Powdered metal 3d printer
Types of 3D Printing in Metal
Metal powder is the backbone of metal 3D printing. Though it’s difficult and dangerous to handle in its raw state, its unique features make it the preferred metal stock type. The vast majority of metal 3D printing technologies utilize metal powder. As a result, the major differences between types of metal printers relate to how they fuse the powder into metal parts. These methods vary greatly, ranging from using high energy lasers to fuse loose powder to extruding bound metal powder filament. In this article, we’ll take a look at the most heavily used types of metal 3D printing, how they work, and why they’re beneficial.
Powder Bed Fusion
Known by many names, powder bed melting is currently the most common type of metal 3D printing. These machines distribute a fine layer of powder over a build plate and selectively melt a cross section of the part into the powder layer. There are two distinct types of powder bed melting techniques: Selective Laser Melting and Electron Beam Melting.
Selective Laser Melting (SLM)
Also known as: Direct Metal Laser Sintering (DMLS), Selective Laser Sintering (SLS), Direct Metal Printing (DMP), Laser Powder Bed Fusion (LPBF).
The majority of Powder Bed Fusion machines are Selective Laser Melting (SLM) machines. SLM machines use high powered lasers to fuse metal layers into parts. After a print, an operator removes the part (or parts) from the powder bed, cuts the part away from the build plate, and post processes the part. It’s the current standard for metal printing -- most companies in Metal AM today sell SLM machines.
An SLM machine while printing.
As the most mature variety of metal 3D printing, SLM is often considered the standard that other technologies are evaluated against. SLM printed parts are great for precise, geometrically complex parts that would not be otherwise machinable. They fit into a wide variety of applications: from dental/healthcare to aerospace. Build volumes range from very small (100mm cube) to large (800mm x 500mm x 400mm) and print speed is moderate. Precision of these machines is determined by laser beam width and layer height. Most materials available to be 3D printed today can be used on an SLM machine.
Precision of these machines is determined by laser beam width and layer height. Most materials available to be 3D printed today can be used on an SLM machine.
While these machines are groundbreaking, a wide variety of facility and post processing requirements limit these machines to industrial users. SLM machines require trained professionals to operate them. Because of its intricate process, many parts need to be printed and tweaked a few times to yield results. After printing, most parts require significant post processing and heat treatment. In addition, the metal powder that these machines use is both extremely dangerous and expensive to handle: most fully baked SLM machines cost upwards of 1M dollars to implement and a dedicated technician to run.
Electron Beam Melting (EBM)
EBM machines use an electron beam instead of a laser to fabricate parts. GE Additive is the only company producing EBM machines. The electron beam yields a less precise part than SLM, but the process as a whole is faster for larger parts. These machines have almost all of the same constraints, costs, and issues as SLM machines, but are used more heavily in aerospace and medical applications than anywhere else. Similarly to SLM, EBM machines cost upwards of 1M to set up and require a dedicated technician to run.
These machines have almost all of the same constraints, costs, and issues as SLM machines, but are used more heavily in aerospace and medical applications than anywhere else. Similarly to SLM, EBM machines cost upwards of 1M to set up and require a dedicated technician to run.
Direct Energy Deposition
Direct energy deposition uses metal feedstock and a laser to fabricate parts. Unlike powder bed fusion, the stock (which can be powder or wire) and the laser both sit on a single print head that dispenses and fuses material simultaneously. The resultant parts are very similar to Powder Bed Fusion, with a few key differences and opportunities.
Powder DED
Also known as: Laser Material Deposition (LMD), Blown Powder
The sibling of Selective Laser Melting, Direct Energy deposition also uses a laser and metal powder to fabricate metal parts. Instead of spreading powder on a bed and melting it with a laser, DED machines precisely blow powder out of a print head onto a part, using an on-head laser to fuse it to the part in construction.
A BeAM DED 3D printer depositing and melting metal powder with a dual purpose print head.
As both machines use metal powder and a laser, parts printed with DED are very similar to those printed by SLM with one key exception: DED machines can utilize their unique powder distribution system to “heal” non printed parts that have deficiencies. Their available materials, post processing and powder management requirements are analogous to SLM, and machines also cost in the 1M dollar range.
Wire DED
Also known as: Electron Beam Additive Manufacturing, or EBAM
Wire DED machines use a laser to melt feedstock in a very similar manner to their powder DED relatives -- however, their feedstock is metal wire instead of blown powder. It’s a niche technology used with larger build volumes (as large as 5m x 1m x 1m) and faster print times at the expense of precision and quality. As a result, Wire DED parts are designed to be significantly larger and less precise than powder bed machines. These machines cost several million dollars per unit and are extremely uncommon in the space.
These machines cost several million dollars per unit and are extremely uncommon in the space.
Binder Jetting
Binder Jetting is a large scale, high fidelity method of metal 3D printing that may replace SLM as the premier loose powder based method of 3D printing. The field has exploded from a single manufacturer to a variety of companies (including AM industry leaders) in the last two years. Due to its speed and scalability, it may be the technology that propels metal additive manufacturing capabilities into production volumes.
The technology behind metal binder jetting reflects what a conventional (2D) printer uses to quickly jet ink onto paper. First, a binder jetting machine evenly distributes metal powder over its print bed, forming an unbound layer. Then, a jetting head much like one in a 2D printer distributes binding polymer in the shape of the part cross section, loosely adhering the powder. The process repeats until the machine yields a finished build of completed parts.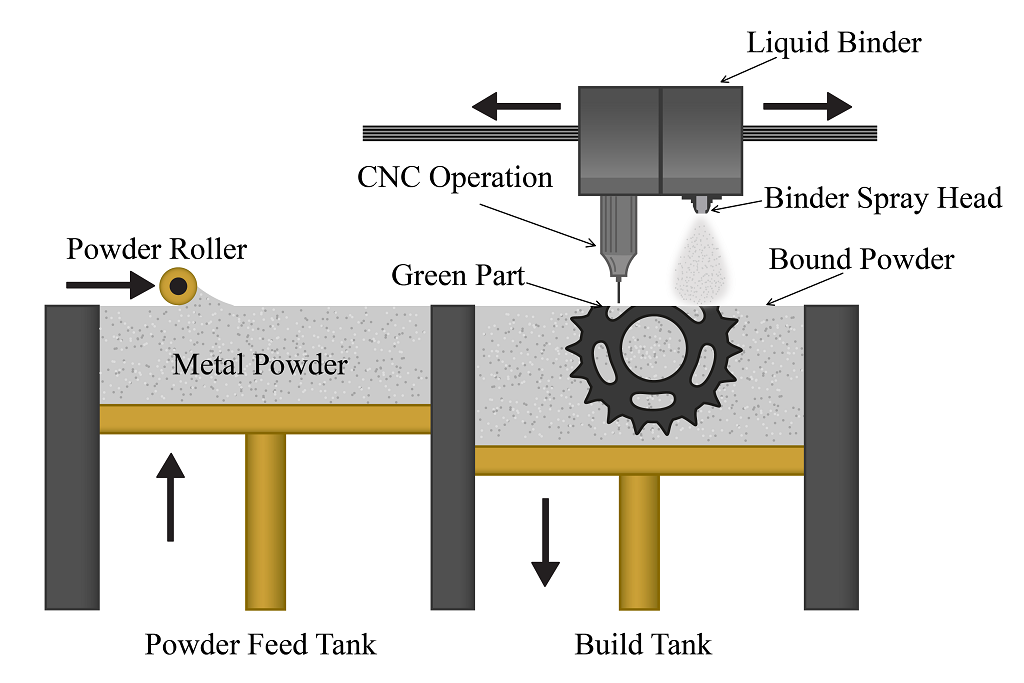
A Digital Metal binder jetting machine, capable of producing fine detail.
Parts printed on Binder Jetting machines require a post processing step called “sintering” to become fully metallic. In this process, the printed part is heated in an oven to just below its melting temperature. The binding material burns away and the metal powder unites into a full metal part. This process can be done in batches, meaning that it doesn’t significantly affect throughput.
Vacuum furnaces are usually massive, industrial grade machines.
Binder Jetting holds two main advantages over Selective Laser Melting. First, machines CAN print much faster by using multiple heads to jet in several places simultaneously. Second, the machine can make tens or even hundreds of the same part in one build. These parts can be sintered in a large furnace to achieve a manageable batch production infrastructure. As a result Binder Jetting is significantly faster on a per part basis than any other type of metal printing. With this speed (and powder management requirements) comes massive costs -- currently, the only machines in this space cost well over a million dollars.
With this speed (and powder management requirements) comes massive costs -- currently, the only machines in this space cost well over a million dollars.
Bound Powder Extrusion
Also known as: Atomic Diffusion Additive Manufacturing, Bound Powder Deposition
Bound Powder Extrusion (BPE) is an exciting newcomer to the metal additive manufacturing space. Unlike almost every other major 3D printing process, BPE machines do not use loose metal powder. Instead, the powder is bound together in waxy polymers in the same way that metal injection molding stock is created. The result is a material that’s much safer and easier to use than loose powder: bound powder extrusion material can be handled by hand and does not require the safety measures that loose powder machines do. BPE filament is extruded out of a nozzle in a manner very similar to standard FFF 3D printing, yielding a “green” part that contains metal powder evenly distributed in waxy polymer. After printing, BPE has two post processing steps: first, the polymer is mostly dissolved in a “wash” machine; second the washed part is sintered in an oven (similar to binder jetting). During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
The Metal X printing system contains a metal 3D printer, part washing station, and sintering furnace.
As a filament based printing process, the part constraints of BPE parts closely mirror those of conventional FFF plastic printing: it works well for almost all part geometries, and can print with open cell infill. Parts printed on BPE systems still often require post-processing -- heat treatment for parts that need advanced properties (though this is required for every metal), and post machining/polishing for enhanced surface finishes -- but there’s no powder management and reduced facility requirements. BPE machines leverage a simpler process to be much more affordable than all other major types of metal 3D printing, with machines costing between $120,000 and $200,000. The Markforged Metal X uses this process -- to learn more about this process, check out this article on the Metal X process.
3D Printing Metal Filaments and Powders
There are two main drivers of whether or not a metal alloy is printed today: printability and demand. Though there are a wide variety of metal 3D printing processes out there, nearly all rely on metal powders. These materials take two forms in printing: raw 3D printing metal powders, or bound powder 3d printing metal filament. As a result, the metal materials printable today are to a large degree constrained by powder availability and whether or not that powder can be effectively bound. Aluminum, as an example, is notoriously difficult to print well and is as a result relatively uncommon.
Metal 3D printing is useful for parts that are tricky to machine, either in complexity or material, because especially at low volumes it can be cheaper. Harder materials like stainless steels, tool steels, titanium, and others are more difficult to work with and require higher quality tooling, better machines, and more overhead costs. The added natural manufacturing costs adds to the relative value that 3D printing provides, allowing them to cross the "inflection point" at which 3DP becomes valuable. On the other side of the spectrum, materials that are easy and cheap to machine (low grade steel, aluminum), aren't as in demand because it's already easy to make them. This forms a grouping of "common" metal printing materials that are traditionally really hard to work with, made simple by additive instead of subtractive.
The added natural manufacturing costs adds to the relative value that 3D printing provides, allowing them to cross the "inflection point" at which 3DP becomes valuable. On the other side of the spectrum, materials that are easy and cheap to machine (low grade steel, aluminum), aren't as in demand because it's already easy to make them. This forms a grouping of "common" metal printing materials that are traditionally really hard to work with, made simple by additive instead of subtractive.
What are the most common metals for 3D Printing?
- Stainless Steels (17-4 PH, 316L, 304)
- Tool Steels (h23, A2, D2)
- Specialty Alloys (Inconel, Cobalt Chromium, and others)
- Titanium (Ti64)
- Aluminum (4047, 6061, 7075)
Steel 3D Printing
Steel is the most common metal 3D printing material. Its strength, ability to be turned into 3D printing metal powder, relatively low cost, and post-processability make it a material usable in many applications. Most varieties of steel can be printed: the two most common are stainless steels and tool steels. Not all steels are commonly printed -- Alloy steels, which are the most common to fabricate conventionally, are rarely printed. Due to their lower conventional fabrication costs and inferior material properties, they’re not as valuable of a material to print.
Most varieties of steel can be printed: the two most common are stainless steels and tool steels. Not all steels are commonly printed -- Alloy steels, which are the most common to fabricate conventionally, are rarely printed. Due to their lower conventional fabrication costs and inferior material properties, they’re not as valuable of a material to print.
Stainless Steels
Stainless steels are strong, stiff steels that possess excellent corrosion resistance due to their significant Chromium content (at least 12%, often up to 18%). They come in two different varieties, austenitic and martensitic.
A stainless steel lattice, printed with a Selective Laser Melting printer. Image from Axom.Austenitic stainless steels are the most common type of stainless steel. They’re corrosion resistant and can be both machined and welded, though they cannot be heat treated. 303 and 304 are the most common types of austenitic stainless steels, and 316L is a variant that maximizes corrosion resistance.
Martensitic stainless steels are much harder than austenitic steels, but more brittle and less corrosion resistant. As a group, they lack the general versatility of austenitic steels -- however, they can be heat treated and precipitation hardened. They’re best when you need a hard and stiff stainless steel. 17-4 PH is a particularly useful type of martensitic stainless steel that can be heat treated to fit a variety of material properties -- it’s also the most common martensitic steel, though others (like 420) are also printed.
Tool Steels
Tool Steels are named for their central application -- tooling of all varieties. They contain carbide, an extremely hard compound that’s critical to their ability to cut, grind, stamp, mold, or form. Generally, they’re very hard, abrasion resistant, and usable at high temperatures. Tool steels are categorized by the AISI-SAE grading systems, divided into types by function. The three types most commonly metal 3D printed are A series, D series, and H series tool steels.
A Series tool steels are great general-use tool steels -- they balance wear resistance and toughness and are machinable. There are eight varieties of A Series tool steels, the most common of which is A2. It’s a versatile tool steel often used to make punches and dies, but usable in a wide variety of applications.
D Series tool steels are optimized for wear resistance and hardness. They’re not particularly tough, and only used for cold work applications. The most common variety of D Series tool steel is D2 -- it’s used for all kinds of cutting tools, from blades to industrial cutting tools and even knives.
H Series tool steels cut and shape material at high (or cycling) temperatures. They’re not as wear resistant as A or D Series tool steels at low temperatures, but hold their strength and stiffness well in increased heat. Though there are many types of H-Series tool steel, h23 the most common 3D printed variety. Its mix of excellent toughness, wear resistance, and heat resistance make it a good general use tool steel that’s optimized for use in high temperatures (hot working).
Though there are many types of H-Series tool steel, h23 the most common 3D printed variety. Its mix of excellent toughness, wear resistance, and heat resistance make it a good general use tool steel that’s optimized for use in high temperatures (hot working).
Titanium 3D Printing
While Titanium is by no means a common material to fabricate conventionally, its unique properties and high base cost make it a great candidate for 3D printing. It’s strong, incredibly lightweight, heat and chemical resistant, and can be biocompatible. Though there are a few different types of Titanium that can be printed, one is by far the most common: Titanium 64 (Ti-6Al-4V).
A custom titanium bike part 3D printed with an SLM machine. Image from Spencer WrightTi64 is the most common type of Titanium in both 3D printing and conventional fabrication. It possesses an excellent strength to weight ratio and can be heat treated to further improve strength. The material also excels in adverse environments due to its corrosion and heat resistance.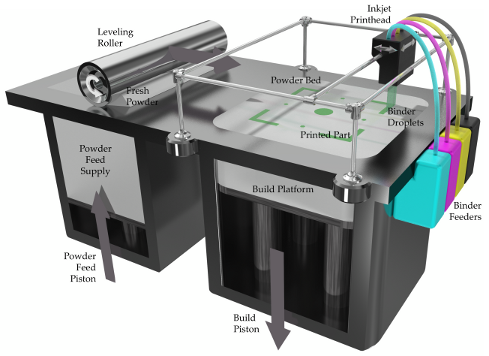 As a result, it’s used heavily in aircraft (missiles, rockets, airplanes) medicine (as orthopedic implants) and other places where high strength to weight ratio is beneficial.
As a result, it’s used heavily in aircraft (missiles, rockets, airplanes) medicine (as orthopedic implants) and other places where high strength to weight ratio is beneficial.
Aluminum 3D Printing
Aluminum is notoriously difficult to print. As a result, it’s a relatively uncommon printing material despite being exceedingly common in conventional fabrication. The varieties that are printed are generally casting grade aluminum, not more common machinable types like 6061 or 7075. These casting grade aluminum alloys all contain significant (up to 12%) Silicon content, and are weaker and less stiff than 6061. It’s not immediately clear when Aluminum will become more readily available as a 3D printing material, but until then materials like steel and titanium achieve similar strength to weight ratios when printed with open cell infill.
Specialty Alloys
In addition to more common metals, 3D printers can also fabricate parts out of alloys uniquely suited for hostile environments.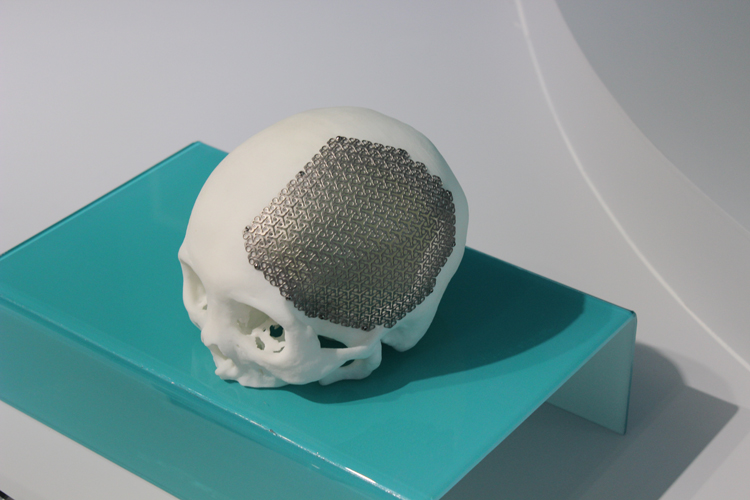 These “superalloys” -- metals that exhibit high strength, heat resistance, good surface stability, and resistance to corrosion or oxidation -- can be used in a wide variety of high performance applications. Two subgroups are most common: Inconel and Cobalt Chrome.
These “superalloys” -- metals that exhibit high strength, heat resistance, good surface stability, and resistance to corrosion or oxidation -- can be used in a wide variety of high performance applications. Two subgroups are most common: Inconel and Cobalt Chrome.
Inconel
Inconel is the most common and best known proprietary nickel alloy. It’s an extremely strong, stiff, and corrosion resistant material used in places like turbines, engine seals, and rockets. There are two main formulations that are 3D printed: Inconel 718 is stronger and tougher, and Inconel 625 is more heat resistant. Both materials are incredibly expensive to machine conventionally, making 3D printing a cost-effective alternative to fabricating high fidelity parts.
Cobalt Chrome
Cobalt Chromium is a superalloy known for its biocompatibility, high strength to weight ratio, and corrosion resistance -- it’s essentially a higher-grade, more expensive version of Titanium. Like Inconel, it’s used in turbines and other hostile environments. Unlike Inconel, it can be used in medical applications as orthopedic or dental implants.
Like Inconel, it’s used in turbines and other hostile environments. Unlike Inconel, it can be used in medical applications as orthopedic or dental implants.
Looking Forward
The long term success of metal printers hinges to a large degree on their ability to support a wide variety of materials reliably. The current list is short and focused on higher grade materials that are financially beneficial to fabricate now. However, as metal 3D printing matures, expect to see more and cheaper metal 3D printing filaments and powders available across different metal printing platforms. These materials in turn will open up new applications for metal printing, furthering its adoption by the manufacturing masses.
3d powder printing | Powder 3D printers
Today, 3D printing has received active development. Many different devices have been created that can create three-dimensional objects. Moreover, various technologies and materials are used for printing, including metal.
What are 3D powder printers?
3D powder printers are devices that, under the action of a laser, bind metal powder particles, creating a product in layers.
Metal 3D printing is a huge investment. The price of printers can reach several hundred thousand dollars. If you add to this the cost of maintenance and service, consumables, training and salaries, you get an impressive amount. nine0003
However, the high cost is offset by the economy of the processes. For example, in the aviation industry, up to 90% of raw materials go to waste. In the case of 3D printing, this figure will be no more than 5%. The unused powder is sieved, a new one is added to it and reused for printing.
The advantage of powder 3D printing is the ability to create products from any known alloys. In addition to the generally accepted metal compounds, there is a wide base of special alloys, products from which are made for specific customer tasks. nine0003
Purpose
About 20 tested alloys are already used in additive technology. For example, tool, stainless, heat-resistant, aluminum, titanium, etc. Such opportunities bring 3D printing to a new level, expanding its scope.
For example, tool, stainless, heat-resistant, aluminum, titanium, etc. Such opportunities bring 3D printing to a new level, expanding its scope.
Powder printing applications:
- aerospace industry;
- large and small machine building;
- oil and gas extraction;
- electrical engineering; nine0026
- medicine and dentistry;
- food industry;
- experimental work.
Technologies
All 3D printers are divided into several main categories according to the printing method:
- 3DP - three-dimensional inkjet printing.
- SLM - selective melting of metal powder. In this case, the powder is melted by a laser to a liquid state.
- SLS and DMLS - metal sintering. Here, the temperatures are not so high, so the powder particles simply sinter, sticking together. nine0026
Popular 3D powder printers
Today, there are several companies that specialize in the production of 3D powder printers. The most popular models are shown below.
The most popular models are shown below.
EP-M100T
Industrial 3D printer manufactured by Shining 3D. Works on the basis of SLM technology and is intended for the implementation of individual metal structures. This printer will be relevant for the production of crowns, abutments, bridges and clasp prostheses. It can also be used in jewelry. nine0003
The device supports printing with fine powders, such as nickel, cobalt and chromium alloys, copper, titanium.
Model advantages:
- One layer only 0.15-0.05 mm thick. This allows you to create high-precision models.
- Built-in software that allows you to control the parameters and workflow.
- Can be controlled by mobile phone.
- Automatic supply and circulation of inert gas. nine0026
- Multifunctional security system.
- Compact size that allows you to install the printer even in a small space.
- Low power consumption - 1 kW of energy.
Up to 110 crowns can be placed on the working platform. During the day, this printer is able to work out 3 cycles, that is, to produce up to 330 products.
During the day, this printer is able to work out 3 cycles, that is, to produce up to 330 products.
Mid2019
Mid2019 is a highly detailed printer with a minimum print layer of just 0.1mm. The height of the manufactured parts is up to 220 mm. nine0003
Advantages of the model:
- The operator does not need special training, because there is already a configured program for 3D printing, where the optimal parameters are already set.
- Possibility to install a more powerful laser for higher productivity.
- Individually developed firmware designed to control the operation of components and systems of this particular printer.
- The presence of encoders allows you to stop and resume the printing process at any time. nine0026
- Remote monitoring capability.
FS301M
Farsoon FS 301M is a 3D printer based on SLM technology. It is considered one of the best in the world in terms of price and quality. At the request of the customer, it is equipped with two or one laser.
At the request of the customer, it is equipped with two or one laser.
The dual scan and calibration algorithm greatly improves the quality and speed of large part production. The printer has a special inert gas supply and filtration system.
The open platform makes it possible to use all materials available today. The operator can control the operation of the system, including the sintering algorithm, temperature, laser power, layer thickness. nine0003
Model advantages:
- High quality and performance. Allows mass production without sacrificing quality.
- Integrated powder loading station. This improves security and processing time.
- Small size. The dimensions of the device help to place it even in small production areas.
- Large printing table. Allows you to create large parts in 1 cycle.
3D Systems ProX DMP 300
This printer is equipped with DMP or DMLS direct printing technology. This machine is equipped with automatic loading and disposal of materials.
This technology also uses a laser, but it melts the powder to create the desired object. The metal powder is spread on the platform by means of a special roller or a coating mechanism.
Direct printed parts have high density: 95-98% versus 70% with SLS technology. nine0003
Important! Sealed powder loading and circulation keeps it free from contamination and makes the printing process safer for the operator.
Benefits of 3D Systems ProX DMP 300:
- increased working surface with the ability to adjust the thickness of the deposited layer;
- high performance DMP technology;
- sealed loading and disposal system;
- multifunction software.
Weaknesses:
- large;
- expensive.
Benefits of 3D printing:
- Ability to produce parts with complex geometries that cannot be reproduced with traditional methods.

- Parts have excellent physical properties. Almost all known alloys are available for processing.
Disadvantages:
- The production costs are very high, so powder printing is not suitable for making parts that can be made using traditional methods. nine0026
- The list of materials available today is small and limited to the most common alloys (titanium, aluminium, 316L, Inconel 718). Other powders can only be obtained for a huge amount of money.
- Limited area of application, which does not allow the manufacture of large products.
Metal powder 3D printing has significant potential in many industries. More and more companies and research organizations are adopting this technology. For example, such global brands as General Electric, Airbus, Boeing, Michelin. They have already moved from the production of piece products to mass production. nine0003
- March 21, 2021
- 2934
Get expert advice
Powder is not only washable, but also 3d printed
The choice of consumables for 3D printing today is extremely diverse. Moreover, this market segment is regularly filled with new samples suitable for working with various types of 3D printers. Powdered materials have for the most part firmly established themselves in additive manufacturing, especially on an industrial scale. nine0003
Moreover, this market segment is regularly filled with new samples suitable for working with various types of 3D printers. Powdered materials have for the most part firmly established themselves in additive manufacturing, especially on an industrial scale. nine0003
Powders for 3D printing - a variety of materials, research and development in the field of improving their properties
Powder materials, in fact, are rarely homogeneous in their composition. Powder 3D printing allows you to mix particles of different materials and thus obtain unique alloys with excellent mechanical, functional, and aesthetic properties. Research centers around the world are actively developing this direction of the industry.
Accordingly, it is not possible to give a precise definition of the group of powder materials, as well as to classify them according to functions or properties. Therefore, we will review the most common types of powder materials used for 3D printing.
● Ceramic powder. A finely dispersed granular mixture that allows printing products of various shades, textures, with different mechanical properties. The finished product requires firing and glazing. nine0003
A finely dispersed granular mixture that allows printing products of various shades, textures, with different mechanical properties. The finished product requires firing and glazing. nine0003
● Graphene is a monoatomic carbon modification of graphite with unique physical and chemical properties, the study of which is still at the very beginning. It is considered the material of the future.
● Metal powders - metal powders, mixtures of metals, mixtures of non-metals with metals.
● Cement polymers are powdered materials identical to concrete, capable of significantly improving the physical properties of polymers.
● Gypsum powder - 3D printing transforms this material into a convenient building material with various decorative and physical properties, such as an analogue of sandstone with optimized mechanical properties. nine0003
● Gypsum-based composite powder for use with 3D Systems Projet printers using Color Jet Printing technology
● Plaster is a powder mixture for a 3D construction printer that gives new qualities to facing surfaces.
● Stainless Steel - A mixture of steel powder and binders to print a strong metal material with high anti-corrosion properties.
● Thermoplastic powders - mixtures of plastics of different composition with a wide range of applications in the technologies of sintering and fusion of various materials. They differ in a wide variety of qualities, characteristics and properties. nine0003
Powder technologies and consumables
The most common powder technologies are: SLS - selective laser sintering; SLM - laser particle fusion; DMLS – direct laser sintering; CJP(3DP) technology of layer-by-layer production from gypsum composite. Selective sintering technology works with metals, polyamides and plastic powders. Fusion and direct laser sintering - for working with metal powders.
CJP(3DP) Gypsum based powder technology
Gypsum 3D printing technology, the essence of which is the layer-by-layer gluing and coloring of a composite powder based on gypsum or plastic, has a wide range of practical applications. For work, two components are used - the main and the binder. The first serves as the basis for the layers of the product, the second forms the product by painting and gluing the particles of the composite powder.
For work, two components are used - the main and the binder. The first serves as the basis for the layers of the product, the second forms the product by painting and gluing the particles of the composite powder.
This technology is used to create prototypes, presentation samples, architectural and other models, souvenirs, miniatures and much more. The advantage of the CJP method is low cost, no need for support material, high printing accuracy, the ability to create both monochrome and full-color products. nine0003
Properties of CJP printed products
High precision printing with gypsum powder allows you to build models with thin walls and various levels of surface complexity of the product. Printed prototypes are easily post-processed, during which they can be glued, sanded, painted, treated with fixatives, resin, wax.
Gypsum-based powder models are distinguished by their presentable appearance, colorfulness and high detailing. Due to these qualities, they are widely in demand for various demonstration purposes - educational, marketing, visualization, exhibition, scientific and others. nine0003
nine0003
SLS - an additive method with more possibilities
This kind of powder 3d printing was patented in 1989. Its inventors are Dr. Carl Descartes and his students from the University of Austin in Texas. To date, there are two types of technology: sls-printing with metal powders and sls-printing with polyamide powders.
Finished products made from metal powders, after finishing, are visually almost indistinguishable from their originals created by traditional methods, such as casting. However, according to their physical characteristics, they can differ significantly. For example, lightness, durability. nine0003
Models made of plastic powder mixtures, characterized by increased impact resistance, wear resistance, isotropic properties and resistance to thermal and chemical influences. Plastic-based powders, for the most part, are engineering materials with high surface quality and detail.
Depending on the powder material used, the strength, duration, baking temperature may vary.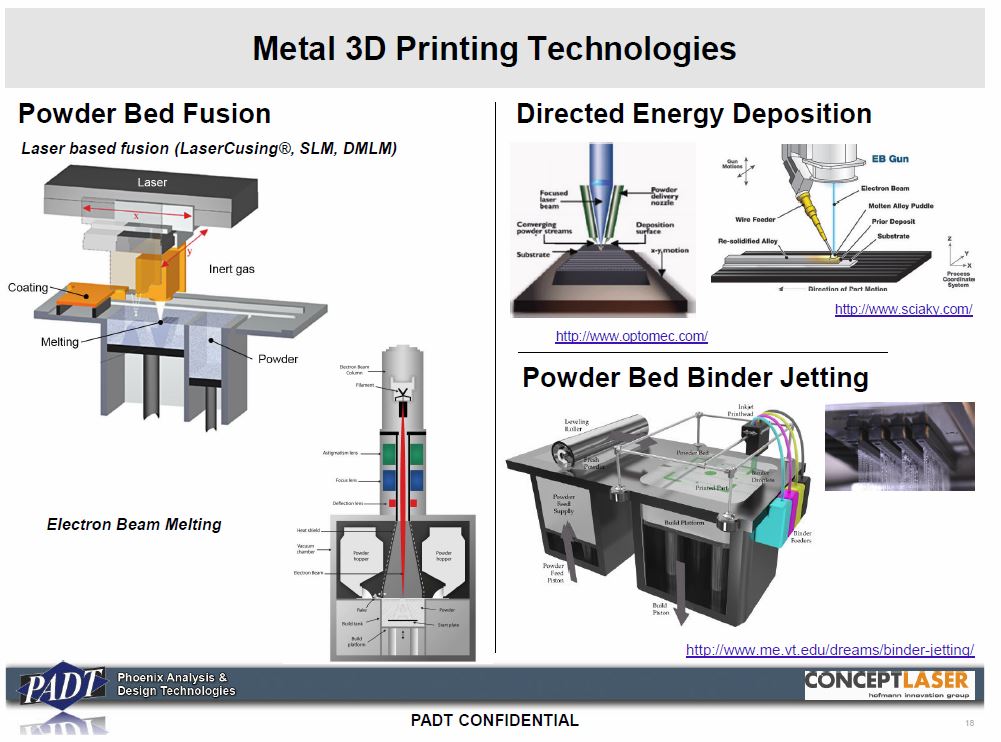 The baking method also varies: the laser can act along the entire depth of the layers, or only along the boundaries between the layers. nine0003
The baking method also varies: the laser can act along the entire depth of the layers, or only along the boundaries between the layers. nine0003
Advantages of SLS technology:
● no need for support material;
● the process of manufacturing the product is faster, due to the lack of the need for complete melting of the particles;
● there is a possibility of simultaneous production of several products;
● it is possible to manufacture products of large sizes;
● high mechanical properties of products.
SLM, DMLS and other powder fusing technologies in a 3d printer
The original idea of the SLM method appeared in 1995 at the Fraunhofer Institute for Laser Research in Germany. Then, a number of scientists engaged in similar research joined forces and patented their technology. Around the same period, other research centers also patented their own identical SLM powder 3D printing methods, giving them different names.
For the production of parts from powdered alloys by 3D printing, methods such as SLM, DMLS, LaserCUSING, EBM, SLS are used. As for the similarity between SLS and SLM technologies, which are often confused, there are fundamental differences. In the first case, the particles are sintered together, in the second, they melt and turn into a high-rigidity framework. nine0003
As for the similarity between SLS and SLM technologies, which are often confused, there are fundamental differences. In the first case, the particles are sintered together, in the second, they melt and turn into a high-rigidity framework. nine0003
Electron beam fusion and its features
EBM is a technology in which an electron beam plays the role of a laser. This method is more complicated, but is considered the most convenient and effective for working with metal alloys, such as titanium. Products made from powders by electron beam melting have high strength, wear resistance, and are light in weight.
Benefits of 3D printing technologies for powder materials:
● the feasibility of any category of complexity of the geometry of products;
● high fidelity reproduction of copies;
● high strength characteristics;
● light weight;
● high thermal stability.
Industrial application of 3D powder printing products
Gypsum powder 3D printing is a promising way to produce products for industries such as:
● aircraft industry;
● astronautics;
● mechanical engineering;
● metallurgy; nine0262 ● robotics;
● medicine;
● construction;
● jewelry;
● design;
● souvenir industry;
● prototyping;
● prototyping;
● sculpting;
● restoration work, museum exhibits….