Slm metal 3d printer
SLM Solutions Group AG: Ihr Partner im 3D Druck
SLMDiscover the limitless potential of our selective laser melting technology.
SCROLL DOWN
Our goal is to change the future of manufacturing forever.
MEET THE MAKERS
OUR MACHINES
From fast prototyping to mass production, we have you covered.
DISCOVER OUR MACHINES
MATTER THAT MATTERS
OUR MATERIALS
We only work with the most advanced materials, ensuring the highest quality and productivity.
BROWSE OUR MATERIALS
WE’VE GOT YOUR BACK
OUR SERVICES
Our experts are always on hand to help you create without limits.
CONNECT WITH OUR EXPERTS
“With the NXG XII 600 supply chains and inventory models will change forever. It is here, it is working. It’s not a twinkle in one of our engineer’s eyes. It is ready to order.“
Sam O'Leary, CEO
ENERGY
SPACE
Discover how we can help you drive the future.
CLICK HERE
AUTOMOTIVE
MEDICINE
3, 2, 1 lift-off. Let us help you explore new worlds.
CLICK HERE
SPACE
TOOLING
Revolutionizing health, redefining life.
CLICK HERE
MEDICINE
RESEARCH
Taking yesterday and reimagining it for today.
CLICK HERE
TOOLING
ENERGY
Understanding and enhancing the world through additive.
CLICK HERE
RESEARCH
AUTOMOTIVE
Power the people with the power of additive.
CLICK HERE
PIONEERING TECHNOLOGY
INVESTOR RELATIONS
As the inventor of selective laser melting and pioneer of metal additive manufacturing, we are the leading provider of industrial metal 3D printing machines.
LEARN MORE
MANUFACTURE TOMORROW
GO ADDITIVE
We believe that innovative technology starts with exceptional people. Because of this, we are always looking to enrich our company with passionate, dynamic, and highly skilled people who share our values and vision.
OPEN POSITIONS
We empower our customers, our teams and our industry with leading technology and the most advanced materials. We give our teams the necessary tools to create cutting edge technology,
we give our clients the cutting edge technology to create their dreams,
and we give our industry the dreams to shape the future.
High-Quality Industrial Metal 3D Printers
High-Quality Industrial Metal 3D Printers | SLM Solutions SLM METAL AM Machines | SLM Solutions
INDUSTRIAL METAL AM MACHINES
SCROLL DOWN
THE 12-LASER FUTURE DRIVER
NXG XII 600
Transforming supply chains forever.
PUSH THE LIMITS
THE DUAL-LASER TRAILBLAZER
SLM®280 PS
Featuring multiple lasers, closed-loop powder handling and upgraded process control ideal for demanding applications requiring high productivity.
SEE IT IN ACTION
THE QUAD-LASER SPEED DEMON
SLM®500
The first quad-laser metal system on the market, SLM®500 can integrate lasers independently or in parallel to increase build rates by 90% over twin laser configurations.
QUAD SPEED
INDUSTRIAL SCALE DOUBLE-POWER
SLM®280 2.0
Metal 3D printing with multiple lasers and closed-loop powder handling. The SLM®280 2.0 is ideal for medium to high volume metal additive manufacturing part production and prototypes.
LET'S GO THERE
THE HIGH ACHIEVER
SLM®800
The SLM®800 features an extended z-axis for large-scale production and the ability to connect multiple machines via the SLM HUB® opens new possibilities for serial production.
MORE HERE
THE LITTLE BIG HITTER
SLM®125
The SLM®125 is ideal for a variety of users, from rapid prototyping and low volume manufacturing to qualified series production and R&D.
LEARN MORE
FIRST
FIRST
DESIGNED WITH YOU IN MIND
Door-integrated glove boxes on all machines eliminate direct contact of powder by operators and maintains powder quality. This holistic powder-handling approach also implements a double-valve system on all powder bottles and hoppers to ensure the complete separation of operator and exposed powder.
SPEAK TO OUR EXPERTS
Comprehensive monitoring and quality assurance enable a high degree of process documentation and verification. SLM® machines offer:
Melt Pool Monitoring (MPM) - Visualizing the melt pool, data from MPM can be used as a resource for efficiently developing and evaluating the process parameters. In the production of safety-critical parts, the data collected serves as documentation for quality assurance.
Laser Power Monitoring (LPM) - Continuously measures and documents target and actual emitted laser output throughout the production process.
Layer Control System (LCS) - A testing and documentation system that examines the performance of each powder layer by monitoring the powder bed and detecting possible coating irregularities.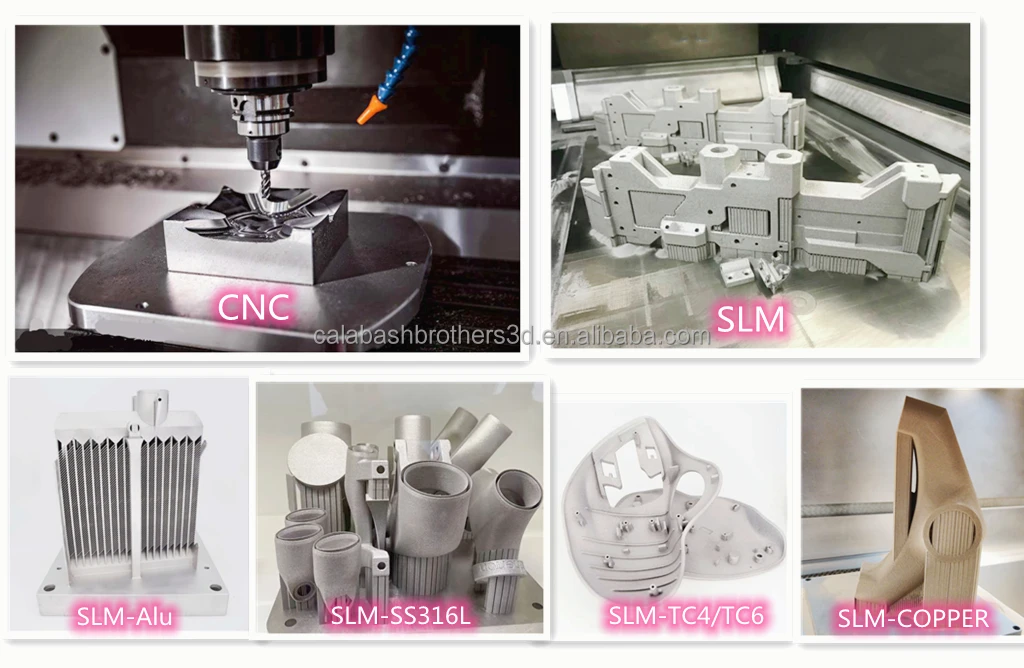
+
The secret to SLM Solutions' success in supporting so many industries is our open architecture platform. Open architecture puts you in control to customize SLM® machines to fit your metal AM application.
Powder Variability - You are free to choose your powder in all machines. SLM Solutions carries a variety of metal alloy powder but our machines also allow you to use powder from your favorite supplier for maximum flexibility.
Open Process Parameters - Like any metal AM machine, SLM® machines come ready to print with standard parameter sets right out of the box. However, open architecture means you have access to open process parameters with full control of the parameters in the build processor and the material development module.
Variable Control - There is a total system variable control at all levels to suit your requirments.
+
We empower our customers, our teams and our industry with leading technology and the most advanced materials. We give our teams the necessary tools to create cutting edge technology,
we give our clients the cutting edge technology to create their dreams,
and we give our industry the dreams to shape the future.
We give our teams the necessary tools to create cutting edge technology,
we give our clients the cutting edge technology to create their dreams,
and we give our industry the dreams to shape the future.
How metal 3D printers work. Overview of SLM and DMLS technologies. additive manufacturing. 3D metal printing.
Metal 3D printing. Additive technologies.
SLM or DMLS: what's the difference?
Hello everyone, Friends! 3DTool is with you!
BLT metal 3D printer catalog
Selective laser melting ( SLM ) and direct metal laser sintering ( DMLS ) are two additive manufacturing processes that belong to the family of 3D printing using the powder layer method. The two technologies have much in common: they both use a laser to selectively melt (or melt) metal powder particles, bonding them together and creating a pattern layer by layer. In addition, the materials used in both processes are metals in granular form.
The differences between SLM and DMLS come down to the basics of the particle bonding process: SLM uses metal powders with a single melting point and completely melts the particles, while in DMLS the powder consists of materials with variable melting points. nine0014
Specifically:
SLM produces single metal parts while DMLS produces metal alloy parts.
Both SLM and DMLS technologies are used in industry to create final engineering products. In this article, we will use the term "metal 3D printing" to summarize the 2 technologies. We will also describe the main mechanisms of the manufacturing process that are necessary for engineers to understand the advantages and disadvantages of these technologies. nine0002 There are other manufacturing processes for producing dense metal parts, such as electron beam melting (EBM) and ultrasonic additive manufacturing (UAM). Their availability and distribution is rather limited, so they will not be presented in this article.
nine0002 There are other manufacturing processes for producing dense metal parts, such as electron beam melting (EBM) and ultrasonic additive manufacturing (UAM). Their availability and distribution is rather limited, so they will not be presented in this article.
How 3D printing with SLM or DMLS metal works.
How does metal 3D printing work? The basic manufacturing process for SLM and DMLS is very similar.
1. The printing chamber is first filled with an inert gas (such as argon) to minimize the oxidation of the metal powder. It then heats up to the optimum operating temperature. nine0002 2. A layer of powder is spread over the platform, a powerful laser makes passes along a predetermined path in the program, fusing the metal particles together and creating the next layer.
3. When the sintering process is completed, the platform moves down 1 layer. Next, another thin layer of metal powder is applied. The process is repeated until the entire model is printed.
When the printing process is completed, the metal powder already has strong bonds in the structure. Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures. nine0002 When the 3D printer's chamber cools down to room temperature, excess powder is removed manually, such as with a brush. The parts are then typically heat treated while they are still attached to the platform. This is done to relieve any residual stresses. They can then be further processed. The removal of the part from the platform occurs by means of sawing.
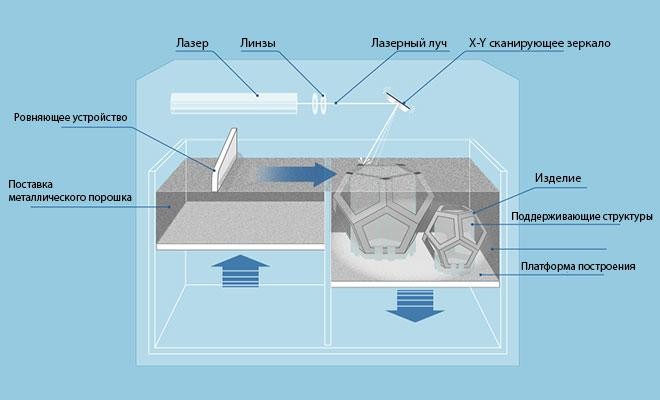
Scheme of operation of a 3D printer for metal.
In SLM and DMLS, almost all process parameters are set by the manufacturer. The layer height used in metal 3D printing varies from 20 to 50 microns and depends on the properties of the metal powder (fluidity, particle size distribution, shape, etc.). nine0002 The basic size of the print area on metal 3D printers is 200 x 150 x 150 mm, but there are also larger sizes of the working area. Printing accuracy is from 50 - 100 microns. As of 2020, metal 3D printers start at $150,000. For example, our company offers 3D metal printers from BLT.
The layer height used in metal 3D printing varies from 20 to 50 microns and depends on the properties of the metal powder (fluidity, particle size distribution, shape, etc.). nine0002 The basic size of the print area on metal 3D printers is 200 x 150 x 150 mm, but there are also larger sizes of the working area. Printing accuracy is from 50 - 100 microns. As of 2020, metal 3D printers start at $150,000. For example, our company offers 3D metal printers from BLT.
metal 3D printers can be used for small batch production, but the 3D printing capabilities of such systems are more like those of mass production on FDM or SLA machines. nine0002 The metal powder in SLM and DMLS is recyclable: typically less than 5% is consumed. After each impression, the unused powder is collected and sieved, and then topped up with fresh material to the level required for the next production.
Waste in metal printing, are supports (support structures, without which it will not be possible to achieve a successful result).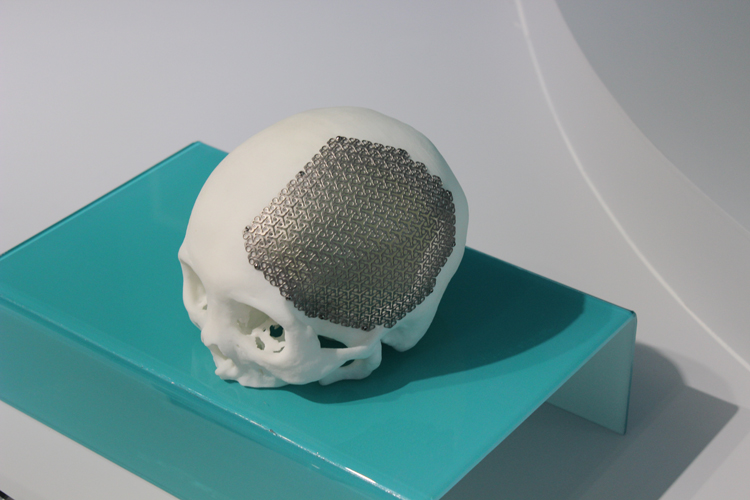 With too much support on the manufactured parts, the cost of the entire production will increase accordingly. nine0002
With too much support on the manufactured parts, the cost of the entire production will increase accordingly. nine0002
Adhesion between coats.
3D metal printing on BLT 3D printers
SLM and DMLS metal parts have almost isotropic mechanical and thermal properties. They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
Metal printed parts have higher strength and hardness and are often more flexible than traditionally made parts. However, such metal becomes “tired” faster. nine0014
3D model support structure and part orientation on the work platform.
Support structures are always required when printing with metal, due to the very high processing temperatures. They are usually built using a lattice pattern.
Supports in metal 3D printing perform 3 functions:
• They form the basis for creating the first layer of the part.
• They secure the part to the platform and prevent it from deforming.
• They act as a heat sink, removing heat from the model. nine0014
Parts are often oriented at an angle. However, this will increase the amount of support required, the printing time, and ultimately the overall cost.
Deformation can also be minimized with laser sintering templates. This strategy prevents the accumulation of residual stresses in any particular direction and adds a characteristic surface texture to the part.
Since the cost of metal printing is very high, software simulations are often used to predict how a part will behave during processing. These topology optimization algorithms are otherwise used not only to increase mechanical performance and create lightweight parts, but also to minimize the need for supports and the likelihood of part distortion. nine0014
nine0014
Hollow sections and lightweight structures.
An example of printing on a BLT 3D printer
Unlike polymer powder melt processes such as SLS, large hollow sections are not typically used in metal printing as the support would be very difficult to remove, if at all possible.
For internal channels larger than Ø 8 mm, it is recommended to use diamond or teardrop cross-sections instead of round ones, as they do not require support. More detailed recommendations on the design of SLM and DMLS can be found in other articles on this topic. nine0014
As an alternative to hollow sections, parts can be made with sheath and cores, which in turn are machined using different laser power and pass speeds, resulting in different material properties. The use of sheath and cores is very useful when making parts with a large solid section, as it greatly reduces printing time and reduces the chance of warping.
The use of a lattice structure is a common strategy in metal 3D printing to reduce part weight. Topology optimization algorithms can also help design organic lightweight shapes. nine0014
Consumables for 3D metal printing.
SLM and DMLS technologies can produce parts from a wide range of metals and metal alloys, including aluminum, stainless steel, titanium, cobalt, chromium and inconel. These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making. nine0014
The cost of metal powder is very high. For example, a kilogram of 316 stainless steel powder costs approximately $350-$450. For this reason, minimizing part volume and the need for supports is key to maintaining optimal manufacturing cost.
The main advantage of metal 3D printing is its compatibility with high-strength materials such as nickel or cobalt-chromium superalloys, which are very difficult to machine with traditional methods. Significant cost and time savings can be achieved by using metal 3D printing to create a near-clean shape part. Subsequently, such a part can be processed to a very high surface quality. nine0002
Significant cost and time savings can be achieved by using metal 3D printing to create a near-clean shape part. Subsequently, such a part can be processed to a very high surface quality. nine0002
Metal post-processing.
Various post methods. treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
Mandatory post-processing steps include the removal of loose powder and support structures, while heat treatment (heat annealing) is typically used to relieve residual stresses and improve the mechanical properties of the part.
CNC machining can be used for critical features (such as holes or threads). Sandblasting, plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part. nine0014
Advantages and disadvantages of metal 3D printing.
Pros:
1. Metal 3D printing can be used to make complex custom parts, with geometries that traditional manufacturing methods cannot provide.
Metal 3D printing can be used to make complex custom parts, with geometries that traditional manufacturing methods cannot provide.
2. Metal 3D printed parts can be optimized to increase their performance with minimal weight.
3. Metal 3D printed parts have excellent physical properties, metal 3D printers can print a wide range of metals and alloys. Includes difficult-to-machine materials and metal superalloys. nine0014
Cons:
1. Manufacturing costs associated with metal 3D printing are high. The cost of consumables is from $ 500 per 1 kg.
2. The size of the working area in metal 3D printers is limited.
Conclusions.
• Metal 3D printing is most suitable for complex, one-piece parts that are difficult or very expensive to manufacture using traditional methods, such as CNC.
• Reducing the need for building supports, will significantly reduce the cost of printing with metal. nine0002 • 3D printed metal parts have excellent mechanical properties and can be made from a wide range of engineering materials, including superalloys.
nine0002 • 3D printed metal parts have excellent mechanical properties and can be made from a wide range of engineering materials, including superalloys.
And that's all we have! We hope the article was useful to you.
Catalog of 3D printers for metal BLT
You can purchase metal 3d printers, as well as any other 3d printers and CNC machines, by contacting us:
• By email: [email protected]
• By phone: 8(800)775-86-69
• Or on our website: http://3dtool.ru
Also, don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
SLM 3D printing technology
SLM (Selective Laser Melting) is an innovative technology for the production of complex products by laser melting of metal powder using mathematical CAD models
SLM units help to solve the complex production problems of industrial enterprises operating in the aerospace, energy, engineering and instrumentation industries. Installations are also used in universities, design bureaus, are used in research and experimental work.
Installations are also used in universities, design bureaus, are used in research and experimental work.
The official term for describing the technology is "laser sintering", although it is somewhat untrue, since materials (powders) are not sintered, but melted to form a homogeneous (thick, pasty) mass. nine0014
General information
SLM technology is an additive manufacturing method that uses lasers to create three-dimensional physical objects: both precise metal parts for working as components and assemblies, and non-demountable structures that change geometry during operation. This process successfully replaces traditional production methods, since the physical and mechanical properties of products built using SLM technology often exceed the properties of products manufactured using traditional technologies. nine0014
SLM units help to solve the complex production problems of industrial enterprises operating in the aerospace, energy, engineering and instrumentation industries. Installations are also used in universities, design bureaus, are used in research and experimental work.
Installations are also used in universities, design bureaus, are used in research and experimental work.
The official term for describing the technology is "laser sintering", although it is somewhat untrue, since materials (powders) are not sintered, but melted to form a homogeneous (thick, pasty) mass. nine0014
How it works
The printing process begins by dividing a 3D digital model of a product into layers 20 to 100 microns thick to create a 2D image of each layer of the product. The industry standard format is the STL file. This file enters special machine software, where the information is analyzed and compared with the technical capabilities of the machine.
Based on the received data, a production cycle of building is launched, consisting of many cycles of building individual layers of the product. nine0014
The layer building cycle consists of typical operations:
- applying a layer of powder of a given thickness (20-100 µm) on a building plate fixed on a heated building platform;
- laser beam scanning of the product layer section;
- Lowering the platform into the depth of the construction well by an amount corresponding to the thickness of the construction layer.

How it works
The printing process begins by dividing a 3D digital model of a product into layers 20 to 100 microns thick to create a 2D image of each layer of the product. The industry standard format is the STL file. This file enters special machine software, where the information is analyzed and compared with the technical capabilities of the machine. nine0014
Based on the received data, a production cycle of building is launched, consisting of many cycles of building individual layers of the product.
The layer building cycle consists of typical operations:
- applying a layer of powder of a given thickness (20-100 µm) on a building plate fixed on a heated building platform;
- laser beam scanning of the product layer section;
- Lowering the platform into the depth of the construction well by an amount corresponding to the thickness of the construction layer. nine0204
The process of building products takes place in the chamber of the SLM machine, filled with an inert gas argon or nitrogen (depending on the type of powder from which the construction is made), with its laminar flow. The main consumption of inert gas occurs at the beginning of work, when the build chamber is purged, when air is completely removed from it (permissible oxygen content is less than 0.15%).
The main consumption of inert gas occurs at the beginning of work, when the build chamber is purged, when air is completely removed from it (permissible oxygen content is less than 0.15%).
After construction, the product, together with the board, is removed from the chamber of the SLM machine, after which the product is mechanically separated from the board. Supports are removed from the built product, and the finished product is finished. nine0014
The near absence of oxygen avoids consumable oxidation, making it possible to print materials such as titanium.
The process of building products takes place in the chamber of the SLM machine, filled with an inert gas argon or nitrogen (depending on the type of powder from which the construction is made), with its laminar flow. The main consumption of inert gas occurs at the beginning of work, when the build chamber is purged, when air is completely removed from it (permissible oxygen content is less than 0.15%). nine0014
After construction, the product, together with the board, is removed from the chamber of the SLM machine, after which the product is mechanically separated from the board. Supports are removed from the built product, and the finished product is finished.
Supports are removed from the built product, and the finished product is finished.
The near absence of oxygen avoids consumable oxidation, making printing with materials such as titanium possible.
Technology Benefits
Solving Complex Process Challenges
Manufacture of products with complex geometry, with internal cavities and conformal cooling channels.
Reduced R&D cycle
Ability to build complex products without making expensive tooling
Reduce the weight of products
Construction of products with internal cavities.
Saving material in production
- Construction is carried out by layer-by-layer addition of the required amount of material to the “body” of the product. nine7-99% of the powder not used in the construction after sieving is recyclable. 3-9% of the material involved in the construction of supports is disposed of along with substandard unfused powder that has not passed the sifting operation.

- Reducing the cost of manufacturing complex products, as there is no need to manufacture expensive equipment.
Technology benefits
Solving complex technological problems
Manufacture of products with complex geometry, with internal cavities and conformal cooling channels. nine0014
Reduced R&D cycle
Ability to build complex products without making expensive tooling
Reduce the weight of products
Construction of products with internal cavities.
Saving material in production
- Construction is carried out by layer-by-layer addition of the required amount of material to the “body” of the product. 97-99% of the powder not used in the construction after sieving is recyclable. 3-9% of the material involved in the construction of supports is disposed of along with substandard unfused powder that has not passed the sieving operation.
Learn more