Mp select mini 3d printer nozzle
!!! READ THIS FIRST !!! (updated) : MPSelectMiniOwners
This is an updated version of the original !!! READ THIS FIRST !!! post.
Updated 9/1/17
Just wanted to create a good starting point for newcomers in the community. Basically grabbed a few of my most used bookmarks and thought that these could be helpful.
Veterans and/or more experienced members of the community, feel free to comment with links that you think could be beneficial to the community. My intentions are for this to be a living post(always updating and continuing to get better).
Helpful Links
Google Document by Ethan Anderson and James Stoffel with 50 pages of detailed info on the Mini
MP Select Mini Wiki by /u/Tiny_Tim_ (lists sources for replacement parts, amongst numerous other things)
GCODE Wiki (Explains syntax behind different codes and examples on how to use them)
Review/Unboxing/Setup by Tyler Gibson.
A great review and explanation of some of the "Mini" essential knowledge. Please note that you should not attempt to update your v1 printer. It ships with the most recent firmware (As of 8/18/17) so don't worry about that. V2 Printers (with the new v2 firmware) SHOULD BE UPDATED. Please read the update notes for more details (at the bottom of the post).
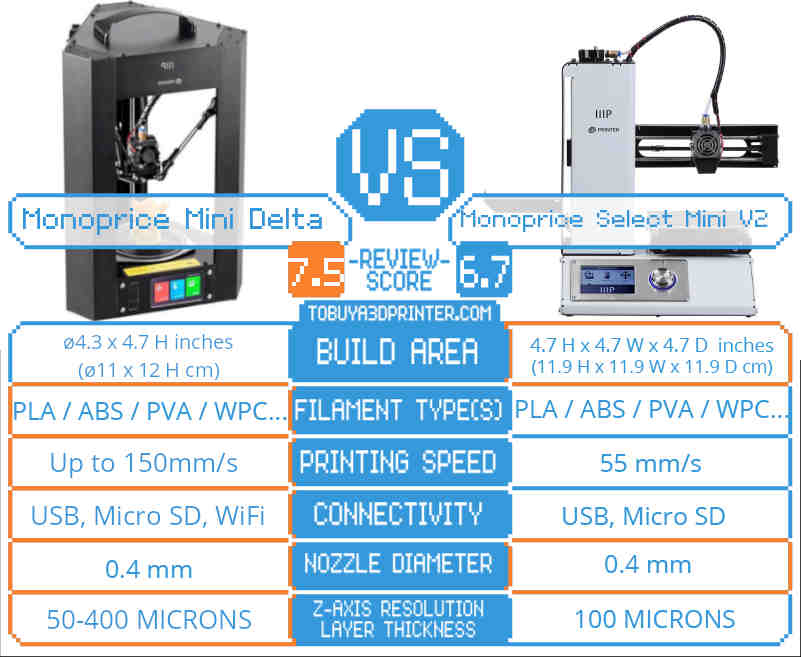
Comparison of Nozzle Diameters (pros and cons along with what situations different diameters are best suited for)
[Print Quality Troubleshooting] (https://www.simplify3d.com/support/print-quality-troubleshooting/)
[Initial Filament Settings] (http://www.kul3d.com/optimum-settings-for-printing-pla-abs-and-ninjaflex-3d-filaments/) (A great starting point for filament settings) *[Filament Strength Playlist] (https://www.youtube.com/watch?v=fjhW2NiILZc&list=PLDJMid0lOOYl8TZJV9xHznKFq5yA5ZTi2) (A great, in depth youtube playlist showing off all of the pros and cons of different filaments and filament materials)
Youtube Channels
Listed below are some great 3D Printing YouTube channels for learning about 3D Printing
*[Maker's Muse] (https://www. youtube.com/user/TheMakersMuse) (A great 3D Printing YouTube channel for learning about 3D Printing) *The 3D Printing Nerd *[The 3D Printing Professor] (https://www.youtube.com/user/mrjoesays) *[Make Anything] (https://www.youtube.com/channel/UCVc6AHfGw9b2zOE_ZGfmsnw)
youtube.com/user/TheMakersMuse) (A great 3D Printing YouTube channel for learning about 3D Printing) *The 3D Printing Nerd *[The 3D Printing Professor] (https://www.youtube.com/user/mrjoesays) *[Make Anything] (https://www.youtube.com/channel/UCVc6AHfGw9b2zOE_ZGfmsnw)
User Posts
A comment from /u/hmspain
Things every new 3D printer user should know:
Level the bad… I repeat level the bed, and when you think it is level, check it again :-).
The SW that converts STL to GCODE has TWO sections; pay attention to both. Importing the settings from the sample files helps. A) Machine settings that are specific to your printer. Nozzle size, bed size, etc. B) Part specific settings including layer height, feed rates, etc. This is why the sample parts print so well; they are tuned for your printer and the sample filament provided :-)
Quote from /u/MrBreadWater
/u/MrBreadWater Recently, there have been quite a few posts about Thermistor problems, and I was thinking that an announcement about how to fix the problem could be pinned so that people with this problem could easily and quickly find a solution, without the need to wait for replies to a brand new post.
Generally, from what I have seen, it is one of three things. Inadequate soldering and the thermistor not being secured on correctly seem to be the number one culprits, while frayed wires are also a major cause of problems. A link to replacement thermistors can be found here: https://www.amazon.com/dp/B010MZ8TCS/ and a belt guard to protect the wiring can be found here: https://www.thingiverse.com/thing:2302588 which should prevent further wire fraying. I have only seen one hotend thermistor problem, so I'm not as worried about that. But please, do what you feel is the right thing to do, I just thought to bring this up to you to see what you thought.
Quote from /u/TouchMyGoofus
One of the first hurdles I had was getting the bed to be perfectly leveled after installing glass. I found that [this calibration print] (https://www.thingiverse.com/thing:2297108) is much more accurate than the paper test, and provides immediate feedback.
Quote from /u/intashu
I jumped blindly into 3d printing with a fistful of research and a Monoprice mini, in the first weekend alone I learned a few things, Information isn't the most convenient to find sometimes, and there are some great resources out there if you know WHERE to look! I want to build a straight forward collection of useful information for first time users.
starting with the few pieces I've gathered already and any comments or suggestions that follow I'll add as well. Hopefully this will help prospective buyers and first time users get off to a running start! /u/diddystacks gave me this useful information: For optimal layer height reference this Document And a GREAT guide to get some settings with CURA, updating firmware, and other incredibly useful details check out this [Youtube channel] (https://www.youtube.com/watch?v=hN-_rRixFcA) for tons of information to get you setup and running the right way. There is also a Facebook Group for those who want to join. Some valuable information I went over before I purchased mine included the Hackaday post, and their follow up for suggested Modifications Here's one of many resources for modifications Some great resources for free models you can print: Thingverse Yeggi
Quoted post from /u/Tiny_Tim_ from his New Firmware Announcement
Download and Update instructions
NOTES PLEASE READ:
If your MPSM V2 currently has Motion Controller v34 or higher installed then you can update with this firmware.

If your MPSM V2 currently has Motion Controller v30 or lower, do NOT update with this firmware.
If you have Motion Controller versions 31, 32, or 33 please ask before updating with this firmware.
V40 CHANGELOG:
Fix cancel procedure. - (when pressing cancel twice during pre-heat, the printhead would start moving which required the MPSM V2 to be switched off)
Fixed some USB compatibility issue with Linux/MacOSX system. Cura 15.##.# and Repetier-Host working on macOS. Cura 2.# and Simplify3D on macOS may not connect
Quoted post from /u/DeletedOriginal on PETG
I agree with all of this except for the brim, it wont hurt and for long prints it is cheap insurance, but with a good print surface it isnt needed. And you are right about 'fast and short' for retraction. PETG is stringy enough that you might think it needs a lot of retraction but it is also very temp sensitive so long retractions allow it to cool too much.
So if you cant get it done with under 3.5MM retraction you need to stop increasing the retraction distance and look into why you have so much extra nozzle pressure. It almost always has to do with too much extrusion. If an extrusion multiplier of 1.0 is dead on for PLA you want to go down to 0.97 (at least) for PETG. And since it look like most people are over extruding with PLA you might need to go even lower. But try 0.97 or 97% as a safe starting point and adjust from there. A good way to work it out is to print a calibration cube on a printer that is very well calibrated for PLA then reduce extrusion to being the PETG print cube into proper dimensional accuracy. It is also worth mentioning that with PETG you will want to run more infill than you do with PLA. It is a bit stringy so it likes a bit more support under the layer for good outer perimeter quality. And SLOW...very slow..first layer. I used S3D and it is hard to translate speed settings from S3D to Cura since S3D uses a base speed and everything else is based on a percent reduction from that main speed.
So if I tell a default S3D profile to print at 30MM/s 'overall' but I have my initial layer set to a 60-70% under-speed I might say that I print at 30MM/s but to a Cura user the info they want might be closer to printing the first layer closer to 6-12MM/s to ensure good adhesion and a smooth surface. Also, dont run the hotend too hot, most people print PETG at temps that are way too high. I just printed a small model in Atomic Filament's translucent {ETG and 230 was OK but 227 was ideal. With Hatchbox PETG I normally find 220-225 to be ideal. A good way to ballpark the ideal temp for a particular printer and/or PETG is to feed it by hand (remove the bowden) as you heat the hotend to 240. Once it hits 210 start to push the PETG you want to use into the hotend without forcing it too much. Once the temp hits 215-220 the PETG will start to extrude pretty easy but you are looking for the exact point when it goes from being pretty hard to extrude to suddenly flowing like water. That is probably very close to the ideal temp for your hotend.
Main point: If you do everything right but you still have stringy PETG prints you are probably printing way too hot. An extra 5C can make the difference between perfection and a furry mess. Just remember that PETG is not PLA so if you are a guru with PLA you will need to keep in mind that your PLA knowledge does not really translate to PETG. It has a much narrower window to nail the proper slicer settings in comparison to PLA. Similar beast but different species. And FWIW I print PETG directly on 5MM thick boro glass with a bit of glue stick that has been diluted in distilled water for a 'wipe' across it before it gets pre-heated. Works very well. Other wise I just use kapton directly on glass with zero adhesion additives. PETG is wicked sticky so if you are getting any adhesion issues you need to look at your slicer and bed setup before you chase more 'stick'. You should be able to get great PETG prints directly on glass with zero additives due to how sticky PETG is. But it needs to be dialed in.
Not sticking? Go back to the basics. Oh...and dont use tape with PETG. Ever. I am sure a few people claim to get great results with it but tape does not handle high bed temps without the glue turning to goo and allowing the print to pull the tape off the bed. It wont pull away from the tape (usually) but it will pull the tape off the bed. It can be hard to notice but it is certainly an issue. So forget the tape and use real BuildTak (key here is 'real'), PEI, kapton, etc. Just skip the tape. It can certainly be done but it is not ideal at all and could be the more expensive option since you will toss a lot of time and filament into the trash before you use a surface that is appropriate for PETG. Or whatever. I actually think tape is the worst choice for most prints (not all) but people like it since it is cheap and easy to replace. Ideal for PLA if you dont have a heated bed. But high bed heat and PETG? Nope. Run a good timelapse video on a PETG print with tape and the bed set at 70-80C then watch and look for the times when the print is stuck to the tape but at higher Z levels once you will start to see that the print is stuck to the tape so well that it is slightly pulling the tape off the bed.
That is why you can see wrinkles in tape on beds once they cool. Oh, almost forgot, you need a lot of cooling for really good PETG prints. You can print the first layer with minimal cooling if needed but you would struggle to cool PETG too much. My guess is that a stock MP Mini has just enough cooling for most PETG prints so consider adding a 2nd part cooling fan or simply a fan that flows much more air if you will be printing a lot of PETG. And please, no mentions of a Noctura 40MM fan to improve cooling, they are fine fans with a decent CFM rating but they suck once some air pressure is involved like you will have on a cooling nozzle that chokes down to a point. IMO these are the best fan you can use on the mini as a 'drop in' part but keep in mind that you might need to power it directly off the PS...the fan header on the board might not be able to handle the power requirement. But that shouldn't be a problem. This fan will literally blow bits of stringy filament and random cruft right the hell off the print surface.
https://www.digikey.com/product-detail/en/sunon-fans/MC30151V1-000U-A99/259-1704-ND/5253495
Below is a full experiment on bed adhesion. From /u/phuzybuny
This is a follow up to my original post, Blue tape being pulled from print bed. PLA (195C/60C)..
Thanks to everyone who replied, I have managed to reduce my curling to acceptable levels after some experimentation. ALBUM
Setup
V1
3M Scotch-Blue 2080EL
AMZ3D PLA (Black)
Slic3r
Extruder temperature: 195C
Background
I have been having some issues with curling and wanted a solution that did not involve the following:
Application of glue stick
Brim / skirts
Helper disks
Changing build surfaces (e.g., BuildTak)
Curling occurred via one of two ways:
My experimentation was simply through qualitative iterations of different settings. This is by no means scientific as I have not recorded any data nor conducted this enough times to be statistically significant. However, the print DID come out better.
This is by no means scientific as I have not recorded any data nor conducted this enough times to be statistically significant. However, the print DID come out better.
Bed temperature
There appears to be mixed opinions when it comes to whether or not heating the bed is necessary for PLA. However, I have found that, although not NECESSARY, heating the bed, improves print adhesion to the blue tape.
At 60C, print adhesion to the blue tape is very good however the blue tape's adhesion to the build plate is weakened. This has led to the print pulling the tape from the build plate (this is the issue that led to my initial post).
After experimentation, I have found that a first layer print bed temperature of 55C followed by 45C for subsequent layers worked well. The initial 55C allowed for good first layer adhesion and the lower subsequent temperature did not weaken the adhesion between the blue tape and the build plate.
Blue tape application to build plate
Following advice from /u/L3gitAWp3r in my previous post, I cleaned the surface of the build plate with rubbing alcohol prior to applying the blue tape. I then firmly rubbed the tape several times to ensure good adhesion.
I am not certain whether this, the lower bed temperature, or a combination of the two resulted in the reduced tape peeling.
Cooling
I had initially set a minimum fan speed of 60%. It appears that a slightly slower cooling rate results in reduced warping. I currently have the minimum fan speed set to 35% instead.
Fan is NOT disabled for any layer.
Further experimentation is required to determine what impacts cooling imparts on curling.
Summary
To reduce curling when printing with PLA on blue tape:
55C bed temperature for improved first layer adhesion to blue tape
45C bed temperature for subsequent layers to reduce tape peeling from build plate
35% minimum fan speed for a slightly lower cooling rate (not sure if this truly has an impact yet)
Cleaning the build plate with rubbing alcohol prior to application of blue tape (not sure if this reduces tape peeling)
I am sure I am not alone when I say, "I will continue tinkering with my MPSM until my print is perfect".
I hope that this helps others and please share your own findings (even if they contradict my own).
Select Mini V2 3D Printer – Monoprice Europe
The World's #1 Selling 3D Printer*
Too often, getting a low-cost 3D printer means getting a box of ill-fitted parts with poorly written and incomplete documentation. You end up spending hours on the internet, searching forums and asking for help to get the printer assembled and operating properly.
That isn't how Monoprice operates and this 3D printer is a perfect example! This printer not only comes fully assembled, it has already been calibrated at the factory. All you have to do is perform a quick check to verify that the print bed is still leveled, in case it shifted during shipping, then load the included MicroSD™ card, load some filament, and start printing the preloaded model. Nowhere else will you find a 3D printer ready to print out of the box at such a low price!
*Q1'17 according to CONTEXT
Open Source
Best in Class
Ready to Print
Open Source: The heated build plate and wide range of extruder temperatures allow this printer to work with any type of filament from any manufacturer. Additionally, the ability to use free, open-source software allows you to tailor your 3D printing experience to your personal tastes.
Best in Class: An improved version of the best selling and best community rated 3D printer in the world, it is also the best community rated 3D. It features an all metal nozzle, insulated heated built plate, upgraded cooling, 3. 7" IPS color screen, and wireless, Wi‑Fi® connectivity.
7" IPS color screen, and wireless, Wi‑Fi® connectivity.
Ready to Print: Unlike most other low-cost 3D printers, this printer ships fully assembled and has already been calibrated at the factory. We even include sample PLA filament and a microSD™ card with preinstalled models, so you can start printing right out of the box!
Features
- Fully assembled and factory calibrated so you can start printing right away
- Insulated and heated built plate with pre-installed build mat
- Nozzle cooling fan and main board cooling fan
- Includes accessory kit
- All-metal nozzle
- Wi‑Fi®, microSD™ card, and USB connectivity
- 3.7" IPS color screen
- Windows® and Mac® compatible
- Compatible with Cura, Repetier, and other software
What's in the box
- 1x MP Select Mini 3D printer
- 1x Filament holder
- 1x AC power adapter
- 1x AC power cord
- 1x Micro USB cable
- 1x MicroSD™ card
- 1x Plastic bed scraper
- 1x Bed leveling hex wrench
- 1x Sample PLA filament
| Extruder Type | Single Extruder |
| Printing Technology | FFF |
| Supported Filament Size | 1.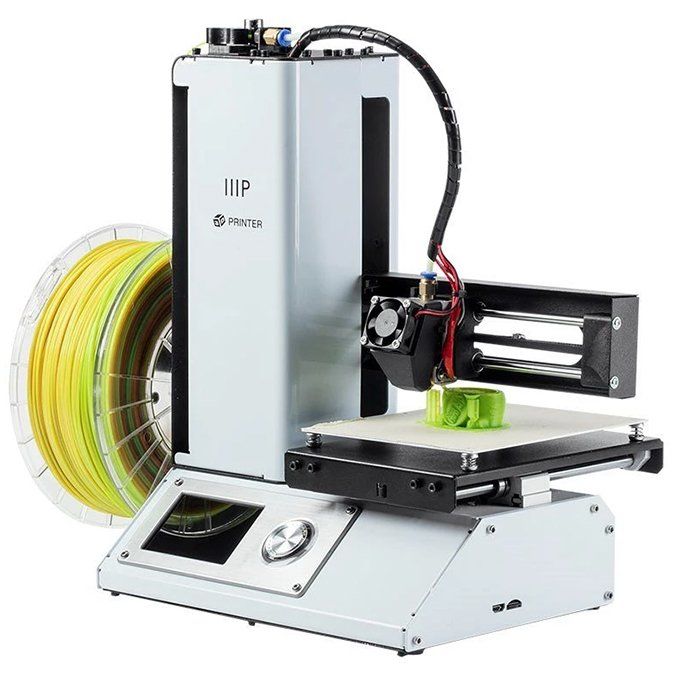 75mm 75mm |
| Supported Filament Types | ABS, PLA, Wood Fill, Metal Fill, and others |
| Max Extruder Temperature | 482°F (250°C) |
| Max Platform Temperature | 140°F (60°C) |
| Nozzle Diameter | 0.4mm |
| Max Printing Speed | 55mm/sec |
| Layer Resolution | 0.1mm |
| Build Area | 4.7" x 4.7" x 4.7" (120 x 120 x 120 mm) |
| Build Volume | 103. 8 cu-in (1728 cc) 8 cu-in (1728 cc) |
| Connectivity | Micro USB, MicroSD™ card |
| Offline Printing | Yes, with MicroSD card |
| Supported File Formats | .stl and .obj |
| Supported Operating Systems | Windows® 7 and later, Mac® OS X®, Linux |
| Supported Software | Cura, Repetier-Host |
| Display Type | Wide viewing angle color LCD screen |
| Max Power Consumption | 120 watts |
| AC Adapter Input Power | 100 ~ 240 VAC, 50/60 Hz |
| Input Power | 12 VDC |
| Dimensions (H x W x D) | 13. |
| Weight | 9.9 lbs. (4.5 kg) |
Support Files:
- User's Manual (Oct 12, 2018)
- Manuel d'Utilisateur (Français) (Jun 22, 2018)
- Benutzerhandbuch (Deutsch) (Jun 22, 2018)
- Manuale Utente (Italiano) (Jun 22, 2018)
- Manual de Usuario (Español) (Jun 22, 2018)
- Software Package (Cura and Repetier) (Jun 15, 2016)
- Updated profiles for the latest version of Cura (Oct 26, 2017)
- Updated firmware version 30 for the V1 version of the printer with firmware version less than v30 (Feb 9, 2018)
- Updated firmware version 40 for the V2 version of the printer with firmware version greater than v34 (Feb 9, 2018)
- Updated firmware version 41 for the V2 version of the printer with firmware version v40.
If not already at V40, upgrade to v40 first. (Mar 1, 2018)
Refer to the following link for detailed firmware update instructions:
https://mpselectmini.com/firmware/motion_controller
SD™ and microSD™ are trademarks or registered trademarks of SD-3C, LLC in the United States, other countries, or both.
Wi‑Fi® is a registered trademark of Wi‑Fi Alliance.
Microsoft® and Windows® are registered trademarks of Microsoft Corporation in the United States and/or other countries.
Apple®, Mac®, and OS X® are trademarks of Apple Inc., registered in the U.S. and other countries.
How long will it take for my order to arrive?
After the order has been placed, shipping takes about 5-7 business days. Our warehouse is located in the Netherlands.
How much do I have to pay for shipping?
Shipping costs to Finland, Greece, Ireland, Portugal, Spain, Sweden, Austria, Belgium, Bulgaria, Croatia, Czechia, Denmark, Estonia, Hungary, Italy, Latvia, Liechtenstein, Lithuania, Luxembourg, Monaco, Netherlands, Poland, Romania, Slovakia, Slovenia, Andorra, San Marino, Vatican City, France:
- Orders above 30€: Free Shipping
- Orders below 30€: 3,79€
For deliveries to Cyprus, Malta, Norway, Switzerland, shipping costs vary by weight:
- 10kg – 4.
 99 kg: 7,68 €
99 kg: 7,68 € - 5kg – 9.99 kg: 8,79€
- 10kg – 19.99 kg: 11,33€
- 20kg – 29.99 kg: 11,67€
- 30kg – 39.99 kg: 19,91€
What are the returns policy?
You can return your items to us for free within 30 days without giving a reason.
How does the return work?
If you do not like an article, you can return it to us within 30 days of delivery. Please contact us at [email protected] to receive a free return label. Please print the return label, stick it on the carefully sealed package and hand it over to your local post office. Please keep the document with the tracking number carefully.
Join our newsletter
... and get 10€ OFF your next purchase.
Nozzles for 3D printers - types, differences. Nozzle type
Nozzle is an integral part of any 3D printer, and there are many varieties of this part. Brass products are considered standard nozzles. This type is suitable for printing with conventional types of plastics, but for those that include an abrasive, such as NylonX, is not suitable. Printing with these materials requires higher performance nozzles made from stronger materials. There are also copper nozzles, Clean Tip nozzles - such nozzles are distinguished by the fact that the thread does not stick to them, and they remain clean.
Printing with these materials requires higher performance nozzles made from stronger materials. There are also copper nozzles, Clean Tip nozzles - such nozzles are distinguished by the fact that the thread does not stick to them, and they remain clean.
3D printing allows you to replace nozzles. This allows you to achieve different results and use different materials for printing.
3D printer nozzle: what is it?
The 3D printer nozzle is a special nozzle located in the extruder heater block. It is screwed into place by means of a thread. There is a small chamber inside the nozzle where molten plastic accumulates and is squeezed out through the hole. Moreover, the key parameters of the nozzle will be: the material from which the nozzle is made and the diameter of the hole.
Nozzle material
A standard desktop 3D printer is equipped with a 0.4mm brass nozzle. This is the best option for printing with ABS and PLA plastics. However, such nozzles are not at all suitable for printing with luminescent PLA, carbon fiber and metal enriched filaments. The fact is that plastics, which include solid particles, destroy the nozzle. The internal dimensions of the nozzle are distorted, and this affects the uniformity of the extruded material, which will inevitably affect the quality of 3D printing. For this reason, there are nozzles that are made from harder materials. Consider further the types of nozzles that can be found on the market.
The fact is that plastics, which include solid particles, destroy the nozzle. The internal dimensions of the nozzle are distorted, and this affects the uniformity of the extruded material, which will inevitably affect the quality of 3D printing. For this reason, there are nozzles that are made from harder materials. Consider further the types of nozzles that can be found on the market.
Brass 3D Printer Nozzle
Brass Nozzle is the most popular option used in most desktop 3D printers. Of all the materials used to make nozzles, this one is the softest. But brass nozzles are easy to process, cheap and affordable. Therefore, they are easy and simple to replace.
Main characteristics of brass nozzles:
- corrosion resistance;
- high thermal conductivity;
- relative softness;
- abrasion.
Application: Ideal for printing with "soft" plastics - standard ABS, PLA, PETG, and other plastic filaments that do not contain carbon fiber and metal additives.
Stainless steel or hardened steel nozzle
Steel nozzles are also used for 3D printing. They provide long-term printing with materials that contain solid particles, such as metal, carbon fiber. At the same time, such nozzles are not prone to abrasion and destruction, like softer brass nozzles. That is, you can print for a long time without reducing productivity.
But steel nozzles are not without drawbacks: lower thermal conductivity compared to brass nozzles. This can change the flow, especially when using large nozzles.
Main characteristics of steel nozzles:
- corrosion resistance;
- low thermal conductivity;
- relatively large weight;
- abrasion resistance.
Application: 3D printing with additives (carbon fiber, metal, glass, etc.)
Ruby nozzle
Anders Olsson developed the Olders Ruby nozzle. This is a brass nozzle equipped with a tip made of aluminum oxide, that is, an artificial ruby. This nozzle was originally created for 3D printing by the third heaviest material in the world. The nozzle was the result of an experiment conducted at Uppsala University in Sweden.
This nozzle was originally created for 3D printing by the third heaviest material in the world. The nozzle was the result of an experiment conducted at Uppsala University in Sweden.
Initially standard nozzles made of steel and brass after printing 1kg of plastic wear out and are no longer usable. However, the nozzles have a number of disadvantages. Olson Ruby nozzles combine the high thermal conductivity of brass with the abrasion resistance of ruby. Of course, there are experts who say that the ruby tip has a low thermal conductivity, which negatively affects the printing result, but there is no evidence for this. At least for now.
The main characteristics of Olsson Ruby nozzles are:
- corrosion resistance;
- low thermal conductivity;
- abrasion resistance.
Application: Can be used for highly abrasive threads.
Tungsten Carbide Nozzles
Dyze Design Tungsten Carbide Nozzles are something of a newcomer to the market as they only started production at the end of 2018. Tungsten carbide is hard and wear resistant. It is used for drilling, cutting ceramics and metals. Such nozzles also have disadvantages, but it is too early to talk about them.
Tungsten carbide is hard and wear resistant. It is used for drilling, cutting ceramics and metals. Such nozzles also have disadvantages, but it is too early to talk about them.
Main characteristics of tungsten carbide nozzles:
- abrasion resistance, very high;
- hardness;
- high thermal conductivity;
- corrosion resistance.
Application: This is a universal nozzle that can be added to your nozzle set, and the nozzle is also suitable for printing with highly abrasive filaments.
Nozzle sizes for 3D printer
Nozzles are characterized by the hole diameter. This characteristic will affect the degree of print detail. In this case, the influence will be exerted not only on the width of the lines, but also on the height of the layer.
Beginners are advised to use a nozzle with a diameter of 0.15mm. Compared to a standard 0.4mm nozzle, this nozzle allows you to get a higher resolution in the OX and OY axes. Thanks to thin lines, sharper corners can be obtained, but this will only be possible in that case. If your 3D printer is well set up and serviced regularly.
Thanks to thin lines, sharper corners can be obtained, but this will only be possible in that case. If your 3D printer is well set up and serviced regularly.
The choice of nozzle diameter should be determined by the layer height you require. It is necessary to choose a nozzle so that the size of the layer during printing is 25-50% of the nozzle size.
If the device is calibrated correctly, optimum adhesion can be achieved between coats. For example, a standard 0.4mm nozzle allows you to print layers of 0.1-0.2mm. If you want to successfully print ultra-thin layers that are less than 0.05mm high, we recommend using the 0.2mm nozzle.
Small nozzles have one significant drawback. They are more prone to clogging and therefore need to be cleaned regularly. In addition, smaller nozzles significantly increase print time as the print head requires more passes to coat. the larger the nozzle, the less time it will take to print, and the time will be reduced exponentially. For example, a 0.8mm wall will take half as long to print as a 0.4mm wall. Also, large extrusion lines have greater adhesion, and therefore the finished prints have greater strength. If you are not printing fine details, then you are better off using large nozzles, which will allow you to print faster.
For example, a 0.8mm wall will take half as long to print as a 0.4mm wall. Also, large extrusion lines have greater adhesion, and therefore the finished prints have greater strength. If you are not printing fine details, then you are better off using large nozzles, which will allow you to print faster.
Smaller nozzles are more commonly used for hobby, precision models with fine details, such as jewelry.
And in order to have your own opinion on this matter, it is best to experiment!
How to choose nozzle size for 3D printer? Pros and cons
3DPrintStory 3D printing process How to choose nozzle size for 3D printer? Pros and cons
When choosing your 3D printer, the nozzle size of your 3D printer may have been the last thing on your mind. This is a detail that is often overlooked. But depending on what you need to print, the wrong nozzle diameter can get in the way.
This is a detail that is often overlooked. But depending on what you need to print, the wrong nozzle diameter can get in the way.
In this article, we'll take a look at the different 3D printer nozzle sizes and why you should consider this assembly, what materials it's made of, understand the relationship between nozzle size and layer height, and how to measure the actual nozzle diameter.
How does nozzle size affect 3D printing?
Nozzle diameter affects the extrusion width of the 3D printer line. This affects some elements of your model. If you are 3D printing for business (make a lot of orders), you need to make sure your extruder is feeding the right amount of material. If too much material is fed, then more filament is used than is actually required for successful 3D printing. Well, a smaller number can simply lead to marriage.
Or maybe you're printing different models, some of them very detailed and intricate, and some more practical (like a replacement doorknob) that just needs to be printed quickly and with maximum durability.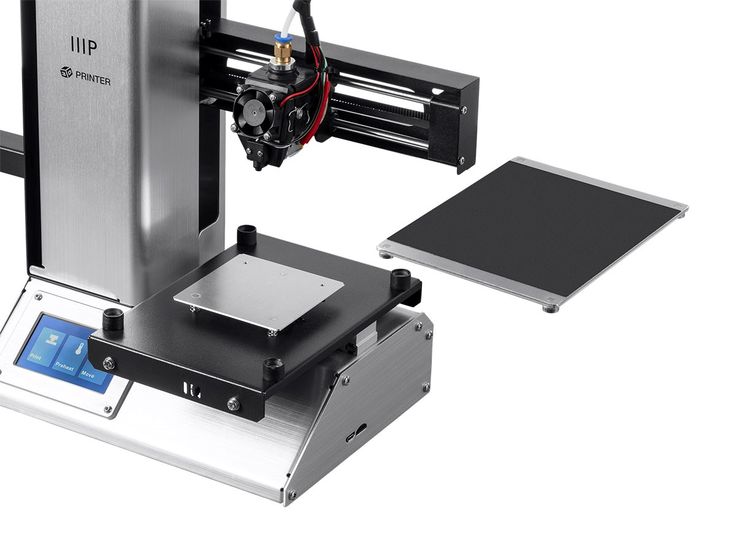
In any case, you will need the correct setting to save time, material and ensure the normal quality of the 3D model.
There is no easy answer to what is the best nozzle size for a 3D printer. You need to weigh what you want to achieve and what elements of the 3D model are most important to you.
Depending on your 3D printer, the nozzle can be quite easily replaced (most of them are mounted on screws), and buying a package with different sizes will cost you a lot.
Most common 3D printer nozzle options
The most common standard nozzle size is the 0.4mm (or 0.35mm) nozzle used by most modern 3D printer manufacturers. The reason for this is that it is a rather large and yet versatile nozzle size. This means that you can print with exceptional detail in no time.
With the 0.4 mm 3D printing nozzle you can print up to a layer thickness of only 0.1 mm or up to 0.3 mm. The lower the layer height, the better the detail (on the Z axis) and the larger the layer height, the faster your 3D print will be, but with worse detail quality.
A common misconception is that if someone doesn't get good enough 3D print quality on their printer with a 0.4mm nozzle, they immediately think they need a smaller 3D print nozzle.
Another common smaller size is 0.25 mm. Some 3D printers offer 0.2mm, 0.15mm, and Mass Portal is even experimenting with 0.1mm 3D printer nozzles. And the experiments are really interesting. Thanks to this miniature nozzle, they were able to print the clock mechanism with excellent detail.
How is nozzle diameter related to 3D printer resolution?
Theoretically, smaller 3D printer nozzles allow for greater precision. But for many 3D printers, especially cheaper or older models, a smaller extruder nozzle won't necessarily make a difference if your printer doesn't support the higher resolution you need. It's like putting low-profile, high-performance tires on an old classic car - it doesn't make it go faster, and it doesn't necessarily make it better cornering.
This is also similar to how the specifications of a 3D printer on paper (eg claimed resolution) do not always result in the best print quality of the finished product. Just like Ultimaker and Zortrax have very similar resolutions on paper, but in many actual tests Zortrax produces better models than Ultimaker 2.
Just like Ultimaker and Zortrax have very similar resolutions on paper, but in many actual tests Zortrax produces better models than Ultimaker 2.
smaller nozzles as resolution across the board is getting better every day.
Let's look at the pros and cons of 3D printing with smaller nozzles. Some are less obvious than others. Next, we'll look at the larger, underpriced nozzles available. I hope after reading this article you will be able to answer the question: "What nozzle size should I print?".
You probably already guessed that the smaller the size of the nozzle in the extruder, the more detailed model you can get as a result of 3D printing. The thin nozzle is great for complex figures, or if you need to print very thin walls for aircraft skins, or high transparency models, etc.
The photo below shows the printed skin of a model aircraft that was made with a standard 0.4mm nozzle. If the same skin is printed with a nozzle with a diameter of 0.2 mm, then the weight (and strength) would be halved.
It is worth noting that a 3D printer with a 0.2 mm nozzle feeds half as much material as a 0.4 mm nozzle. And this actually leads to an increase in print time by the same two times. It should be noted that strength and detail are reciprocals of time. So to get high-quality 3D models using a thin nozzle and high resolution, you will have to be patient (2 times more than when printing with a standard 0.4 extruder :)). In some cases this is justified, in others it is a waste of time...
As a general rule, the smaller the nozzle size, the higher the chance of problems with the 3D printer. Especially if you are using cheap materials - they can work well with low models and thicker nozzles, but if you need detailed models that are printed using a thin nozzle, then you should also be puzzled by buying quality filaments for 3D printing.
Other factors are less obvious when 3D printing with a thin diameter nozzle - for example, protrusions can be a problem. This is because each layer has a smaller width for the next layer.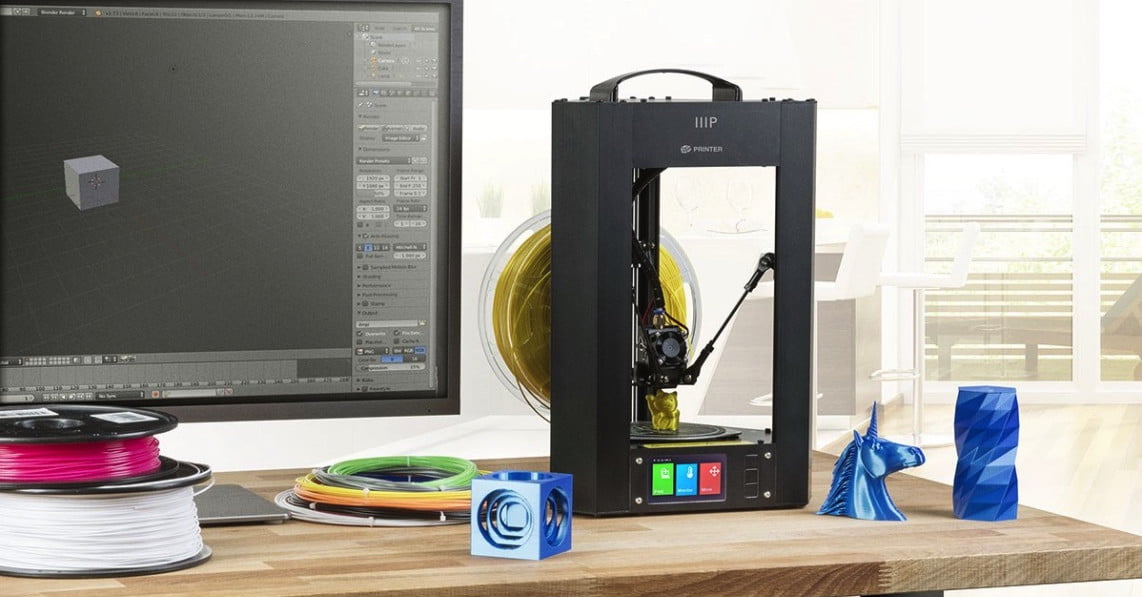 Crossing bridges can also be difficult.
Crossing bridges can also be difficult.
But there is good news too! Where overhangs form, the caliper material will be much easier to remove if printed with a thin nozzle. Due to the increased accuracy, your slicer can use a minimum amount of material between your model and supports, so they will break off more easily and have fewer damaged pads that need to be sanded.
And finally, the most annoying thing about a thin nozzle is the ease with which it clogs. If you downsize to 0.2mm or even 0.1mm, you'll need a small particle to clog the hotend. You need to be very careful about the cleanliness of your 3D printing material and regularly clean the nozzle of your 3D printer. Otherwise, you will not end up with additional unnecessary problems.
It is also worth taking the time to understand the relationship between nozzle size and layer thickness. In short, the first parameter determines the horizontal detail (along the x and y axes), and the second adjusts the resolution along the vertical or z axis.
How to measure the nozzle size of a 3D printer?
Although the actual nozzle diameter should be engraved on the side of the nozzle, it is not always possible to read this value if it is already installed in the extruder or if you have been printing with it for some time. After all, there is the concept of wear and you may not be sure that the nozzle is the same size as before.
To determine what size your nozzle really is, very slowly extrude some material into the air (high speed may change shape or size) at the lowest setting you can feed material at (approximately 1 mm/s). Once cool, use a micrometer if you have one. They are generally more accurate than digital calipers. Keep in mind that the filament will probably expand after being extruded. Poor quality material or an extruder that is too hot (especially if you extrude at 1mm/s) will cause the material to expand more, resulting in inaccurate readings.
It is also useful to know the size to which your material expands after extrusion if you are working on getting a really nice and accurate model. So feel free to experiment with higher speeds that are a bit more like your actual 3D printing.
So feel free to experiment with higher speeds that are a bit more like your actual 3D printing.
How is 3D printing layer height and nozzle diameter related?
In simple terms, this is the thickness of each line of extruded material that makes up each layer of your model. The thinner the layer height (or layer thickness), the finer the print detail in the Z-axis (the vertical dimension of your model), but the more layers will be required. Increases print time.
These characteristics are related, but not completely. For example, you can print using a thinner, thicker nozzle if vertical resolution is less important to you. Or you can use a thicker nozzle with a very small layer height. Although in this case, do not get too carried away. To maintain adequate pressure, your layer height should be at least 20% less than your nozzle width - and in most cases, for best 3D printing results, it should be around 50%.
How to determine the correct distance from the nozzle to the desktop of a 3D printer?
With the correct setting of the distance between the table and the nozzle, the base of the finished model should have an almost perfectly smooth, glassy surface. Many people assume that you need to use a stylus to properly set the distance between the nozzle and the 3D printer bed, but in fact, even that can be too thick. So it's worth thinking in the direction of the already proven table calibration with a piece of paper. You should use thin paper. For example, check paper is a great choice. Place the receipt paper under the nozzle and gradually lower the nozzle down until the receipt paper resists a little when you try to push it out. 3D printing at this height will give the bottom of the model a great look, and in the case of tall models, the print will definitely not go astray.
Many people assume that you need to use a stylus to properly set the distance between the nozzle and the 3D printer bed, but in fact, even that can be too thick. So it's worth thinking in the direction of the already proven table calibration with a piece of paper. You should use thin paper. For example, check paper is a great choice. Place the receipt paper under the nozzle and gradually lower the nozzle down until the receipt paper resists a little when you try to push it out. 3D printing at this height will give the bottom of the model a great look, and in the case of tall models, the print will definitely not go astray.
What is the maximum 3D print layer height compared to the nozzle size?
You don't necessarily need a layer height calculator on your 3D printer, but typically the maximum layer height is 50% of the nozzle width. In some cases, you can go higher (perhaps 75%), but in this case, you must be aware that you can sacrifice reliability.
It's best to experiment with the parameters of your model if you understand the relationship between the 3D printer's nozzle size and the layer height you'll be using to print. So for a 0.4mm nozzle, you will need to print with a layer height of 0.2mm, or up to 0.3mm. Your minimum should be around 0.1mm. If less, then in fact you just increase the waiting time without much benefit (on the same 0.4 mm nozzle).
So for a 0.4mm nozzle, you will need to print with a layer height of 0.2mm, or up to 0.3mm. Your minimum should be around 0.1mm. If less, then in fact you just increase the waiting time without much benefit (on the same 0.4 mm nozzle).
In most cases, it is worth printing thinner layers with smaller nozzle diameters and generally thicker layers with thicker nozzles. Just note that if you are printing with a thicker nozzle diameter and very thin layer height, you will need to lower the extrusion settings in your slicer to prevent overfeeding.
It's also worth noting that regardless of size, you should always make sure you always have a clean nozzle. One of the easiest ways to do this is to use a high quality cleaning floss. You only need to use a few grams of it each time you brush, but this will prevent carbon buildup over time.
So why should I use a 0.8mm nozzle or thicker?
Similar nozzle sizes were more common on older 3D printers but are making a comeback. It's all about using what you need and nothing more. For a large number of models, the 0.4mm headroom that your 3D printer probably comes with may be overkill in terms of detail.
It's all about using what you need and nothing more. For a large number of models, the 0.4mm headroom that your 3D printer probably comes with may be overkill in terms of detail.
If you're looking for strength and speed, but detail is less important, a 0.8mm or even 1.0mm nozzle is worth it. And don't forget that models printed with a 0.8mm nozzle can be very detailed, as a lot depends on your 3D printer as well.
The only slight disadvantage may be that you use more material, but with thicker part walls you can probably compensate with less infill.
There is no single optimal nozzle size for all models, you just need to take all factors into account and decide which nozzle size is best for you.
What nozzle size should I use for composite materials?
It is worth noting that composite materials (any particulate filament such as wood filler, copper filler, carbon fiber nylon or glass reinforced nylon) will cause extrusion problems when using a thinner nozzle.