness occurs when the nozzle stops, you need to tighten the roll-on stroke (roll-up movement). This setting is referred to as Coasting. It is in the same section where the retraction is set.

- It is better to avoid retraction and coasting altogether. That is, the filament must be flush with the edge of the nozzle. This parameter is especially critical for Bowden printheads. Another option is to set up retraction. You need to find the Advanced tab. It contains the Ooze Control Behavior setting. This option controls filament leakage and retraction start time.
If minor defects are still present, it is worth pointing out the entry points to the printer. This setting is found in the Edit Process Settings menu on the Layer tab. For example, you can leave small flaws inside the shape, starting printing from the inner layers.
3D printer won't print
This is one of the scariest things for a beginner 3D maker. The device appears to be broken. However, in most cases this is not the case. The printer turned on, but did not start to push through the plastic? There are four reasons for this.
Solutions:
- Plastic does not come out of the extruder due to leakage. This can often be seen in some cheap Chinese models. The filament is preheated in the extruder, it can seep through the hot end. The same effect can be observed after the end of the work. In this case, printing starts 3–4 seconds after the start. Automatic broken geometry of the first layer. To avoid this defect, experienced printers make the so-called skirt. This is a thin circle of filament around the future model. It is printed to bring the printer to life and fill the nozzle with plastic.
- The extruder is too close to the platform. The plastic just gets stuck inside the nozzle. The situation continues on the second layer. Only by the 3rd or 4th layer does the plastic begin to come out. The solution is to adjust the Z-axis height through the G-Code command.
- Sometimes the filament is simply chewed off by the drive gear. This is the part that pushes the thread forward. If a small amount of filament shavings is visible near the printer, it is likely that the gear has worn off the filament.
 You need to calibrate this node.
You need to calibrate this node. - Clogged extruder. There may be several reasons: ordinary dirt or rubbish, plastic coked inside the extruder, poor cooling of the filament. Mechanical cleaning of the nozzle with special needles or drills will help. They are sold in specialized stores.
Important! Just do not need to clean the nozzle with a screwdriver or other improvised tools. You can completely ruin the extruder.
Prints in the air
Various users are experiencing the same problem. The reasons for printing by air are related to setting new plastic settings in the slicer. Sometimes a defect appears due to incorrect setting of the Z axis.
All solutions come down to the fact that the user needs to carefully study the G-code of the printer. Sometimes the reason lies in the lowered Z-axis height settings. You can also see the print step here, perhaps it exceeds the required parameter. In the slicer, you need to check the plastic installation parameters. View the heating temperature of the nozzle and platform. All settings must be checked manually. When importing a profile, the left parameters can be picked up.
View the heating temperature of the nozzle and platform. All settings must be checked manually. When importing a profile, the left parameters can be picked up.
Prints in reverse: how to fix
A rare defect that is not always visible at the start of printing. That is, the model comes out normal, but mirrored. Such malfunctions are often found in Chinese kits or noname devices. There are two solutions. One is simple, the other is more difficult.
Methods of solution:
- It is necessary to invert one of the axes: X or Y - it does not matter. But only one. This can be done by flipping the contacts on the power board or on the motor itself.
- Invert axis via device firmware. This method is suitable for advanced users who are familiar with programming skills.
In any case, it's better to first check all the settings in the slicer again, only then go into the electronics of the device.
Layers skipped
The finished model shows that one or more layers have been skipped. This is eloquently evidenced by the gaps in the finished model. In rare cases, this defect is associated with insufficient extrusion. Perhaps there are problems with the capture and supply of the filament. Sometimes the reason lies in the wedging of the Z axis.
This is eloquently evidenced by the gaps in the finished model. In rare cases, this defect is associated with insufficient extrusion. Perhaps there are problems with the capture and supply of the filament. Sometimes the reason lies in the wedging of the Z axis.
Solution methods:
- Check the mechanical part of the printer. If gaps began to appear frequently, you need to arrange an unscheduled maintenance of the device. Examine all shafts. Check that they are level and not misaligned. Power off the printer, try moving the head with your fingers. If resistance is felt, then one of the shafts is not installed correctly.
- Bearing wear. This element may simply wear out. You can see that the printer vibrates slightly. There is an unusual sound when printing. Diagnose a breakdown in the same way as the shaft. Turn off the power and move the extruder with your hands to find the problem part.
Attention! Remember to maintain your printer regularly.
Lubricate the shafts with special oil. For example, for sewing machines. Before lubricating, clean the moving parts from dirt and plastic residues. Just don't overdo the oil. A large amount of lubricant can lead to the opposite effect.
Doesn't print in the center of the bed
Some users are having trouble printing on one side of the bed instead of the center. At the same time, in the slicer, the model is clearly in the center. There may be several solutions here.
Methods of solution:
- Slicer settings are down or incorrectly set. It is necessary to change the characteristics of the kinematics. Set the Delta robot parameter instead of the Cartesian robot. You also need to set the size of the table, equal to the square inscribed in the specified print area. In this case, set the Origin Offset parameter to half the side of the square.
- Try to adjust the position of the X-axis limit switch. In some cases, it is moved a little to the right.
What are the problems with the 3D printer test cube?
This figure is used to check the print quality. Naturally, during the test, she can clearly demonstrate where there are problems. It can be completely different defects. Most often, the test shows bulges and dents on the model.
Such defects result from overheating and shrinkage. To find out for sure the cause and eliminate these factors, you need to print four cubes in different angles. For some ABS plastics, you need to reduce the temperature, as well as turn on the blower by 5-10%.
3D printing echo
This problem can be described as thin stripes that form when printing layer by layer. That is, the final model does not have a formed and even surface. There is waviness (echo) on the edges. This defect is also called ringing on the walls. Typically, two factors are the cause: print speed and vibration.
Solutions:
- Reduce vibration. Make sure the printer is on a level and stable surface.
 Assess the condition of the bearings. Replace them if necessary.
Assess the condition of the bearings. Replace them if necessary. - Inspect the shafts. Clean them of dirt and dust, lubricate with oil.
- Reduce the print speed through the printer settings.
Try changing the typing speed first, then check the mechanics.
Interesting! Even a single loose bolt can cause strong vibrations. Check all fasteners. Pull the bolts.
Salmon leather
This defect is somewhat similar to the previous one. Only there are no obvious waves or ripples. The defect manifests itself in the form of a pattern. It is similar to the representation of heights on topographic maps or the structure of salmon skin that is drawn on the walls of the model. In English resources it is called salmon skin. The defect appears due to two reasons: vibrations and incorrect characteristics of the current coming to the motors.
Solutions:
- Remove any vibrations that may occur in the device.
 Tighten the bolts and check the frame geometry. You can also slightly reduce the print speed.
Tighten the bolts and check the frame geometry. You can also slightly reduce the print speed. - Installation of a special impulse reducer (TL-Smoother) in the circuit between the driver and the axle motor. This solution balances the current indicators. The edges are more even.
Salmon skin defect is common on DRV8825 stepper motor drivers.
Ripple
In this case, we are talking about the partial impact of waves on some parts of the model. The ripples are often of the same nature as the echo. It is also tied to vibrations and the speed of the extruder. However, unlike waves, ripples are especially pronounced at sharp corners, when the nozzle abruptly changes direction.
Methods of solution:
- Reduce the print speed. You need to find the Edit Process Settings menu in the printer settings, and then open the Other tab. Change two settings: Default Printing Speed and X/Y Axis Movement Speed. The first is responsible for the speed of all movements of the nozzle, the second - the speed in the absence of plastic supply.
 Sometimes the reason lies in the factory firmware. It initially indicates increased extruder acceleration.
Sometimes the reason lies in the factory firmware. It initially indicates increased extruder acceleration. - We remove vibrations. Check the geometry of the device, stretch all the bolts, assess the condition of the shafts and bearings. Lubricate the device if necessary.
We recommend checking the print speed settings first.
Poor filling
If the figure is not filled enough, this means that it will not receive sufficient strength. The model may simply break or crack. Usually the causes of poor coverage lie in the slicer settings or print speed settings.
Solutions:
- Try changing the fill pattern. It is indicated by the Internal Fill Pattern parameter. There are presets in the settings with complicated filling options that give more strength to the finished model: Grid, Triangular and Solid Honeycomb. The printing time will increase, but the strength will also increase.

- Reduce print speed. The fast movement of the print head results in less infill. You need to tweak this parameter through the settings of the device itself or through the slicer parameters.
- Change extrusion width parameter. Some 3D printing programs allow you to set different infill values for individual elements. For example, for the outer layers, set the size to 0.4 mm, for the inner layers - 0.8 mm. These settings can be viewed in the menu Edit Process Settings → Infill. In it you need to find the parameter Infill Extrusion Width. It is shown as a percentage. The higher the number, the thicker the layer.
Attention! When setting the Infill Extrusion Width parameter, make sure that the set value (in percent) is supported by the printing program (slicer).
Plastic is leaking from the extruder threads
This fault can be attributed to local printer failures, although they can create a number of defects in the form of “snot” on the model. Plastic oozes through various slots, flows down the extruder thread, exits the opening of the heating element. There may be several options for solving the problem.
Plastic oozes through various slots, flows down the extruder thread, exits the opening of the heating element. There may be several options for solving the problem.
Solutions:
- Check all screw connections. Sometimes a caked piece of plastic gets stuck between them. It creates a gap, the filament flows out.
- Clean and polish the surfaces of the thermal barrier tube and nozzle. Installing a fluoroplastic washer or winding a fum tape can also help.
- Reinforced cold drawing of threaded connections.
Attention! Sometimes the reason lies in a manufacturing defect. Nothing can be done here. Just completely change the extruder.
Plastic does not come out of the nozzle
For some reason, the printer stopped feeding filament. The device continues to make noise with the engines, but the plastic does not come out of the nozzle. There may be several reasons and solutions for this.
Solving methods:
- The plastic is out. For some printers, the filament spool is covered with a casing. Therefore, it is impossible to immediately understand that the thread is over. Check for material in the spool.
- The thread has broken. There was a gap between the hot end and the extruder. A common cause is with Bowden printheads. Perhaps the problem is with the filament itself. You need to try other material.
- Low plastic melting point set. The thick filament cannot pass through the narrow nozzle opening. Recommended temperature parameters for different types of plastic: PLA - heating t 180 °C, table heating t 60–80 °C; ABS - heating t 240 °C, table heating t 110 °C.
Interesting! Sometimes a clogged nozzle is causing the print to stop. This can happen even during work.
Model delamination
Visually, this defect looks like an accordion. In some places, the layers move away from each other. At the same time, it is clear that this is not a pass, but the absence of sticking of plastic. Layer separation occurs due to incorrect setting of the filament thickness or its melting temperature.
At the same time, it is clear that this is not a pass, but the absence of sticking of plastic. Layer separation occurs due to incorrect setting of the filament thickness or its melting temperature.
Solving methods:
- Reduce layer thickness (height). Here you need to follow the rule: the maximum layer thickness should be no more than 80% of the nozzle diameter. Otherwise, the layers will not stick to each other.
- Raise the melting point of plastic. If the height parameter is in order, then you need to look at the temperature settings. For example, the optimum melting temperature of ABS plastic is 220–240 °C, but some users set it to only 190 °C. You can increase the melting temperature in the slicer settings: Edit Process Settings → Temperature.
If standard temperatures are not suitable, try raising the setting by 10 °C. See if the adhesion of the layers improves or not.
3D printer extruder does not heat up
At the same time, the device shows 100% heating power, the set temperature is on the display, but the extruder is cold. In most cases, the cause lies in a break in the wires or in the heating element itself. Ring all circuit elements after the controller. To cut off problems on the heating element, apply 12 V to it. It should start to heat up.
In most cases, the cause lies in a break in the wires or in the heating element itself. Ring all circuit elements after the controller. To cut off problems on the heating element, apply 12 V to it. It should start to heat up.
Attention! Newer printers may encounter factory extruder defects. This element needs to be changed. There is no point in repairing the item.
Plastic falls in waves
Another name for this defect is “elephant foot”. In this case, the upper layers of the model are pushing against the lower parts, causing a wave effect. It sort of descends from top to bottom, forming a thick layer at the base of the model. This problem is especially common on models of printers with a heated bed.
Methods of solution:
- Find the optimal temperature regime between heating the table and blowing the model. Lower the heating temperature in steps of 5 °C. It is important to find a balance here, when the lower layers have already gained strength, but still retain adhesive properties for the following layers.

- Calibrate the table. Try applying the default settings. If the problem persists, slightly change the Z-axis height settings. Calibrate the new settings on the test cube. This is the base shape that clearly shows how the layers are laid down.
- Chamfer the base. The option is suitable for homemade devices. You need to start with a bevel of 5 mm and 45 °, after which you can make small adjustments.
Wall gaps
Such defects can be found when printing rather thin walls in the model. For example, when the extruder nozzle prints strips up to 0.4 mm thick, and the user needs to make a 1 mm edge. In such places, cracks may appear at the joints of the two layers. Typically, the defect is eliminated through the adjustment of the slicer.
Solution methods:
- We need to find the setting that is responsible for the wall thickness. Usually they are in the menu: Edit Process Settings → Advanced. Here you need to find the Gap Fil parameter.
 He is just responsible for overlapping areas and filling the gaps between thin walls. Check the box next to Allow gap fill when necessary. There is also an alternative. Go to the Infill tab and tweak the Outline Overlap parameter.
He is just responsible for overlapping areas and filling the gaps between thin walls. Check the box next to Allow gap fill when necessary. There is also an alternative. Go to the Infill tab and tweak the Outline Overlap parameter. - Simply adjust the extrusion width. Increase the parameter value if possible. The strip width can be set on the Extruders tab via the Edit Process Settings menu.
Try and experiment to get the best fit.
Web
A special case of filament leakage, when sloppy plastic threads remain between the parts. This happens for the same reasons as influxes. The solution methods are exactly the same:
- Changing the speed and distance of thread retraction. Full instructions are listed above.
- Lower print temperature. Try tweaking this setting to reduce the fluidity of the plastic. Here you need to be careful. Excessive decrease in temperature can lead to a delamination defect.
- A separate solution is to set a parameter in the slicer that launches the print head in a long and winding path over empty space.
 The web falls near the model without sticking to its walls. No bridge is formed between the layers. To enable this option, go to the advanced settings of the slicer (Advanced). Check the box next to the Avoid crossing outline for travel movement option.
The web falls near the model without sticking to its walls. No bridge is formed between the layers. To enable this option, go to the advanced settings of the slicer (Advanced). Check the box next to the Avoid crossing outline for travel movement option.
Interesting! Some 3D makers do not consider a web defect as something serious. They simply cut off the excess filament with a knife after the print is finished.
Extruder does not feed plastic
This problem is in the filament feed mechanism. Or the nozzle is too close to the table.
Solution methods:
- Check the plastic filament. It may have burrs on it. The feed gear has slipped. Check the condition of the thread, you may need to tweak the gear settings a little. Or change the plastic.
- Calibrate the table position. Raise the Z-axis slightly.
Sometimes the extruder will not feed plastic due to a clogged nozzle. It needs to be cleaned up.
It needs to be cleaned up.
Classification of defects
Almost all defects are one way or another related to two reasons: a malfunction of the mechanical part of the printer or incorrect software settings. Based on these parameters, it is possible to make a classification based on the most common problems in printing:
- Deterioration of nodes and the absence of a normal fastener feed. This parameter affects vibrations, nozzle movement trajectories.
- Poor extruder maintenance. The print head needs to be cleaned from time to time, to remove the sintered filament.
- Inaccurate (wrong) calibration of the platen and nozzle height. Another common mistake that causes a lot of print defects.
- Problems with printer settings. Most often solved through manual setting of parameters or adjustment of the G-code.
- Lost settings in the slicer. This includes: changed parameters, errors or inaccuracies in the firmware.
- Poor quality filament.
 The problem may lie in the quality of the plastic. It is necessary to monitor its condition, quantity. If necessary, try to replace the manufacturer, or even switch to another type of filament.
The problem may lie in the quality of the plastic. It is necessary to monitor its condition, quantity. If necessary, try to replace the manufacturer, or even switch to another type of filament. - Electrical problems. To find such a malfunction, you need to arm yourself with a multimeter and ring all the circuits after the controller.
- Factory defect. The problem is solved by replacing a low-quality part.
These are the main printer malfunctions that in one way or another affect its operation, which leads to printing defects. The printer may have several problems at once. They will lead to the appearance of a group of defects. You need to be able to recognize the first signs of breakdown in time and eliminate them.
Important! At least once every two weeks, pay attention to the mechanics of the printer, carry out maintenance on the device. Clean the nodes, lubricate the shafts with oil. Check the platen and extruder calibration.
Defects during printing are annoying. An experienced 3D maker should be able to recognize and classify a malfunction in time. Knowing the causes will help to quickly eliminate the breakdown. The user will not spend a lot of time and effort to eliminate the defect, and will not lose money on a damaged filament.
- 07 March 2021
- 14742
Get expert advice
Exterior wall irregularities - 3D printers
print-quality troubleshooting pla anycubic-i3-mega
First off, I'm pretty new to 3D printing. After printing some temperature towers, threading and pickup tests, I wanted to print Bechys to see how it all worked together. I'm getting some strange "bumps" in the outer walls. It looks like the thread rises in 2-3 layers.
At first I thought the infill was being printed too far in the outer shell, so I unchecked Cura's 'Infill in front of walls'. Surprisingly, the result has not changed on the "bumps", where exactly in the same places as before.
Surprisingly, the result has not changed on the "bumps", where exactly in the same places as before.
I am aware of the problem with the cooling of the part, but my stock cooler is already sitting at 100%. I don't think the extruder temperature is too hot, it's only 200°C. As you can see, the printer only has a single-sided cooling solution with a very small fan.
Print settings:
- Printer: Anycubic I3 Mega S
- Slicer: Cura
- Material: PLA
- Extruder temperature: 200 °C
- Table temperature: 60 °C
- Print speed: 45 mm/s
- Travel speed: 100 mm/s
- Layer height: 0.2 mm
- Layer width: 0.4 mm
- Nozzle: 0.4 mm
- Filler: 10%
- Retraction distance: 4.5 mm
Retraction speed: 40 mm/s
So I suspect it must have something to do with how it's sliced. Does anyone have an idea?
update: I started printing again with the seams lined up. Now you can clearly see the artifact. At the seam, the imprint curves inwards and upwards.
Now you can clearly see the artifact. At the seam, the imprint curves inwards and upwards.
I made some more prints and tried to increase the retraction distance to 10 mm and the retraction speed to 60 mm/s, but I also failed to improve the print. I also tried turning on the "retract at layer change" option and turning off the "Z Hop When Retracted" feature, with no success.
I set the travel speed to 45mm/s without any change in print quality.
@mrei, 👍4
Talk
2 answers
▲ 0
The fact that the bumps were in the same places more than once indicates problems with the z axis. Turn off the printer and manually rotate the z-axis from bottom to top. If there are any bottlenecks, then there is some z-tie . If there are no bottlenecks, skip to the last paragraph.
Try removing the z-axis by removing the set screws (pictured below). Remember which side was pointing up for the next step.
Remember which side was pointing up for the next step.
Once you have done this, thoroughly clean the screw with a brush, rag, mortar, or a combination. This time turn the screw back in the opposite direction.
If you don't get any hits, then it really was the z axis
If the bumps are still there, try lowering the temperature a bit more (200 degrees is still a little higher compared to what I do for PLA) and calibrate your electronics steps if you haven't already.
, @ TheLamestUsername
▲ 2
There are several issues that can cause this. Roughness in your z-axis lead screw, as pointed out by @TheLamestUsername, is a leading contender I'd say. I've also expanded this answer to include checking the belts for your X and Y axes, and also making sure the rods the gantry slides on are smooth, as the fault appears to be in roughly the same X-Y location as on one image.
However, there are several alternatives. Check/ensure that the material you are using does not have a lot of absorbed moisture. This can cause small pieces of steam to "pop" when they are extruded, causing some bubbles
Due to the way the material stacks up in that spot in the "updated" image, this looks like a start and stop issue. All the problems of this layer seem to occur when the portal moves to the next layer. Essentially, there is more material coming out of the nozzle (I think) than there should be. Confirming the diameter of the material with some calipers can help if there is only misalignment (not too unlikely I don't think).
If the diameters do not burn, I would suggest lowering the nozzle temperature by a few degrees. The sensors used to measure temperature are usually not that accurate, although their accuracy is often quite good. Although you can set it to 200C, this may not be the actual temperature. Thermal sensor calibration can change over time, so while it might be good on the last roll, it might change a little.