Within technologies 3d printing
Types of 3D Printing Technology Explained
Multi Jet Fusion (MJF)
Similar to SLS, Multi Jet Fusion also builds functional parts from nylon powder. Rather than using a laser to sinter the powder, MJF uses an inkjet array to apply fusing agents to the bed of nylon powder. Then a heating element passes over the bed to fuse each layer. This results in more consistent mechanical properties compared to SLS as well as improved surface finish. Another benefit of the MJF process is the accelerated build time, which leads to lower production costs.
Fused Deposition Modeling (FDM)
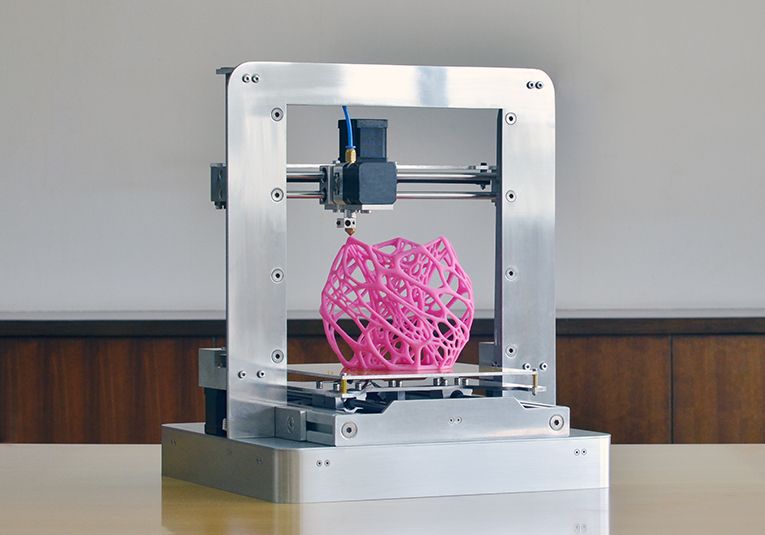
Fused deposition modeling (FDM) is a common desktop 3D printing technology for plastic parts. An FDM printer functions by extruding a plastic filament layer-by-layer onto the build platform. It’s a cost-effective and quick method for producing physical models. There are some instances when FDM can be used for functional testing but the technology is limited due to parts having relatively rough surface finishes and lacking strength.
Metal 3D Printing Processes
Direct Metal Laser Sintering (DMLS)
Metal 3D printing opens up new possibilities for metal part design. The process we use at Protolabs to 3D print metal parts is direct metal laser sintering (DMLS). It’s often used to reduce metal, multi-part assemblies into a single component or lightweight parts with internal channels or hollowed out features. DMLS is viable for both prototyping and production since parts are as dense as those produced with traditional metal manufacturing methods like machining or casting. Creating metal components with complex geometries also makes it suitable for medical applications where a part design must mimic an organic structure.
Electron Beam Melting (EBM)
Electron beam melting is another metal 3D printing technology that uses an electron beam that's controlled by electromagnetic coils to melt the metal powder. The printing bed is heated up and in vacuum conditions during the build. The temperature that the material is heated to is determined by the material in use.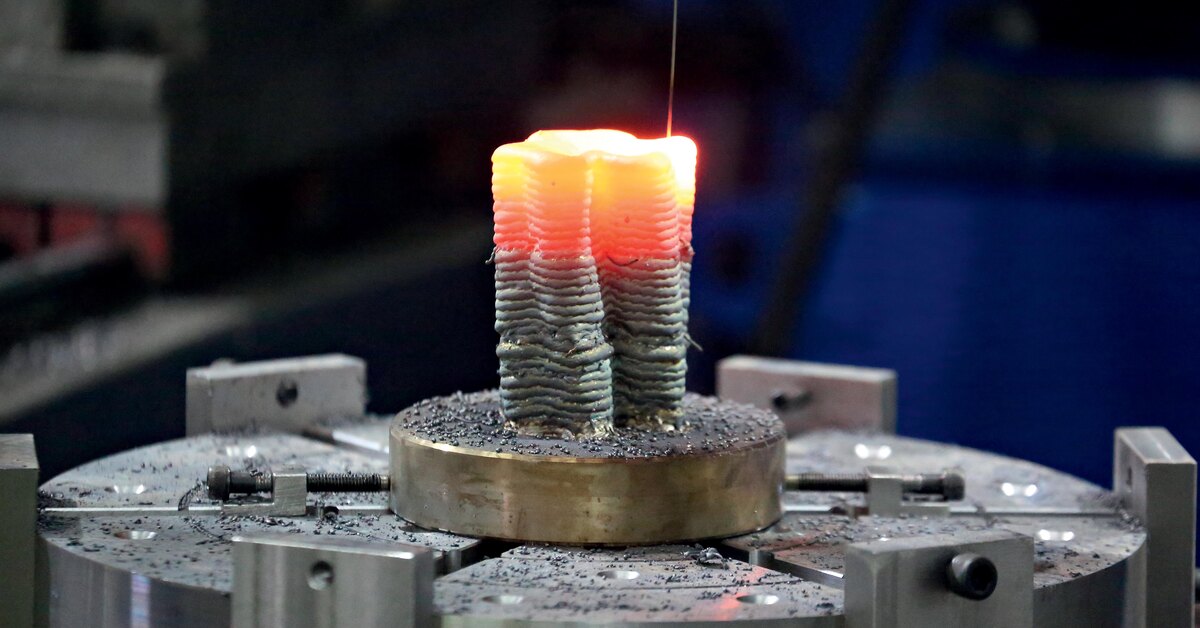
When to Use 3D Printing
As stated earlier, there are a couple common denominators among 3D printing applications. If your part quantities are relatively low, 3D printing can be optimal—the guidance we give our 3D printing service customers is usually 1 to 50 parts. As volumes start to near the hundreds, it’s worth exploring other manufacturing processes. If your design features complex geometry that is critical to your part’s function, like an aluminum component with an internal cooling channel, 3D printing might be your only option.
Selecting the right process comes down to aligning the advantages and limitations of each technology to your application’s most important requirements. In the early stages when ideas are being thrown around and all you need is a model to share with a colleague, those stair-stepping surface finishes on your part aren’t of much concern. But once you hit the point where you need to conduct user testing, factors like cosmetics and durability start to matter.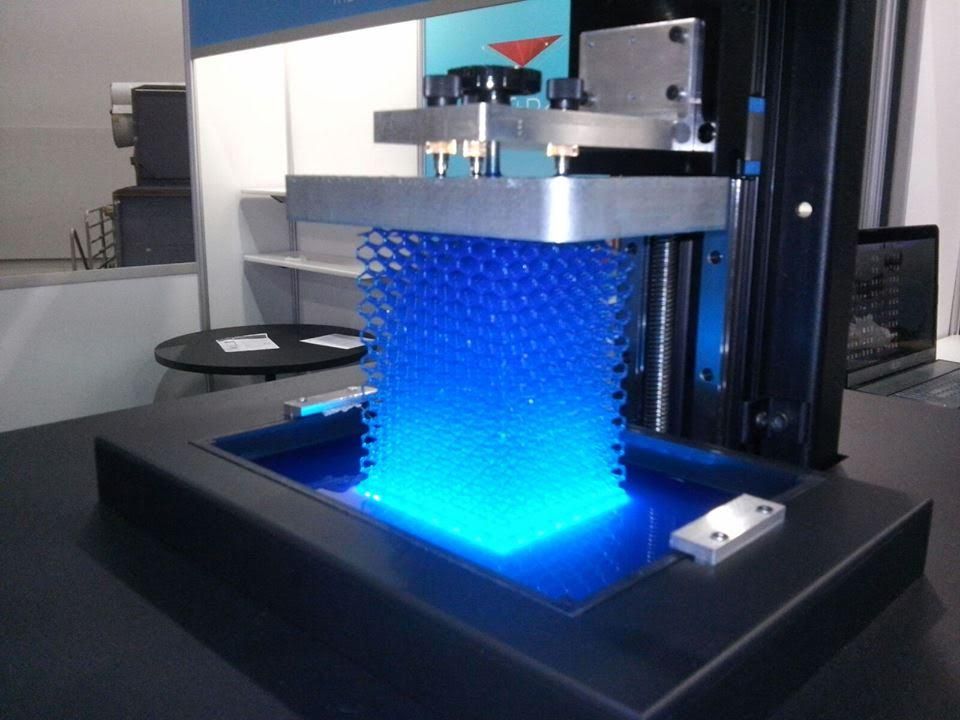 Although there is no one-size-fits-all solution, properly utilizing 3D printing technology throughout product development will reduce design risk and, ultimately, result in better products.
Although there is no one-size-fits-all solution, properly utilizing 3D printing technology throughout product development will reduce design risk and, ultimately, result in better products.
3D Printing | An Overview of 3D Printing Technologies
3D printing is sometimes referred to as Additive Manufacturing (AM). In 3D printing, one creates a design of an object using software, and the 3D printer creates the object by adding layer upon layer of material until the shape of the object is formed. The object can be made using a number of printing materials, including plastics, powders, filaments and paper.
There are a number of 3D printing technologies, and this article provides an overview of those technologies.
Stereolithography (SLA)
Stereolithography makes use of a liquid plastic as the source material and this liquid plastic is transformed into a 3D object layer by layer1. Liquid resin is placed in a vat that has a transparent bottom. A UV (UltraViolet) laser traces a pattern on the liquid resin from the bottom of the vat to cure and solidify a layer of the resin. The solidified structure is progressively dragged up by a lifting platform while the laser forms a different pattern for each layer to create the desired shape of the 3D object3.
A UV (UltraViolet) laser traces a pattern on the liquid resin from the bottom of the vat to cure and solidify a layer of the resin. The solidified structure is progressively dragged up by a lifting platform while the laser forms a different pattern for each layer to create the desired shape of the 3D object3.
Schematic representation of Stereolithography: a light-emitting device a) (a laser or DLP) selectively illuminates the transparent bottom c) of a tank b) filled with a liquid photo-polymerizing resin. The solidified resin d) is progressively dragged up by a lifting platform e)
Source: https://en.wikipedia.org/wiki/Stereolithography
Digital Light Processing (DLP)
3D printing DLP technology is very similar to Stereolithography but differs in that it uses a different light source and makes use of a liquid crystal display panel1. This technology makes use of more conventional light sources and the light is controlled using micro mirrors to control the light incident on the surface of the object being printed. The liquid crystal display panel works as a photomask. This mechanism allows for a large amount of light to be projected onto the surface to be cured, thereby allowing the resin to harden quickly1.
The liquid crystal display panel works as a photomask. This mechanism allows for a large amount of light to be projected onto the surface to be cured, thereby allowing the resin to harden quickly1.
Fused Deposition Modeling (FDM)
With this technology, objects can be built with production-grade thermoplastics1. Objects are built by heating a thermoplastic filament to its melting point and extruding the thermoplastic layer by layer. Special techniques can be used to create complex structures. For example, the printer can extrude a second material that will serve as support material for the object being formed during the printing process1. This support material can later be removed or dissolved.
Fused deposition modelling: 1-Nozzle ejecting molten material, 2-Deposited material (modeled part), 3-Controlled movable table
Source: https://en.wikipedia.org/wiki/Fused_deposition_modeling
Selective Laser Sintering (SLS)
SLS has some similarities with Stereolithography.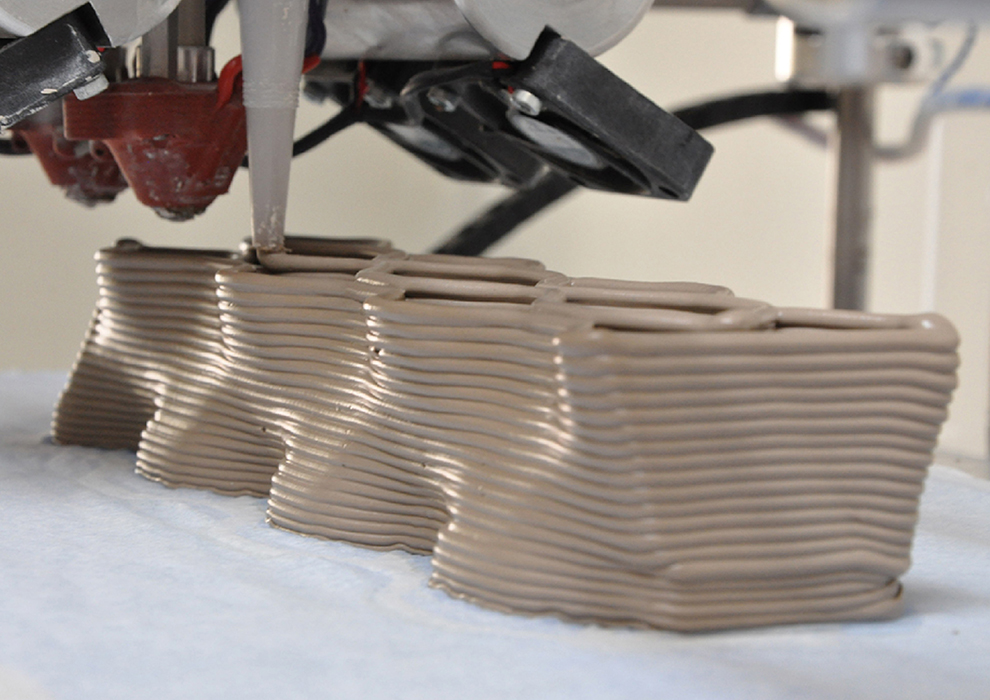 However, SLS makes use of powdered material that is placed in a vat. For each layer, a layer of powdered material is placed on top of the previous layer using a roller and then the powdered material is laser sintered according to a certain pattern for building up the object to be created. Interestingly, the portion of the powdered material that is not sintered can be used to provide the support structure and this material can be removed after the object is formed for re-use1.
However, SLS makes use of powdered material that is placed in a vat. For each layer, a layer of powdered material is placed on top of the previous layer using a roller and then the powdered material is laser sintered according to a certain pattern for building up the object to be created. Interestingly, the portion of the powdered material that is not sintered can be used to provide the support structure and this material can be removed after the object is formed for re-use1.
Selective Laser Sintering Process
Selective Laser Melting (SLM)
The SLM process is very similar to the SLS process. However, unlike the SLS process where the powdered material is sintered the SLM process involves fully melting the powdered material1.
Electronic Beam Melting (EBM)
This technology is also much like SLM. However, it makes use of an electron beam instead of a high-powered laser1. The electron beam fully melts a metal powder to form the desired object. The process is slower and more expensive than for SLM with a greater limitation on the available materials.
The process is slower and more expensive than for SLM with a greater limitation on the available materials.
Laminated Object Manufacturing (LOM)
This is a rapid prototyping system. In this process, layers of material coated with adhesive are fused together with heat and pressure and then cut into shape using a laser cutter or knife1,2. More specifically, a foil coated with adhesive is overlaid on the previous layer and a heated roller heats the adhesive for adhesion between the two layers. Layers can be made of paper, plastic or metal laminates1. The process can include post-processing steps that include machining and drilling. This is a fast and inexpensive method of 3D printing1. With the use of an adhesion process, no chemical process is necessary and relatively large parts can be made2.
Laminated Object Manufacturing
Source: http://www.livescience.com/40310-laminated-object-manufacturing.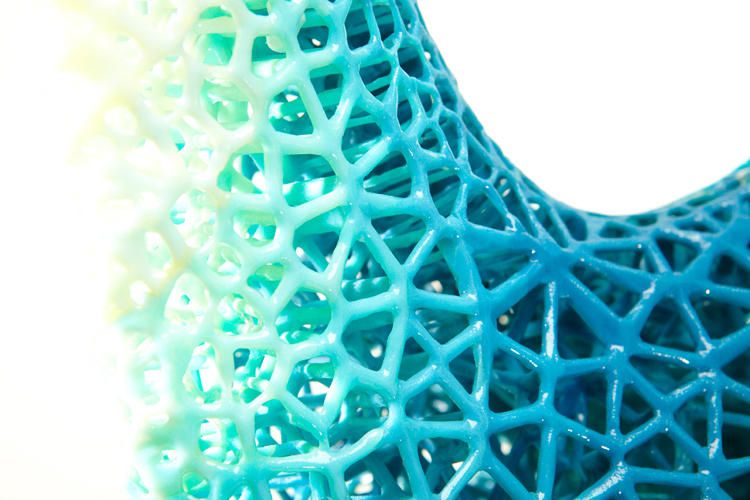 html
html
References Used:
- http://3dprintingfromscratch.com/common/types-of-3d-printers-or-3d-printing-technologies-overview/
- https://en.wikipedia.org/wiki/Laminated_object_manufacturing
- https://en.wikipedia.org/wiki/Stereolithography
3D printing technologies
Today, there are many technologies for creating real objects from 3D models. The most common and affordable technology is plastic printing (FDM technology).
In our article, we give a classification of printing technologies and describe each of them.
At present, 3D printing technologies are divided into 4 main categories:
1. Extrusion - extrusion of molten material;
2. Photopolymerization - UV or laser curing of a polymer. nine0003 3. Printing by sintering and melting materials
4. Lamination - gluing material layers with subsequent cutting;
In addition, there are other technologies that do not fall into the above categories, we will talk about them at the end of this article.
- 1. Material extrusion
1.1. Fused Deposition Modeling (FDM) 0020
The technology works on the principle of material deposition in layers. Plastic or metal filaments are unwound from a roll (cartridge) and fed into the print head (extruder). The extruder heats the filaments to a liquid state and extrudes the material through the nozzle, moving in the horizontal and vertical directions, layer by layer, forming an object.
Benefits of FDM 3D printing
- • Speed and ease of fabrication
- • availability;
- • safety, environmental friendliness and non-toxicity of most materials;
- • building accuracy;
- • ease of use and maintenance;
- • strength of parts;
- • easy disposal. 1.2. Spray modeling followed by layer milling (Drop On Demand Jet, DODJet)
The printhead sprays both consumables at the same time. Then a special milling head cools the sprayed layer and mechanically processes it. DODJet technology allows you to build high-precision models with an absolutely smooth surface. Since the spraying of the working layer occurs due to a mechanically moving head, the speed of manufacturing a prototype largely depends on the complexity of the printed model.
Media : Casting wax
- 2. Photopolymerization
2.1. Laser stereolithography ( Laser Stereolithography, SLA)
The technology involves the use of a special photopolymer - photosensitive resin as a model material. The basis in this process is an ultraviolet laser, which sequentially transfers the cross sections of the model onto the surface of a container with photosensitive resin.
 The photopolymer hardens only in the place where the laser beam has passed. Then a new layer of resin is applied to the hardened layer, and a new contour is drawn with a laser. The process is repeated until the model is built. Stereolithography is the most popular rapid prototyping technology for high-precision models. It covers almost all branches of material production from medicine to heavy engineering. SLA technology allows you to quickly and accurately build a product model of almost any size. The quality of surfaces depends on the construction step. Modern machines provide a construction step of 0.025 - 0.15 mm. nine0004
The photopolymer hardens only in the place where the laser beam has passed. Then a new layer of resin is applied to the hardened layer, and a new contour is drawn with a laser. The process is repeated until the model is built. Stereolithography is the most popular rapid prototyping technology for high-precision models. It covers almost all branches of material production from medicine to heavy engineering. SLA technology allows you to quickly and accurately build a product model of almost any size. The quality of surfaces depends on the construction step. Modern machines provide a construction step of 0.025 - 0.15 mm. nine0004 SLA-technology gives the best result in the manufacture of master models for the subsequent production of silicone molds and casting polymer resins in them, and is also used for growing jewelry master models.
Media : Photopolymer resin
2.2. Digital Light Processing (Digital Light Processing, DLP)
Media : Liquid Resin
2.3. Technology MJM (Multi-Jet-Modeling)
MJM - 3D printing technology is based on a layer-by-layer section of a CAD file into horizontal layers, which are sequentially sent to a 3D printer. Each layer is formed by a print head, which, through groups of nozzles, releases either molten (temperature about 80 C) photopolymer or molten wax onto a horizontal moving platform. The photopolymer or wax is melted in the material supply system before entering the print head. If 3D printing is performed from a photopolymer, then after each layer is printed, the platform on which the layer is grown slides behind the print head under an ultraviolet lamp. A flash of an ultraviolet lamp causes the reaction of the photopolymer, due to which the material hardens.
 After that, the platform slides back under the print head and the layer formation cycle is repeated. The print head forms a new layer. Features of MJM technology is the ability to reproduce 3D models with high accuracy. The 3D printing process uses a support material: wax (supplied in separate cartridges). If 3D printing is made from photopolymer, then the support material is removed by means of high temperature: the part with support is placed in an oven with a temperature of ~60 C. If 3D printing is made from wax, then the support is removed using a special solution. nine0004
After that, the platform slides back under the print head and the layer formation cycle is repeated. The print head forms a new layer. Features of MJM technology is the ability to reproduce 3D models with high accuracy. The 3D printing process uses a support material: wax (supplied in separate cartridges). If 3D printing is made from photopolymer, then the support material is removed by means of high temperature: the part with support is placed in an oven with a temperature of ~60 C. If 3D printing is made from wax, then the support is removed using a special solution. nine0004 It is also important that dyes can be added to the glue, and, therefore, it is possible to get not only a three-dimensional model, but also a multi-colored one.
Print material : Photopolymer resin, acrylic resin, casting wax
2.4. Polyjet technology (PolyJet, PJET)
PolyJet 3D printing is similar to inkjet printing of documents, but instead of inkjet on paper, PolyJet 3D printers emit jets of liquid photopolymer that forms layers on the build tray and is instantly fixed by ultraviolet radiation .
 Thin layers are laid down sequentially and form an accurate three-dimensional model or prototype. Models are ready for use immediately upon removal from the 3D printer, no additional fixation is required. In addition to the selected build material, the 3D printer also jets a gel-like support material designed to support protrusions and complex geometries. It is easy to remove by hand or with water. nine0004
Thin layers are laid down sequentially and form an accurate three-dimensional model or prototype. Models are ready for use immediately upon removal from the 3D printer, no additional fixation is required. In addition to the selected build material, the 3D printer also jets a gel-like support material designed to support protrusions and complex geometries. It is easy to remove by hand or with water. nine0004 PolyJet 3D printing technology has many advantages for rapid prototyping, producing stunningly fine details and smooth surfaces quickly and accurately. The technology uses a wide range of materials, including rigid opaque materials in hundreds of vibrant colors, transparent and colored translucent tones, flexible elastic materials, and specialized photopolymers for 3D printing in the dental, medical, and consumer goods industries. nine0004
Media : Photopolymer resin
- Selective Laser Sintering (SLS)
In this technology, models are created from powder materials due to the sintering effect using laser beam energy. Unlike the SLA process, in this case the laser beam is not a light source, but a heat source. Getting on a thin layer of powder, the laser beam sinters its particles and forms a solid mass, in accordance with the geometry of the part. Polyamide, polystyrene, sand and some metal powders are used as materials. A significant advantage of the SLS process is the absence of so-called supports when building a model. In the SLA and MJM processes, when building overhanging elements of a part, special supports are used to protect freshly built thin layers of the model from collapse. In the SLS process, there is no need for such supports, since the construction is carried out in a homogeneous mass of powder. After building, the model is extracted from the powder array and cleaned. nine0004
The leading manufacturers of SLS machines are Concept Laser (Germany), 3D Systems (USA) and EOS GmbH (Germany).

Print material : Thermoplastic, metal powder, ceramic powder, glass powder
3.2. Direct Metal Selective Laser Melting (Direct Metal Selective Laser Melting, SLM)
Thin layers of quality metal powder are evenly distributed using a special coating mechanism, the platform on which the powder is located can be lowered vertically. The entire process takes place inside a chamber that maintains tight control of atmospheric inert gases such as argon, nitrogen and oxygen below 500 ppm. Each layer is then formed by selectively exposing the powder surface to lasers using two high-frequency X- and Y-axis scanners. The process is repeated layer by layer until the part is complete. nine0004
Media : Virtually any metal alloy in granular/crushed/powder form
3.3. E electron beam melting (Electron Beam Melting, EBM)
The technology is the manufacture of parts by melting metal powder applied layer by layer with a powerful electron beam in vacuum. Unlike some methods of metal sintering, parts are obtained without voids, very durable. nine0004
The technology makes it possible to produce parts of any geometric shape with the parameters of the material used. The EBM machine reads data from a 3D model, usually located in a CAD file, and builds it up layer by layer. These layers are fused together using a computer controlled electron beam. In this way he builds whole parts. The process takes place in a vacuum, which makes it suitable for the manufacture of parts from materials that are highly susceptible to oxygen, such as titanium. nine0004
An important advantage is that the powder is a pure end material without any fillers. So you do not need to subject the printed part to additional heat treatment.
EBM operates at temperatures typically between 700 and 1000°C.
 Parts are ready almost immediately after cooling.
Parts are ready almost immediately after cooling. Titanium alloys, as noted above, are easily processed by this technology, making it a suitable choice for the medical implant market. nine0004
Print material : Titanium alloys
3.4. Selective Heat sintering (Selective Heat Sintering)
In order to be able to heat flow, special ultraviolet lamps are used in this technology. One of the main advantages is that for a given wavelength of infrared radiation, it is possible to select 2 types of material: one will transmit heat, and the other will reflect. Also, one of the main properties of IR radiation is the ability to choose a wavelength at which a particular material will absorb or reflect all radiation. nine0004
It is interesting to note that one 100 micron (0.1mm) thick layer is printed in just 1-2 seconds. This technology is a real breakthrough in high-speed printing.
 It is important to emphasize that the model is formed from powder, and all unused powder can be reused.
It is important to emphasize that the model is formed from powder, and all unused powder can be reused. This technology allows you to make models of the most complex geometric shapes, and also allows you to print several parts at the same time.
Media : Thermoplastic powder
3.5. Powder bed and inkjet head 3d printing, Plaster-based 3D printing, 3DP
), which is introduced into the powder. For these purposes, a print head similar to the head of an inkjet 3D printer is used.
The technology is very simple: there is a layer of powder, a print head passes over it and selectively (according to the cross-sectional shape) applies a special binding liquid. A fresh layer of powder spreads over the entire surface of the model, and the process is repeated.
 When the model is completed, unbound powder is automatically removed. nine0004
When the model is completed, unbound powder is automatically removed. nine0004 Printing Material : GIPS, gypsum composite, gypsum powder
- 4. Production of objects using lamination (Laminated Object Manaufacturn, Lom)
9000 9000 9000 9000 9000 , metal foil, polyethylene film
- 3D- printing from Mcor Technologies
Press Material : Standard Office Paper
- Contour manufacturing (Contour Crafting, CC)
- Fusion deposition prototyping (FDM). An accessible modeling method, which consists in the layer-by-layer application of a hot thread from a fusible working product (wax, metal, plastic). Most often used for rapid prototyping of various models, for example, mass production of jewelry, souvenirs and toys;
- Selective Laser Sintering (SLS).
 One of the famous prototyping methods. The product is formed from a powder product (ceramics, metal-plastic) by melting under the influence of a laser. The advantage of SLS is that you don't have to use a special structure to support floating elements; nine0023
One of the famous prototyping methods. The product is formed from a powder product (ceramics, metal-plastic) by melting under the influence of a laser. The advantage of SLS is that you don't have to use a special structure to support floating elements; nine0023 - Laser stereolithography (SLA). The most famous modeling method using a special liquid polymer that hardens under the influence of mercury radiation. The advantages include high print resolution, the least amount of waste and ease of finishing the product;
- Electron Beam Melting (EBM). An advanced adaptive manufacturing method using special electron beams. Widely used in the production of various titanium products. Unlike models produced by SLS, blanks are solid and highly durable; nine0023
- Production of models using lamination (LOM). Progressive method of forming various models using layer-by-layer gluing. The resulting objects can be upgraded by machining.
 The advantage of this technology is the availability of the main consumable material - paper;
The advantage of this technology is the availability of the main consumable material - paper; - Multi-Jet Modeling (MJM). A popular type of printing based on multi-jet simulation of a photopolymer product. It is used in various industries. The advantages include the possibility of multi-color printing and the interaction of materials of different properties and characteristics. nine0023
- Simplicity. Printing technology is accessible even to small children. Therefore, it can be used both in schools and offices, and in preschool institutions; nine0023
- Originality. FDM technology allows you to design objects with unusual geometry and cavities, which is not possible with other types of modeling;
- Variety.
 When working with FDM technology, a wide variety of plastics can be used, so you can get a fairly wide range of models with different physical and chemical properties. 3D objects can be durable, flexible, luminous, soluble in water, and with many other properties. nine0023
When working with FDM technology, a wide variety of plastics can be used, so you can get a fairly wide range of models with different physical and chemical properties. 3D objects can be durable, flexible, luminous, soluble in water, and with many other properties. nine0023 - High speed. Modern technologies provide short terms of product prototype development;
- Minimum material consumption. Progressive 3D printers allow you to produce objects with the lowest waste rates; nine0023
- Robust internal structure. Innovative devices help design large objects with minimal weight;
- Sustainability. The materials used in prototyping are completely safe and do not pose any harm to the user.

Learn more
Printing
Technologies and 3D-printing methods
The active introduction of 3D technologies contributed to the creation of progressive 3D printers with a rich set of options.
 's high-performance 3 D-printing technologies have produced original designs for marketing, food service, industry and landscaping. nine0004
's high-performance 3 D-printing technologies have produced original designs for marketing, food service, industry and landscaping. nine0004 3D printing is a procedure for designing three-dimensional compositions of a given geometric shape. The process of obtaining the original model is based on the phased construction of the object with clear applied layers, clearly demonstrating the edges of the product.
Innovative 3D printing methods are in high demand in the construction industry, architecture, education, medicine, bioengineering and many other fields. Unlike traditional methods of obtaining parts - milling, turning, they allow you to achieve high accuracy, the greatest savings in materials and time. nine0004
Features of 3D printing
Designed models are reproduced using special computer graphics programs , which are designed specifically for this purpose. Building one model can take from a couple of hours to two or more days, depending on the specifics of the project.
 The desktop device allows designers and design professionals to turn original prototypes into reality.
The desktop device allows designers and design professionals to turn original prototypes into reality. The advantage of modern technology is the efficiency and cost-effectiveness of modeling objects, for example, in the manufacture of products in production. 3D printers are indispensable for creating unique products in preschool educational institutions, building more complex samples in schools and specialized institutions. Modern technologies make it much easier to work with 3D models, so this technology becomes accessible to children. 3D modeling allows you to create objects of unique geometric shapes of varying degrees of complexity. nine0004
Basic 3D printing
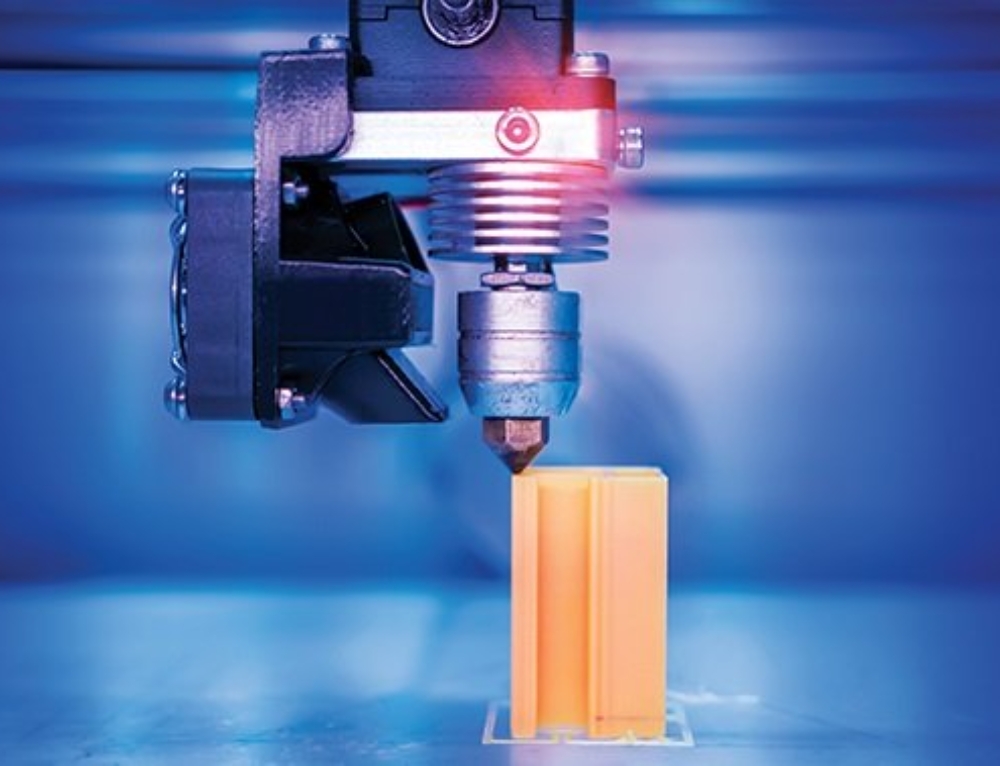
Other 3D modeling technologies are common in adaptive and industrial manufacturing. All of them have their own characteristics and nuances. However, the simplest and most popular 3 D-printing method for is Fused Deposition Modeling (FDM).
3 reasons to choose FDM technology
FDM technology uses time-tested thermoplastics that are used in traditional manufacturing of various products.
Advantages of modern 3D printing technology from ANRO-technology