Types of filament for 3d printer
3D Printer Filament Types and Uses
WHITEPAPER
Filament Types
B.Diallo
Signup or download the pdf version to get notified when we publish the latest guides.
Share on facebook
Share on twitter
Share on linkedin
INTRODUCTION
The purpose of this guide is to introduce the different 3D printer filament types that are available and their uses. This can range from producing visual prototypes in industries such as design to helping you pick the right filament when you need to make functional prototypes.The guide is designed to be easy and clear with minimum complexity so it can be quickly referenced when needed.
Currently we offer 8 standard filaments which are Engineering PLA, ABS filament , PETG filament , NYLON , a carbon fibre filament composite, PVA, HIPS , Flexible filament (TPU) and Polypropylene. However, due to the implementation of the market leading E3D hot-ends, the Bolt Pro can feasibly print with all current filaments in the market.
The guide will outline the unique characteristics of each filament, including specifications, the mechanical properties of each and how they are used depending on their use case.
The best 3D printer filament in the market is highly dependent on what the application is and each 3D printing material has its own advantages and disadvantages which we will explore in this guide. The main purposes is to have a simple guide to inform users what each filament is capable of and how best to maximise those attributes to achieve better 3D prints.
The guide is intended to be kept up to date to with any developments that occur and we recommend signing up to the white-paper newsletter so we can update you as developments occur.
3D PRINTING GLOSSARY OF KEY TERMS
MATERIAL COMBINATION MATRIX
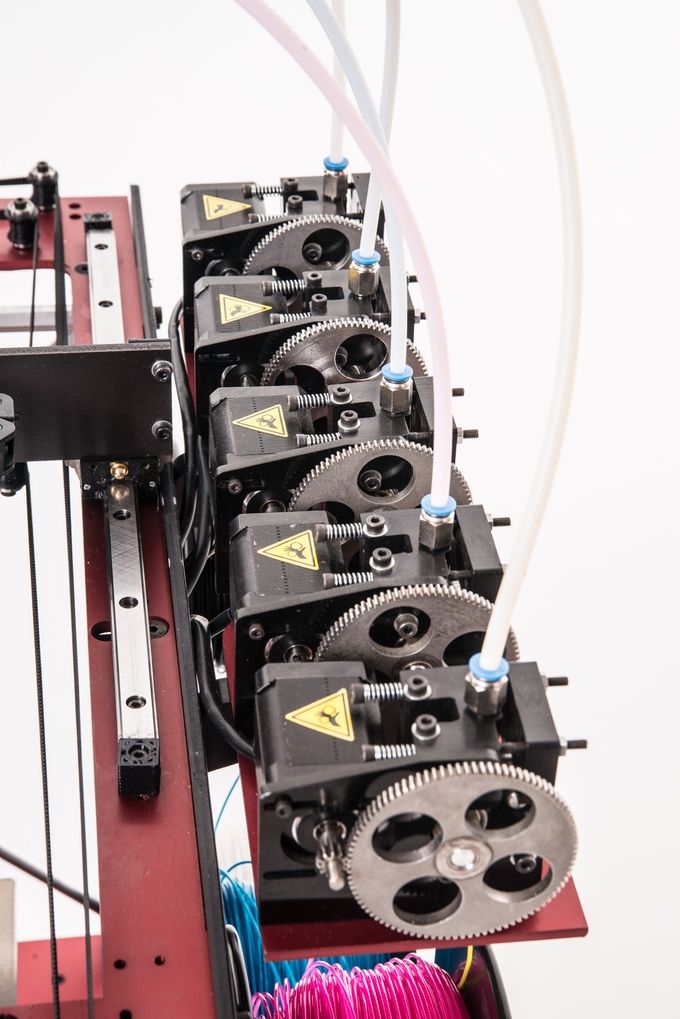
The great advantage of the Bolt Pro 3D printer is it comes with dual independent extruders (IDEX). This means that users have the option of combining two materials to use one as a support or to use different colours of the same material to create unique models.
This means that users have the option of combining two materials to use one as a support or to use different colours of the same material to create unique models.
However, each 3D printing material has unique material properties and these become increasingly important when attempting to combine two different types of filaments.
The matrix below highlights which combinations work well with each other and which 3D printer filament types do not work together and which materials that can be used as breakaway support.
DISTINGUISHING FEATURES EACH 3D PRINTER FILAMENT TYPESEPLA FILAMENT
Aesthetics : Engineering PLA filament can create great visual prototypes with the added option of post processing such as painting or being able to be sanded to create great models.
Ease of use: Engineering PLA is the easiest material to work with that does not have unique work-flow requirements.
ABS FILAMENT
Heat resistant : ABS has got high heat resistant properties which is useful for functional prototypes
Wear resistant: ABS models do not scratch easily and can last long if stored properly.
High Elasticity: Very flexible and can stretch.
PETG FILAMENT
UV Resistant : Many models degrade if left out in direct sunlight, PETG is the main exception in 3D printing.
Water Resistant : PETG models can be used to store liquids or be submerged without degrading.
PP FILAMENT
Chemical Resistant : PP is highly resistant to chemicals and cannot be combined to anything apart from itself.
Fatigue Resistant : PP models do not break easy from repeated flexural forces.
CARBON FIBRE FILAMENT
High Strength : Carbon is added to a base filament to increase strength and rigidity in the final model.
NYLON FILAMENT
Low Friction : Great for models that require movement without degrading.
FLEX FILAMENT
Elasticity: Elastic parts like phone cases and grips can be made with flex
HIPS FILAMENT
Soluble material : HIPS dissolves in citric based acids.
Impact Resistant : HIPS is highlight impact resistant and can withstand forces for various functional applications.
PVA
Soluble Support Material : PVA dissolves in water and is used for complex geometric models.
ENGINEERING PLA FILAMENT
ENGINEERING POLY-LACTIC ACID
Engineering PLA is a version of PLA filament formulated to have higher mechanical properties like strength than standard PLA. It is catered to the high demands of current 3D printing industries that need a filament that is both easy to use, sticks well to the print bed and still has the ability to print high-quality prints without much hassle. We highly recommend Engineering PLA for new 3D printing users due to its high predictability when in use.
We highly recommend Engineering PLA for new 3D printing users due to its high predictability when in use.
Material Properties
Strength
Engineering PLA strength is greater than the standard PLA and has great impact resistance for many use cases. Users can create great models and use EPLA to create tooling easily for their enterprise.
Ease
Engineering PLA has a low melting temperature and can benefit aesthetically from active cooling. This makes it a great filament to start with since it isn’t prone to warping like ABS.
Accuracy
EPLA is not prone to warping or cracking like other filaments, therefore tolerances are easier to achieve in comparison to other filaments.
Biodegradable
EPLA is derived from natural sources such as sugar-cane or corn. This makes it biodegradable and will degrade within 6-12 months if it is discarded.
Disadvantage
EPLA has some degradation issues where the colour fades as time passes, especially if it is exposed to direct sunlight.
Disadvantage
EPLA does not have much heat resistant properties and it begins to soften at 60ºC.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity1.27 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±210 ºC
Temperature management is key with any print object. If the temperature is too high then the printing process will include a lot of oozing and mess. If instead, prints are not adhering to the bed and you are getting blobs, then the temperature may be too low.
Bed Adhesion
Temperature
±40 ºC
Engineering PLA adheres to the print surface easily. It is one of the few filaments that does so . It doesn’t require a heated bed but it is recommended due to it helping to stabilise the temperature evenly. This is very key in the early stages of the printing process. EPLA doesn’t require a heated bed but it is recommended to
It doesn’t require a heated bed but it is recommended due to it helping to stabilise the temperature evenly. This is very key in the early stages of the printing process. EPLA doesn’t require a heated bed but it is recommended to
use one at temperatures between 40-60 ºC.
Bed
Adhesion
Options
Moisture & Storage
EPLA is not highly hygroscopic and does not require specialised storage set-ups and can be stored in is original filament box, ideally in a sealed bag with a moisture desiccant.
Drying before Printing
EPLA can be dried in an oven if it is not stored properly at a maximum temperature of 50 ºC for 6-12 hours.
Cooling
Cooling works well for EPLA prints because it is less likely to warp significantly in comparison to other filaments.
Your First Layers
EPLA has good inter layer bonding meaning that layer height adjustments mainly affect the aesthetics of the model.
Speeds
There are a number of printing speeds that can be adjusted for the printing process with EPLA which will reduce lead times but can reduce print quality. After gaining experience, this can help you determine how to achieve the desired results at a shorter time frame.
Skirt / Brim
Not required, but helps to reduce issues for larger
parts.
Support
Material
PVA or Breakaway
Priming Pillar
Used when printing with scaffold or dual colour models.
INDUSTRY EXAMPLE PRINT
Aircraft Bracket 3D Model
Engineering PLA parts are a great way to test out the aesthetics of a part. Once printed, parts can be easily painted to create parts with good tolerances to check fit and form for any project.
The part seen here is a topology optimised bracket for a aircraft which was printed using a breakaway support that was easily removed with a pair of pliers.
Engineering PLA has also great dimensional accuracy to test out various designs and how they can fit together to create a final product. It is easy to print and users can create many parts quickly using mirror mode on the Bolt Pro which can print two parts at once.
3D MODEL
FINAL PRINT
Previous
Next
ABS FILAMENT
ACRYLONITRILE BUTADIENE STYRENE
ABS filament is widely used already in standard manufacturing and this is due to it being highly durable and with the benefit of great strength. It is used to create visual prototypes, functional prototypes, tooling and also moulds that can be burnt away.
Although popular, ABS does have some caveats that need to be taken into consideration. It produces fumes when melted and needs to be enclosed during the printing process. Additionally, it is highly prone to warping due to high shrinkage during cooling and requires a heated print bed.
Material Properties
Strength
ABS offers great strength for parts and is often used to create tooling. It is more durable than EPLA and is often chosen because of this despite it having more stringent print settings.
Heat Resistant
Another desired property that ABS offers is it is highly heat resistant, which makes it ideal for a wide range of engineering needs.
Impact Resistant
ABS offers parts that are less brittle than EPLA parts. It is slightly more ductile, which creates parts that can withstand high impact situations.
Rigid
ABS printed parts are also highly rigid and do not bend easily. This property compounded with its strength properties means that parts can withstand stresses far more than EPLA.
Disadvantage
ABS can warp significantly during the printing process. This is especially pronounced at the edges of your model as some areas cool faster than others which can pull the model of the print bed. This can be mitigated with proper adhesion techniques.
Disadvantage
Due to shrinkage, ABS has lower dimensional accuracy in comparison to EPLA or HIPS for example.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity1.04 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±230 ºC
ABS requires higher temperatures to be extruded. It is more sensitive to temperature during the printing process. One thing to note is ABS produces fumes when heated and requires printing with the enclosure closed.
Bed Adhesion
Temperature
±90 ºC
ABS has significant shrinkage when it is cooled. Because of this , it can causes warping where certain areas cool faster, shrink and pull on the layer structure when it is still molten. A heated print bed allows for these areas to remain temperature stable and reduces shrinkage. The addition of the flex-plate gives you the feature of easily being able to remove parts without damage. Printing larger parts can also face significant warping, therefore the best approach is to print parts using the enclosure after you ensure that the first layer is optimised. This will involve accurate bed levelling and using skirts and brims to help check that the extrusion process is proceeding accordingly.
A heated print bed allows for these areas to remain temperature stable and reduces shrinkage. The addition of the flex-plate gives you the feature of easily being able to remove parts without damage. Printing larger parts can also face significant warping, therefore the best approach is to print parts using the enclosure after you ensure that the first layer is optimised. This will involve accurate bed levelling and using skirts and brims to help check that the extrusion process is proceeding accordingly.
Bed
Adhesion
Options
Moisture & Storage
ABS is hygroscopic and requires to be stored away from open air. A good indication of too much moisture in the filament is excess fumes and oozing occurring while printing. Storing it with Silica bags will aid in the removal of excess moisture.
Drying before Printing
Although the filament softening temperature for ABS is at 80 ºC, the spool holder can be a different material and using an oven for 6-16 hours at 50 ºC should sufficiently dry the ABS filament and keep the spool intact.
Cooling
Considering that ABS has significant shrinkage during cooling, you should not use any cooling settings when printing otherwise your print will warp excessively.
Your First Layers
Increasing layer height may produce more visible plateauing because the effect of increasing layer heights which in the same vain increases the extrusion volume. This therefore needs to be taken into consideration when printing smaller parts.
Speeds
There are a number of printing speeds that can be adjusted for the printing process. For ABS it is good to keep speeds consistent during the printing process which will improve print quality.
Skirt / Brim
Recommended for ABS parts, both large and small.
Recommended for large surface area parts.
Support
Material
When printing with a support material, ABS goes best with HIPS due to the similar extrusion temperature. When printing is complete, HIPS is soluble in d-limonene and the model can be submerged in it where the HIPS dissolves away.
Priming Pillar
Required when using two materials such as HIPS as a support for ABS or a dual colour print.
INDUSTRY EXAMPLE PRINT
EDUCATIONAL MOLECULE PRINT
The model here was printed with ABS and HIPs as a support material. Although it is great for functional prototypes, it is also effective for visual parts because it can be post processed to achieve better visual fidelity.
Parts can be dropped and withstand various stresses which is great for long lasting prototypes or in this case a part that can be used for education demonstrations where it would likely face some wear and tear.
3D MODEL
FINAL PRINT
Previous
Next
PETG FILAMENT
POLYETHYLENE TEREPHTHALATE + GLYCOL
PETG is a very durable and a great material for a wide range of engineering requirements. Outside 3D printing, it is the most widely used plastic that is often used to create plastic liquid bottles.
Outside 3D printing, it is the most widely used plastic that is often used to create plastic liquid bottles.
This is due to its great ability to last and withstand abrasion. It offers parts that are strong and when printed with less infill, the parts are slightly flexible just like standard water bottles.
Material Properties
Strength
PETG is very strong and this allows it to withstand high pressures in comparison to other filaments. This is especially pronounce in load bearing applications.
Chemical Resistant
Considering its use in the creation of various containers, PETG is not affected by a wide selection of chemicals and this property is useful in certain engineering projects.
Impact Resistant
PETG has very high impact resistant properties with the added benefit of being ductile. This means its less brittle than ABS/EPLA and won’t break easily if a force is applied.
UV Resistant
In contrast to ABS, PETG parts aren’t affected as much by UV radiation and can withstand it better.
Disadvantage
Although strong, PETG parts scratch easy in comparison to other materials like PP.
Disadvantage
PETG can string a lot during the printing process.
Material SpecificationsSpool Dimensions
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity1.27 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±230 ºC
PETG has a relatively high melting temperature. When it is molten, it has more elasticity properties than other non flexible filaments.
Bed Adhesion
Temperature
±70 ºC
PETG may have adhesion issues with standard beds, therefore it is recommended to use a heated bed. This will ensure proper adhesion and reduce warping during the printing process. To aid with adhesion, using a brim can help reduce possible warping especially with large surface area parts.
To aid with adhesion, using a brim can help reduce possible warping especially with large surface area parts.
Bed
Adhesion
Options
Moisture & Storage
PETG is highly resistant to liquids, this is not the same as being hygroscopic which PETG is and not storing it in a sealed air tight bag can affect print quality. A print with blobs and oozing is an indicator of this.
Drying before Printing
Similar to ABS, PETG has a high melting temperature but should be dried for 6-16 hours at 50 ºC if it is not stored properly to reduce moisture content.
Cooling
Cooling PETG is not required and is only beneficial for smaller parts with complex geometries.
Your First Layers
Layer height for PETG is a dependent on the requirement of the model. Smaller layer heights improve the overall aesthetics of the object.
Speeds
Optimising print speeds also can improve surface finish and how glossy the model becomes. PETG is prone to oozing and stringing therefore slower speeds can help. Furthermore, it is difficult to get good bridging with PETG because of this and needs to be taken into consideration when choosing what model to print.
PETG is prone to oozing and stringing therefore slower speeds can help. Furthermore, it is difficult to get good bridging with PETG because of this and needs to be taken into consideration when choosing what model to print.
Skirt / Brim
Not require, but if your model has issues adhering to the print bed, this may aid in reducing warping issues.
Support
Material
PVA or PETG breakaway.
Priming Pillar
Used when printing dual colour or with breakaway support.
INDUSTRY EXAMPLE PRINT
FUNCTIONAL PROTOTYPES
PETG is most associated with the production of bottles or containers because of its great chemical resistant properties. Apart form that however it has many other uses cases, especially in additive manufacturing.
One use case is to print outdoor brackets for various applications where a part is needed to withstand the effects of wear and tear where other thermoplastics would degrade rapidly if exposed to similar conditions.
Furthermore, it can also be used to create snap to fit components because PETG is ductile, especially when parts are thinner, while increasing infill makes it more stiff and rigid.
3D MODEL
FINAL PRINT
Previous
Next
NYLON FILAMENT
POLYMIDE
Nylon filament is a material that offers high durable and strong printed parts. Additionally, when printed at lower infill amounts, it can create slightly flexible parts.
Although similar to PETG, it offers far greater durability for engineering functional parts with the slight advantage of offering very low coefficient of friction parts.
Material Properties
Strength & Durability
Nylon is one of the strongest and most durable filaments on the market. It offers parts that can resist wear and tear and also offer great tensile strength.
Low Friction
Having a low coefficient of friction means that Nylon is a great material for producing parts like gears or parts that require motion.
Impact Resistant
Nylon parts have great impact resistance and can absorb impact forces with minimum deforming. They give users versatile options for prototyping applications.
Heat Resistant
Nylon allows for the creation of various engineering parts that can withstand high temperatures. Combining this attribute with the low friction feature can create strong functional prototypes.
Disadvantage
Achieving optimum bed adhesion can be challenging when printing with Nylon.
Disadvantage
Nylon is highly hygroscopic which will affect print quality if the filament is not dried properly.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity1.08 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±250 ºC
Nylon has a high extrusion temperature but be mindful of this since it can string and ooze more if the temperature is too high. If the temperature is too low, then it will have trouble adhering to the print bed.
If the temperature is too low, then it will have trouble adhering to the print bed.
Bed Adhesion
Temperature
±90 ºC
Due to its material properties, Nylon does not adhere well with most surfaces including BuildTak and needs higher heated bed temperatures. Nylon can warp significantly during the printing process and requires J8567 stickers to keep the first layer stuck to the build-plate.
This issue also transfers to the later stages of the printing process and can lead to cracking as some layers peel away from others. To reduce this issue, we recommend printing with the enclosure closed to reduce temperature changes and prevent cracking.
Bed
Adhesion
Options
Moisture & Storage
If Nylon filament is not stored correctly, printed models will have a rougher texture and you may face lots of oozing. You may hear popping or cracking sounds that indicate that it has absorbed too much moisture.
Drying before Printing
If the quality of your models are low, then drying Nylon filament in an oven for a period of 6-16 hours at 50 ºC and this should remove most of the exess moisture that has been absorbed.
Cooling
Nylon does not require cooling which can cause cracking due to shrinkage .
Your First Layers
Nylon does not have any layer height requirements apart from aesthetics. However, Nylon parts can crack, therefore increasing the shell layers can help reduce this.
Speeds
Nylon can warp and crack during the printing process and this can be reduced if inter layer bonding is increased. This is done with slower printing speeds that gives the filament time to bond correctly. Printing at higher speeds can create print failures more often.
Skirt / Brim
Not required, but helps to reduce issues, for larger parts.
Support
Material
It is recommended to use breakaway support with Nylon.
SPORT NYLON PRINT
As mention, Nylon parts have very low friction properties making it a great choice for a surfboard fin prototype. A part printed with Nylon also has the added benefit of being able to withstand high stresses which makes it ideal for tooling and functional parts that can be tested to gauge how well a design can perform in controlled situations.
3D MODEL
FINAL PRINT
Previous
Next
FLEX FILAMENT
Thermoplastic polyurethane (TPU)
Flexible filament (TPU) is created by combining a standard polymer with rubber. This creates a filament that is very similar to what is used in standard manufacturing for parts in automobiles and many household items.
The printed objects that can be created are not only flexible, but have higher elasticity than most of the other slightly flexible filaments available.
Material Properties
Elasticity
TPU parts are both highly elastic and flexible which offers a unique combination of 3D printing applications for both visual and functional prototypes.
Chemical Resistant
Parts produced with TPU are resistant to most standard chemical solutions which opens it up for a range of uses to create long lasting parts.
Impact Resistant
Flex parts are highly impact resistant due to its elastic rubber like properties.
Heat Resistant
Due to its abrasion resistant properties, coupled with the elasticity, flex parts will last and endure various stress depending on the build direction.
Disadvantage
TPU is challenging to print with because it strings significantly and can ooze. This is due to its elasticity properties making it harder to work with.
Disadvantage
TPU prints cannot be post processed after printing which can be a minus for visual prototypes.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1. 75 mm( ± 2%)
75 mm( ± 2%)
1.20 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±230 ºC
Printing with Flex may involve some testing with the optimum temperature. Due to its properties, it may string if the temperature is to high and create messy prints.
Bed Adhesion
Temperature
±70 ºC
Flex filament may face some adhesion issues when printing and requires a relatively hot heated bed to ensure the filament stays on the print surface.
Bed
Adhesion
Options
Moisture & Storage
TPU absorbs moisture very easily and requires drying before printing. Additionally using a poly-box during the printing process will also aid in keeping the material dry during the printing process which is crucial for parts that require longer lead times.
Drying before Printing
To dry TPU, it should be heated in a oven for 12 hours to reduce moisture content at 50 ºC.
Cooling
It is recommended to use cooling for TPU since it is very viscous when molten and needs to be cooled to set it during the printing process.
Your First Layers
TPU is a challenging material to print with. It has higher risk of being plagued with blobs and oozing which can create rough parts. Additionally, it has poor bridging characteristics and prints better with objects that require consistent extrusion where there are less stops and starts of the extrusion process.
Speeds
TPU prints better with slow speeds. This again is due to its ability to stretch without breakage when molten which causes oozing and stringing. Faster speeds can lead to this and slower speeds allows the material to adhere better and settle per layer .
Skirt / Brim
Not require, but helps reduce issues, for larger parts.
Support
Material
PVA but take into consideration that objects with too many overhangs will be difficult when printing with Flex.
Priming
Pillar
Required when printing with support.
INDUSTRY EXAMPLE PRINTPRODUCT ACCESSORIES FLEX PROTOTYPE
TPU is often used to create parts that need to be elastic. One great use case is printing phone covers but it can also be used on other industries for example in the creation of car panel designs, shoe designs and for medical devices.
3D MODEL
FINAL PRINT
Previous
Next
PP FILAMENT
Polypropylene
PP is a recent addition in the 3D printing world and offers some unique properties that make it an important material for engineering purposes. It is a semi crystalline polymer which means on a molecular level, once the material cools, it retains its molecular structure which has attributes of added strength and durability.If printed with lower infill settings, it can create flexible parts that have almost no bending failure properties, while increasing infill can create more rigid parts , but both types retain their material properties.
Material Properties
Heat Resistant
PP has great heat resistant properties meaning it is ideal for engineering applications. This mainly due to its melting temperature which is at 164 ºC.
Chemical Resistant
PP is not affected by most solvents and is often used to create containers for various chemicals.
Impact Resistant
Because off the semi-crystalline structure, PP is highly resistant to impacts. The flexibility features also make it useful since it is often used to create hinges in standard manufacturing.
Heat Resistant
PP is highly resistant to wear and can create parts that do not erode easily with heavy use. Furthermore, parts created are strong while being lightweight.
Disadvantage
PP does not bond well with any other material and this means it is not possible to print with standard adhesion methods apart from PP based adhesive products
Disadvantage
PP models cannot be post processed due to its adhesion issues.
Spool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity0.89 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±220 ºC
PP quickly settles back to its original molecular structure once it cools and therefore printing with it requires high temperatures. This ensures it flows smoothly during the printing process.
Bed Adhesion
Temperature
±80 ºC
Polypropylene is semi-crystalline which means it doesn’t adhere to any other material well. This brings about a problem because it won’t adhere to any print surface, other than its own. Therefore printing with PP requires the use of Tesa PP 57167 tape but not directly on the BuildTak Surface.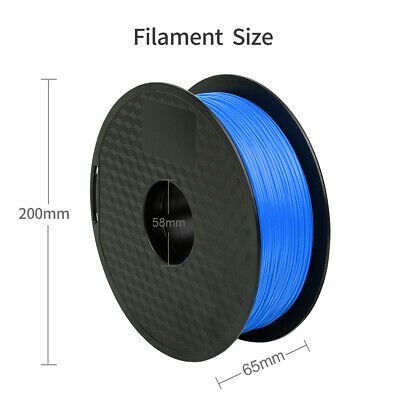 Instead if you remove the Flex Plate and flip it around and use the tape on the sheet metal side to print on.
Instead if you remove the Flex Plate and flip it around and use the tape on the sheet metal side to print on.
Bed
Adhesion
Options
Moisture & Storage
PP is highly resistant to a lot of things . Although it is not hygroscopic its still recommended to store PP away from moisture. Keep your filament dry and away from direct sunlight.
Cooling
Cooling is not required for PP parts unless they are small and have complex geometries.
Your First Layers
PP can warp significantly during the printing process. Using larger layer heights increase the likely-hood of this since at the edges, the stresses that are created as the material cools can cause more warping with larger heights. Smaller layers create less stress and improve interlayer bonding.
Speeds
Printing with Polypropylene at higher speeds creates rough edges and parts that have poor adhesion between layers .Although this is true for all filaments, the effects are more pronounced with PP due to its material properties.
Skirt / Brim
Not required, but helps to reduce issues, for larger parts.
Support
Material
INDUSTRY EXAMPLE PRINTAUTOMOTIVE INDUSTRY PRINT
Carbon filament parts in 3D printing are often used as functional prototypes or as housings for models that need to withstand high impact forces. It is also often used to create levers because of its increased rigidity which is due to small carbon bits added to the base material in the spool.
3D MODEL
Research at Brigham Young University (CMR@BYU),
FINAL PRINT
Previous
Next
PVA FILAMENT
Scaffold
PVA is used as a soluble support material during printing complex parts. It works as a bridge material between open areas of the print which would otherwise deform.
Although it is possible in slicer software to use the same material as support, this often requires extra post processing to remove the break-away support and with some objects, this can create rough 3D prints.
PVA gives more flexibility and options for complex parts and can aid in producing complex parts in one pass unlike other manufacturing processes.
Material Properties
Water Soluble
PVA is soluble in water which means post processing is relatively easy. Depending on the amount used, all that is needed is to submerge the model in water for a few hours and the PVA melts away.
Great for Overhangs
Parts that require large overhangs for example arches, will need the use of PVA to support the print.
Disadvantage
PVA needs to be stored in a airtight container because it is highly hygroscopic which will make the printing process difficult.
Disadvantage
PVA can cause clogging of the nozzles during the printing process. This is especially pronounced when the printing process requires the heated extruder to remain stationary for long periods of time.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1. 75 mm( ± 2%)
75 mm( ± 2%)
1.19 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±215 ºC
PVA extrudes at a temperature slightly higher than EPLA which makes it the ideal material to use as for support. This is due to both materials being able to adhere to each other without issues. Larger temperature differences may cause issues when printing with support materials.
Bed Adhesion
Temperature
±40 ºC
As mentioned before, PVA and EPLA go well together and PVA adheres well with the print bed at around 40 ºC.
Bed
Adhesion
Options
Moisture & Storage
PVA is highly hygroscopic and this makes it prone to oozing during the printing process. This can affect your model significantly by blocking paths that the extruder has to work on and resulting in deformed parts.
Drying before
Printing
PVA has a relatively low melting point and needs to be dried if necessary at 45 ºC for 4-6 hours to dry.
Cooling
It is recommended to use cooling for PVA which helps to solidify it quicker so as to aid as a support structure during printing.
Prime Pillar
The purpose of a Prime pillar is twofold. It is a rectangular 3D part that is printed at the front of a model. It is only used when printing with two materials using the two extruder and is printed each time the extruder change. Its purpose is to prime the extruder to ensure they are properly heated and extruding properly. Additionally, it cleans the nozzles to remove excess dried filament, especially for material that oozes easily.
Skirt / Brim
Recommended
Support
Material
1. E-PLA works well, especially for large parts
2. TPU
3. PET/Co-polyesters
PVA SUPPORT PRINTEPLA MOLECULE MODEL WITH PVA SUPPORT
There are various separate settings that can be adjusted in your slicer software for support structures. You add your own or the software can automatically plot them for you. As you gain experience, you will start to understand different aspects so you can use less support depending on your model.
You add your own or the software can automatically plot them for you. As you gain experience, you will start to understand different aspects so you can use less support depending on your model.
SUPPORT MODEL
FINAL PRINT
HIPS FILAMENT
High Impact Polystyrene
HIPS is a filament that can both be used as a support material and also to create 3D prototypes. In terms of mechanical properties, it is very similar to ABS where it is often used as a support material due to the similar temperature properties allow both materials to stick to each other.
With HIPS you can create parts with great dimensional accuracy and like ABS , it can be machined further or painted in the post processing stage.
Material Properties
Dissolves in D-Limonene
HIPS dissolves in citrus based acids like D-Limonene where it can be used as a support material for complex parts that are made from namely ABS.
Great for ABS Overhangs
HIPS is a great support materials for complex ABS geometric 3D prints in the same way how PVA works well with PLA. This is due to it being able to adhere well to ABS during printing allowing for smooth parts once removed.
Impact Resistant and Easy to Print
HIPS is highly impact resistant and can be used to create proof of concept functional parts. HIPS creates great looking 3D prints and it is also inexpensive, which means it is ideal for rapid prototyping models.
Durable, Strong & Lightweight
HIPS is highly strong and also lightweight meaning it can be used to create a variety of functional prototypes.
Disadvantage
HIPS can face warping issues that can make it challenging to print.
Disadvantage
HIPS is hygroscopic and needs to be stored in a airtight bag.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1. 75 mm( ± 2%)
75 mm( ± 2%)
1.03 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±230 ºC
HIPS has a high melting temperature and this makes it a great support material for ABS parts which would normally melt PVA support.
Bed Adhesion
Temperature
±90 ºC
HIPS can warp and in order to help it adhere to the print bed, a high temperature setting will allow it to remain fixed during the printing process.
Bed
Adhesion
Options
Moisture & Storage
With any filament, it is highly recommended to store HIPS in a sealed bag since it will allow for the material to last and create better prints.
Drying before Printing
HIPS has a low sensitivity to moisture but if not stored properly then it should be dried in a oven for a period of 6-12 hours at 50 ºC.
Cooling
HIPS does not require cooling, however when printing smaller parts it can be beneficial.
Your First Layers
HIPS is relatively easy to print with and works similar to EPLA in terms of easy of use apart from the higher temperature requirements.
Speeds
TPU prints better with slow speeds. This again is due to its ability to stretch without breakage when molten which causes oozing and stringing. Faster speeds can lead to this and slower speeds allows the material to adhere better and settle per layer .
Skirt / Brim
Recommended for large parts and parts with a narrow base.
Support
Material
HIPS can be used as a support material for ABS prints.
Priming
Pillar
When using HIPS as a support material, the best process is to use a prime pillar which helps with ensuring extrusion settings and temperature settings are correct during each new layer pass. This is due to the switching of the extruder hot-ends for each new layer.
ENGINEERING ABS PRINT WITH HIPS
HIPS as a support material has various settings similar to PVA apart from the extrusion temperature. One key though that is different is that HIPS is also great as a prototyping material which can create great models. It has a smooth finish and great mechanical properties which means you can achieve functional prototypes with it as well.
3D MODEL
FINAL PRINT
Previous
Next
CARBON FILAMENT
PETG+Carbon
One key distinction that needs to made is that Carbon filament is not the same as standard carbon fibre. Carbon filament is created by combining shorter carbon fibre with another common material like PetG which is then used to create the carbon filament spool. Despite this, the printed object still benefits from the strength properties while still remaining lightweight. It has improved tensile strength and can create really rigid parts.
It has improved tensile strength and can create really rigid parts.
One key note before printing is carbon filament requires the Bolt Pro NozzleX hot-ends which are abrasion resistant. Using standard nozzles will damage them and lead to clogging.
Material Properties
Strength
Carbon printed parts offer really high strength parts that are stiff and very rigid. These parts can be used with great effect for functional prototypes.
Lightweight
The added benefit of using carbon filament is in conjunction with the strength properties, parts are also extremely lightweight which opens up a wide range of use cases for engineering.
Impact Resistant
Parts produced with carbon filament have impact resistance which is comparable or even exceeds other printing materials in the market.
Durable and Heat Resistant
Unlike ABS and PLA, carbon printed parts have the additional benefit of being very abrasion resistant which offers longer lasting parts that look good and function well with great heat resistant.
Disadvantage
Carbon filament is abrasives and can clog and ruin non specialised nozzles.
Disadvantage
Carbon prints are an abrasive finish and cannot be post processed.
Material SpecificationsSpool Information
Outer Diameter200 mm
Centre Hole DiameterWidthThumbscrew TensionFilament Information
Filament Diameter1.75 mm( ± 2%)
Filament WeightFilament LengthSpecific Gravity1.19 g/cm³
PRINTING CHECKLISTExtrusion
Temperature
±230 ºC
Since the carbon filament is mixed with PETG, the print settings mostly reflect the same setup. One thing to be mindful is carbon can clog a lot and requires specialised metallic nozzles.
Bed Adhesion
Temperature
±70 ºC
Carbon has an average chance of warping during the printing process and requires the printing environment to be enclosed to maintain a constant temperature. The bed temperature settings are similar to PETG again as that is the base material in the filament spool and needs to be high enough to adhere properly to the build surface.
The bed temperature settings are similar to PETG again as that is the base material in the filament spool and needs to be high enough to adhere properly to the build surface.
Bed
Adhesion
Options
Moisture & Storage
Storage of carbon requires it to be sealed and stored away from sunlight to uphold its quality.
Cooling
Carbon does not require cooling when printing.
Your First Layers
As with PETG, layer heights are highly dependent on the type of model that is being printed. This is mainly due to the combination of both materials that can create varying results during the printing process. Another matter to note is the size of the hot-end needs to be at least 0.4mm which is due to the carbon fibres that can build up with smaller nozzle sizes and create clogs during the printing process.
Speeds
Carbon prints work well with lower speeds and may not have the same fast speed settings that are available with filaments like ABS and PLA. This is mainly due to the fibres that can clog the extruder, especially if they build up.
This is mainly due to the fibres that can clog the extruder, especially if they build up.
Skirt / Brim
A skirt or brim is recommended when printing carbon
Support
Material
Breakaway support is recommended for carbon filament.
INDUSTRY EXAMPLE PRINTTOOLING PRINT EXAMPLE
PP is very strong and durable plastic that has great fatigue resistant properties. For this model, we chose to print a compliant pliers designed by BYU CMU which operates without the use of multiple parts to create a functional tool or part. This is a great use case for PP because it has great wear and tear resistance and can be both ductile and more stiff when printed with higher infill to create a wide range of different parts.
3D MODEL
FINAL PRINT
Previous
Next
Share on facebook
Facebook
Share on twitter
Twitter
Comparison & List of 3D Materials
Image from FlickrBelow you will find information on 16 different types of 3D printing materials. Chances are that even if you are a 3D printing expert you will learn something new in this guide. You can try magnetic, glow-in-the-dark, or even conductive filaments.
Chances are that even if you are a 3D printing expert you will learn something new in this guide. You can try magnetic, glow-in-the-dark, or even conductive filaments.
Before we get into 3D materials, it helps to look at the 2D printing process we’ve all come to know. All printers need some kind of substance to print with. For 2D printing, we’re most familiar with inkjet printers that use liquid inks. These machines extrude ink through microscopic nozzles onto papers. 2D laser printers also print to papers. Instead of ink, they use a toner cartridge filled with a special type of fine powder and a heated fuser. 2D printing produces two-dimensional, flat, results that have width and height but no depth (thickness). Pigment-based and solid inks are other materials used for printing in 2D. Today, we can also print in 3D with special machines and printing materials.
2D Printing Compared to 3D Printing
There’s a distinct difference between the two technologies. 3D printers build real-world objects, whereas 2D printers publish text and graphics on papers. Before either machine can print, they need computer-generated, digital files. These files tell the machines what to produce and how to print it based on user preferences. Both types of printers use inks, or materials, to carry out the job. That’s pretty much where the familiarities end. 2D printers can’t build layers to produce real-world objects.
Before either machine can print, they need computer-generated, digital files. These files tell the machines what to produce and how to print it based on user preferences. Both types of printers use inks, or materials, to carry out the job. That’s pretty much where the familiarities end. 2D printers can’t build layers to produce real-world objects.
One of the most important parts of 3D printing is to use the right kind of material for the job in hand. In this guide we look at the range of 3D materials, also called filaments, a 3D printer uses, starting with the most popular. We’ll also cover their uses along with pros and cons for each type. This will help you to make better informed decisions when buying your 3D printer filaments. Before you print anything in 3D, there are a few basic questions you should ask yourself, the main ones include:
- Strength: How strong does your printed part have to be?
- Flexibility: How flexible does your part need to be?
- Accuracy: How important is precision to your 3D part?
- Special conditions: Any other conditions that apply to your 3D model
These are the 3D printing materials that are covered in this guide:
- ABS Filament
- PLA Filament
- PET Filament
- PETT Filament
- Nylon Filament
- PVA Filament
- Sandstone Filament
- Wood Filament
- Metal Filament
- HIPS Filament
- Magnetic Iron Filament
- Conductive Filament
- Carbon Fiber Filament
- TPE Filament
- Glow in the Dark Filament
- Amphora Filament
3D Filament Defined
3D filaments are special types of plastics called thermoplastics. Once heated to the right temperature, thermoplastics become flexible. It’s this pliability that allows the printer to sculpt the filament to create your shapes before it cools down. In 2017, the two common types of 3D filaments are:
Once heated to the right temperature, thermoplastics become flexible. It’s this pliability that allows the printer to sculpt the filament to create your shapes before it cools down. In 2017, the two common types of 3D filaments are:
- ABS (Acrylonitrile Butadiene Styrene)
- PLA (Polylactic Acid)
Don’t Miss: Best 3D Printing Filament Brands.
These are not the only 3D filaments available. We’ll look at other types later in the guide. For now we’ll focus on ABS and PLA, and see what makes them such popular choices. For each material we’ll start with a short introduction followed by the average price, print temperature, and applications. At the end of each 3D material we’ll list its pros and cons. Also worth noting is that not all 3D printers can utilize both ABS and PLA. Some can, but not all, so you need to know your 3D printer capabilities as well as the abilities of the 3D filaments.
1. ABS 3D Filament
PRICE STARTING FROM: $20 for 1. 75 mm, 1kg spool
75 mm, 1kg spool
ABS is popular for good reasons. It’s tough, and has impact-resistant properties. It’s this strength and moderate flexibility that makes it such a great choice for printing in 3D. It’s also easy to extrude from the printer’s nozzles, which makes it an easy material to work with.
Don’t Miss: Best ABS Filaments.
ABS print temperature range: 210°C – 250°C (high)
Applications
ABS is a great choice for printing plastic automotive parts, moving parts, musical instruments, kitchen appliances, electronic housings, and various toys, like LEGO. It has other applications too, aside from 3D printing. For example, traditional manufacturers use ABS to make plastic wrap, water bottles, and cups, to name a few uses. Despite its popularity for 3D printing, ABS is not the best filament for most home users. This is because it has a high melting point that needs to print on a heated surface, or bed. A heated printer bed is not something a lot of budget-range 3D printers come equipped with. Printing with ABS also produces unpleasant fumes that can irritate some people. Needless to say, good ventilation is essential. These things combined make ABS a material favored more by professionals than amateur users.
Printing with ABS also produces unpleasant fumes that can irritate some people. Needless to say, good ventilation is essential. These things combined make ABS a material favored more by professionals than amateur users.
Check Price of ABS Filament on Amazon
The Pros
- A durable, strong 3D filament
- Quite flexible and lightweight
- Cheapest thermoplastic available at the time of writing
- Most favored material among professional 3D printers and keen armatures
The Cons
- ABS is petroleum-based, making it a non-biodegradable material
- Needs a high temperature to reach its melting point
- Creates unpleasant fumes, most notable in poorly ventilated spaces
2. PLA 3D Filament
PRICE STARTING FROM: $20 for 1.75 mm, 1kg spool
PLA (Poly Lactic Acid) is popular for amateurs and professionals alike. It’s a special type of thermoplastic made from organic materials, namely cornstarch and sugarcane. The main benefits of PLA are that it’s safer and easier to use, and with no toxic fumes to worry about. Some users even find the sweet smell of the sugar-based filament pleasant. Compared to ABS, PLA produces 3D parts which are more aesthetically pleasing. This finish is thanks to its unique sheen and smooth appearance.
The main benefits of PLA are that it’s safer and easier to use, and with no toxic fumes to worry about. Some users even find the sweet smell of the sugar-based filament pleasant. Compared to ABS, PLA produces 3D parts which are more aesthetically pleasing. This finish is thanks to its unique sheen and smooth appearance.
You might think it sounds like the perfect solution, but there are some drawbacks. For one, the melting point of PLA is much lower than ABS, and that makes it weaker. This matters if you’re printing moving parts or exposing the parts to high temperatures. Both of these things can result in the 3D objects, cracking, warping or even melting. If none of the above applies to you and your 3D projects, then PLA should be your filament of choice. It will award you with superior print details and is also less prone to printing errors during the build process.
Don’t Miss: Best PLA Filaments.
PLA print temperature range: 180°C – 230°C (low)
Applications
PLA has wide-ranging uses. At the professional level, PLA filament uses include medical suturing (stitching). We can also see PLA used for various surgical implants, including surgically implanted pins, rods, screws, and mesh. The applications work thanks to the material’s degradable properties. All the aforementioned 3D printed parts break down in the human body. They can take anywhere between six months to two years, depending on the part and its purpose. At the amateur level, PLA filament is great for producing a whole range of consumer items. Other benefits of PLA are that it prints faster than ABS, and there’s no need for a heated printer bed. The end products are a decent strength, durable, and offer some degree of impact resistance. Aside from 3D printing, other products that use PLA include food packaging, disposable tableware, and diapers, as a few examples.
At the professional level, PLA filament uses include medical suturing (stitching). We can also see PLA used for various surgical implants, including surgically implanted pins, rods, screws, and mesh. The applications work thanks to the material’s degradable properties. All the aforementioned 3D printed parts break down in the human body. They can take anywhere between six months to two years, depending on the part and its purpose. At the amateur level, PLA filament is great for producing a whole range of consumer items. Other benefits of PLA are that it prints faster than ABS, and there’s no need for a heated printer bed. The end products are a decent strength, durable, and offer some degree of impact resistance. Aside from 3D printing, other products that use PLA include food packaging, disposable tableware, and diapers, as a few examples.
Check Price of PLA Filament on Amazon
The Pros
- No harmful fumes, produces a sweet aroma when heated
- Easier to work with compared to ABS (great material for beginners)
- Compared to ABS, PLA is less prone to warping
- Available in special effects like glow-in-the-dark colors and translucency
The Cons
- Susceptible to clogging the printer nozzle
- Can attract moisture that makes it potentially brittle and more difficult to print
- Less sturdy overall than ABS
3.
 PET FilamentImage from Bpet Filaments
PET FilamentImage from Bpet FilamentsPRICE STARTING FROM: $24.99 for 1.75 mm, 1kg spool
Today, PolyEthylene Terephthalate (PET) is a popular 3D material. Another common use for PET is in everyday plastic bottles. This plastic is both stable and harmless, emits no unpleasant or harmful odors, and is 100% recyclable. In its raw state, the filament has no color and is crystal clear. Once exposed to cold or heat the material quickly changes to a non-transparent state. A more advanced version if PET is a filament called PETG, also marketed as Amphora AM1800.
Don’t Miss: Best PETG Filament.
PETG print temperature range: 210°C – 230°C
Applications
PETT is on a list of FDA approved polymers. This makes it completely ‘food safe’, meaning it’s safe for products like cups, and plates, etc. Needless to say, common applications for PETT filament include food containers and various kitchen utensils.
Check Price of PETG Filament on Amazon
The Pros
- Strong, flexible, and with biocompatibility
- Does not warp
- Does not shrink
- Does not absorb moisture from the air
- Does not degrade in water
- FDA approved, food safe
- Prices for PETT are falling
The Cons
- Not an easy material for beginners to work with
- Nozzle and printer bed temperatures needs fine-tuning for best results
4.
 PETT FilamentImage from 3D Prima
PETT FilamentImage from 3D PrimaPRICE STARTING FROM: $25.99 for 1.75 mm, 453.5g spool
PETT, whose long name is PolyEthylene Trimethylene Terephthalate, is what’s known as a T-Glase filament. Like PET (one ‘T’), it’s also a popular 3D printer material that’s food-friendly. The filament is non-biodegradable, though it is a recyclable material.
Don’t Miss: Best PETG Filaments.
PETT Print Temperature Range: 210°C – 230°C
Applications:
PETT is another of those FDA-approved polymers. This makes it safe for use with food. The majority of PETT applications are various food containers and other kitchen utensils.
Check Price of PETT Filament on Amazon
The Pros
- Strong and flexible
- Biocompatibility
- Does not warp or shrink during the printing process
- Does not absorb moisture or water from surrounding air
- Does not degrade in water
- FDA approved, food safe
- Impressive in bridging
- Prices for PETT falling
The cons
- Difficult material for beginners to work with
- Printer nozzle bed temperature requires fine tuning for best results
5.
 Nylon FilamentImage from Taulman3D
Nylon FilamentImage from Taulman3DPRICE STARTING FROM: $39.99 for 1.75 mm, 1kg spool
Nylon filament, also called polyamide, is another popular choice. This is a synthetic polymer that’s stronger and more durable than ABS and PLA—and cost-effective. It’s also flexible, light, wear-resistant, and less brittle than both ABS and PLA. There are different kinds of nylon filament available, and what you choose will depend on which one suits your budget and needs. The difference between them is in the filament’s layer bonding abilities, tensile strength, and water absorption. You can also choose nylon filament that has a translucent or opaque finish and reduced shrinkage.
Don’t Miss: Best Nylon Filaments.
Nylon print temperature range: 210°C – 250°C (high)
Applications
Nylon filament is great to use in a whole variety of applications thanks to its strength, flexible properties, and durability. It’s particularly suited for various consumer products, tools, mechanical components, machine parts, structural parts, containers, and a much more.
Check Price of Nylon Filament on Amazon
The Pros
- Strong, durable and flexible
- Less brittle than ABS and PLA
- 100% thermoplastic material
- Filament can be re-melted and used again without any loss of bonding
The Cons
- Needs a high melting temperature
- Breaks down and emits toxic fumes when heated
- Absorbs moisture easily—proper storage is essential
6. PVA Filament
Image from Form FuturaPRICE STARTING FROM: $35.99 for 1.75 mm, 0.5 kg spool
PVA (long name Polyvinyl alcohol) is a good 3D filament that’s typical use is as a support material when printing with ABS or PLA. Support materials are necessary when printing 3D parts with notable overhangs. Without the support, these parts would be impossible to print or perfect. As a support material, PVA works best with printers that have duel extruders. This is a biodegradable, non-toxic material that easily dissolves in tap water. All popular desktop FDM printers can use PVA with a heated build platform as this prevents warping during the build process. For best results as a support material, the print bed temperature should not exceed 200 °C.
All popular desktop FDM printers can use PVA with a heated build platform as this prevents warping during the build process. For best results as a support material, the print bed temperature should not exceed 200 °C.
PVA print temperature range: 190°C – 220°C (low)
Applications
In 3D printing, PVA works as a support material (see above). Aside from 3D printing, PVA has many other applications. We can find it used as a thickener in paper adhesives, in personal hygiene products, as a mold-release agent, kid’s putty, and freshwater fishing products, to name a few.
Check Price of PVA Filament on Amazon
The Pros
- A biodegradable, non-toxic material
- Water soluble
- Good durability
- Makes otherwise difficult printing easy
The Cons
- Attracts water easily
- Can be difficult to source compared to other materials
- High cost compared to other 3D filaments
7.
 Sandstone Filament (PLA + Brick)Image from Quora
Sandstone Filament (PLA + Brick)Image from QuoraPRICE STARTING FROM: $32 for 1.75 mm, 0.25 kg spool
Sandstone filaments offer a unique finish to your 3D printed parts. This is a PLA material that includes a fine chalk powder to produce a stone-like color and texture. It’s also possible to alter the surface characteristics simply by adjusting the printer’s extrusion temperature during the print process. With a little practice, you’ll be able to produce parts that are smooth, rough, or anywhere between the two. 3D sandstone material is a brick filament offered by various suppliers under different product names. The most well-known right now is LayBrick.
Sandstone print temperature range: 165°C – 210°C
Applications
The creative use of 3D sandstone filaments has few limits, though it’s fair to say that it has a pretty niche usage. It’s most popular for things like landscapes and architectural display models.
Check Price of Sandstone Filament on Amazon
The Pros
- Unmistakable sandstone appearance and finish
- No heated bed needed to print
- No warping or shrinking during the cooling process
The Cons
- Not a particularly durable or flexible material
- Parts can be brittle making them more prone to breaking and snapping
8.
 Wood FilamentImage from Imgur
Wood FilamentImage from ImgurPRICE STARTING FROM: $30 for 1.75 mm, 1kg spool
It seems strange, but yes, 3D wood filaments are very real. It’s a great material for anyone who wants or needs to be more creative with their 3D printed projects. These filaments contain a careful mixture of recycled woods with a special binding polymer. The output model not only looks like real wood, it smells like it too. There’s no shortage of impressive examples online that illustrate the amazing finish wood filaments can produce when printed to perfection.
Wood print temperature range: 200°C – 260°C
Applications
What 3D print enthusiasts use wood filament for has no limits other than their creativity. Use it for décor, ornate boxes, tables and chairs, figurines, and whatever else catches the imagination.
Check Price of Wood Filament on Amazon
The Pros
- Contains actual wood fibers
- Produces unique wood-like objects in various shades and surfaces
- Higher temperatures will produce darker brown shades
- Altering 3D print temperatures stimulates the growth ring effect of trees
- Allows you to easily work with the finished part to achieve the required finish
The Cons
- Weaker, softer material compared to PLA
- Less flexibility and tensile length
- Easily breakable
9.
 Metal Filament PLA / ABS
Metal Filament PLA / ABSPRICE STARTING FROM: $29 for 1.75 mm, 1kg spool (prices vary a lot depending on metal)
Metal filaments are in a league of their own—offering some very impressive, unique finishes to 3D printed parts. The materials consist of PLA combined with a higher percentage of fine metallic powders. The 3D printed parts look and feel just as they would if they had been made of 100% metals. Popular choices include aluminum, brass, bronze, copper, and stainless steel. Anyone who wants more of a creative effect can work on the end piece. For example, you can polish the finished part, or tarnish / weather it so that it looks even more genuine. Although they’re not pure 3D metal parts, they’re pretty close to the real thing.
Metal print temperature range: 195°C – 220°C (will vary depending on filament)
Applications
3D metal filament is perfect for hardware products, jewelry items, statues, replicas of artifacts, and much more. What you print with 3D metals depends a lot on the filaments you choose.
What you print with 3D metals depends a lot on the filaments you choose.
Check Price of Metal Filament on Amazon
The Pros
- Extremely durable
- Not soluble
- Unique metallic appearance and finish
- Little to no shrinkage while cooling
- No heated print bed needed
The Cons
- Not easy to print with for the inexperienced
- Need to fine-tune nozzle temperatures
- Need to regulate flow rate
10. HIPS Filament
Image from AdafruitPRICE STARTING FROM: $24.95 for 1.75 mm, 1kg spool
High Impact Polystyrene, HIPS for short, is a bright, white colored 3D biodegradable material. It’s safe to use, meaning it has no harmful effects for users who are in close contact with the filament. It’s safe with pets too. Like PVA, HIPS also works as great secondary (support) material. On its own, it’s tricky to use for creating 3D printed parts, especially with printers that don’t have a heated bed. As a support structure, a colorless solution called liquid hydrocarbon quickly dissolves the filament.
As a support structure, a colorless solution called liquid hydrocarbon quickly dissolves the filament.
Don’t Miss: Best HIPS Filaments.
HIPS print temperature range: 230°C – 250°C
Applications
For 3D printing, the most common application for HIPS is as a support material for other filaments (see above). Aside from 3D printing, other industries use HIPS because it’s a strong, ridged plastic that they can manipulate to suit their needs. The food industry uses it widely for packaging. Other uses include medicinal trays, signs, all kinds of kid’s toys, and much more.
Check Price of HIPS Filament on Amazon
The Pros
- Acts as an easily removable ABS support material
- When paired with ABS, HIPS is a great dual extrusion support structure
- Non-toxic at close range
The Cons
- Some issues with adhesion and curling
- Not easy to work with without a heated bed
11.
 Magnetic Iron PLA Filament
Magnetic Iron PLA FilamentPRICE STARTING FROM: $35 for 1.75 mm, 500 g spool
As the name suggests, magnetic iron PLA filament has magnetic properties. This unique filament is PLA material infused with a powdered iron. It’s these iron particles that give the 3D parts their grainy gunmetal type finish. The objects will also stick to magnets, something that could be useful on various creative projects. It’s a specialist material that few will have a need for, but those who do work with it find PLA iron filament invaluable.
Magnetic iron PLA print temperature range: 195°C – 220°C
Applications
If you want to produce custom made fridge magnets, and other such novelties, magnetic iron PLA is for you. For home users, this is pretty much a novelty material. For more serious uses, magnetic filament is useful for making various DIY projects, sensors, and educational tools, etc.
Check Price of Magnetic Iron Filament on Amazon
The Pros
- Very strong and extremely durable
- Material is not soluble
- Little to no shrinkage during the cooling down process
The Cons
- Nozzle temperature needs fine-tuning
- Inflexible
- Heated bed not needed
- Material is expensive compared to other popular filaments
12.
 Conductive PLAImage from Proto Pasta
Conductive PLAImage from Proto PastaPRICE STARTING FROM: $17.95 for 1.75 mm, 125 g (comes in various weights)
Anyone wanting to broaden their horizons in 3D printing may want to look to conductive PLA 3D printer filament. It’s a special type of 3D material that includes a conductive carbon particulate. Without getting too technical, this means the material is able to print low-voltage electrical circuits. These will typically include sensors and light-emitting diodes (LEDs). When combined with regular PLA filament and a dual-extrusion 3D printer, users can make simple circuit boards direct from the printer’s bed. Note that conductive ABS filament is also available for users who prefer to work with ABS.
Conductive PLA temperature range: 215°C – 230°C
Applications
Conductive PLA filament is perfect for open-source electronics platform Arduino projects. If you want to create circuits, LEDs, sensors, and various low-voltage projects, you’ll want explore this filament.
Check Price of Conductive Filament on Amazon
The Pros
- Users can produce low-voltage electronic circuits
- Not soluble
- Does not need a heated bed, though a heated bed will produce better results
The Cons
- Not very flexible or durable
- Repeated bending may break the material
- Shrinks somewhat during the cooling process
- High cost of filament
13. Carbon Fiber 3D Printer Filament
Image from Color FabbPRICE STARTING FROM: $29.99 for 1.75 mm, 500 g spool
Carbon Fiber PLA is an impressive 3D filament. The material contains tiny strands of carbon fiber which results in a material that has an excellent structure. It’s also rigid and has superior layer adhesion. Carbon Fiber PLA shares similar properties with standard PLA but it’s stiffer. It also offers more dimensional stability, which means warp-free printing. The downside to carbon fiber filament is that its abrasive nature speeds up the wear and tear of printer nozzles, especially those made of brass.
Don’t Miss: Best Carbon Fiber Filaments.
Carbon fiber print temperature range: 190°C – 230°C
Applications
Carbon fiber PLA filament is a great choice for producing high quality and strong objects. This includes items like protective casings, various mechanical parts, and many other high durability uses.
Check Price of Carbon Fiber Filament on Amazon
The Pros
- Prints quality parts
- Soluble and durable
- No heated bed needed
- Little warping and shrinkage during the cooling process
The Cons
- Material contains abrasive strands
- Excessive wear on printer nozzles, especially brass
- Regular users need to invest in harder metals for print nozzles
14. Flexible, TPE Filament
Image from Creative ToolsPRICE STARTING FROM: $31.99 for 1.75 mm, 1kg spool
TPE 3D printer filament is easily the most flexible of all the printer materials. It is ‘super stretchy’ because of the thermoplastic elastomers, or TPE for short. It has such high elasticity properties that it feels like real rubber, easily springing back into shape like an elastic band. TPE is great to use with most FDM 3D printers. If you need to fabricate stretchable 3D parts that can endure more punishment than any regular ABS or PLA, this is your material.
It is ‘super stretchy’ because of the thermoplastic elastomers, or TPE for short. It has such high elasticity properties that it feels like real rubber, easily springing back into shape like an elastic band. TPE is great to use with most FDM 3D printers. If you need to fabricate stretchable 3D parts that can endure more punishment than any regular ABS or PLA, this is your material.
Don’t Miss: Best TPE Filaments.
TPE print temperature range: 225°C – 235°C
Applications
There are wide ranging applications and industries which benefit from TPE filament. We can see it used in household appliances and the automotive sector. It’s also a popular for kid’s toys, wearables, and smartphone cases, etc. For commercial use, TPE is found in medical supplies, weather seals for windows and doors, electrical insulation, and the soles of footwear, to name a few.
Check Price of TPE Filament on Amazon
The Pros
- High elasticity properties and exceptional abrasion-resistance
- Smooth consistent diameter
- Bonds well between layers (vital for high-quality)objects)
- Durable material with little shrinkage during the cooling process
- No heated bed needed
The Cons
- 3D printing with TPE is difficult for the inexperienced
- Print nozzle needs fine-tuning for optimal performance
- Can extrude from nozzle inconsistently
15.
 Glow in the Dark FilamentImage from Form Futura
Glow in the Dark FilamentImage from Form FuturaPRICE STARTING FROM: $17.99 for 1.75 mm, 1kg spool
The name needs little introduction as this fun filament does exactly what it says on the label—it glows in the dark. It won’t glow indefinitely though, as the 3D printed object needs exposing to a light source to charge it. Once charged it will emit light in whatever colors you have made your part in. A great use for this material it to decorate children’s bedrooms or to make Halloween themes, and other such creative ideas. It’s a safe, environmentally-friendly filament, making it harmless for everyone to use. One of the major drawbacks is that glow-in-the-dark material is abrasive. The problem with abrasive filaments is that they can quickly wear out nozzles, especially brass. If you plan to use glow-in-the-dark 3D printing material often, be sure to install a hardened steel nozzle.
Glow-in-the-dark print temperature range: 180-240 °C
Applications
Imagination drives many of the uses for this fun material. It’s popular for kid’s toys, wearable gadgets, custom phone cases, and many other novelty items. Some creative artists also find it a great medium to work with for artistic designs. Another, more practical use is for light switches as it makes them easy to find in the dark.
It’s popular for kid’s toys, wearable gadgets, custom phone cases, and many other novelty items. Some creative artists also find it a great medium to work with for artistic designs. Another, more practical use is for light switches as it makes them easy to find in the dark.
Check Price of Glow in the Dark Filament on Amazon
The Pros
- Environmentally friendly, safe to use, biodegradable
- Low shrinkage during the cooling process
- Durable
- No heated bed needed to print
- Similar to regular PLA, which makes printing easy
The Cons
- Not food safe
16. Amphora 3D Printer Filament
PRICE STARTING FROM: $00 for 1.75 mm, 1kg spool
Amphora is a great filament for anyone who wants to produce objects which are lustrous, bright, and opaque. The Eastman Chemical Company created this fancy material specifically for 3D printing. Most common thermoplastics have uses other than 3D printing technologies, but not this one.
Most common thermoplastics have uses other than 3D printing technologies, but not this one.
Amphora print temperature range: 220°C – 250°C
Applications
Amphora is more of a specialist type of lightweight, impact-resistant, 3D printer filament. Common applications include mechanical parts and other objects that need a material that is of excellent strength, highly flexible, and durable.
Check Price of Amphora Filament on Amazon
The Pros
- No notable odors during the printing process
- Strong material with a high melting point (higher than regular PLA)
- Better layer adhesion resulting in an improved finish
- Impressive performance for bridging gaps
- Little to no warping, cleaner overhangs overall
- FDA-approved, making Amphora food safe
The Cons
- Not an easy material to print with
- Printer nozzle and bed need fine tuning for best results
Choosing the Right 3D Printer Filament
This guide gives you a good insight into the different 3D printer filaments on the market. There are others, but the ones listed here are the most widespread, easy-to-source materials at the time of writing. Before you choose the right filament for your next job, you need to check a few boxes. For example, as well as knowing what you intend to build, you also need to understand your printer’s capabilities. Not all 3D printers are able of printing in all 3D materials.
There are others, but the ones listed here are the most widespread, easy-to-source materials at the time of writing. Before you choose the right filament for your next job, you need to check a few boxes. For example, as well as knowing what you intend to build, you also need to understand your printer’s capabilities. Not all 3D printers are able of printing in all 3D materials.
You also need to prepare for trial and error if you plan to experiment with some of the more tricky filaments. Another consideration is the diameter of the filament, either 1.75mm or 3mm. If you’re unsure, always opt for 1.75mm as it’s easier to work with. 3D filament storage is another crucial area to think about. These plastics can absorb moisture from the air which can mess with the printing process. When not in use, a good way to store your 3D filament is to use vacuum bags that have a double zipper line for better, airtight sealing.
And finally, don’t allow the cheapest of the cheap filaments tempt you as they could prove to be a false economy. Seriously, low-cost, low-grade 3D printing filaments are more likely to contain chemical impurities. These impurities can result in unsatisfactory printed parts and clogged-up printer nozzles.
Seriously, low-cost, low-grade 3D printing filaments are more likely to contain chemical impurities. These impurities can result in unsatisfactory printed parts and clogged-up printer nozzles.
It might all sound like a lot absorb, but none of this takes long to pick once you start to dabble.
Warning; 3D printers should never be left unattended. They can pose a firesafety hazard.
What is the best plastic for 3D printing? Let's figure it out together!
Plastic for 3D printing
After purchasing your own FDM 3D printer, as well as in the course of choosing it, it becomes necessary to choose the right plastic for 3D printing. But how to do this if you are new to 3D printing and have little to no understanding of this issue? Plastic for printing on a 3D printer is in most cases the main component of successful product reproduction. Therefore, we will not save on knowledge, and will tell you how to choose the best plastic for 3D printing.
Types of plastic for a 3D printer
First of all, we need to consider the types of plastic for a 3D printer. Plastic for 3D printing, or filament, is produced in the form of a thin thread with a diameter of 1.75 mm and 3 mm. Most often, filaments with a thickness of 1.75 mm are used in the basic configuration, but some manufacturers of 3D printers provide the ability to install a 3 mm plastic feed system. Plastic for 3D printing has many varieties, among which the most common are ABS and PLA plastic.
Plastic for 3D printing, or filament, is produced in the form of a thin thread with a diameter of 1.75 mm and 3 mm. Most often, filaments with a thickness of 1.75 mm are used in the basic configuration, but some manufacturers of 3D printers provide the ability to install a 3 mm plastic feed system. Plastic for 3D printing has many varieties, among which the most common are ABS and PLA plastic.
Plastic for 3D printing: varieties
By popularity in the Ukrainian market, the following types of plastic for 3D printing can be distinguished:
- PLA (PLA) or polylactide. Organic and short lived. Suitable for 3D printing of decorative products, but not able to withstand high mechanical loads;
- ABS (ABS) or acrylonitrile butadiene styrene. It has a long life and excellent mechanical properties. Heat-resistant and used for industrial purposes. Shrinks on cooling. It is recommended to print in ventilated areas;
- PVA (PVA) or polyvinyl alcohol. A water-soluble material that is used as a support;
- Nylone (Nylon).
 An alternative to ABS plastic, suitable for many engineering structures. When printing with nylon, it is recommended to ventilate the room;
An alternative to ABS plastic, suitable for many engineering structures. When printing with nylon, it is recommended to ventilate the room; - HIPS (High Impact Polystyrene). In terms of physical properties, it is a cross between PLA and ABS. May also emit toxic fumes when printed.
Other questions and answers about 3D printers and 3D printing:
What is the best plastic for a 3D printer?
In fact, there are many more types of plastic for 3D printing. This can include flexible, fluorescent and luminescent filament, wood and metallized materials. But in practice, such consumables are rarely used and are needed for narrowly specific purposes. Metallized plastics are interesting in their own right, but they are at the initial stage of development and are inferior in performance to ordinary reinforced materials. “And what plastic is best for a 3D printer?” - you ask. You should choose based on specific goals. If you intend to print decorative elements that will not be subject to payload, you can look at PLA plastic. If your goal is to print gears, structural parts and other things, look at reinforced materials for 3D printing.
If your goal is to print gears, structural parts and other things, look at reinforced materials for 3D printing.
What plastic to print with?
Please note that not every printer supports the full range of 3D printing materials. Before buying a specific filament, check the specifications of your own device to avoid wasting money. The rest is up to you and your imagination. A huge range of colors and shades of plastic is available for sale, matte and glossy, semi- and fully transparent materials. Such a variety will allow you to make almost any product to your taste.
Remember that if you need to buy plastic for 3D printing - 3DDevice store is at your service! We offer a wide range of different materials in all possible color options and are ready to provide advice when choosing a filament.
If you have additional questions that we have not covered, write to us by e-mail and we, if necessary, will add your questions! Best regards, 3DDevice team. We also provide 3D modeling, 3D scanning and 3D printing services. We work all over Ukraine! If you have any questions, please contact us in any way convenient for you. Contacts are listed here. We look forward to collaborating!
We work all over Ukraine! If you have any questions, please contact us in any way convenient for you. Contacts are listed here. We look forward to collaborating!
Return to the main
90,000 types of plastic for 3D printerHome4 / Useful / Plastic types for 3D printer
09.04.2021
Content
-
- PLA ABS
- HIPS PVA Nylon Every year 3D printing becomes more popular and accessible. Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
-
Does not shrink. This makes it easy to build prefabricated or huge models without changing dimensions.
-
There are no specific requirements for a 3D printer. Any working 3D printer will do. PLA doesn't need a heated table or a closed case.
-
Non-toxic. Due to this, during printing it does not smell or has a barely perceptible aroma of burnt caramel.
-
Diverse color palette.
-
PLA is poorly sanded and machined.
-
It begins to deform already with a slight heating (about 50 degrees).
-
Fragility. Compared to other materials, PLA is very brittle and breaks easily.

-
Decomposes under the influence of ultraviolet radiation. Of course, it will not fall apart into dust, but it can become more brittle and fade.
-
Good strength characteristics allow the production of functional prototypes from ABS.
-
Simple mechanical and chemical processing. ABS is easy to sand and drill, and with an acetone bath you can achieve a perfectly smooth surface.
-
It is currently the most inexpensive type of plastic for 3D printing.
-
Large selection of colors and shades.
-
High shrinkage. Because of this, it can be problematic to manufacture overall products.
-
Printing requires a heated bed and a closed chamber. Without this, the ABS may peel off the table or crack in layers.
-
During the printing process, ABS can smell bad.
 Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter.
Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter. -
Less shrinkage than ABS.

-
Ease of machining.
-
The matte surface looks very advantageous on decorative products.
-
Food contact allowed (but be sure to check with a specific manufacturer for certificates)
-
For printing, you need a printer with a heated table and a closed chamber.
-
More flexible and less durable than ABS. Because of this, it will not be possible to produce functional products.
-
Small palette of colors.
-
Excellent sinterability of layers.
-
PETG is very strong and wear resistant. Good impact resistance.
-
Virtually no smell when printing.
-
Non-toxic.
-
Little shrinkage.
-
slight shrinkage
-
Transparency. After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained.
-
Easily processed mechanically or chemically.
-
Allowed contact with food.
-
High strength and wear resistance.
-
High slip factor.
-
Heat resistance compared to other 3D printing plastics.
-
High resistance to many solvents.
-
Good for mechanical processing.
 Perfectly polished and drilled.
Perfectly polished and drilled. -
Some fillers (eg clay) are abrasive. For such plastics, the standard brass nozzle cannot be used. Will have to buy a harder steel nozzle.
-
Some decorative plastics can clog the small nozzle (0.4 or less). For them, you need to use a “thicker” nozzle.
-
Hardness and strength.
-
Low flammability or non-combustibility.
-
High precision due to low shrinkage.
The choice of plastic for a 3D printer is very important, especially when the goal is to print a functional model with certain properties. It will be a shame if the printed gear breaks almost immediately, or the decorative model quickly loses its beauty.
It is important to understand whether the printer will be able to work with the selected plastic. Some materials (most often engineering) require certain conditions for successful printing.
First, decide which model you want to print. What properties should it have? Does the model need to be durable? Or is it a master model for further replication, in which the quality of the surface is important?
90% of 3D printers use 1.75 diameter filament. 3mm diameter is rare, but it is better to check in advance which size is used in your printer.
PLA
PLA (Polylactide) is the most popular and affordable 3D printer plastic. PLA is made from sugar cane, corn, or other natural raw materials. Therefore, it is considered a non-toxic, biodegradable material.
Extruder temperature - 190-220 degrees. Table heating is not needed, but if the printer's table has a "heater" for better adhesion, you can heat it up to 50-60 degrees. PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
Pros:
Cons:
PLA is perfect for making dimensional or composite models. For example, decorative interior items, prototyping, electronics cases, etc.
Recently, PLA+ has appeared on the market. It may differ from conventional PLA in improved performance. For example, more durable, with improved layer adhesion.
Dummy turbine
Decorative coasters
ABS
ABS (acrylonitrile butadiene styrene) is the second most popular plastic for 3D printing due to its properties, availability and low price.
Extruder temperature - 220-240 degrees. The temperature of the table is 80-100 degrees. For printing, a heated table is required at the printer. It is desirable to have a closed chamber, because ABS "does not like" drafts. Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Pros:
Cons:
ABS is an engineering plastic. It is suitable for the manufacture of simple functional products.
ABS after chemical treatment in an acetone bath
RU model in ABS
ABS+ differs from conventional ABS in improved strength characteristics (elasticity, rigidity, hardness), less shrinkage and sometimes resistance to certain oils and solvents (eg gasoline).
HIPS
HIPS (high impact polystyrene) - originally conceived as a soluble support plastic for materials with high printing temperatures. For example for ABS or Nylon.
The extruder temperature is 230-260 degrees. The temperature of the table is 80-100 degrees. It is desirable to have a closed camera for a 3D printer.
Pros:
Cons:
Most often, HIPS is used for its intended purpose for printing on 2x extruder printers as a support for ABS. It dissolves perfectly (though not very quickly) in limonel.
Sometimes HIPS is used as an independent material. Products from it are not very durable, but this plastic is loved for easy post-processing. HIPS can be used for models that will subsequently come into contact with food (not hot).
Using HIPS as a Soluble Support
Decorative vase made of HIPS
PVA
PVA (polyvinyl alcohol) is a material that was developed as a water-soluble support for PLA.
Extruder temperature - 190-210. Table heating is not required. PVA is a slightly "capricious" material, it is not recommended to overheat it and print at high speeds.
PVA is very hygroscopic and dissolves in plain water. Therefore, it is only used as a support for PLA or other plastics with print temperatures close to PVA.
Soluble PVA Support
Add to compare
Item added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
PETG
PETG (polyethylene terephthalate) combines the best properties of PLA and ABS. It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
Extruder temperature - 220-240 degrees. Table temperature - 80-100 degrees. During the printing process, the model must be well blown.
Pros:
Cons:
PETG is perfect for printing functional models. Due to its low shrinkage, it is often used to make large or composite models. Due to its low toxicity, PETG is often used for products that will come into contact with food.
Cookie cutters and patterned rolling pin
SBS
It is a highly transparent material. At the same time, it is durable and resilient. SBS is a low toxicity plastic. It can be used to print food contact models.
SBS is a low toxicity plastic. It can be used to print food contact models.
Extruder temperature - 230 -260 degrees. Table temperature - 60-100 degrees. You can print without the closed case on the printer.
Pros:
Cons:
SBS is excellent for translucent vases, children's toys and food containers. Or functional things that require transparency, such as custom turn signals for a motorcycle or car, lamps or bottle prototypes.
Vases are perfectly printed with a thick nozzle (0.7-0.8) in one pass (printing in 1 wall or spiral printing in a slicer).

Models of bottles after chemical treatment
Nylon
Nylon (polyamide) is considered the most durable material available for home 3D printing. In addition to good abrasion resistance and strength, it has a high slip coefficient.
Extruder temperature - 240-260 degrees. The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
Pros:
Cons:
Nylon is perfect for making wear-resistant parts - gears, functional models, etc. Sometimes nylon is used to print bushings.
Nylon gear
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Bestfilament |
Soft plastics
FLEX (TPU, TPE, TPC) is a material similar to silicone or rubber. It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
FLEX are printed at a temperature of 200-240 (depending on the material). A heated table is not required. On printers with direct material feed (feed mechanism on the print head), there are usually no problems with printing. On a bowden feeder (the feed mechanism is located on the body), printing with very soft plastics can be difficult. Usually it is necessary to additionally adjust the clamping of the bar. The main nuance is the very low print speeds - 20-40mm.
Pros:
Cons:
Depending on the type of FLEXa, the models can be flexible or rubber-like. This material, depending on its softness, can be used to print gaskets, insoles, belts, tracks or other models that require flexibility or softness.
FLEX belt
Trainers with flexible soles
Wheel for RC model
Decorative plastics
Decorative plastics are PLA plastics with various fillers (wood or metal shavings). Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Extruder temperature - 200-220 degrees (depending on the manufacturer). A heated table is not required.
Pros:
Cons:
Depending on the filler, different material properties are obtained. Plastics that use only dye do not require additional processing. Materials with "fillers" may sometimes require additional post-processing.
Plastics with metal fillers after printing must be processed with a metal brush. Then the Metal content will show through and the model will resemble a metal casting.
Plastics with metallic powder
These plastics are often used for printing key chains, decorative models and interior details.
If the plastic has a high content of wood dust, then it is recommended to use a larger nozzle diameter (0.5 or more), a smaller nozzle can quickly become clogged during printing.
Wood-filled plastic ground
Plastic key rings with copper dust
Engineering plastics
These are nylon-based plastics with fillers that improve strength, heat-resistant and other characteristics, help to achieve less shrinkage of the material. For example - carbon fiber, carbon fiber or fiberglass.
Extruder temperature - 240-300 degrees (depending on the manufacturer). Table temperature - 90-110 degrees. Since plastics are based on nylon, the requirements for printing are similar. This is a heated table and a closed printer case.
Pros:
Cons:
3D printers use brass nozzles, some plastics can quickly “waste” it during printing. For such materials it is recommended to use steel nozzles.
These are highly specialized plastics used for a specific task, depending on the filler. For example, functional parts that do not lose their shape when heated, are resistant to many solvents, etc.
Functional Carbon Fiber Composite Prototype
Composite frame
Polycarbonate ashtray
Totals
This is of course not the whole list of materials for 3D printing. There are many highly specialized engineering and decorative plastics for specific tasks.
Manufacturers are constantly trying to replenish the range of materials for 3D printing. Already familiar materials are improved for more comfortable printing. There are many interesting decorative plastics imitating different materials - ceramics, clay, wood, metals.
And of course, the assortment of engineering plastics is constantly updated. Now there are many interesting materials for highly specialized tasks - for example, burnable plastic with a low ash content for subsequent casting in metal.
Burnout plastic
Before buying a coil, read the information on the website of the manufacturer or seller. There you can find some nuances of printing for a particular plastic. The manufacturer indicates the recommended temperature range on the box. Sometimes, for quality printing, it is recommended to print several tests to adjust the temperature settings, retract, etc.
Try to store the started coil in silica gel bags.