Polyoxymethylene 3d printing
All you need to know about POM for 3D printing
Published on July 9, 2020 by Carlota V.
Polyoxymethylene or acetal, better known by the abbreviation POM, is a thermoplastic and belongs to the family of polyacetals. Discovered in 1920, it is now one of the most widely used materials in injection moulding, after polypropylene (PP) and polyamide (PA), but is also becoming increasingly popular in 3D printing. POM is semi-crystalline (it contains amorphous and crystalline areas) and is white.
POM comes in two different forms: as a homopolymer (POM-H), which was commercialized by DuPont in the 1950s, and as a copolymer (POM-C), which was marketed by Celanese in the 1960s. The two differ essentially in that, although POM-H has better mechanical properties, it has a lower resistance to UV radiation. POM-C has better thermal and chemical properties and therefore reacts better to temperature fluctuations and chemical influences. In the field of 3D printing, POM-C is used primarily because it is easier to extrude and has the same chemical properties. In addition, POM is primarily used as a filament in 3D printing, which is why we will focus on it below.
POM: Material Properties and Opportunities
“For me, POM is the Swiss army knife of thermoplastic polymers. Thanks to its remarkable properties, polymethylene is a material suitable for a wide range of applications in the automotive industry, the medical sector, packaging production and high-precision engineering technologies,” explains Jean-Charles Vingiano of JCV 3D, an expert in POM.
But what are the special characteristics of POM? Polymethylene is characterized by its excellent chemical properties, which make it heat-resistant and at the same time not temperature-sensitive, so that a part printed with POM remains stable and does not deform even when exposed to temperatures ranging from -40 to +140 degrees Celsius. The absorption of moisture is also very low and it has good electrical insulation. In addition, it is characterized by its impact and abrasion resistance and also has good sliding properties. The impact resistance of parts manufactured using POM is due to the very good adhesion (adhesion between the individual layers, which is created during enamel coating). Mr. Vingiano explains this as follows: “I think that the molecular movement increases the melting temperature of the part and stores it, so that previously deposited layers maintain a sufficient temperature to allow good melting between the layers“.
The impact resistance of parts manufactured using POM is due to the very good adhesion (adhesion between the individual layers, which is created during enamel coating). Mr. Vingiano explains this as follows: “I think that the molecular movement increases the melting temperature of the part and stores it, so that previously deposited layers maintain a sufficient temperature to allow good melting between the layers“.
According to Mr. Vingiano, a 3D printed part made with POM is indistinguishable from a part made by injection molding. Another great advantage is that POM is not sensitive to the use of chemicals, which makes it possible to disinfect without damaging the part, creating many opportunities for various applications. The wide range of possible applications also favours the colour of the material: it is available in a clear white, which makes it easy to colour or can be used for visible parts.
POM is available in white
Applications
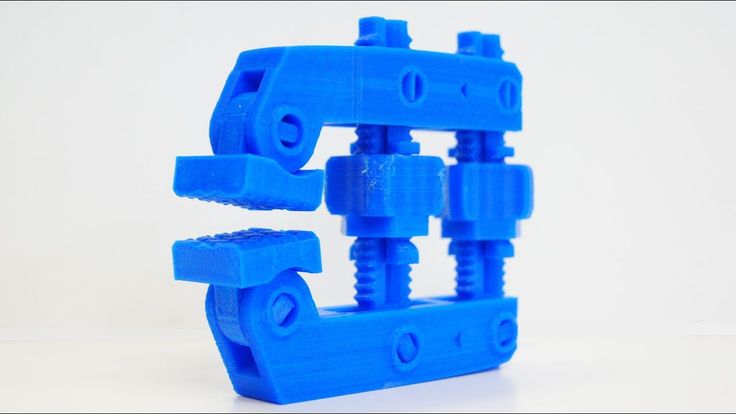
As already mentioned, POM is suitable for a wide range of applications.![]() For example, thanks to its impact resistance and low friction as well as good sliding properties, it is suitable for the manufacture of the smallest gear wheels and at the same time for the production of elements such as rucksack buckles. It is also possible to use POM for parts such as heating stoves that are exposed to heat. The white colour in which the material is present also makes it suitable for the production of aesthetic parts, be it car interior fittings or even implants. In medicine, it is convincing not only because of its mechanical and chemical properties – durability and resistance to disinfectants – but also because of its colour.
For example, thanks to its impact resistance and low friction as well as good sliding properties, it is suitable for the manufacture of the smallest gear wheels and at the same time for the production of elements such as rucksack buckles. It is also possible to use POM for parts such as heating stoves that are exposed to heat. The white colour in which the material is present also makes it suitable for the production of aesthetic parts, be it car interior fittings or even implants. In medicine, it is convincing not only because of its mechanical and chemical properties – durability and resistance to disinfectants – but also because of its colour.
Photo Credits: Jean-Charles Vingiano
What should you consider when 3D printing POM?
When printing POM you should note that your printer must have a heated build plate, because the adhesion to the printing plate is often extremely difficult due to the sliding properties of the material. You should also note that printing POM can be extremely difficult. First, your printer must be able to reach an extrusion temperature of 220 to 230 degrees Celsius. It is also very important to have the right temperature management during the printing process to achieve a high quality result. According to Mr. Vingiano, it is often essential, especially for beginners, to print a prototype first and thus get to know the necessary parameters of the part to be printed. This also applies to those who have already gained experience in 3D printing with other materials.
First, your printer must be able to reach an extrusion temperature of 220 to 230 degrees Celsius. It is also very important to have the right temperature management during the printing process to achieve a high quality result. According to Mr. Vingiano, it is often essential, especially for beginners, to print a prototype first and thus get to know the necessary parameters of the part to be printed. This also applies to those who have already gained experience in 3D printing with other materials.
In addition, the right slicer must first be found, where the parameters can be adjusted accordingly. Slicers such as Cura or Simplify3D are recommended here, which have a wide range of parameters and simulate the printing process by means of a preview. You should also note that toxic gases are produced during printing. Because of the formaldehyde produced, you should ensure good ventilation of the room and protect yourself sufficiently. You should also note that there is a smaller number of manufacturers for POM in filament form than for other filaments such as PEEK or PLA. Distributors of the filament are for example FrontierFila and Uayella, where you should expect prices between 20 and 30 Euros per spool.
Distributors of the filament are for example FrontierFila and Uayella, where you should expect prices between 20 and 30 Euros per spool.
One spool of the filament is priced between 20 and 30 Euros
To conclude, POM has many interesting properties and is suitable for many different applications. However, you should already have some experience in 3D printing to know how to protect yourself and others during printing and achieve the desired result. You can find our full guide on 3D printing plastics HERE to learn more about other polymers used in additive manufacturing. Have you ever printed using POM? Let us know in a comment below or on our Facebook and Twitter pages! Don’t forget to sign up for our free weekly Newsletter, with all the latest news in 3D printing delivered straight to your inbox!
My experience 3d printing acetal, Delrin ™(DuPont), Chemical Name PolyOxy-Methylene (POM) : 3Dprinting
I could not find any info on the net, so I thought I would post my experience. Hopefully some others can contribute more and help us all. First, I am a big time amateur, but I’m also an engineer so I at least do things methodically. I have a printer in my shop where I build and service my race cars. Printing is just another tool in the toolbox and my ultimate goal was to design and print some carbon-nylon ready to use parts. I achieved that easily and then realized I could do some real fun stuff with Acetal. That’s when my smile turned upside down. In my research I could not find anyone successfully printing anything in the size I wanted or with any sort of home-based printer. Nor could I find anyone to print the parts for me.
Hopefully some others can contribute more and help us all. First, I am a big time amateur, but I’m also an engineer so I at least do things methodically. I have a printer in my shop where I build and service my race cars. Printing is just another tool in the toolbox and my ultimate goal was to design and print some carbon-nylon ready to use parts. I achieved that easily and then realized I could do some real fun stuff with Acetal. That’s when my smile turned upside down. In my research I could not find anyone successfully printing anything in the size I wanted or with any sort of home-based printer. Nor could I find anyone to print the parts for me.
Why Acetal?
It is relatively cheap, rigid, good strength, dimensionally stable, easy to sand or machine, low moisture absorption, wear and abrasion resistant, chemically resistant, self-lubricating, suitable for useable parts.
Why not Acetal?
It is HARD to print and requires printer upgrades. Self-lubricating means it does not stick to anything.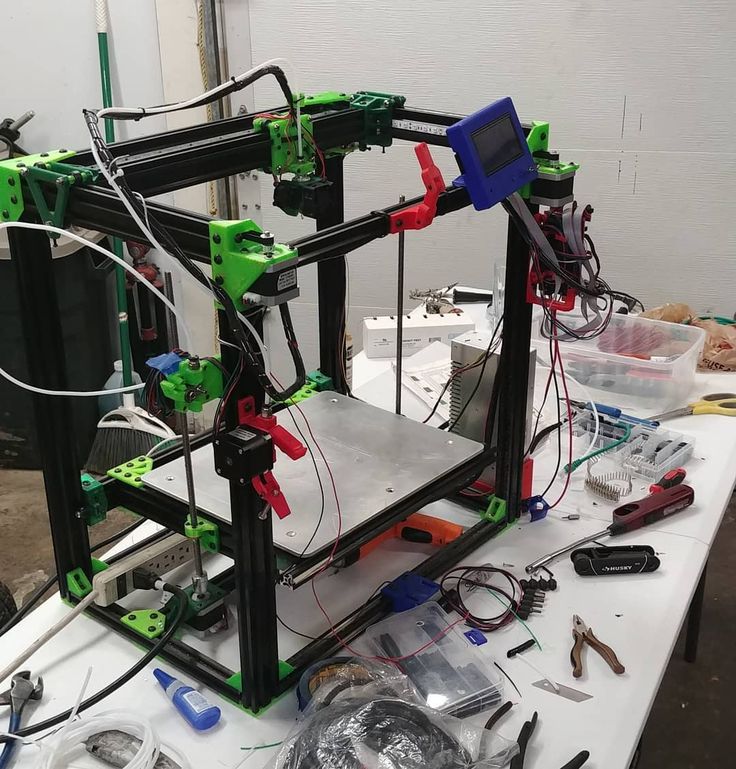 Like frying bologna on a Teflon pan. And if that is not enough, when heated it gives off harmful vapors that can cause cancer.
Like frying bologna on a Teflon pan. And if that is not enough, when heated it gives off harmful vapors that can cause cancer.
In summary, a good print is all about adhesion to the base. Ever heard that before? Well after 6 months of trials I finally gave up on that. But this is what I did to get close and can print some usable parts with the compromises I made. This is by no means a recipe for success for others. I came up with a process that gets me what I need but I can’t tell you exactly which variables you can change and get better or worse success with your projects. At this point I have frozen my process and I am no longer experimenting.
Material
I have been using the Gizmo Dorks version of Acetal filament in 0.4mm size. I purchased from Amazon and a 1kg roll seems to go for a long way. I read somewhere Acetal is somewhat hydroscopic and could cause print problems if left in high humidity area. I keep the roll in a sealed box with a small Peltier plate dehumidifier that keeps it around 50% or less.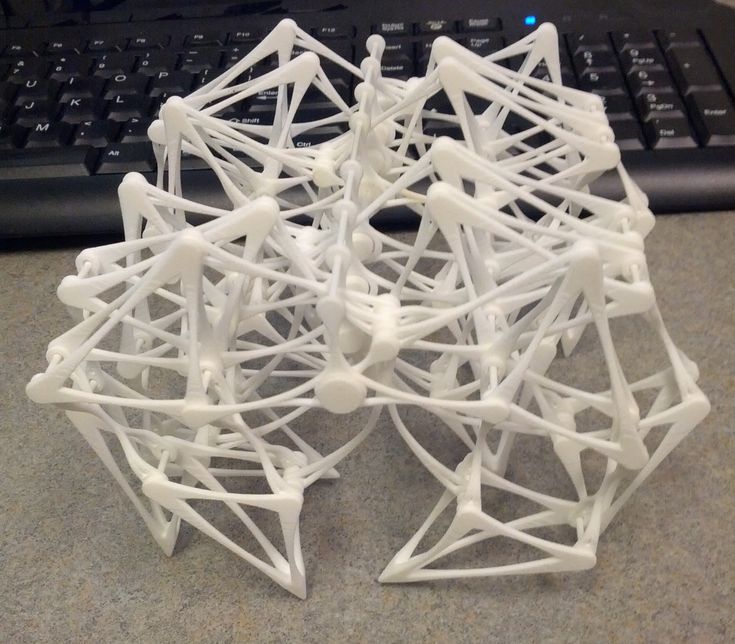 This was not a problem because I was already storing and printing Nylon. So far part shrinkage has been around 2.5%.
This was not a problem because I was already storing and printing Nylon. So far part shrinkage has been around 2.5%.
From Gizmo Dorks: “Please note that Acetal degrades when overheated and may give off small amounts of formaldehyde gas. Do not keep Acetal heated above 230°C. Please always use in a well ventilated area or in a ventilation system. Decomposition of the material depends on the length of time it is exposed to elevated temperatures. At typical print temperatures of 210 - 220 C, decomposition is not significant until after 30 minutes. At melt temperatures, acetal is incompatible with halogenated polymers and can cause spontaneous formaldehyde gas formation. Print using an all metal hotend.”
Print Size
My initial project was a suspension bearing that fits into a piece of square tubing. The final part is 34mm x 34mm x 75mm tall with a 25mm hole through the center. I mention this because size matters. Smaller parts should be slightly easier to print and larger parts will be more difficult. All my development so far has been getting this project to work.
All my development so far has been getting this project to work.
Machine
I am using a Creality CR-10S I have been running for over a year. It has several modifications to be able to print the Carbon-Nylon material and also the Acetal. It has a V3 hot end upgrade with carbon-nylon housing to hold it, tool steel 0.4 nozzle and a 110V heating bed upgrade. The Acetal seems to be very easy on the nozzle and brass is probably fine. I checked my tool steel nozzle after 100+ hours of printing Acetal and it had 0 wear. I also upgraded the feeder to an aluminum piece. This mod is required for the Acetal. It will slip in the stock plastic feeder.
Environment
This is where things started getting tricky. I had a polycarbonate enclosure surrounding the printer with a vent fan for fumes. I noticed I was getting better prints as the internal air temperature went up and suspected the vent fan was not helping. I then built an enclosure inside the enclosure with insulation board and masking tape. This seemed to stabilize the printing environment and improved the quality again. The vent fan pulls air from around the inner enclosure without drafting the print area and allows higher air temperatures inside. I initially melted all my PLA brackets inside the enclosure and upgraded them to ABS. When everything has stabilized the air temperature in the inner box remains between 32 and 37 Degree C depending on the room temperature. I suspect a fully heated chamber would be required to print larger projects and get better reaults.
This seemed to stabilize the printing environment and improved the quality again. The vent fan pulls air from around the inner enclosure without drafting the print area and allows higher air temperatures inside. I initially melted all my PLA brackets inside the enclosure and upgraded them to ABS. When everything has stabilized the air temperature in the inner box remains between 32 and 37 Degree C depending on the room temperature. I suspect a fully heated chamber would be required to print larger projects and get better reaults.
Machine/Slice Settings
To getting a structurally good print I tried several nozzle temps. Acetal seems to like hotter settings for good internal fusion. I ended up at 255C. At this temp, it prints clear and is hard to see. It takes a few minutes to cool down and whiten. At this elevated temperature, Acetal gives off formaldehyde gas, and quite a bit of it. One time I had the vent fan wired backwards and my print room smelled for a week. I ended up venting the gases up into the loft of my shop near an attic fan. The formaldehyde is easy to detect and produces burning eyes and throat.
I ended up venting the gases up into the loft of my shop near an attic fan. The formaldehyde is easy to detect and produces burning eyes and throat.
I kept cranking and cranking up the surface plate temp and getting better results. I assume it slows down the shrinking. I was afraid to go too high with my set up because I don’t want to fry the printer. It is only rated at 135C. I ended up building the raft out at 150C and printing the part at 135C. I experimented backing on down to 90C after the raft, but it caused some problems. I noticed the cloth build surface does insulate somewhat so the bottom layer of the print is less than the plate temp, but I have not directly measured it.
This stuff likes to print slow. Limiting the amount of wet material out there reduces shrink rate and helps with structural integrity. I currently print and infill at 40mm/s with at with a 20mm/s outer wall and initial layer speeds. I tried to go even slower but then the flows got all out of whack. Layer height is 0.15 and infill is 100%.
Layer height is 0.15 and infill is 100%.
I ended up with a 20mm margin 8-layer raft with 0 gap. I could never get a brim to work. The raft WILL lift on its outside edges hopefully no more than about 1/8 inch. If it gets to ¼ inch it will throw the print head off track and possibly break things. This stuff is rigid. I must observe the full raft construction to make sure everything is sticking as planned. If it lifts too much, I abort and start over.
Build plate surface
Tried all normal stuff like tape, glues, etc. even birch wood. Nothing seemed to work. Then I started trying cloth glued on glass with Elmer’s glue stick. I had a bag of rags from local hardware store and one was like a t-shirt on 1 side and had some extra knitting on the other. I got the best print yet out of that cloth. Then as I tried other similar cloth from the bag, I lost the recipe. T-shirt, denim, canvas do nothing. I tried texture like a towel which is knitted on both sides, it sticks well to the model but not the plate. I didn’t have any more of the special rag, so I began trying cheap athletic socks. The smooth on 1 side (plate) and knitting on the other (model side) gives just about the best holding ability I have gotten so far. That is when I essentially gave up on ever getting a final part off a plate. The first 10mm or so still pulls the raft up and distorts slightly plus you must cut or sand he raft off anyway. This is where I stopped developing the surface.
I didn’t have any more of the special rag, so I began trying cheap athletic socks. The smooth on 1 side (plate) and knitting on the other (model side) gives just about the best holding ability I have gotten so far. That is when I essentially gave up on ever getting a final part off a plate. The first 10mm or so still pulls the raft up and distorts slightly plus you must cut or sand he raft off anyway. This is where I stopped developing the surface.
Engineering Solutions
Even with cloth surface and 20mm raft, I still get too much lift in the corners of the actual part. The lift was still enough to destroy the print cause structural problems. I decided to design some features on bottom of the models to compensate for the initial corner lifting. I needed roughly 10mm build height for the shrinking to settle out ON TOP OF THE RAFT. I tried a few things like supports on the sides, a sort of side raft, corner anchors, etc. but anything that increases the footprint goes bad in a hurry. The 2 geometry designs that seem to work the best are the pyramid and reverse pyramid. I really liked the reverse pyramid because so much less material is required and have a few good trials from it. But the expanded base pyramid gave the best overall results if the cloth to glass bond is marginal, which is 50% of the time. Even with these solutions, I get some dimensional inconsistencies over the length of the part. I have seen up to 0.25mm differences in the part width but that is acceptable for me. I judge the success of the print by the raft distortion directly underneath the part.
The 2 geometry designs that seem to work the best are the pyramid and reverse pyramid. I really liked the reverse pyramid because so much less material is required and have a few good trials from it. But the expanded base pyramid gave the best overall results if the cloth to glass bond is marginal, which is 50% of the time. Even with these solutions, I get some dimensional inconsistencies over the length of the part. I have seen up to 0.25mm differences in the part width but that is acceptable for me. I judge the success of the print by the raft distortion directly underneath the part.
That is about everything I can think of. If you contribute to this discussion, please detail any success or failure you have had and what you tried.
PHOTOS
Typical lifting if raft failure
https://flic.kr/p/2iJDeFJ
https://flic.kr/p/2iJDeDK
Clogged nozzel
https://flic.kr/p/2iJyQKx
Base lifting too much failure
https://flic.kr/p/2iJDewA
Structural failure due to lifting
https://flic.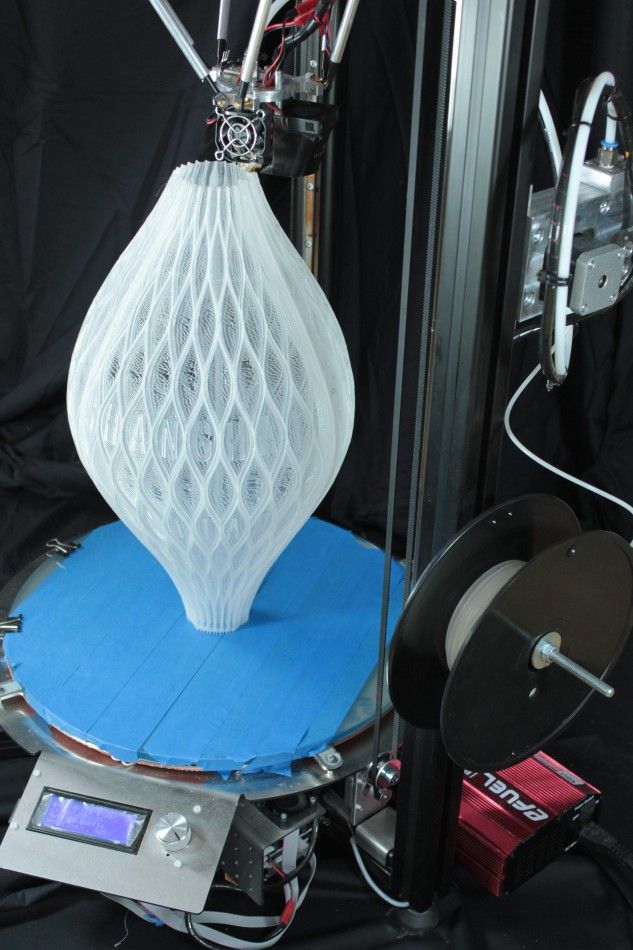 kr/p/2iJyQBG
kr/p/2iJyQBG
https://flic.kr/p/2iJBzQ4
Failed raft next to a good print
https://flic.kr/p/2iJDenh
https://flic.kr/p/2iJBzK9
Very failed raft
https://flic.kr/p/2iJyQu7
My 2 engineering solutions, pyramid and reverse pyramid
https://flic.kr/p/2iJBzFg
https://flic.kr/p/2iJDecs
https://flic.kr/p/2iJyQmG
Detail of Pyramid design
https://flic.kr/p/2iJDG79
Base and corner failures. Should have canceled print early.
https://flic.kr/p/2iJBzzV
Sock detail
https://flic.kr/p/2iJBzpz
My enclosure inside an enclosure
https://flic.kr/p/2iJBzkg
https://flic.kr/p/2iJBzi2
Sock dissection
https://flic.kr/p/2iJyPYC
https://flic.kr/p/2iJDdK5
Everything you need to know about POM (Polyacetal) for 3D printing Discovered in 1920, it is currently one of the most widely used materials in injection molding, after polypropylene (PP) and polyamide (PA), but is also becoming increasingly popular in 3D printing.
 The POM is semi-crystalline (contains amorphous and crystalline regions) and white in appearance.
The POM is semi-crystalline (contains amorphous and crystalline regions) and white in appearance. Even if you have never seen polyacetal, it can always be identified by its appearance and identified by these signs and characteristics:
- White color, slightly cloudy, transparent towards the edge.
- Highly flammable.
- Burning produces a blue flame with a yellow tip, droplets form and continues burning.
- Virtually no soot formation.
- On thermal decomposition emits a strong formaldehyde odor.
- High density and sinks in water.
- Slightly waxy to the touch.
- Mineral acids rapidly degrade polyacetal.
- Plastic produces a dull sound when struck.
- Polyacetal is most commonly found and used in white and black, but can be dyed in a variety of colors.
POM is available in two different forms: as a homopolymer (POM-H) which was commercialized by DuPont in the 1950s, and as a copolymer (POM-C) which was developed by Celanese in the 1960s (POM by Celanese we extrude into a filament for a 3D printer). They differ significantly from each other in that while POM-H has better mechanical properties, it has less UV resistance. POM-C has better thermal and chemical properties and therefore responds better to temperature fluctuations and chemical influences. In the field of 3D printing, POM-C is used primarily because it is easier to extrude and has the same chemical properties. Also, POM is used as a filament in 3D printing, so we will focus on it below.
They differ significantly from each other in that while POM-H has better mechanical properties, it has less UV resistance. POM-C has better thermal and chemical properties and therefore responds better to temperature fluctuations and chemical influences. In the field of 3D printing, POM-C is used primarily because it is easier to extrude and has the same chemical properties. Also, POM is used as a filament in 3D printing, so we will focus on it below.
POM: Material Properties and Capabilities -
“For me, POM is the Swiss army knife of thermoplastic polymers. Thanks to its remarkable properties, polymethylene is a material suitable for a wide range of applications in the automotive, medical, packaging and precision engineering industries,” explains Jean-Charles Vigniano of JCV 3D, POM expert.
But what are the special characteristics of POM?
Polymethylene is characterized by its excellent chemical properties, which make it heat resistant and at the same time insensitive to low temperature, so that the part printed with POM remains stable and does not deform even when exposed to temperatures from -40 to +140 degrees Celsius. The moisture absorption is also very low and it is a good electrical insulator. In addition, it is characterized by its impact resistance and wear resistance, as well as good sliding properties. The impact resistance of parts made with POM is due to the very good adhesion (adhesion between the individual layers that is created during printing). Mr. Vingiano explains it this way: “I think that molecular movement increases the melting point of the part and keeps it there so that the previously deposited layers maintain sufficient temperature to ensure a good fusion between the layers.”
The moisture absorption is also very low and it is a good electrical insulator. In addition, it is characterized by its impact resistance and wear resistance, as well as good sliding properties. The impact resistance of parts made with POM is due to the very good adhesion (adhesion between the individual layers that is created during printing). Mr. Vingiano explains it this way: “I think that molecular movement increases the melting point of the part and keeps it there so that the previously deposited layers maintain sufficient temperature to ensure a good fusion between the layers.”
According to Vingiano, a 3D printed POM part is indistinguishable from an injection molded part. Another big advantage is that POM is not sensitive to the application of chemicals, which allows disinfection without damage to the part, creating many possibilities for different applications. The wide range of possible applications is also favored by the color of the material: it is available in translucent white, making it easy to paint over or use as is.
Application:
As already mentioned, POM is suitable for a wide range of applications. For example, due to its impact resistance and low friction, as well as its good sliding properties, it is suitable for the manufacture of the smallest gears and at the same time for the production of elements such as backpack buckles. You can also use POM for parts such as heat loaded parts that are exposed to high heat. The white color in which the material is produced also makes it suitable for the production of aesthetically pleasing parts, be it car interior parts or even implants. In medicine, it convinces not only with its mechanical and chemical properties - durability and resistance to disinfectants - but also with its color.
What should I consider when 3D printing POM?
When printing POM, please note that your printer must have a heated table up to 110-120 degrees Celsius. You also have to remember that POM printing can be extremely difficult after regular non-engineered plastics. First, your printer must reach an extrusion temperature of 220 to 270 degrees Celsius. It is also very important to properly regulate the temperature during the printing process in order to achieve high quality. According to Mr. Vingiano, it is often very important, especially for beginners, to first print a prototype or temperature tower and thus know the necessary parameters for printing the finished part. This also applies to those who have already gained experience in 3D printing with other materials.
First, your printer must reach an extrusion temperature of 220 to 270 degrees Celsius. It is also very important to properly regulate the temperature during the printing process in order to achieve high quality. According to Mr. Vingiano, it is often very important, especially for beginners, to first print a prototype or temperature tower and thus know the necessary parameters for printing the finished part. This also applies to those who have already gained experience in 3D printing with other materials.
In addition, the correct slicer must first be found, where the parameters can be adjusted accordingly. Slicers such as Cura are recommended here, which have a wide range of options and simulate the printing process with a preview. It should also be noted that toxic gases are generated during printing. Due to the formaldehyde generated, you must ensure that the room is well ventilated. You should also note that there are very few manufacturers for POM in the form of 3D printing filament than for other filaments such as PET-G or PLA.
Good luck in printing with any polymers, experiment and enjoy the results!
3D printing POM with polyacetal filament
The plastic is called POM (POM), polyacetal, polyformaldehyde and is designed to print high strength parts with low coefficient of friction.
It is the low coefficient of friction that should largely determine what will be printed with this filament. This is how I imagined the moving parts of some mechanism, bushings and all sorts of surfaces. The friction of POM compared to conventional plastics is not reduced as much as in the case of Teflon, but quite noticeable.
As you can see in this picture, I experimented with several work surfaces. The advantage of plastic, expressed in its "slipperiness" in the finished part, turns out to be its disadvantage in printing - it does not stick! The bluish flair of the image is due to the fact that the picture was taken through acrylic protection, since acetal decomposes into formaldehyde when heated, and it is undesirable to inhale this substance.
Acetal is also hygroscopic, so keep it in a closed bag with desiccant granules and draw it out through a small hole:
I have extruded on:
- Clear glass.
- ABS treated glass.
- Glass treated with plastic primer.
- Glass treated with hairspray.
- Glass covered with blue tape and glass covered with hairspray and tape.
- Glass with Kapton tape with and without hairspray.
- On thick cardboard (which is used for cheap paintings and cheap furniture).
The extrusion temperature was 260 °C, the table temperature varied (which affected the temperature in the process chamber). 260°C was just enough to work without the risk that the acetal would start to decompose.
And this is what happened:
1) Clean glass; glass treated with liquid ABS; glass treated with hairspray; with insulating tape. (40, 80, 130 °C)
Poor adhesion at any temperature.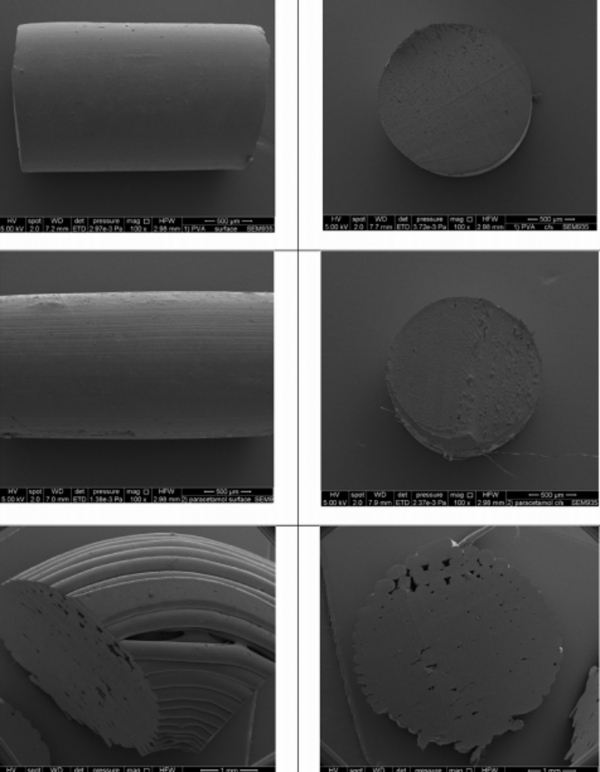 But everything that was extruded stuck to the nozzle, forming ugly lumps.
But everything that was extruded stuck to the nozzle, forming ugly lumps.
2) Glass treated with plastic primer.
At 80°C, the adhesion was enough to start working, but the deformation forces soon overcame the friction force and the part ended up sticking to the nozzle. Temperatures below 80 are not sufficient for adhesion. At higher temperatures, adhesion to the primer rapidly decreased.
3) Kapton strip glass with and without hairspray (130 °C).
Insufficient adhesion, as in case 1. Never tried lower temperatures.
4) Glass covered with adhesive tape + hairspray.
Two cylinders 12 mm OD and 8 mm ID, layer thickness 0.2 mm, substrate heated 130 °C
Adhesion was sufficient to print the object. Deformation forces twisted the edges at the bottom of the object, and the first few layers were distorted. Subsequent layers printed better. The adhesion between the layers is strong.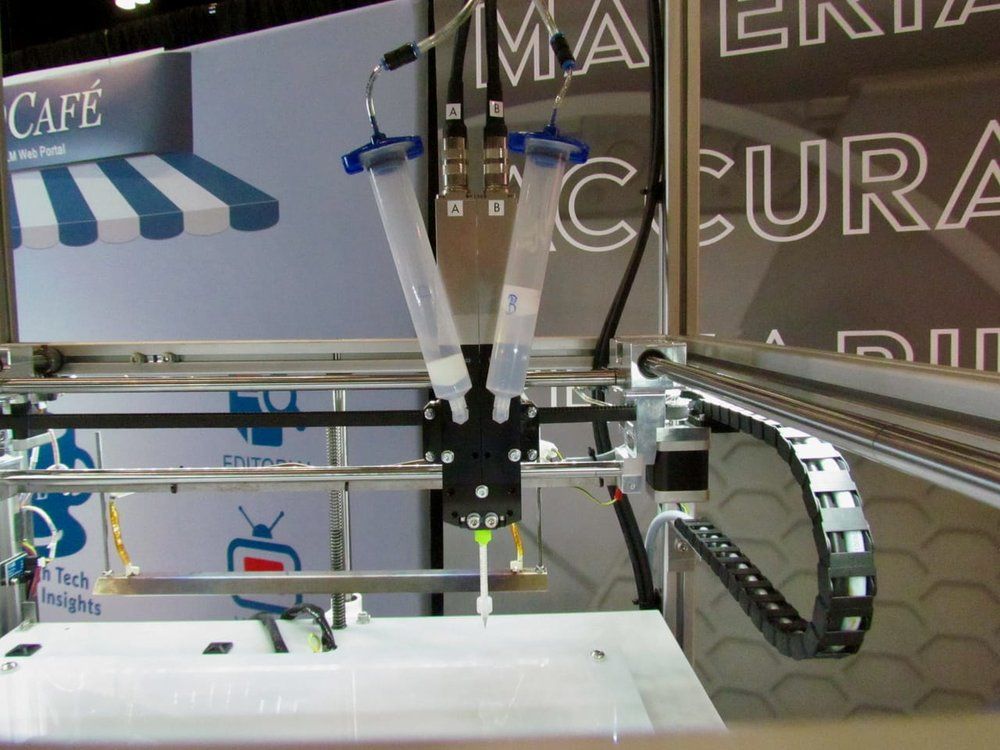
Single wall cylinder, outer diameter 20 mm, layer thickness 0.2 mm
The substrate was heated to 130 °C on the first layer, then cooled to room temperature. The adhesion forces were enough to keep the object on the substrate, the edges were slightly slanted. The cooling of the substrate and the atmosphere in the chamber (the windows to it were open) led to a significant distortion of the shape and compression, starting from the second layer and beyond.
5) Heavy cardboard (130°C, but cardboard is a good thermal insulator, so the top was not as hot).
Single wall cylinder, OD 20 mm, layer thickness 0.2 mm, 200% extrusion, substrate heating 130 °C
The first few layers were skewed, but adhered well to the board during printing. 200% extrusion results in double wall thickness, very strong. After being removed from the substrate, cardboard fibers remained on the printed object.
Single wall cylinder, outer diameter 20 mm, layer thickness 0.
Learn more