Sls 3d printer powder
Tech Specs for the Fuse Series SLS 3D Printers
Printer
Fuse 1
Fuse 1+ 30W
Technology
Selective Laser Sintering
Selective Laser Sintering
Build Volume (W x D x H)
165 × 165 × 300 mm
6.5 x 6.5 x11.8 in
165 × 165 × 300 mm
6.5 x 6.5 x11.8 in
Layer Thickness
110 microns
0.004 in
110 microns
0.004 in
Laser Type
Ytterbium Fiber 10W
Ytterbium Fiber 30W
Laser Spot Size (FWHM)
200 microns
0.0079 in
247 microns
0.0097 in
Build Chamber
Modular, compatible with Fuse 1 generation printers and Fuse Sift
Modular, compatible with Fuse 1 generation printers and Fuse Sift
Technology
Selective Laser Sintering
Selective Laser Sintering
Build Volume (W × D × H)
16.5 x 16.5 x 30 cm
6.5 x 6. 5 x 11.8 in
16.5 x 16.5 x 30 cm
6.5 x 6.5 x 11.8 in
Layer Thickness (Axis Resolution)
110 microns
0.004 in
110 microns
0.004 in
Hopper Capacity
17.8 Liters
14.5 Liters
Dimensions
68.5 x 64.5 x 106.5 cm
27 x 25.4 x 41.9 in
68.5 x 64.5 x 106.5 cm
27 x 25.4 x 41.9 in
Supports
No supports
No supports
Design/CAD Specifications
Minimum Access Dimensions (W × D × H)
125.5 × 149.5 × 187 cm
49.4 × 59.0 × 73.6 in
125.5 × 149.5 × 187 cm
49.4 × 59.0 × 73.6 in
Printer Dimensions (W × D × H)
64.5 × 68.5 × 107 cm (165.5 cm with stand)
25.4 × 27 × 42 in (65.0 in with stand)
64.5 × 68.5 × 107 cm (165.5 cm with stand)
25.4 × 27 × 42 in (65.0 in with stand)
Recommended Operating Footprint (W × D × H)
145.5 × 149.5 × 167.5 cm (49. 4 × 59 × 66 in) to allow access to the front and sides of the printer.
4 × 59 × 66 in) to allow access to the front and sides of the printer.
145.5 × 149.5 × 167.5 cm (49.4 × 59 × 66 in) to allow access to the front and sides of the printer.
Stand Dimensions (W × D × H)
59.6 x 60 x 58.4 cm
23.5 × 23.6 × 23 in
59.6 x 60 x 58.4 cm
23.5 × 23.6 × 23 in
Weight
114 kg (without build chamber or powder)
251.3 lb (without build chamber or powder)
120 kg (without build chamber or powder)
265 pounds (without build chamber or powder)
Startup Time
< 60 minutes
< 60 minutes
Operating Environment
18 – 28 ºC
68 – 82 ºF
18 – 28 ºC
68 – 82 ºF
Internal Temperature
Up to 200 ºC
Up to 392 ºF
Up to 200 ºC
Up to 392 ºF
Temperature Control
Quartz tube heating elements
Positive temperature coefficient (PTC) cartridges
Quartz Tube Heating Elements
Resistive Air Heater
Air Handling
Pressure-controlled two-stage filtration
(Replaceable HEPA and carbon mediums)
Interface to external inert gas supply
Pressure controlled two-stage filtration
(Replaceable HEPA and carbon mediums)
Power Requirements
EU: 230 VAC, 7.![]() 5 A (dedicated circuit)
5 A (dedicated circuit)
US: 120 VAC, 15 A (dedicated circuit)
EU: 230 VAC, 7.5 A (dedicated circuit)
US: 120 VAC, 15 A (dedicated circuit)
Galvanometers
Formlabs Custom
Formlabs Custom 2nd Generation
Laser Specifications
Ytterbium Fiber
IEC 60825-1: 2014 certified
1070 nm wavelength
Maximum 10 Watts
4.01 mrad beam divergence (nominal, full angle)
Ytterbium Fiber
IEC 60825-1: 2014 certified
1070 nm wavelength
Maximum 30 Watts
3.24 mrad beam divergence (nominal, full angle)
Laser Spot Size (FWHM)
200 microns
.0079 in
247 microns
.0097 in
Radiation Information
The Fuse 1 is a Class 1 Laser product. Accessible radiation is within Class 1 limits.
The Fuse 1+ 30W is a Class 1 Laser product. Accessible radiation is within Class 1 limits.
Connectivity
Wi-Fi (2.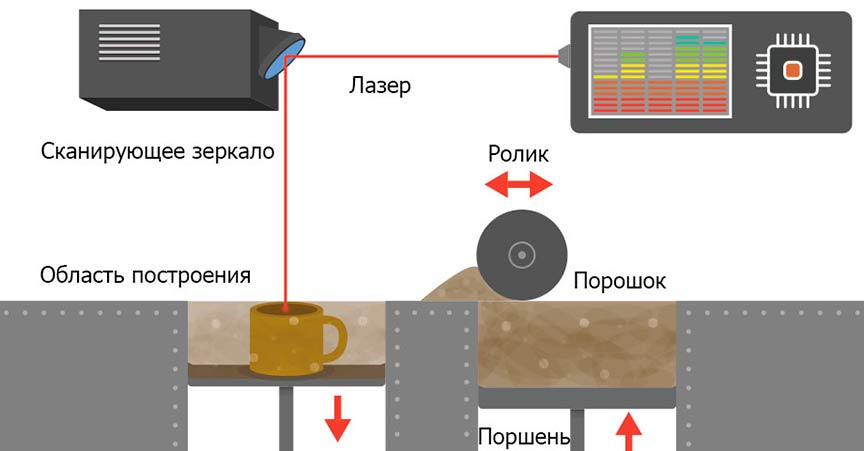 4GHz + 5GHz)
4GHz + 5GHz)
Ethernet (1000 Mbit)
USB 2.0
Wi-Fi (2.4GHz + 5GHz)
Ethernet (1000 Mbit)
USB 2.0
Printer Control
10.1” interactive touchscreen
1280 × 800 resolution
10.1” interactive touchscreen
1280 × 800 resolution
Alerts
Touchscreen alerts and tracking
SMS/email via Dashboard
Live video feed with computer vision
Proactive maintenance alerts
Touchscreen alerts and tracking
SMS/email via Dashboard
Live video feed with computer vision
Proactive maintenance alerts
Print Preparation
PreForm Desktop Software
PreForm Desktop Software
System Requirements
Windows 7 (64-bit) and up
Mac OS X 10.12 and up
OpenGL 2.1
4 GB RAM (8 GB recommended)
Windows 7 (64-bit) and up
Mac OS X 10.12 and up
OpenGL 2.1
4 GB RAM (8 GB recommended)
Hardware Requirements
Fuse 1 generation 3D printer
Fuse 1 generation 3D printer
File Types
. STL or .OBJ
STL or .OBJ
FORM file output
.STL or .OBJ
FORM file output
5 most common myths about SLS powder handling
5 most common myths about SLS powder handling - Sinterit3D printing is a relatively new technology, and as such, it brings a lot of questions to the table. People aren’t sure how it works, if it’s safe, or what it requires. Lack of knowledge often gives life to myths, making the technology seem much more cumbersome and threatening, than it really is. In case of the SLS method used for sintering polyamide and other plastic powders, one of the most commonly discussed and demonized topics is powder handling. Let’s take a look at the issue and clarify what’s real and what’s not.
Myth #1 It’s toxic, I don’t want it near meOne of most commonly made errors is the assumption that powders used in SLS 3D printing are toxic. One source of that myth actually comes from a different 3D printing technology – ultra-fine particles emitted by FDM printers can indeed have harmful effects when breathed in, similar to smoking12. That doesn’t happen in our case, because particles used during SLS printing are much larger – over 40 microns in diameter (78 microns in average), which makes them harder to lift into air (and you’d have to take a good sniff inside the printer when it’s working anyway). The other reason behind that misconception – and possibly its root cause – is the fact, that we recommend using protective gloves, glasses and masks. But that actually isn’t because of the powders’ toxicity – they’re completely safe, meet all the standards, have all the required safety certificates. So, why, you might ask, all these protective measures? Because it’s practical. You see, when it comes to consistency, our powders are kinda like flour. The fact that flour isn’t toxic doesn’t exactly mean, that you want it in your eyes, mouth (at least before it’s baked) and on your clothes, right? The same applies to our products.
That doesn’t happen in our case, because particles used during SLS printing are much larger – over 40 microns in diameter (78 microns in average), which makes them harder to lift into air (and you’d have to take a good sniff inside the printer when it’s working anyway). The other reason behind that misconception – and possibly its root cause – is the fact, that we recommend using protective gloves, glasses and masks. But that actually isn’t because of the powders’ toxicity – they’re completely safe, meet all the standards, have all the required safety certificates. So, why, you might ask, all these protective measures? Because it’s practical. You see, when it comes to consistency, our powders are kinda like flour. The fact that flour isn’t toxic doesn’t exactly mean, that you want it in your eyes, mouth (at least before it’s baked) and on your clothes, right? The same applies to our products.
Are you interested?
First Name*
Email
It kind of does, there’s no way around that. But it’s definitely not as bad as some are making it seem3. Since we mentioned flour above, let’s use a comparison to baking. When a baker makes bread, he uses a certain place for it and there’s a reason for that. When you bake yourself (or your wife / husband does), you usually do it in the kitchen, right? For a moment there, it can look a bit messy – the flour is everywhere, pots and dishes need some scrubbing – but it’s nothing that can’t be cleaned in an hour or so. Our powders are usually even less problematic. So, technically – yes, there can be a bit of a mess at times – but it’s nothing major. Usually you just have to clean the tools, a single table that’s used for post-processing (cleaning and dusting off of printed structures) and maybe a little bit of floor around it – just like how it is after baking.
But it’s definitely not as bad as some are making it seem3. Since we mentioned flour above, let’s use a comparison to baking. When a baker makes bread, he uses a certain place for it and there’s a reason for that. When you bake yourself (or your wife / husband does), you usually do it in the kitchen, right? For a moment there, it can look a bit messy – the flour is everywhere, pots and dishes need some scrubbing – but it’s nothing that can’t be cleaned in an hour or so. Our powders are usually even less problematic. So, technically – yes, there can be a bit of a mess at times – but it’s nothing major. Usually you just have to clean the tools, a single table that’s used for post-processing (cleaning and dusting off of printed structures) and maybe a little bit of floor around it – just like how it is after baking.
This one used to be true – before we came around, that is. SLS machines used to be these large, industrial monsters, completely unfit for home/office use, with a whole company infrastructure dedicated just for powder handling4. Now, thanks to Sinterit Lisa, all you need is a place for the printer (it can stand on a large enough desk or near a wall/in a corner of the room), a single table for post-processing work, and a little bit of space for an optional sieving station (it’s about a knee length high, the size of a small kitchen closet). And with that, you’re all set.
SLS machines used to be these large, industrial monsters, completely unfit for home/office use, with a whole company infrastructure dedicated just for powder handling4. Now, thanks to Sinterit Lisa, all you need is a place for the printer (it can stand on a large enough desk or near a wall/in a corner of the room), a single table for post-processing work, and a little bit of space for an optional sieving station (it’s about a knee length high, the size of a small kitchen closet). And with that, you’re all set.
Interested in?
First Name*
Email
It really isn’t and it really doesn’t. In essence, you just remove the unused/unsintered powder from the printer, put it in the sieve, add some fresh material (the correct ratio is 7/3 – seven parts used to three parts new – it’s mentioned in the documentation that comes with the printer) and let the station do its magic. Even if you were to sieve it all manually, it actually wouldn’t be all that complicated. You don’t need a Master’s Degree in chemistry, you don’t need any engineering knowledge – you just need a sieve, a simple instruction and a little bit of common sense.
Even if you were to sieve it all manually, it actually wouldn’t be all that complicated. You don’t need a Master’s Degree in chemistry, you don’t need any engineering knowledge – you just need a sieve, a simple instruction and a little bit of common sense.
Once again – not really. Of course, sieving everything manually would definitely take quite a bit of your time and make things bit more dusty, but that’s precisely why we created our automated sieve. With it, you pretty much just dump everything inside (beside the printed objects of course), press a button – and forget. It doesn’t require any kind of supervision, so you can go about your day normally, doing whatever you want – working, watching kids relaxing etc. Then, after a while (one sieving cycle takes about 15 minutes), you come back, and just collect the ready-to-use powder. In essence, all the work is done for you, so your time isn’t affected at all.
Read our latest e-book and make your SLS 3D printing more cost-effective
We understand that choosing the right 3D printing technology can be a daunting task, even for professionals. That’s why we invite you to consult our advisors and ask as many questions as you need to. Our experts will help you choose the best technology for your applications, suggest the powders you will need, provide more information for specifications or tenders, or send you sample printouts demonstrating the features you’re looking for. Send a form and try to describe all your needs so we can be prepared when contacting you. Once we receive your message, we will contact you soon.
Select topic
---Price quotationTechnical questionMore product/offer detailsSample print request
First name*
Last name
E-mail
Phone number
Company name
Job title (optional)
Country
---AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia (Plurinational State of)Bonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCôte d'IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea (Democratic People's Republic of)Korea, Republic ofKuwaitKyrgyzstanLao People's Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia (Federated States of)Moldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUAEUKUSAUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela (Bolivarian Republic of)Viet NamVirgin Islands (British)Virgin Islands (U. S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
State
---AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingDistrict of Columbia
Requested Products
Upload o file
How can we help you?
* Information about the processing of your personal data provided to Sinterit by the contact form is here. To read all our Privacy Policy please click here.
(Optional) By provision of your email address (and other data, if you wish) you agree to receive newsletter from Sinterit sp. z o.o. that may include commercial information e.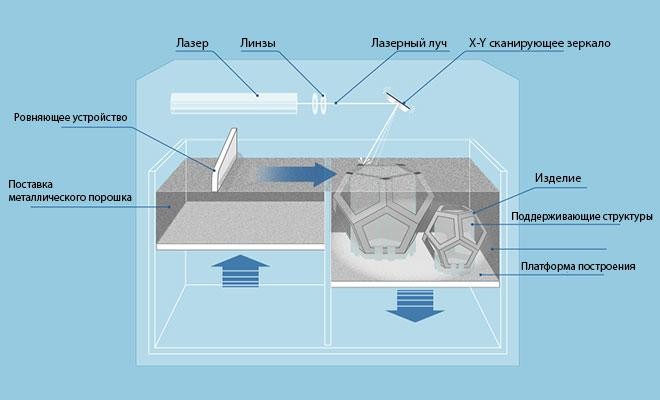 g. Sinterit Lisa Pro updates, products and services offers, information about exhibitions and use-cases, as well as, from time to time, we may send you inquiries or surveys to ask you about Sinterit and our products. You can find more information about processing your personal data here. To read all our Privacy Policy please click here.
g. Sinterit Lisa Pro updates, products and services offers, information about exhibitions and use-cases, as well as, from time to time, we may send you inquiries or surveys to ask you about Sinterit and our products. You can find more information about processing your personal data here. To read all our Privacy Policy please click here.
Click to make an appointment and learn more about our printers
First name*
E-mail
Phone number
Company name
Country
---AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia (Plurinational State of)Bonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCôte d'IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea (Democratic People's Republic of)Korea, Republic ofKuwaitKyrgyzstanLao People's Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia (Federated States of)Moldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUAEUKUSAUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela (Bolivarian Republic of)Viet NamVirgin Islands (British)Virgin Islands (U. S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
State
---AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingDistrict of Columbia
* Information about the processing of your personal data provided to Sinterit by the contact form is here. To read all our Privacy Policy please click here.
(Optional) By provision of your email address (and other data, if you wish) you agree to receive newsletter from Sinterit sp. z o.o. that may include commercial information e.g. Sinterit Lisa Pro updates, products and services offers, information about exhibitions and use-cases, as well as, from time to time, we may send you inquiries or surveys to ask you about Sinterit and our products. You can find more information about processing your personal data here. To read all our Privacy Policy please click here.
You can find more information about processing your personal data here. To read all our Privacy Policy please click here.
Pricing
Below there are approximate costs for some example models.
Be aware that the quotation assumes that there is only one piece printed. In SLS technology, the cost per part will be much lower with a higher number of elements printed at once.
Flexible
Standard
[contact-form-7 404 "Not Found"]
Get a free sample box
The free samplebox contains two printouts made from PA12 Smooth. They are both movable designs, and each one is printed in one piece.
These are examples showing high precision and freedom of design ensured by SLS technology.
order free sample box
This product includes GeoLite2 data created by MaxMind, available from https://www.maxmind.com.
Skip to content
selective laser powder sintering.
 Order printing SLS
Order printing SLS SLS 3D printing technology is a method of selective laser sintering of plastic powder, resulting in the formation of a product in accordance with a given 3D model. This technology has become especially popular in the engineering industry. Finished prints are characterized by low cost, and the 3D printers themselves have high performance. Consumables are of high quality, which makes it possible to obtain durable products, close in their properties to cast ones. All this makes SLS technology a very popular technology for various industries and tasks, from functional prototyping to small-scale production.
Not so long ago, SLS technology was not available to a wide range of consumers. However, the improvement of equipment and materials in recent years has led to revolutionary changes: selective laser sintering has become available even for home use, and not just for a whole range of enterprises. Thus, even more people began to use high-tech products in their work and life.
This material is devoted to the technology of selective laser sintering, materials and systems used in this printing technology. In addition, we will consider the features of the technology, in comparison with other 3D printing methods.
A bit of history…
Dr. Joe Beeman and Carl Deckard invented the technology of laser sintering of plastic powder in the mid-1980s. We can say that this technology was one of the first 3D printing methods to see the light of day. So far, there have been many innovations, and this additive manufacturing technique has been adapted to different materials. We are talking about glass, plastics, metals, ceramics and various composites.
Powder laser sintering technology is now available in two variations. In the first case, the laser sinters the plastic powder - this is the SLS technology. In the second case, metal powder is sintered - these are DMLS and SLM technologies. The principle behind the work of all these 3D printers is the same - the laser sinters or fuses the material.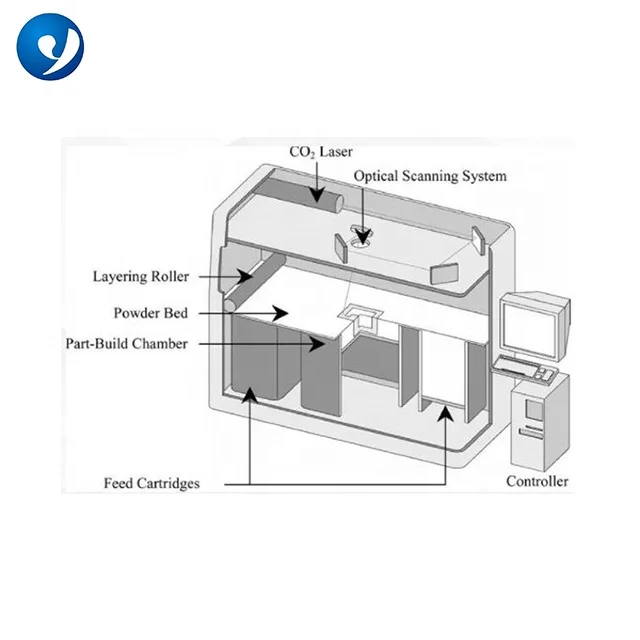 The difference lies only in the power of the laser used, as well as in the fact that metals are oxidized when heated under the action of oxygen, therefore, a special environment (inert gas, vacuum) is required to prevent this oxidation and, accordingly, a decrease in strength characteristics.
The difference lies only in the power of the laser used, as well as in the fact that metals are oxidized when heated under the action of oxygen, therefore, a special environment (inert gas, vacuum) is required to prevent this oxidation and, accordingly, a decrease in strength characteristics.
All of the above technologies were very expensive not so long ago, which greatly limited their use for printing expensive and non-standard products. To a greater extent, they were used in the medical industry and aerospace. Now everything has changed dramatically.
SLS technology has become popular, available and in demand along with other plastic printing technologies (SLA, DLP, FDM). In addition, compact desktop printing systems appeared, which also made SLS more popular.
How the SLS printer works
The SLS printer is based on the melting of polymer powder using a powerful laser. The 3D printing process is carried out as follows:
- In the chamber, the polymer powder is heated to a state close to melting.

- In the upper part of the working chamber, the powder is applied to the printing platform in a very thin layer.
- The laser illuminates the transverse layer of the model in accordance with the program. The particles adhere strongly to each other, and a solid layer is formed.
- The platform is then lowered and a new layer of material is applied. The size of the layer and, accordingly, the thickness of the spraying of the material, lowering the platform varies between 50-200 microns. And again, the laser illuminates the transverse layer.
- The powder, which has not hardened, in this case acts as a support, so the formation of support structures is not required at all.
- The process of lowering the platform, applying the powder and exposing the layer continues until the model is completed.
- The finished model is not immediately removed, but gradually cools down in the assembly chamber.
- After cooling, the build chamber is removed, the model is taken out, and excess material is removed in the cleaning station.

Post-processing
Models that have been printed using selective laser sintering require the simplest possible post-processing. It consists in removing powder residues, which does not require serious and large labor and material costs.
When the models are ready and cool, they are removed from the build chamber, separated from the powder and cleaned. The powder is removed in the chamber using compressed air, and the powder is collected by a vacuum cleaner. This is the so-called cleaning station. The powder can be reused.
Products printed using SLS technology are characterized by a grainy and rough surface. It has no gloss and resembles fine-grained sandpaper.
Nylon is a material that allows you to process the finished prints as you wish: sanding, dyeing, enameling in printing, gluing, flocking, powder coating, metal coating.
Economical
The powder remaining after removing the part is sieved to remove large particles and can be reused. Thus, material savings are achieved. However, it is important to know that under the influence of high temperature, part of the powder may partially decompose, so it must be mixed for reuse with a new one. But even in this case, in terms of materials, SLS technology is the least expensive.
Thus, material savings are achieved. However, it is important to know that under the influence of high temperature, part of the powder may partially decompose, so it must be mixed for reuse with a new one. But even in this case, in terms of materials, SLS technology is the least expensive.
SLS printers: basic types
All SLS printers work on the same principle, which has been detailed above. The differences between the models are in the laser power, its type and the volume of the printer. Systems can also differ in the method of powder distribution, temperature control, and the way the layer is formed.
The technology is very demanding in terms of precision and control. They should be as tight as possible. For example, the temperature of the powder must be clearly controlled and vary within 2 degrees from that required at this stage (powder preheating, direct sintering in accordance with the model, gradual cooling). The fact is that if the temperature regime is not observed, the model may be deformed, warped, and internal stress may arise.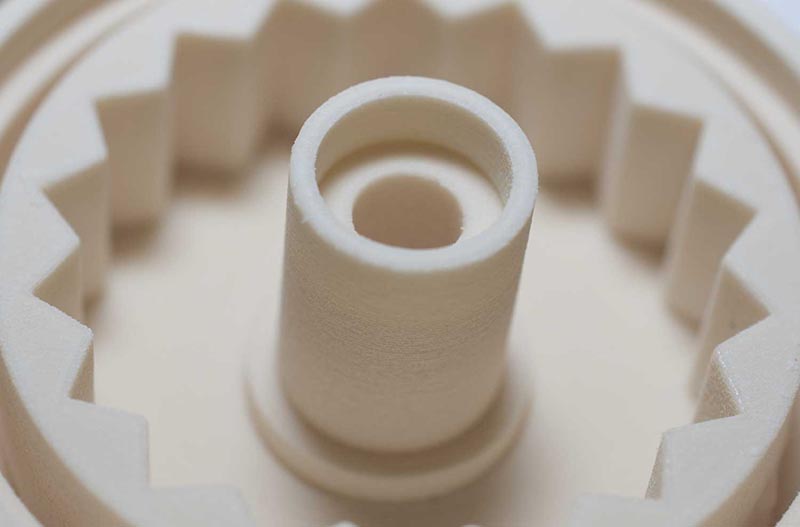
SLS industrial 3D printers
Industrial SLS printers are widely used. They are in demand in many areas, from engineering, automotive, space industry and ending with medicine and small-scale production. There are overall systems that are able to print models whose length exceeds 1m.
Industrial printers generally use one or more carbon dioxide lasers. It is quite logical that the larger the assembly volume, the more complex the system will be involved.
Industrial systems, in particular SLM 3D printers, require the use of an inert medium. We are talking about filling the chamber with gas. Most often it is nitrogen or another inert gas. This is done to prevent oxidation and subsequent decomposition of the powder material used. For this reason, industrial applications include air handling equipment. Since the systems are powerful, they also require industrial-grade power. And any industrial printer is large. Even the smallest system requires a room with an area of at least 10 sq.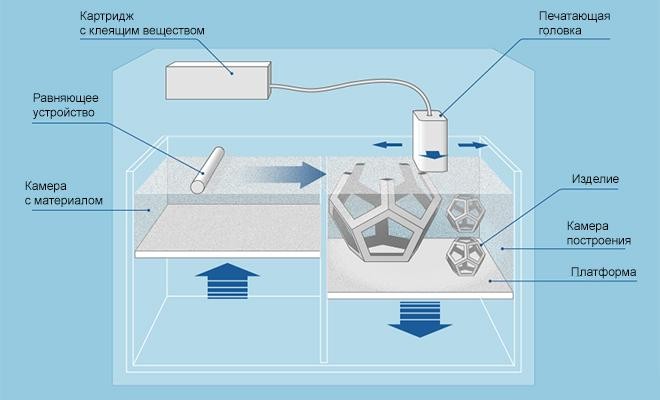 m.
m.
Desktop devices
The developers made sure that the technology also received a desktop version, so that everyone could use it. This is how the Benchtop SLS and Formlabs Fuse 1 models appeared. These are SLS printers that have high performance comparable to industrial ones, but at the same time they are compact and small in size. In addition, such models do not require the creation of a special infrastructure and therefore can easily fit into any workspace.
Desktop models of SLS printers are equipped with diode or fiber optic lasers instead of carbon dioxide lasers. Thus, a stable beam is obtained at a minimum cost.
Due to the fact that the assembly volume is small, the heating required is minimal. And since the powder is in the heating mode for a short time, there is no need to create an inert environment. And this entails the absence of the need for air handling equipment. As a result of all this, the system will also consume less energy, so that the 3D printer can be easily connected to a conventional power supply.
But a desktop SLS printer is not only a smaller build volume, but also a slower print speed. Of the advantages - a little occupied space and a cheaper price.
SLS systems: comparison.
For convenience, we give a comparative description of industrial and desktop systems in the form of a table:
| Tabletop model | Industrial system | |
| Cost | from 10 thousand dollars | from 200 thousand to 1 million + dollars |
| Volume | 16.5x16.5x32cm | 55x55x75cm |
| Features | Comparatively affordable, simple workflow, minimal operating costs, minimal footprint | Large assembly, high performance, wide range of consumables |
| Drawbacks | Average Assembly | Expensive, large size, need industrial power and infrastructure, need training and skilled operator |
Nylon
Nylon is the most demanded and popular material for SLS technology.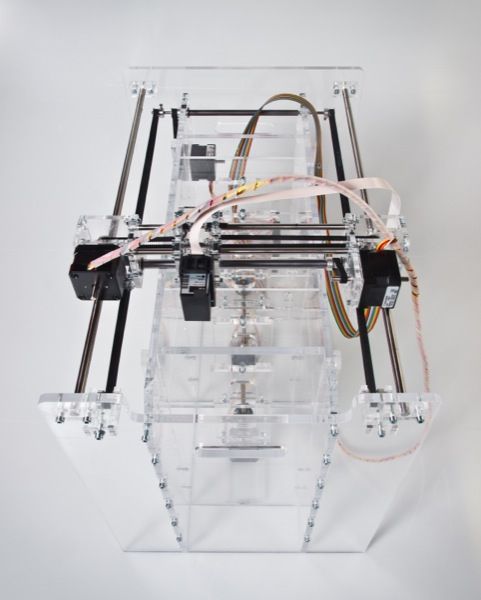 This engineering thermoplastic is loved by many for its high strength characteristics, flexibility and lightness. Nylon is resistant to chemicals, impact, F-radiation, dirt and water, and heat.
This engineering thermoplastic is loved by many for its high strength characteristics, flexibility and lightness. Nylon is resistant to chemicals, impact, F-radiation, dirt and water, and heat.
Due to its physical and chemical properties, the material can be used almost everywhere, from functional prototypes, consumer goods and medical devices.
Nylon is a synthetic thermoplastic belonging to the polyamide family. There are two varieties of this material: PA11 and PA12, which are used in SLS printing. This designation means polyamide, and the numerical value corresponds to the number of carbon atoms in the molecule. Nylon 11 is more flexible and impact resistant. Nylon 12 is more durable, wear resistant and biocompatible. In fact, the materials are almost identical.
Comparison of PA11 and PA12
| Index | Nylon 11 | Nylon 12 |
| Tensile strength, MPa | 48 | 50 |
| Modulus of elasticity, MPa | 1560 | 1850 |
| Elongation at break, % | 35 | 12 |
Melting point, in deg at 0. 45 MPa. 45 MPa. | 130 | 154 |
PA11 and PA12 are one component powders. However, two-component materials can also be used in SLS printers: coated, blends, etc. In order to increase the strength and other properties of products, composites of nylon and other materials (aluminum, glass, carbon) have been developed. If a two-component material is used, then the component that has a lower glass transition point will be sintered, it will also bind the components together.
SLS Technology: Highlights
Selective laser sintering technology is preferred by users and engineers around the world due to a number of advantages:
- high productivity;
- high bandwidth;
- low cost per part;
- freedom of design and design.
Due to the fact that most of the known 3D printing technologies, such as stereolithography, layer-by-layer deposition, require the use of support structures when printing complex objects, this seriously limits their use or at least makes them more difficult.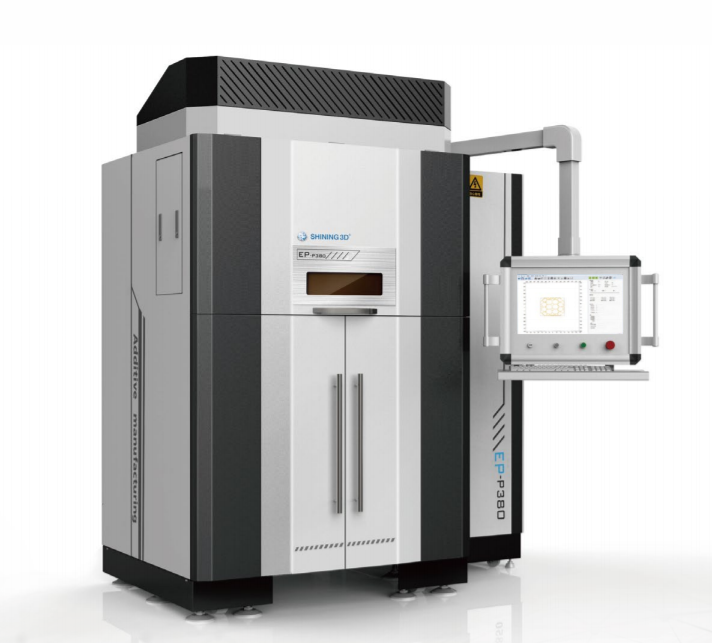
No support structures are needed for SLS printing, as the support is simply unused material. This allows you to create objects of any complexity, even those that were previously considered impossible. These can be parts that have channels, components, etc. inside. The design can even be very complex.
As a rule, engineers design parts according to the capabilities of the existing production process. And since SLS printing does not have such limitations as standard methods, this opens up new opportunities for engineering development. An SLS printer can print even the most complex geometry in one product. That is, at one time you can print a product that could be created by other additive technologies only from its constituent parts. In this way, weaknesses inherent in traditional assembly can be avoided.
Laser sintering can make full use of the potential of generative design. For example, it is possible to print lightweight and complex lattice structures that would otherwise be impossible to manufacture.
SLS is famous for its fast printing speed. It is used to create functional prototypes characterized by durability. The laser used to melt the powder is much faster and more accurate than those used to illuminate the layers in stereolithography technologies. Moreover, they are more accurate and reliable than FDM technology.
Many parts can be created in one process making full use of the workspace. To do this, you only need to arrange the parts evenly and with optimal density in the assembly space. For this, special software tools are used that allow you to maximize the space for a particular machine. With minimal clearances, the productivity of each machine increases significantly.
Operators in the assembly chamber achieve the best possible packaging of parts. That is, the maximum possible number of parts is packed into one chamber. And this is also possible because there is no need for supporting structures, and, accordingly, complex processing is not required in the future.
Parts can be added to the assembly during the printing process, so that any changes can be made in the course of work, literally at the last minute.
High-quality and reliable consumables
One of the advantages of SLS technology is its versatility and functionality. The material plays an important role in this. This technology mainly uses nylon and its composites. These materials are durable, practical, versatile and time-tested.
Laser sintered nylon products are nearly 100% dense. And in terms of their properties, they are close to those created by casting and other traditional production methods.
The image shows the assembly for a screwdriver. Printed in nylon 12.
For a smoother surface, nylon parts can be post-processed and even finished.
Nylon used in SLS printers can be an excellent alternative to injection molded plastics. It can be used in applications where plastic parts are required, as well as where standard plastics can become decrepit and break.
3D printing SLS technology | SLS printing: description
SLS (Selective Laser Sintering) - selective (selective) laser sintering, one of the most common additive manufacturing technologies.
SLS 3D printers work by selectively sintering powders based on polyamide (PA), thermoplastic polyurethane (TPU) and other polymers. The ability to use high-strength, chemical-resistant, biocompatible, high-temperature materials, such as polyetherimide (PEI / Ultem), polyether ether ketone (PEEK) and poly ether ketone ketone (PEKK) in modern printers, allows 3D printing of both medical products, including implants, and and high-strength structural elements for aviation, automotive, aerospace, engineering and other industries.
The printer process consists of the following steps:
- Before printing, an inert gas (nitrogen) is injected into the build area in order to provide additional safety and reduce material degradation during the printing process and the possibility of further use of material that is not sintered in process.

- Next, with a squeegee or roller (depending on the equipment manufacturer), several layers of powder are applied to the platform (usually, this is from 0.5 to 1 cm to create the initial “pillow” (powder bed).
- Preheating of the powder in the printing area to a temperature close to the melting temperature of the selected material is carried out
- Laser beam sintering by a guided powder scanner at the points of the future model.
- The build platform is lowered to the specified layer height and the next thin layer of powder (typically 50 to 200 microns) is applied with a squeegee (roller).
- The procedure is repeated until the end of the printing process.
- After printing is completed, the resulting products must cool in the build chamber in a pad of unused material, which will avoid warping of products during sudden cooling and loss of strength characteristics.
- Next, the products obtained by selective sintering are removed from the construction zone.

Learn more