Test 3d print model
Best Test Models for 3D Printing
You can end up in one of three situations that require using test models for 3D printing. First, when using a new printer. Second, when checking out a new type of material. Third, when testing the properties of a familiar type of material to find the limits of its strength. In this review, we will talk about the seven test models we find most useful or interesting.
Read the article below to learn more.
Source: help.prusa3d.com
1. 3D Benchy
3D Benchy is the most popular 3D printing test model. This tugboat figurine perfectly shows the abilities of FDM 3D printers of any price range. 3D Benchy will help you find the parameters that need to be set to get perfect prints.
Source: thingiverse.com
Using 3D Benchy for test printing allows you to see how good a printer will be at creating curved surfaces, inclined elements, arcs, and holes. The model is available in different versions, including a multi-color one. Printing standard-sized 3D Benchy will take approximately an hour — knowing this will help to determine the level of efficiency of a printer.
Download the model from Thingiverse.
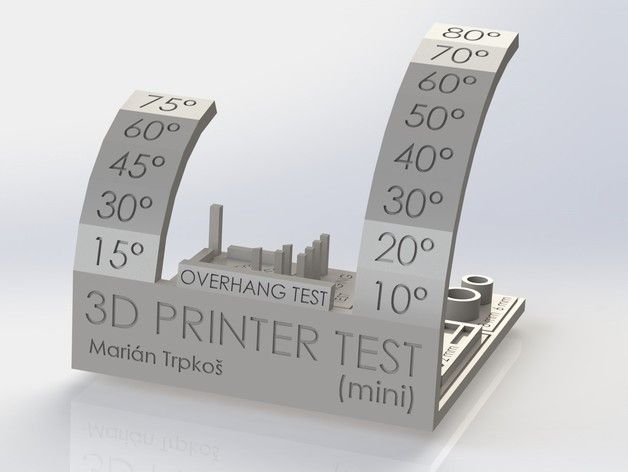
2. “All in One” 3D Printing Test
A complex 3D printing test model will allow checking the quality of resulting overhangs, bridges, as well as extrusion stability and changes of stringing (spaghettification) and it depends on temperature.
An important advantage of this model is an inclusion of an instruction that describes the ways to solve potential problems.
Source: thingiverse.com
The pros of this project include the ability to check how thin walls, hollow cylinders or overhangs will look, as well as how their quality will depend on speed, temperature and cooling settings.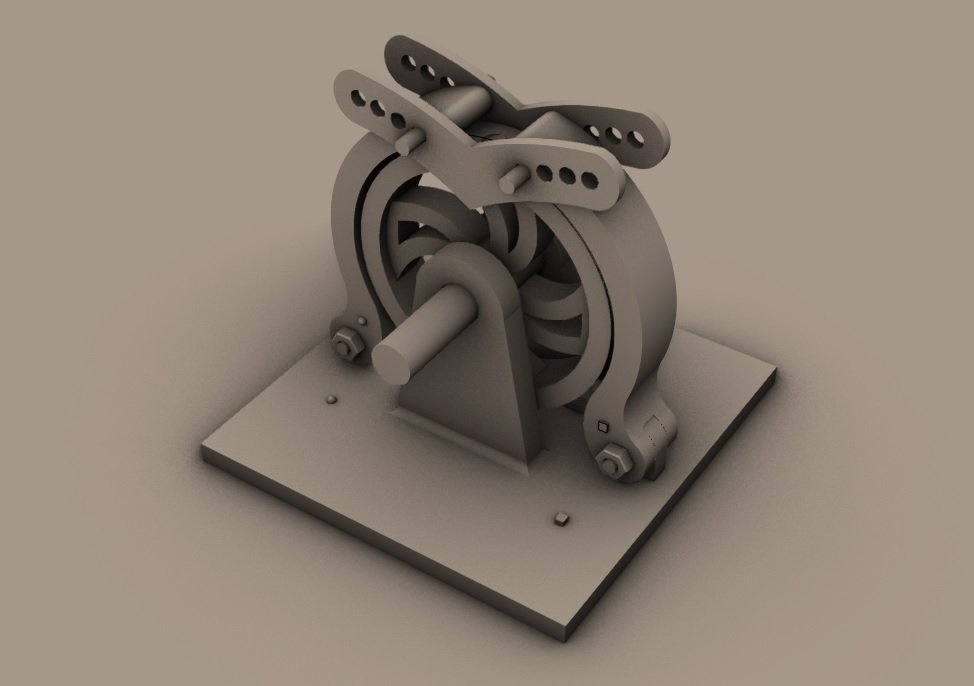
Download the model from Thingiverse.
3. XYZ 20 mm Calibration Cube
The main purpose of the XYZ 20 mm calibration cube is to find out how the extruder’s movement depends on the steps of a stepper motor. This 3d printing test model helps ensure that the distance of 20 mm on a drawing translates to 20 mm in a printed model. The calibration cube will also allow us to find out how extrusion and print quality depend on the nozzle temperature.
Source: thingiverse.com
Download the model from Thingiverse
4. Compact Temperature Calibration Tower
This temperature calibration tower showcases a 3D printer’s abilities to utilize the same with different temperatures. The model demonstrates the quality of overhangs and tunnels, as well as how good the printer is at producing curved elements.
Source: thingiverse.com
This simple tool makes it easier to find the abilities of the materials that weren’t used before or were only printed at a certain temperature. It’s important to keep in mind that the printing temperature for each element must be set in slicing software or manually using G-code.
Download the model from Thingiverse
5. Open-Source Assessment Model
Source: github.com
3D printing test model by Kickstarter and Autodesk was developed with the consideration of the experience of using other testing models. This one can be considered multi-purpose. It includes bridges, overhangs, small details, and the elements to access the dimensional accuracy of 3D printing. Before printing one should keep in mind the size of an overhang at the upper level. This means that a user should know the temperature at which the model will not deform.
Download the model from Github
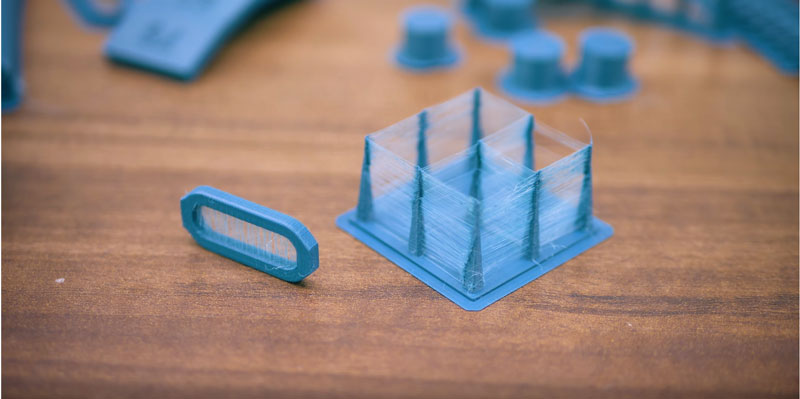
6. Quick Stringing Test
When printing complex models without knowing about the properties of a filament and a printer, one can encounter an issue called stringing or spaghettification: it’s when extruder motion stretches the filament, creating thin threads in the air.
Source: thingiverse.com
It is caused by a filament leakage when the extruder is inactive. Filament retraction function is used to avoid it. The correct retraction level should be based on extruder head movement speed, nozzle temperature, and filament properties.
This test model is used to quickly check if the printer is set up correctly. If there are no strings between vertical pyramids, then the parameters are set correctly. If the horizontal filament lines are present, then some parameters are set incorrectly and should be changed.
Download the model from Thingiverse
7. PolyPearl Tower
Another way to test printing parameters is the PolyPearl Tower. The features of this complex model allow one to check the quality of bridges, curves, overhangs, to see if there’s some stringing and find out how rigid the model is. The model can be used for stress-testing to find out the physical limits of a filament with a certain temperature and printing speed.
Source: thingiverse.com
Download the model from Thingiverse
Conclusion
3D printing test models can save the time and resources of a user. They don’t take longer than an hour to print, their quality shows whether the printing parameters were set correctly or need to be changed. Users can easily change the settings of a 3D printer if needed.
Buy a 3D printer and 3D printing materials at Top 3D Shop — and get officially distributed products with a warranty, service, and technical support.
20 Best & Most Popular 3D Printing Calibration Tests – 3D Printerly
When I first started 3D printing, I didn’t know much about calibration tests so I just went straight into 3D printing objects. After some experience in the field, I learned how important 3D printing calibration tests are.
After some experience in the field, I learned how important 3D printing calibration tests are.
The best 3D printing calibration tests include the 3DBenchy, XYZ Calibration Cube, Smart Compact Temperature Calibration, and the MINI All In One Test for configuring your 3D printer efficiently.
Keep reading through this article to learn what the most popular 3D printing calibration tests are, so you can improve your model quality and success rate.
The 3DBenchy is probably the most 3D printed object and most popular calibration test of all time, giving users a “torture test” that can be used to see how well a 3D printer can perform.
The goal is to 3D print a 3DBenchy that can successfully handle overhangs, bridging, inclines, small details, and dimensional accuracy. You can find the specific measurements of what your Benchy should measure up to on the 3DBenchy Measure page.
TeachingTech made a great video that goes over how to troubleshoot your 3DBenchy if it isn’t coming out perfect.
There is even a 3DBenchy Facebook Group where you can ask for advice and get some feedback about your Benchy.
One interesting tip that one user discovered is that you can check for under or over extrusion by sticking the chimney of one Benchy into the box of another Benchy.
The 3DBenchy was created by CreativeTools.
The XYZ Calibration Cube is a popular calibration test that helps you tune your 3D printer so it becomes more accurate and precise for making high-quality 3D prints.
The calibration cube has three axes: X, Y, and Z and the idea is that they should all measure 20mm when you print the cube. This can determine whether your 3D printer is creating dimensionally accurate objects or not.
If you happen to measure 19.50, 20.00, 20.50mm for the X, Y, and Z axes respectfully, then you can adjust your e-steps for the individual axis to get it closer to the 20mm measurement
The following video is a great tutorial on printing the XYZ Calibration Cube and how you should configure your 3D printer accordingly.
One user has pointed out that you should measure the cube at its top layers to get more accurate readings. This is because some inconsistencies can be caused by an uneven bed, so do make sure that your bed is properly leveled, and that you measure the cube at its top, just to be sure.
The XYZ Calibration Cube was created by iDig3Dprinting.
Cali Cat is the perfect alternative to regular calibration cubes and is a simple test that determines if your printer can handle advanced prints.
The Cali Cat model is equipped with the linear dimensioning tests of a calibration cube, making sure that you nail down the basics before moving on to complex prints.
Besides that, it has many complicated features as well, such as a 45° overhang, surface irregularities in the face, and bridging. If you see imperfections in your Cali Cat print and don’t observe high-quality features, then you have to configure your 3D printer.
The following is a great explanation of what the Cali Cat is and what role it plays.
Cali Cat or Calibration Cat takes about 30 minutes to print, so it is a quick and easy way of calibrating your 3D printer to get great quality parts reliably.
It can also serve as a cute desktop decoration for you, as many people have said.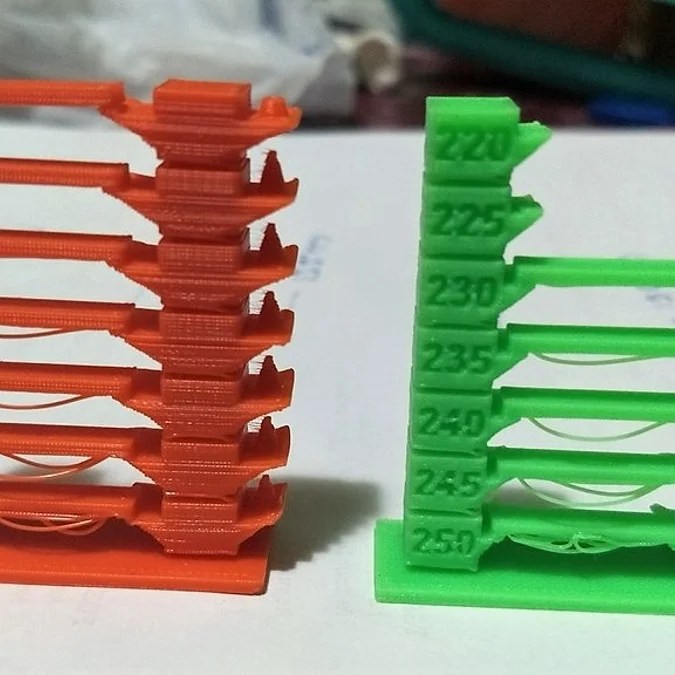 It’s definitely more fun to print than regular cubes or the 3DBenchy.
It’s definitely more fun to print than regular cubes or the 3DBenchy.
The Cali Cat was created by Dezign.
4. ctrlV – Test Your Printer v3
The ctrlV Printer Test V3 is an advanced calibration test that challenges the capabilities of your printer, to see just how well it can really perform.
It has several tests in one such as:
- Z-Height Check
- Warp Check
- Spike
- Hole in wall
- Raft Test
- Overhang tests (50° – 70°)
- Extrusion width tests (0.48mm & 0.4mm)
To get the best results with the V3 calibration test, you want to configure your slicer’s settings and retraction settings as well as level your bed properly. You’ll get better results with time using trial and error consistently.
One user pointed out that having the print bed heated to 40-60°, depending on your filament, can help get the model to stick properly and print successfully.
The v3 model takes somewhere around two hours to print, so it’s definitely one of the best calibration tests out there if you want to tune your 3D printer relatively quickly, compared to other models that take considerably longer.
The ctrlV Printer Test V3 was created by ctrlV.
The Smart Compact Temperature Calibration Tower is an effective test for determining the best temperature for your 3D printer filament. The “Smart” edition of the Temp Tower adds more features that you can use to configure your printer.
A temperature tower consists of many units, and each unit is printed at a different temperature, usually with increments of 5°C to find out the temperature that works best for your specific filament.
To print a temperature tower successfully, you have to implement a script in your slicer so the temperature changes automatically with each block of the tower.
Doing that can get confusing for beginners, so I highly recommend watching the following video that takes you through the process of how you should print the Smart Compact Calibration Tower.
Many people have said that the Smart Compact Temperature Calibration Tower has worked wonders and they were perfectly able to calibrate their printer, especially by using the video above.
The Smart Compact Temperature Calibration Tower was created by gaaZolee.
The Ender 3 Calibration Files are pre-sliced G-code files for the Creality Ender 3 or any other Marlin-based 3D printer to help you find the ideal slicer settings.
This isn’t a calibration test specifically, although it does include a speed test for calibrating your printing speed. However, the pre-sliced G-code files included in this download can be really helpful for configuring your 3D printer.
The sliced files consist of the following:
- Retraction Test With and Without Automatic Bed Leveling
- Heat Tower With and Without Automatic Bed Leveling
- Speed Test With and Without Automatic Bed Leveling
- Fully Configured Ender 3 Simplify3D Profile
The following video by the creator of the Ender 3 Calibration Files is a good visual guide on how to tune your slicer settings.
The Ender 3 Calibration Files have been created by TeachingTech.
The Part Fitting Calibration test is for tuning your 3D printer’s extruder to make parts more size-accurate.
The goal is to print the S-Plugs of this test in such a way that they fit together perfectly. There’s also another model called Thin Wall Test under the “Thing Files” section for calibrating your Wall Thickness.
One interesting piece of information is that if you’re using Simplify3D, you can enable the “Allow single extrusion walls” setting under the “Thin Wall Behavior” section of the Advanced settings to print the Thin Wall model with the best results.
People who have successfully calibrated their extruder using this test say that objects like bearings, gears, nuts, and bolts now fit better and work as intended.
The Part Fitting Calibration was created by MEh5d.
The Retraction Test is a popular calibration model to check how well your 3D printer’s retraction settings are tuned.
The aim is to print the model and see if there is any stringing in the four pyramids. People say that this is a great calibration model for fixing stringing in your prints before moving on to more advanced objects.
The creator has left working settings for Slic3r software in the model description, such as:
- Retraction Length: 3.4mm
- Retraction Speed: 15mm/s
- Retraction After Layer Change: Enabled
- Wipe on Retraction: Enabled
- Layer Height: 0.2mm
- Print Speed: 20mm/s
- Travel Speed: 250mm/s
One user says that decreasing the temperature by 5°C has helped reduce stringing, since the filament doesn’t get as softened and retains it’s shape better. It’s advised to implement trial and error with your slicer’s settings until you find that sweet spot and make high-quality prints.
The Retraction Test was created by deltapenguin.
The Essential Calibration Set is a combination of multiple calibration prints that determine how well your 3D printer is configured as a whole.
This calibration test consists of the following models:
- .5mm Thin Wall
- 20mm Box
- 20mm Hollow Box
- 50mm Tower
- Perimeter Width/T Tester
- Precision Block
- Overhang Test
- Oozebane Test
- Bridge Test
The creator has left instructions for printing each calibration print that’s part of this set in the description. It’s worth following these to fully calibrate your 3D printer.
The Essential Calibration Test was created by coasterman.
The Ender 3 Level Test is a calibration method that uses a G-code command to help you level the print bed evenly and prints five 20mm discs for tuning your adhesion.
This calibration test works by instructing your 3D printer’s nozzle to move towards each corner of the print bed with a slight pause in-between. Doing so allows you to manually tighten or loosen the leveling knobs and level your 3D printer.
Doing so allows you to manually tighten or loosen the leveling knobs and level your 3D printer.
The G-code will instruct the nozzle to stop at each corner twice, so you can comfortably level the print bed of your Ender 3. After that’s done, a total of five 20mm discs will be printed for you to check adhesion: four in each corner, and one in the center.
Do bear in mind that this test is compatible with 3D printers that have a 220 x 220mm build volume. However, the model has been updated to include the G-code file for the Ender 3 V2 as well, which has a 235 x 235mm build volume.
The Ender 3 Level Test was created by elmerohueso.
The MINI All In One 3D Printer Test aims to target several parameters of a 3D print all at once to check how capable your 3D printer really is. It used to be a larger version but he updated it to be smaller and quicker to print.
This calibration model consists of a variety of different tests, such as:
- Overhang Test
- Bridging Test
- Support Test
- Diameter Test
- Scale Test
- Hole Test
The MINI edition of this object is 35% smaller than the original All In One 3D Printer Test. People have been really able to dial in the settings of their 3D printer after printing this model.
People have been really able to dial in the settings of their 3D printer after printing this model.
The results of this 3D printed test would allow you to check which areas of your 3D printer need work, so you can troubleshoot the shortcomings accordingly.
The following video is a nice illustration of how this calibration test is printed.
People advise printing this model with 100% infill and with no supports for the best results. There’s also a version of this model without the text under the “Thing Files” section that can also be tried out.
The creator made a guide to try and assist users who are experiencing any issues with the test. It goes through fixing over extrusion, PID auto-tuning, temperature settings, belt tension, and bed PID.
The Mini All In One was created by majda107.
The Lattice Cube Torture Test is the ultimate calibration model that tunes your 3D printer’s retraction, overhangs, temperature, and cooling.
This test is based on Maker’s Muse’s lattice cubes, but this one is more of a modification for your printer’s calibration.
You’ll find several different types of lattice cubes under the “Thing Files” section, each with its own features that are worth getting into.
For instance, the Super Lattice Cube STL is a complicated model that comprises two lattice cubes rotated together thereby making it even harder for your printer to get everything right.
The creator says that it’s best to keep your Layer Height to 0.2mm for the best results when printing the lattice cube.
The following video by Maker’s Muse is a great introduction to the lattice cube torture test so do give it a watch to find out more.
The Lattice Cube Torture Test was created by Lazerlord.
The Ultimate Extruder Calibration Test tunes your 3D printer’s ability to print bridges and gap distances by calibrating the temperature and travel speed.
Using this model, you will be able to see how far your bridges can reach without noticeable imperfections. If you find the bridges start sagging, it means that you need to lower the temperature.
In addition, there are large gaps within the model which is great for testing reversal or travel speed settings. It’s also recommended to set extra shells to 0 and use as little infill as possible to save time and print the model quicker.
People who have tried the Ultimate Extruder Calibration Test say that this is a very useful calibration print that has helped people get optimal temperature settings and make perfect bridges.
One user who printed the model said that reducing the gap fill speed in PrusaSlicer specifically leads to better stability during printing.
You can also customize this model using your own variables. For this purpose, the creator has left instructions in the page’s description that you can easily follow.
The Ultimate Extruder Calibration Test was created by Starno.
The Customizable 3D Tolerance Test tunes your printer’s accuracy and determines how much clearance is best for your 3D printer.
Tolerance in 3D printing is how accurate your 3D printed model matches the dimensions of the designed model. We want to minimize the amount of deviation as much as possible for the best results.
This is something that’s necessary to calibrate when you want to make parts that must fit together.
This model consists of 7 cylinders, each having its own specific tolerance. After printing the model, you will carefully examine which cylinders are stuck tight and which ones are loose.
The ones that are loose can be easily taken out with a screwdriver. In this way, you can determine the best tolerance value for your 3D printer.
The following video by Maker’s Muse nicely explains what tolerance is and how you can test it for your 3D printer.
One user advises to print the model with 0% infill or else the whole model may get fused together. You can also use rafts with this print for better adhesion and to prevent warping.
The Customizable 3D Tolerance Test was created by zapta.
The Ultrafast and Economical Stringing Test is a quick and easy fix for stringing in your 3D prints that requires no extra post-processing steps.
This model gives you the advantage of stopping the print as soon as you observe stringing in the two pyramids that are printed. You can then tweak your retraction or temperature settings, and print another one of these models to continue the calibration.
You can then tweak your retraction or temperature settings, and print another one of these models to continue the calibration.
If the issue still persists, I highly recommend checking out another one of my articles that discusses 5 Ways to Fix Stringing and Oozing in Your 3D Prints.
People who have tried calibrating their 3D printer with this model have shown a lot of appreciation for the creator. This model takes somewhere around 4 minutes to print and uses very little filament.
It saves you both time and money, and makes it possible to get rid of stringing in your parts, which is when the nozzle pushes out excess filament and leaves small strings of material on your print.
You can also watch the following video to get a visual idea of how to identify stringing and why retraction settings influence this imperfection among other factors.
It’s worth noting that keeping your filament dry is half the work for getting successful 3D prints. I’ve put together an ultimate guide on How to Dry Filament Like a Pro so do check that out for an in-depth tutorial.
I’ve put together an ultimate guide on How to Dry Filament Like a Pro so do check that out for an in-depth tutorial.
The Ultrafast and Economical Stringing Test was created by s3sebastian.
The Bed Center Calibration Test recenters your print bed and helps you change the bed center that your 3D printer recognizes, to the actual center of the bed.
Printing this model will allow you to clearly see whether your print bed is perfectly centered or not, and this is something that’s necessary to make parts without being offset from the center.
The cross feature in the model should be exactly in the middle of your print bed and the distance from the outer squares to the edge of the heated bed should be equal.
If you find your bed away from the center, you will need to measure the offset in the X and Y direction and change the bed center value in your firmware to calibrate the print bed.
The following video on bed centering goes in-depth in this process, so you should definitely check it out.
The Bed Center Calibration Test was created by 0scar.
The Lithophane Calibration Test model is a simple test for that helps you determine the best print settings for 3D printed Lithophanes. It has a set of wall thickness values that increase by 0.4mm, with the first 0.5mm value being the exception.
Here are the recommended settings that the creator has left for the model:
- Walls Count 10 (or 4.0mm) – or higher
- No Infill
- 0.1mm Layer Height
- Use a Brim
- Print Speed 40mm or less.
This model has a 40x40mm and 80x80mm version, with three types for each size:
- STD which includes a combination of raised and recessed numbers
- RAISED which only contains raised numbers
- BLANK which has no numbers
The creator recommends that using either the RAISED or BLANK model for printing the Lithophane Calibration Test is better for achieving the desired results, so do implement trial and error to calibrate your 3D printer.
The Lithopane Calibration Test was created by stikako.
The LEGO Calibration Cube is similar to a regular calibration cube for testing print tolerances, surface quality, and slicer profiles, but these can be stacked upon each other, making for a more visually pleasing and useful calibration cube.
This model serves the same function as the XYZ Calibration Cube, but can be seen as an upgrade since it can even be used as a cool display or toys.
Ideally, you should be having a 20mm measurement on all three axes of the cube, which you measure with a set of Digital Calipers.
If not, you can calibrate your e-steps for each axis separately to fine-tune your 3D printer and get back to making high-quality prints.
People love the idea of the LEGO Calibration Cube because it not only allows them to configure their printer but also beautifies their desktop as the cubes are stackable.
The Lego Calibration Cube was created by EnginEli.
The Flow Rate Calibration Method is an effective test that helps you calibrate the flow rate using trial and error, so your 3D printer extrudes the correct amount of filament.
This calibration test is a quick and easy way of tuning your flow rate, which is essential for getting high-quality prints. However, make sure that your e-steps are calibrated before you test your flow rate.
That said, here’s how you easily calibrate your flow rate with this model.
Step 1. Download the Flow Rate Calibration STL file that matches your nozzle diameter.
Step 2. Print the model with your Flow Rate set to 100%.
Step 3. Measure the width of each wall of the printed model.
Step 4. Take the average of your measurement using the (A/B)*F formula. The resulting value will be your new Flow Rate.
- A = expected measurement of the model
- B = actual measurement of the model
- F = new flow rate value
Step 5. Print the model again with the calibrated Flow Rate value and measure the model afterward. If the actual measurement is equal to the expected one, you’ve successfully calibrated your Flow Rate.
Print the model again with the calibrated Flow Rate value and measure the model afterward. If the actual measurement is equal to the expected one, you’ve successfully calibrated your Flow Rate.
If not, calculate the Flow Rate again with the measured value and repeat the process until the two measurements match each other.
The following video is for those who prefer a visual tutorial.
The Flow Rate Calibration Method was created by petrzmax.
The Surface Finish Calibration Test determines how well your 3D printer prints the surfaces of your models. It’s perfect if you are having problems with 3D printing uneven or curved surfaces, so you can calibrate your printer correctly beforehand before starting the main model.
This model is a quick and easy way to print multiple surfaces and check them each. Doing so makes it simpler to tweak your slicer’s settings and calibrate your 3D printer.
You can check out the recommended settings in the page’s description for each resolution of the model.
The creator also mentions that if you live in a humid area, decreasing the nozzle temperature by 5-10°C can help you get better results.
The Surface Finish Calibration Test was created by whpthomas.
10 models for 3D printer calibration. Set up your printer
Before you start printing on a 3D printer, you need to test it. For this, special models are most often used to diagnose and calibrate the device. Next, we will list the top 10 models for calibration, in our opinion.
3D Benchy
Among all 3D printing tests, the flagship is 3D Benchy. This model is a boat that can test everything from protrusions to extrusion. If you want to test your 3D printer, then the benches will help you determine the optimal settings for the ideal result. On Thingiverse, more than three thousand users posted photos with their samples, and the boat itself was printed by more than a hundred machines and no fewer materials.
On Thingiverse, more than three thousand users posted photos with their samples, and the boat itself was printed by more than a hundred machines and no fewer materials.
Model reference
All-In-One
A very interesting model, which is called “all-in-one”. Everything is presented in the model: canopy, bridge, string, temperature and belt tension test, extrusion. This is an ideal model for testing the device at several levels at once. A manual is included with the model to help you troubleshoot any issues you find. On Thingiverse, more than 75 users have posted test results on different 3D printers and different materials.
Model Reference
XYZ Calibration Cube
Very simple and fast model for testing. This is a cube with a side of 20mm. It helps to gain dimension by adjusting the steps in millimeters. Also, the model allows you to test extrusion, vibration, temperature. This cube was printed simply by countless 3D printers and a variety of materials.
Model Link
Cali Cat
Nice little calibration cat or just Cali Cat is a simple model that allows you to test the accuracy of the device, as well as detailing, lugs, bridges, vibration and extrusion. And all this in just one hour. More than 2.5 hundred users have submitted their test results on the service.
Model Reference
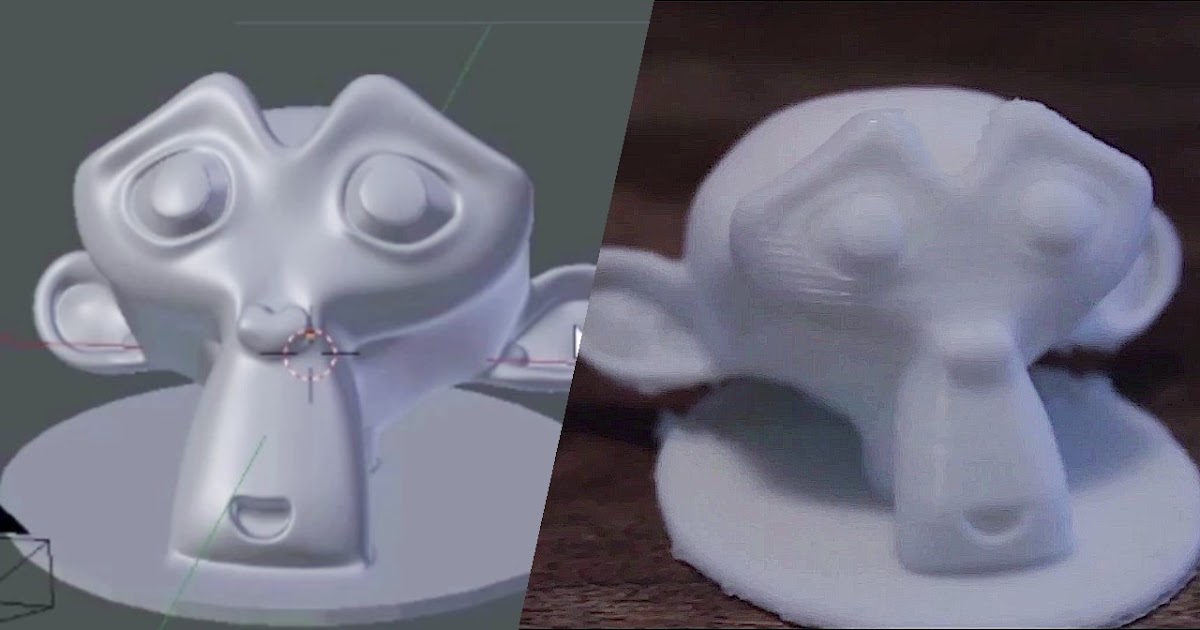
Phil A. Ment
The MatterHackers Mascot is a Phil A. Ment test model. It was originally intended for manufacturers. The description mentions the fact that Phil has several functions. And they were originally designed specifically for 3D printers. The model has small inserts, relief details, cylinders of vertical and horizontal orientation, ledges. In addition, the model contains chamfers, bridges and fillets. And this miracle is performed by a domed helmet. The record size on the service is 5,1397mm. A total of 84 models were published.
Model Link
Calibration Temperature Tower
You can use this model to adjust the heat of your 3D printer. You can also test for different materials at what temperature the print comes out better.
You can also test for different materials at what temperature the print comes out better.
NEW model Autodesk
This is a new model, or rather not even a model, but a whole procedure that will allow 3D printer manufacturers to show all the capabilities of devices to Kickstarter supporters. And of course, calibrate. The test was developed by Andreas Bastian and is a consolidated STL file that is able to test the system for the following indicators:
- authorization;
- alignment;
- accuracy;
- bridge, etc.
The model has it all. For example, if the 3D printer is set up well, then the horizontal function will be performed with a minimum of problems.
Model Link
PolyPearl Tower
If you want to test curves, cuts, bridges, cuts, then this model can be a great solution. In the description for this test model, the name "torture tower with a twist" appears. It is worth trying to use it for calibration.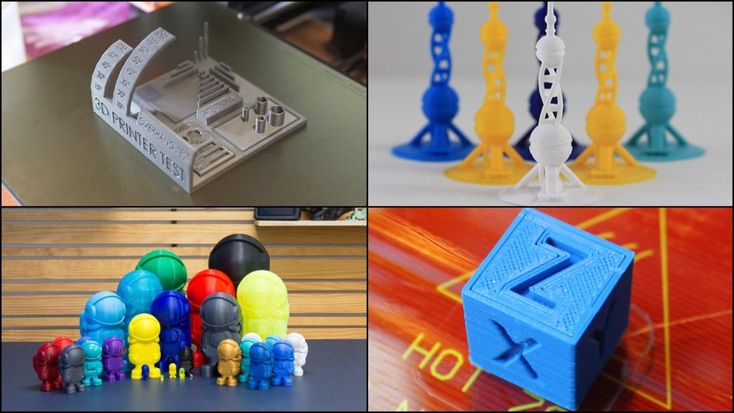
Model Link
Rapid Screening
This model is a very quick test to check temperature, cooling, and retract function. Among the advantages of the model is its cost-effectiveness. The model will weigh only 0.23g. With its help, you can immediately remove the "strings".
Model Reference
Parametric Calibration Object
A particular difficulty in calibrating a 3D printer is lowering the stage level. With this model, you can draw the right conclusions to improve the first layer of printing, and as a result, get better prints.
Model Reference
Mini Polymer Test Model
The selection of print parameters is very important to obtain predictable results on finished parts. The main parameter is the exposure time of the layer. There are two main types of marriage. The first is the insufficient exposure time of the layer and the second is the long exposure.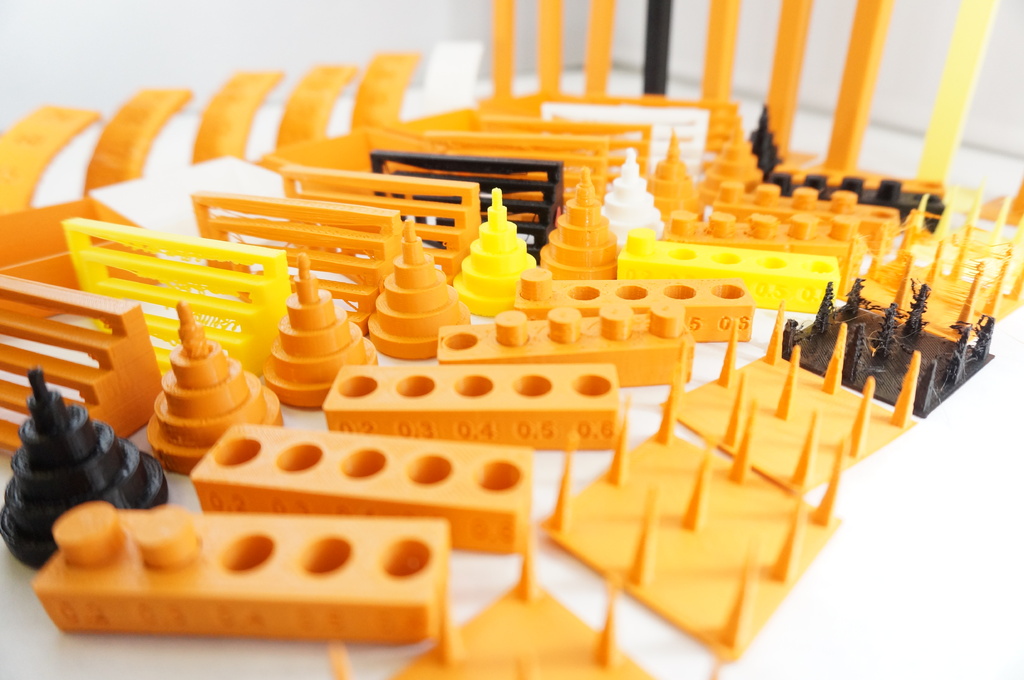
With a short exposure time, small details are not imprinted on the parts, it is also possible for the illuminated polymer to stick to the film.
With a long exposure time, the polymer is overexposed, because of this, small holes float on the parts, as well as a violation of the geometry.
Now there are many test models on which it is possible to select this parameter, but in general these models have a large height in the Z axis of the printer. This size significantly affects the print time. Therefore, a lightweight test model has been developed.
Model only 0.23 milliliters in volume (less than 1 gram of polymer). Overall dimensions 15 X 15 X 2.9mm.
The print time of this model is from 3 to 30 minutes, depending on the polymer and printer. With a minimum polymer consumption of two or three times, you can get a fairly accurate value of the layer illumination time.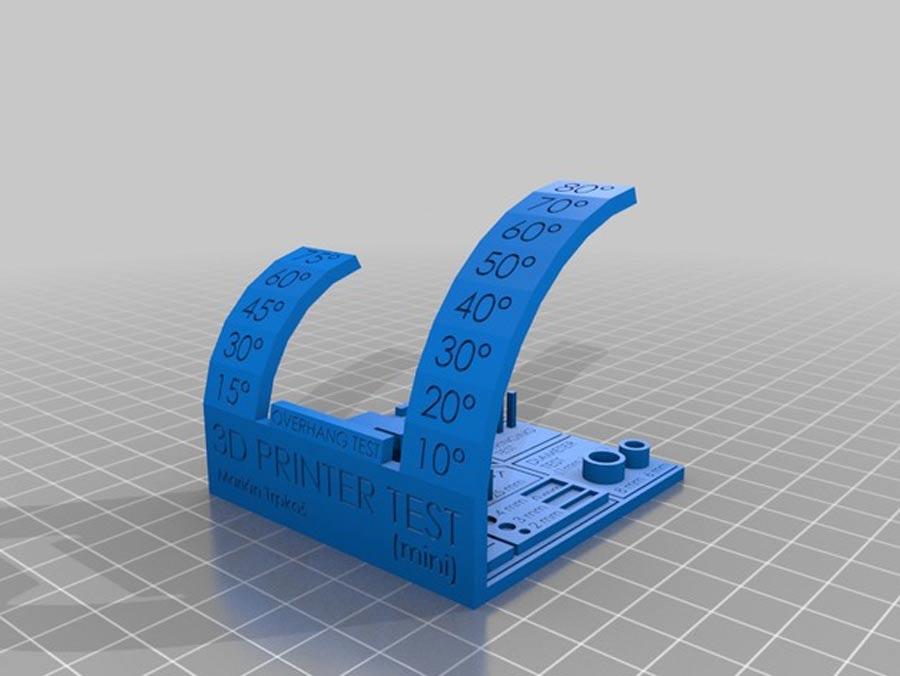
The model has many elements, the purpose of which is described below. In the upper part there is a scale of small rectangular prisms with a thickness of 1.0 to 0.1 mm.
Under the prisms is a row of cylinders with the same diameters.
These elements show at a glance how fine details are printed. If several right elements are missing on the model, it is necessary to increase the exposure time.
Please note: the outermost 0.1mm elements are almost always missing. This size is almost the limit for this technology. They are obtained on the condition that the photopolymer is very accurate and the printer is high-end. Most inexpensive solutions do not have this quality.
If the penultimate prism and cylinder remain, and possibly small parts of the latter, this indicates a correctly selected exposure time.
Next are the elements for a finer assessment of print quality.
Small hemisphere mesh. The diameter of the hemisphere is 0.4 mm, the distance between them is 0.2 mm.
This part of the test clearly shows when the exposure time exceeds the norm. Since the distances between the hemispheres are small, with prolonged illumination, these gaps begin to swim. Ideally, there should be a clear demarcation between the hemispheres.
An additional round element shows well that the time is not correct.
The remaining areas of the test model are a bit specific, a little about them.
Quite often you have to print models for jewelers, so used elements for jewelry were used for the test. In the lower left of the model - the so-called prong castes for setting stones.
These parts are made to jewelry manufacturing standards.
Sizes are near the limits of the printers in some places.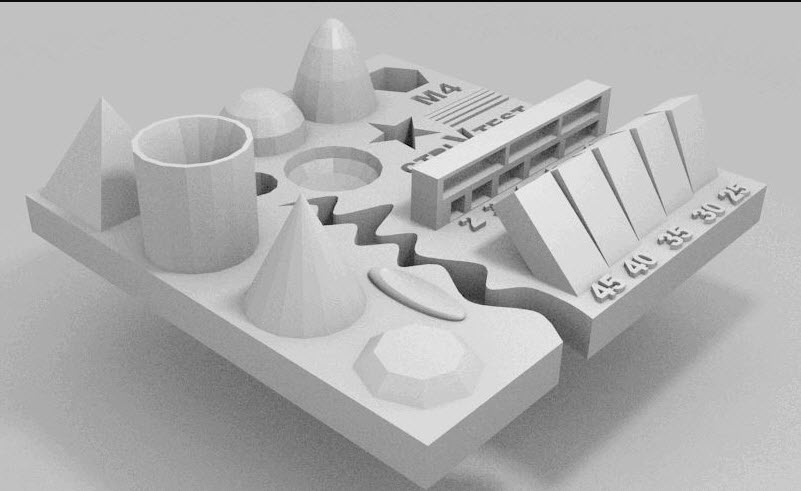 After test printing, we carefully consider these castes. Often they don't exist at all. If the illumination time is short, they simply tear off when the platform is raised.
After test printing, we carefully consider these castes. Often they don't exist at all. If the illumination time is short, they simply tear off when the platform is raised.
It is also clearly visible on them if the exposure time is long. From a clear structure, they turn into a swollen form. Since there are both large and smaller casts nearby, you can also appreciate finer settings for the exposure time.
A few more elements on the model, which confirm the correct choice of layer exposure time.
This ornament appreciates the precise elaboration of edges and details. With overexposure, the edges are blurry, with underexposure, the ornament is thin.
These items are also for jewelry. Corners are used to fix stones on the surface of the product. We also look at their thickness and the gaps between them.
The last element of the model is the arch or bridge.
This part shows very clearly how the parasitic light of the polymer behaves. Sometimes this place turns out to be completely swollen. On precision polymers, the thickness of the arc remains the same throughout.
Next to the wide arc - 2 half rings of different thicknesses. If the time is short, they turn into thin threads, sometimes they break. When overexposure, they can connect with each other in the upper part or along the entire length.
An example of how to use the test.
To begin with, we start from the manufacturer's base numbers for a printer or polymer. These figures are, of course, not exact, and may even be missing. A lot of factors affect this parameter, we will not consider it here. But suppose you have a starting figure.
For example, this figure is 5-12 seconds for a 40 micron layer. This is a very large range, but such a spread is possible.
Start with something in between, like 8 seconds per layer.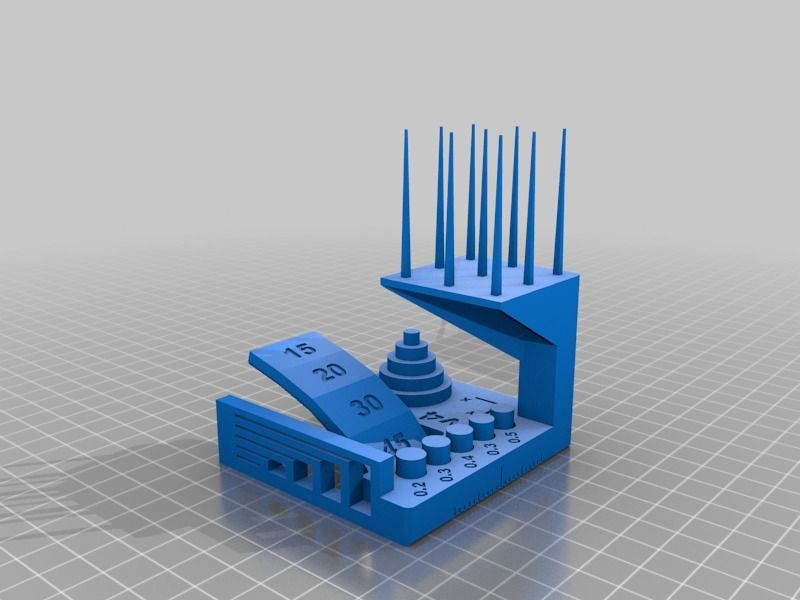
Printing the model. After washing (additional illumination is not required to evaluate the test), we examine the result. It is better to consider using optics - magnification on a phone camera, magnifier, microscope.
Looking at the elements of the test model, I conclude whether to add or subtract the exposure time.
We print the second time with corrections. If the result is good, but there is a desire to more accurately select the time, you can print another test with corrections. Sometimes it was necessary to reduce the time to the very limit, when it was already tearing off the elements. After several tests, we get the desired time to expose the layer. What is the advantage of this test model, for example, from the well-known cube or the city of amerlabs. This model greatly saves time, polymer and nerve cells. The cube will be printed several times longer and without knowing the exact exposure time, you can wait about an hour and end up with just a piece of polymerized mass on the film in the bathroom.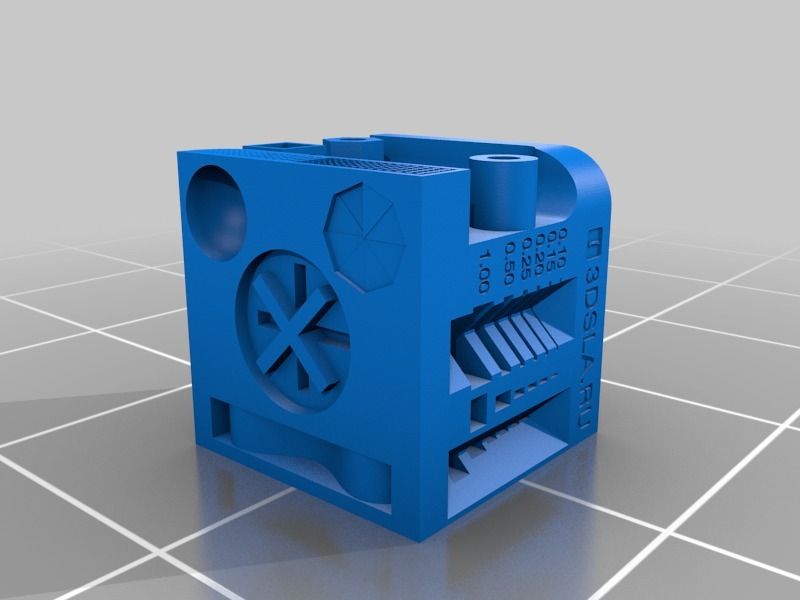
In this case, it takes much less time.
You can also use this life hack.
Sometimes very small, sticky parts from the model remain on the film. When the time is not set enough, the last prisms, cylinders, thin arcs, small casts remain small particles at the bottom of the bath. In order not to drain, not to filter the polymer, we print the model again, after the first 3-4 layers we stop printing. The first layers will include stuck pieces and after printing the bottom of the tub is clean. But here you need to be sure that these are very small pieces. If there is no such confidence, then it is better to play it safe, drain and strain the polymer and clean the film by other methods.
Now - real photos of test plates. Printing was carried out 4 times. Exposure time 3,5,8 and 12 seconds. From the photo, based on what you read, draw your own conclusions.
Polymer costs - less than 5 grams.