Tct 3d printing
Formnext 2022: 3D printing goes big while software shines
The question I typically get asked after the first day of a trade show is “what’s the best thing you’ve seen?” After three days taking in the latest 3D printing developments at Formnext 2022, I’m still not sure how to answer.
Compared to previous years, the big additive manufacturing (AM) machine launches were fewer, and that’s no bad thing. The traditional mass of launches and information condensed into 30-minute pre-arranged segments, with no time considered for running from the end of one hall up two sets of escalators and to another (it’s not Formnext unless you’re complaining about aching feet or showing off your step count), sometimes made it hard to digest it all properly. One day I’ll actually remember to plan for that highly coveted half day of free wandering time to meander the show floor. Alas, this was not that day.
Of course, we did see new hardware from the likes of HP, EOS, BMF, Axtra3D, Massivit3D, and in post-processing, AMT and DyeMansion. The majority of these machines marks an evolution rather than a step change in development, with some vendors packaging up previously teased technologies into commercial products, and others extending current capabilities to address new materials. This feels positive. It shows companies are being intentional, perhaps cautious, about what they’re putting out into the market – how many times have we seen a machine announced at a big event only to never hear about it again? – making incremental developments based on demand that’s truly there, and in the case of companies like HP, introducing machines that are already beta tested with digital manufacturing partners and ready to be shipped in the next few months.
Large-format printing was noticeably big. On one end, there were low-cost polymer systems from Modix who had some huge prints on display, exemplifying the types of marketing and creative applications the Tel Aviv-based vendor is targeting with its fourth generation IDEX-powered machines, and Photocentric, which just seems to go bigger and bigger at every event, this time with the introduction of its Titan printer based on its LCD screen, Liquid Crystal technology. On the metals side, wire-arc additive manufacturing (WAAM) from the likes of UK-founded TCT Award-winning WAAM3D and Netherlands-based MX3D - the team behind that famous 3D printed bridge across one of Amsterdam's oldest canals - was well accounted for on the show floor, demonstrating flexibility of material choice and size. Similarly, Pro-beam, which made its Formnext debut last year, exhibited a mix of electron beam melting (EBM) and WEBAM, a hybrid of wire-based and EBM, aka Wire Electron Beam Additive Manufacturing, promising speedy production of semi-finished products for large metal components.
On the metals side, wire-arc additive manufacturing (WAAM) from the likes of UK-founded TCT Award-winning WAAM3D and Netherlands-based MX3D - the team behind that famous 3D printed bridge across one of Amsterdam's oldest canals - was well accounted for on the show floor, demonstrating flexibility of material choice and size. Similarly, Pro-beam, which made its Formnext debut last year, exhibited a mix of electron beam melting (EBM) and WEBAM, a hybrid of wire-based and EBM, aka Wire Electron Beam Additive Manufacturing, promising speedy production of semi-finished products for large metal components.
ProBeam was one of those rare, unplanned encounters in between meetings, and the big theme continued as I stomped to my next stop and came across Ai Build, a London-based AM software company that specialises in automated toolpath generation for robotic and gantry AM systems. One part on the booth, a large helical coil for oil and gas, was manufactured with a Meltio DED head in stainless steel in just 14 hours, without the need for supports, thanks in part to the software's intelligent toolpath creation.
And just as I thought I'd gathered my conclusions on the week's hardware announcements, SLM Solutions swooped in with a surprise announcement about a new big metal AM system. No, not the huge NXG XII 600E which launched on the front cover of TCT Europe and could be seen plastered over hanging banners in the entrance to the Messe, but an even bigger system that's said to be capable of 3D printing parts up to 3.0 x 1.2 x 1.2 metres large. It's still in the early stages so we have no images or part samples to hand just yet, but SLM Solutions CEO Sam O'Leary did share that the technology has been in the works for a few years and symbolises the innovation happening at the Nikon-acquired selective laser melting company (This was also the first time the company had held a press conference regarding the acquisition, which our Sam produced a handy live thread and explainer on). This visit did however lead to another spot that I perhaps wouldn't have otherwise noticed, a handful of part-copper, part-tool steel, demonstrator parts showing the multi-material capabilities of a custom twin-laser SLM 280 system, the SLM 280 2MA.
I wouldn’t like to commit a theme to this week either, though if there’s one that I think companies would like attendees to take away, it’s ‘ecosystem’. Whether that’s partners, end-users, or the relationship between hardware, materials and software, the word was banded about a lot in conversations and press releases, emphasising the need for deeper integration between all parts of the AM journey, and leveraging each other's expertise to do so. HP doubled down on the theme at its press conference as it launched its HP Jet Fusion 5420W system and marked the European debut of its Metal Jet S100 system with partners Prototal and GKN, emphasising the importance of partnerships and an ecosystem which HP believes to be ‘somewhat unique in the industry’. It's not really a new theme, rather a continuation of, thankfully, something we've seen increased attention on in the seven Formnext events I've attended. This year, it seemed software was the key enabler, and while it may not make for the best selfies in post-show social posts, it's integral to the making of those parts that do. Dyndrite announced multiple partnerships with laser powder bed fusion vendors for its new end-user focused software tool promising the ability to better 'control the laser' per staff t shirts on the Dyndrite booth, while Oqton announced a partnership with DigiFabster in a bid to help manufacturers automate their entire production workflow.
Dyndrite announced multiple partnerships with laser powder bed fusion vendors for its new end-user focused software tool promising the ability to better 'control the laser' per staff t shirts on the Dyndrite booth, while Oqton announced a partnership with DigiFabster in a bid to help manufacturers automate their entire production workflow.
Also notable on the Oqton booth was seeing how the company is leveraging the capabilities of 3DXpert to bring increased efficiency and reliability to the AM software workflow. Elsewhere in software, Materialise, which has long considered itself a 'backbone of the AM industry', announced seven new technology partners for its CO-AM platform to support design and pre-printing automation, traceability, printing, and post- processing.
This year, team TCT went in armed with a handful of questions for companies based on key trends and challenges we’re seeing in the market today. Supply chain, of course, remains a big one, though after three years of heightened conversations around additive’s supply chain opportunity due to the pandemic, it certainly feels like there is more pragmatism from companies who are being practical about what that actually looks like, away from face shields, and into applications like spare parts on-demand. I spoke to one company which claimed to have sold a lot of machines, mainly to hospitals, for the sole purpose of printing nasal swabs early on in the pandemic. I'm keen to learn more about how, or if, such machines are now being utilised for applications elsewhere.
I spoke to one company which claimed to have sold a lot of machines, mainly to hospitals, for the sole purpose of printing nasal swabs early on in the pandemic. I'm keen to learn more about how, or if, such machines are now being utilised for applications elsewhere.
Formnext is huge. There is no way one person can get around it and it's very easy to miss things. The downside of being press at this event is that we can be guilty of paying attention to the stuff we receive press releases and meeting invites on, and in the process, miss out on seeing that little application, buried somewhere on a booth that perhaps hasn't garnered the same fanfare but is in no way less significant. While I'm still struggling to answer that question at the top of this blog, it's always helpful to ask it. It's how you find the things you might otherwise miss; like the Origin production cell on the Stratasys stand, which several people recommended, or the compact metal binder jet printer from Sinterjet, which quietly made its debut.
This is just a snapshot of my time at the event, and that's before even touching on materials announcements from the likes of Carbon, Equispheres, Lithoz and Nexa3D, or digging into takeaways from Jack Wolfskin, GE Healthcare and many more AM end-users from the TCT Conference @ Formnext. We'll have plenty from both and beyond in the coming weeks but for now, I recommend listening to a very tired trio of 3D printing journalists on this week's episode of Additive Insight for more Formnext highlights, including first-time attendee insights, or scrolling through our Formnext coverage - no steps or escalators required.
×
Additive Insight by TCT · #108 The biggest 3D printing stories from Formnext
Want to discuss? Join the conversation on the Additive Manufacturing Global Community Discord.
Get your FREE print subscription to TCT Magazine.
3D Printing & Additive Manufacturing Event
North America’s largest and most influential Additive Manufacturing event.
May 2 - 4, 2023
McCormick Place — West Building
Chicago, IL
people
Why Attend
What makes the largest and most influential additive manufacturing event in North America a can’t miss experience in 2022.
event
Event Features
Find out what makes RAPID + TCT next level in 2022.
devices
Digital Experience
RAPID + TCT 2022 – Now Streaming
RAPID + TCT 2023
Don’t miss RAPID + TCT 2023 – Big things are happening in this advanced manufacturing technology, and you will see them all at North America’s largest and most influential Additive Manufacturing event. Registration opens soon!
Registration opens soon!
Explore the 2022 Conference and Event Preview!
Last year’s show featured 400+ exhibiting companies, keynote presentations, thought leadership panel discussions, new product previews, networking and so much more!
Stay tuned for details on why RAPID + TCT 2023 will be the must-attend AM event in Noth America!
The Rapid + TCT Experience
Event and Industry News
-
June 22, 2022
You can rest assured that you held a great event when both the exhibitors and attendees offered thanks and words of praise. That is exactly what I heard throughout RAPID + TCT 2022, and in the week that followed.
-
June 2, 2022
SME and the Rapid News Group welcomed thousands of members of the Additive Manufacturing (AM) community back for another successful installment of the industry’s largest and most influential event, RAPID + TCT 2022, May 17-19 at Huntington Place in Detroit.

-
May 20, 2022
RAPID + TCT 2022 has officially kicked off—this time returning to its roots at Huntington Place in Detroit!
Membership Has Its Advantages
With an All-Access pass to RAPID + TCT, you'll receive a free 1-year SME membership! SME members can connect with peers, gain knowledge related to manufacturing technology and trends, solve problems and participate in leadership opportunities.
Get Your All-Access Pass
View More News
PET plastic recycling and how 3D printing can change the lives of each of us
Before we start, I draw your attention to the fact that several topics will be raised in the article, and for a convenient guide, I will indicate the name of the topics in BIG FONT)
WHERE IT ALL STARTED:
How can 3D printing change not only the lives of those around you, but also yours? Stupid question, but for me it is rather ironic.
It all started many years ago, when I became interested in tank modeling, while playing one well-known game, I accidentally stumbled upon the news about paper modeling, they offered to make a simple MC1 tank out of paper, I immediately liked the idea, because I liked to do it from childhood something with your own hands. nine0003
I won't go into details, but I can say that with time the quality of the work increased, the paper hobby ousted everything superfluous from my life, including computer games.
This hobby greatly developed thinking, ingenuity and fine motor skills, because it was necessary to create durable paper structures, to carry out fine work with small details, and this is not quite the same as buying a ready-made assembly kit. (The big challenge was assembling Bismarck out of paper)
Everything about it was perfect, except for one BUT! This time, for 1 tank model, it took from 5 to 9 months, over the years, time became less and less, work, study, family . . And I really wanted to do what I loved.
. And I really wanted to do what I loved.
I found out about 3D printing by accident and immediately the idea appeared that many components and assemblies of tanks can simply be printed, while eliminating the routine, especially for tracks and rollers, making them out of paper is still a pleasure.
An obsessive idea firmly settled in my soul and did not give me rest, but the high cost of the printer cooled my hot ardor. And yet, with confidence, I continued to monitor prices and the situation in general. nine0003
After a couple of years, the decisive moment arrived! I decided to buy, spending all the accumulated money! at that time, 22 thousand was a rather large amount for me and many others around me, so when I spent it on such a toy, many condemned me.
This miracle was printer Pryusha ah 4, at that time the top model, but now, of course, it's not the best option.
Printing did not work right away, it took a lot of time to set up, understand the operation of the printer, slicer, and upgrade it. He printed all sorts of little things that were not quite necessary, and then he completely cooled off. nine0003
He printed all sorts of little things that were not quite necessary, and then he completely cooled off. nine0003
A year later I was asked an important question - You bought a printer for a hobby, but you print anything, but not the target product, Why?
I answered that there are no ready-made models, and to create your own, you need knowledge of 3D modeling.
My opponent said that everything can be learned if you are busy doing what you like and made me promise to make at least one model.
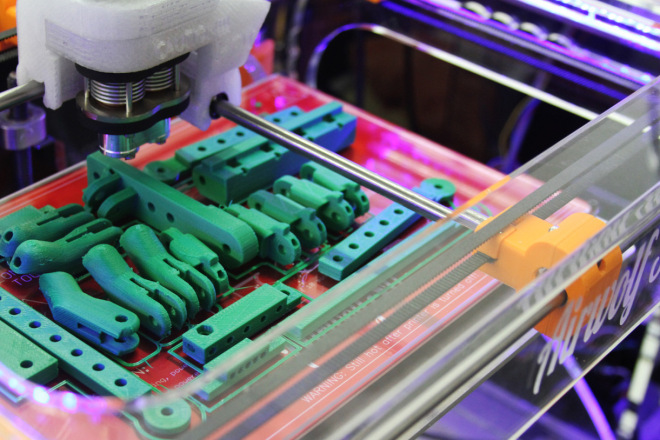
More than one year has passed since then, a lot of effort has been invested, a lot of trial and error, experience gave an understanding of what and how to model, what and how to print better, here are a few examples of printing
And there was one nuance in this whole story, it was plastic. At some point it was expensive, after that I found a place to buy a cheap one.
But walking along the street, and seeing bottles everywhere, thoughts involuntarily began to appear that all the material was underfoot.
In addition, the environmental situation with plastic in our cities, and throughout the world, is quite terrible, which, accordingly, also influenced my idea.
There were attempts to create an extruder for plastic recycling, but the ideas were in vain, the implementation failed. nine0003
However, the idea of recycling PEK bottles seemed to me very simple and feasible in practice. As a result, it turned out that I was very mistaken about this.
RECYCLING OF PET BOTTLES (5L BAGS)
I will try to briefly and concisely describe the essence of the work process, there are a lot of articles on this topic, but there is one BUT !!! In my implementation, they unfortunately almost did not help!
The bottom line is that everyone in the examples of videos and articles printed well, but all my attempts failed ...
There were many reasons for printing failure: plug formation, nozzle clogging, under-extrusion - the printer simply could not push the PET filament or the feed gear simply slid along the bar.
In addition, the length of the rod is always limited, it is necessary to constantly change the filament, but this problem was also solved.
Let's not pull the printer by the bar and start in order:
PREPARATION OF THE BOTTLE
It is very difficult to find an ideally even bottle, and it is not necessary.
First of all, we need:
Plastic plug - we make a hole in it for the valve, the valve is sold at any tire shop or can be ordered on Aliexpress
http://alli.pub/5s0hyt
we get the following: bottle or vial with a cork. Do not forget to add a couple of drops of water to the bottle, then pump it up. You need to pump up quite a bit, without fanaticism, a bicycle pump can do just fine.
Next is the most dangerous and important moment
Our goal is to level the bottle and not to blow it up, there is no need for a lot of pressure!
We heat the bottle on a gas burner or with a building hair dryer (there are a lot of videos on YouTube on this topic, I advise you to read it), do not forget to scroll it, water drops will give steam, which will further expand the walls.
Do not forget about safety, goggles are required!! Breaking a bottle can burn, cotton itself is not very dangerous, but you can get scared from surprise (remove children, old people and a mentally unhealthy cat from the house). nine0003
Again!!!! our goal is to align, to align the bottle a little, and not to explode, so without fanaticism!
Let's skip the irony and get down to business. Here is a good example:
And now it’s already dangerous, the bottom of the bottle began to fall out, an early sign of a rupture, but this is not a 100% danger indicator, do not forget about the cork, it may also not withstand, especially for bottles, the walls of the cork are very thin there , strength is low!
After heating, immediately release the pressure, carefully press the valve, for example with a screwdriver, I warn you, a little steam will come out from there, take care of your eyes. And only after that we remove the cork. nine0003
Do not leave an inflated and heated bottle, after cooling it will collapse and lose its shape.
Well, we have passed the most dangerous section, let's move on! BOTTLE CUTTER
I must say right away that the bearing bottle cutter is by. Too confused, too complicated and incomprehensible, but the choice is yours.
Printing on a printer is also not an option! The PET tape will cut it like a knife through butter.
Our choice is only metal
or something similar
http://alli.pub/5s0i24
It's very easy to make, in the hardware store, buy a corner, M4 screws, nuts and washers for it. Well, do not forget about the clerical blade.
here is the result:
The number of washers adjusts the width of the PET strip, and the nuts clamp the knife blade. At the bottle, we cut off exactly the bottom, align it with scissors and make a small incision.
Slowly pull and cut, holding the bottle at an angle, keeping the width of the tape constant.
its width should be approximately 0.9 mm, but in the process of work you select individually.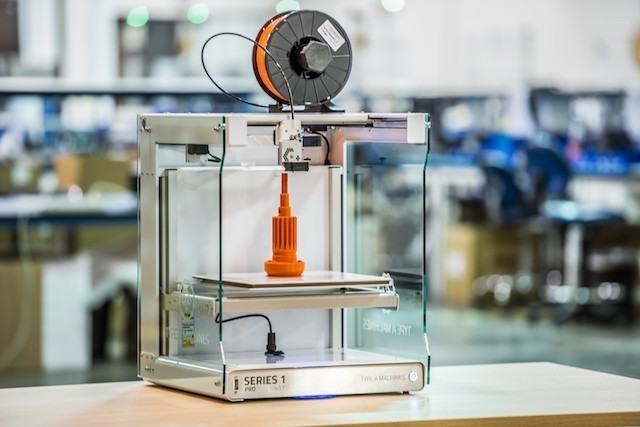 nine0003
nine0003
The first time you most likely will not be able to cut as needed, be patient and bottles, everything will come with experience.
Here is the result:
AUTOMATIC FILAMING EXTRUDER
I will say right away that the engine, driver and generator are not the most important, I pulled the bar by hand, it is rather a moment of convenience and for the future. (links to relevant parts are below)
Most important node
example
https://youtu.be/BsdvdI-L3Vo
I think you recognized him, this is a fuser from a printer. We fix it on the corners, insert the heater.
http://alli.pub/5s0igw
I think they also recognized the nozzle, but it needs to be prepared.
At the exit, we drill through a hole with a 1.7-2 mm drill (this will give about 1.7 bars at the exit) , but to a shallower depth of 3 mm.
And at the very entrance 4-5 mm, to a depth even less
As a result, we will get a hole in the form of a cone, this is necessary so that the PET tape is better and easier to roll into a rod, at the entrance it is wide, but moving along the nozzle, it begins to roll up due to the heat shrink and the tapered shape of the nozzle.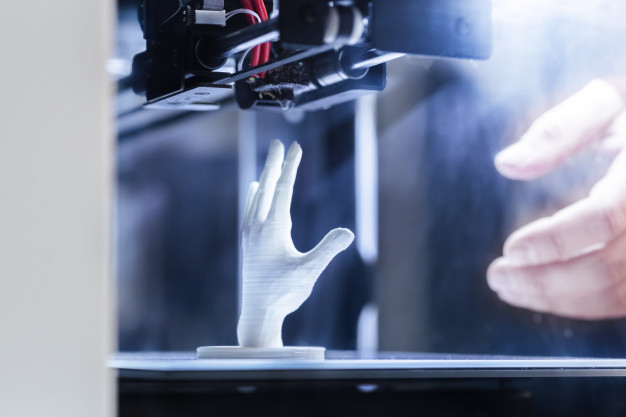
If you have a drill, then I advise you to slightly smooth out all the irregularities based on the results of what we have drilled with a cone-shaped cutter.
The power supply regulates the heating temperature. (the blocks are just a super indispensable thing in the household, I advise you to take 2, 1-1 to adjust the heating of the nozzle, the 2nd will go to power the broach motor)
http://alli.pub/5s0ie6
We burn the end of the tape a little with a lighter, the tape will become stronger due to shrinkage, cut it with scissors and pull the rod at the exit with tweezers.
We pull manually or with the help of electronics, I’ll say right away that skill is needed here, it won’t work the first time
and here is the result
If you want to automate the work, then here are the necessary details:
Generator
http://alli.pub/5s0esv
TB6600 stepper motor driver
http://alli.pub/5s0i7k
EXTRUDER
What can I say, I tried the standard version, I tried the titanium extruder - and all in vain . .. this does not mean that you will not succeed, it means that I very tired of dealing with the problem for 1 year and found the ideal.
.. this does not mean that you will not succeed, it means that I very tired of dealing with the problem for 1 year and found the ideal.
Meet the perfect extruder that eliminated most of my problems! http://alli.pub/5s0i9w
Its advantage is that 2 gears rotate simultaneously and have notches, even a smooth and hard bar will not stand a chance. The same extruder is needed for pulling the filament, at the output the rod will turn out with notches, which will be well displayed during printing
FILEMENT TUBE
http://alli.pub/5s0f6v
The inner diameter must be as large as possible !!
In my case, the inner diameter is 3mm, the outer diameter is 4mm, otherwise the filament will get stuck, due to expansion and variable size
much more, as a result of which, when cooling, a cork forms in the fuser - as a result, a print failure nine0003
THERMAL BARRIER (THROAT)
must be taken as in example 1, with a through hole, for the reason described above,
Option 2 will not work - there will be a jam
RADIATOR
Here I advise you to take something larger, here is an example
http://alli. pub/5s0g80
pub/5s0g80
If the heatsink is too small, there is a risk that there will be a filament crease as a result of overheating
COOLING
In my case with a large heatsink, cooling is not needed! nine0003
Explain:
The hot radiator dries the bar as it travels to the nozzle, in addition, the bar is already heated and easier to melt.
For the experiment, I decided to install a cooler and here the extruder clicks began, the printer did not have time to melt the bar, as a result - the bar was crumpled and printing failed.
In general - if you decide on cooling - take care of the possibility of its regulation!
NOZZLE
This is no less important moment!!! nine0003
We use any, but it needs to be drilled, as I described earlier, but you can immediately use a 3mm drill, not naturally through.
The bottom line is that the plastic will melt, as it were, in the nozzle chamber that you drill, and not in the thermal block, as it was provided for by the design, and there will be no plug during retraction, the molten mass will remain in the nozzle chamber.
PRINT SPEED AND PLASTIC FEED
Change the bar size from 1.7 to 1.4 or 1.5 in the slicer settings. This is due to the fact that the homemade bar inside will not be hollow, so its feed should be greater! Otherwise, the walls of the part will be thin. nine0003
The print speed, on the contrary, must be reduced, in addition, the print speed of the supports, and the fill must be equal to the print speed of the walls.
print example
https://youtu.be/jIWRY24LOf8
ALLOYING THE ROD INTO A SINGLE WHOLE
Experience and skill are needed here! Be patient !
Tried a lot of things, all without success. I give you a working method right away
https://www.youtube.com/watch?v=4-nrcfdk44Y
We set it on fire and melt it until it burns, carefully, I got a serious burn! nine0003
We extinguish, connect, blow (or better with some water).
I cut off the excess with wire cutters and clean it with sandpaper to the ideal.
Gently twist into a coil, the connection is not perfect and is destroyed when pressed hard, but in general it keeps its shape.
Total
I consider this processing method to be one of the best. Yes, it is not perfect, it is a little confused, there are flaws, not the whole bottle is recycled. But still, as an initial start, this method can and should be applied, just imagine how you can reduce the amount of plastic in the environment if every second person who has a printer uses a similar approach. nine0003
Here is an example of printing and here is a preview of the 3D model that I prepared for printing, so to speak - expectation and reality.
As you can see, I am still at the printing stage, I will print all the knots with a bottle as much as possible, I will finish off all the little things that the pryusha cannot handle with a photopolymer printer, and after priming and painting, everything will look no worse than a sketch.
See more photos, follow the complete assembly and my work at the link
https://vk.com/public_model_hends
It will also be important to say that parts made of such plastic are practically indestructible, it is difficult and sometimes impossible to break by hand.
It can be used to print durable parts or children's toys, which is in the plans.
Or collectible toys
You don't want to throw away such a thing, you can also give a toy to another child as you don't need it. (Nemesis does not count, not every child wants this, although I would be very happy about this as a child) nine0003
A lot of time has passed since I collected the first paper model and a lot of effort has been spent, since then I have mastered 3D modeling, painting, 3D printing.
Small hobby - gave direction and understanding to what I want to do in life and how to earn a living.
Mastering 3D modeling has opened up the prospects for developing models for Game Dev / but even here 3D printing does not stand apart, because I use the Hipoly model for printing, so to speak - waste-free production in everything. nine0003
Here is an example of a model I created for printing, which was ordered by a modeler from Rome
and here is the same model, but already Low Poly and for Game dev.
There is still a lot of work, there are no ideal models yet, but I am working on improving my skills every day.
This is how first paper modeling and then 3D printing changed and continues to change my life for the better.
I hope this story was interesting for you, please rate it with your like and write your thoughts on this in the comments, well, I will go on creating, because there are a lot of plans for the future, but so little has been done yet ... Appreciate the environment around you , recycle plastic, change your life and the lives of others for the better! nine0003
Appreciate your time, your hobby and your goals, good luck to everyone, bye everyone!
tpcomposites - Thermoplastic composites
Company "Thermoplastic Composite Technologies" is a Russian manufacturer of thermoplastic composite materials,
a developer of technology and equipment for their processing into finished products.
The use of composite materials based on thermoplastic binders opens
new opportunities for manufacturers - get advice! nine0003
Fiberplast (Fiberplast) - a line of innovative composite materials for semi-finished products manufactured by TKT LLC.
Automated recycling achieves high productivity, low waste, high strength and chemical resistance, and can be reused.
Fiberplast is available in various forms to suit specific customer needs with desired properties.
Materials based on carbon fiber and PA6, PPS, PEEK are currently available, and development is underway to expand the range of fibers and polymers. nine0335
PRODUCT FORMS
Supply and custom development of composite products based on carbon fiber and thermoplastic binders PA6, PPS, PEEK. Basic fiber content: 40 to 60%, storage at room temperature without expiration date.
Fiberplast T - unidirectional thermoplastic composite tape
- Thickness: 0.14-0.2 mm
- Width: 6.35 to 50.8 mm
- Application: automatic lay-up (ATL), winding
- Delivery form: coils 100-1000 meters
Fiberplast P - unidirectional thermoplastic composite profile
- Cross-sectional area: up to 100 mm2
- Section shape: circle, square, angle, channel, etc.
- Application: welding, bending
- Delivery form: rods up to 3 meters long
Fiberplast L - consolidated thermoplastic composite sheets
- Layer orientation: 0/90/-45/+45
- Thickness: 0.5 to 5 mm
- Dimensions: up to 500x500 mm
- Application: thermo-pressing, welding
Fiberplast F - 3D printing filament reinforced with continuous carbon fiber
- Diameter: 0.4-1.2 mm
- Fiber content: 40-60%
- Application: 3D printing
- Delivery form: coils 100 - 1000 meters
Fiberplast BMC - thermoplastic composite compound BMC
- Tape length: 10-70 mm
- Width of strips: 3-7 mm
- Application: thermo-pressing
- Delivery form: bags from 1 to 10 kg
Custom thermoplastic composite products
- Mold design and fabrication
- Production of a batch of products on own equipment
- Manufacturing methods: thermo-pressing, overmolding, welding
- Dimensions: up to 500x500x200 mm
Advantages
- Quick production cycle
- Automated processes
- High physico-mechanical properties
- Secondary processing, environmentality
-
PROCESSING TECHNIQUES
Fiberplast thermoplastic composite materials are suitable for a wide variety of standard processing methods, providing structural and operational efficiency.

Learn more