Metal 3d printer for home
Desktop Metal Studio 3D Printer
DESKTOP METAL
STUDIO SYSTEM 2™An End-to-End Solution to 3D Print Complex Metal Parts In-HouseIntroducing the new Desktop Metal Studio 2 for metal 3D printing. The first end-to-end affordable solution for 3D printing complex metal parts in-house in a variety of metal alloys including stainless steel, copper and tool steels.
View Video Brochure Request Demo Request A Quote
- Overview
- Key Features
- Advantages
- How it Works
- Materials
- Applications
- Request a Quote
Accessible Metal 3D Printing
The Studio System 2 from Desktop Metal was created to enable engineers and design teams to produce complex metal parts faster, more accurately, and in a safe operating environment without the need for special facilities or dedicated operators. Just print and sinter; A two-step process that doesn’t require solvent debinder or tooling as in the case of MIM (metal injection molding).
Explore the Desktop Metal Studio by watching the video
Sophisticated Software
Powerful software creates build and sinter plans for every project and material. Automative supports and control parameters ensure a seamless 3D printing experience.
Maximize Productivity
3D print up to 24 cubic inches per day in a wide variety of metal materials. Maximum resolution for the printer is 50 μm
Built to Perform
The motion control system was built with encoded balls screws instead of belts, and combined with auto leveling and a heated build area you get excellent geometric fidelity and build success rates.
Affordable
Safe & Simple
Separable Supports
Precise, High-Quality Parts
Make Metal Work Faster
No more waiting for machined or cast parts. Iterate faster by printing highly complex metal parts–without leaving the office.
Iterate faster by printing highly complex metal parts–without leaving the office.
REQUEST INFO
How It WorksA metal 3D printing process in 3 easy-to-manage steps
Step 1 – Prepare your files
Secure, web-based software fabricates from STL or CAD files, automatically generating supports and control parameters based on part geometry and material.
Step 2 – 3D Print
Layer by layer, a green part is shaped by extruding bound metal rods—metal powder held together by polymer binders—in a process called Bound Metal Deposition™.
Step 3 – Sinter
Once printed, parts are placed in the furnace. As the part is heated to temperatures near melting, the binder is removed and metal particles fuse together causing the part to densify up to 98%.
Introducing the new, swappable 250μm printhead that includes supporting software profiles. This enables new geometries and applications, resulting in achieving smaller parts and fine features with an improved surface.
There are camera’s everywhere, so why not put one in the in-chamber build plate? This camera captures live footage of the part as it prints, and is accessible in your web browser. Users now have complete insight of their part, and have the ability to monitor print success.
Stackable shelving is a new feature that increases part capacity of the debinder and furnace, giving greater throughput. Increased workload volume addresses bottlenecks typical at the debind sinter stages.
To achieve high quality parts, a new retort box design has been added to support thermal uniformity.
Eliminate some cost of consumables and achieve lower cost-per-part with external gas connections.
Studio Fleet is a custom and configurable metal 3D printing hardware solution for producing complex metal parts in low-mid volume.
MaterialsThe metallurgy behind the Studio System™ is built upon the material science and established powder supply chain of the metal injection molding (MIM) industry. When combined with Desktop Metal’s expansive in-house expertise in material processing, binder compounds, and metal 3D printing, the result is high-quality metal parts with affordable material costs.
When combined with Desktop Metal’s expansive in-house expertise in material processing, binder compounds, and metal 3D printing, the result is high-quality metal parts with affordable material costs.
17-4 Stainless Steel
(Studio System)
Material: 17-4 PH Stainless Steel
17-4 Stainless Steel is a precipitation hardening steel used in a wide range of industrial applications including those with mildly corrosive environments and high-strength requirements.
Specs- XY axis
- As sintered:
- Yield Strength: 695 MPa
- Ultimate Tensile Strength: 925 MPa
- Elongation at Break: 5.3%
- Hardness (HRC): 26
- Density (g/cc): 7.56
- As sintered:
- Manufacturing machinery
- Chemical processing
- Food processing
- Pump components
- Valving
- Fasteners
- Jigs and fixtures
- Bound Metal Deposition™
Learn more
316L Stainless Steel
(Studio System 2)
Material: 316L Stainless Steel
Characterized by its corrosion resistance and performance at both high and low temperatures, 316L stainless steel is a fully austenitic steel ideal for harsh environments.-kupit-v-soin-store.ru-2.png)
- Sintered:
- Ultimate Tensile Strength: 533 MPa
- Yield Strength: 169 MPa
- Elongation: 66%
- Hardness (HRB): 66
- Density (relative): 97%
- Chemical and petrochemical processing
- Food processing
- Laboratory equipment
- Medical devices
- Marine
- Jewelry
- Power generation
- Petroleum refining
- Water treatment
- Pulp and paper manufacturing
- Bound Metal Deposition™
Learn more
h23 (Studio System 2)
Material: h23 Tool Steel
h23 tool steel is hot work steel with great hot hardness, resistance to thermal fatigue cracking, and stability in heat treatment. This makes it an ideal metal for both hot and cold work tooling applications.
Specs- Yield Strength:
- Sintered: 650 MPa
- Heat-treated: 1250 MPa
- Wrought, heat-treated: 1525
- Ultimate Tensile Strength:
- Sintered: 1325 MPa
- Heat-treated: 1720 MPa
- Wrought, heat-treated: 1950 MPa
- Elongation at Break:
- Sintered: 2.
 3%
3% - Heat-treated: 5.8%
- Wrought, heat-treated: 9%
- Sintered: 2.
- Hardness:
- Sintered: 35
- Heat-treated: 45
- Wrought, heat-treated: 54
- Density:
- Sintered: ≥93.5%
- Wrought, heat-treated: 100%
- Extrusion dies
- Injection molds
- Hot forging dies
- Die casting cores, inserts and cavities
- Bound Metal Deposition™
Learn more
4140 Chromoly Steel
Studio System 2
Material: 4140 Chromoly Steel
One of the most versatile steels, 4140 steel is characterized by its toughness, high fatigue strength, and abrasion and impact resistance.
Specs- Yield Strength:
- Heat Treated: 1060 MPa
- Wrought (heat-treated): 1500 MPa
- Ultimate Tensile Strength:
- Heat Treated: 1450 MPa
- Wrought (heat-treated): 1990 MPa
- Elongation at Break:
- HeatTreated: 5.
 5%
5% - Wrought (heat-treated): 10%
- HeatTreated: 5.
- Hardness (HRC):
- Heat Treated: 40
- Wrought (heat-treated): 52
- Density:
- Heat Treated: 95%
- Wrought (heat-treated): 100%
All-purpose steel industrial applications such as:
- Jigs and fixtures
- Automotive
- Bolts/Nuts
- Gears
- Steel couplings
- Bound Metal Deposition™
Learn more
Copper (Studio System 2)
Material: Copper
Copper is characterized by its electrical and thermal conductivity and ductility, and it is ideal for electrical equipment, plumbing, and heat transfer applications.
Specs- Sintered:
- Ultimate Tensile Strength: 195 MPa
- Yield Strength: 45 MPa
- Elongation: 37%
- Density (g/cc): 8.75
- Consumer and industrial electronics
- Heat exchangers
- Antennas
- Inductors
- Bound Metal Deposition™
Learn more
Ti64 (Studio System 2)
Material: Titanium Alloy
Ti64 is an alloy of titanium, aluminum, and vanadium with a high strength-to-weight ratio and corrosion resistance.
- Ultimate Tensile Strength:
- Sintered: 845 MPa
- Yield Strength:
- Sintered: 730 MPa
- Elongation:
- Sintered: 17%
- Density (Relative): 97.5%
A wide variety of high-performance applications such as:
- Specialty automotive components, including connecting rods and gearboxes for racing
- Prototyping of medical devices, including tweezers, forceps, clamps, suture instruments and more
- Consumer goods, including sporting goods and jewelry
- Bound Metal Deposition™
Learn more
IN625 Nickel Alloy (DM Studio System)
Material: Nickel Alloy Inconel 625
Inconel 625 is a high nickel super alloy ideal for harsh environments in or out of water, characterized by its excellent strength, heat & corrosion resistance.
SpecsMechanical Properties [as sintered]:
- Ultimate tensile strength (Xy): 725 MPa
- Yield strength (Xy): 303 MPa
- Elongation at Break: 34%
- Hardness (HRB): 83.
 5
5 - Young’s Modulus: 199 GPa
- Density: 8.2 g/cc
- Defense
- Aerospace
- Chemical
- Nuclear
- Bound Metal Deposition
Learn More
D2 Tool Steel (DM Studio System)
Material: Corrosion Resistance Tool Steel
D2 tool steel is a versatile material that provides tooling grade strength while also offering corrosion resistance, a key benefit for conformally cooled applications.
SpecsMechanical Properties (After Quench & Temper):
- Transverse Rupture Strength (GPa): 3.1, ASTM B528
- Hardness (HRC): 56.5, ASTM E18
- Density: 7.5 g/cm³
Application
- Cutting components
- Conformally cooled injection molding inserts and cavities
- Cold forming tooling components
Learn More
Superior Properties
Similar to metal injection molding (MIM), the Desktop Metal Studio System leverages bulk sintering to achieve densities greater than 98%. Part performance is similar to wrought alloys and it is possible to tune part density with closed-cell infill.
Part performance is similar to wrought alloys and it is possible to tune part density with closed-cell infill.
Materials Available
17-4 PH Stainless
316L Stainless
h23 Tool Steel
4140 Chrome Moly
Copper
Inconel 625 Superalloy
Kovar F-15
Additional Materials: By enabling the use of metal powders from the MIM industry, our systems have access to a wide range of existing materials—from steels and aluminum to superalloys and titanium.
Near-Net-Shape Parts
The Desktop Metal Studio system produces near-net-shape metal parts with the accuracy and layer resolution needed for functional prototyping and a variety of other applications. A seamless 3D printing experience, from printing through to sintering, is created with powerful software and automatic support generation.
Tight Tolerances
± .002 in/in (geometry dependent)
Remove Supports by Hand
The Desktop Metal Studio system does not require any wire EDM or machining to remove support structures. Proprietary separable supports make it possible to remove support by hand because it is no bonded to the part. As a result, highly complex parts and print-in-place assemblies can be easily printed and put to use.
Proprietary separable supports make it possible to remove support by hand because it is no bonded to the part. As a result, highly complex parts and print-in-place assemblies can be easily printed and put to use.
Bring Affordable Metal 3D Printing In-House
SEE COMPATIBLE ALLOYS
The HardwareThe Desktop Metal team designed the Studio 3D Printer to be the most accessible metal 3D printing solution to date.
With powerful web-based software, hand-removable support material, and fast material changes the
Studio System was designed from the ground up for seamless integration into your product development workflow.
The Studio Desktop Metal 3D printer extrudes bound metal rods similar to a plastic FDM system. Unlike laser-based DMLS 3D printers that selectively bond metal powders the Studio system does not require any special safety or facility requirements and creates the opportunity to produce closed-cell infill for lightweight structures as well as work with a wider range of metal alloys.
| Build Volume | 300 x 200 x 200 mm (12 x 8 x 8 in) |
| Build Chamber | Heated |
| Extruder Assembly | Dual quick-release print heads |
| Layer height (in green state) |
|
| Nozzle diameter (Build media) |
|
Download Spec Sheet
The Furnace
The Studio System 2 furnace is designed to be the easiest to use furnace ever made. It first heats parts to remove all binders, then increases the temperature to near-melting point to deliver industrial-strength sintering in an office-friendly package. Built-in temperature profiles tuned to every build and material ensure uniform heating and cooling without the residual stresses introduced in laser-based systems.
| Atmosphere | Partial-pressure sintering (vacuum-enabled) |
| Heating | SiC heating elements (4 sides) |
| Max Temperature | 1400 °C (2552 °F) |
| Workload surface area | 3,000 cm2 (465 in |
| Workload envelope | 300 x 200 x 170 mm (11.8 x 7.9 x 6.9 in) |
Download Spec Sheet
Software-Controlled Workflow
The Desktop Metal Studio system was designed as a complete workflow, with no third party equipment required. Every stage of the 3D printing process is fully automated and managed by software, making it simple to go from CAD to metal part.
Quick Material Changes
Compared to laser based systems, where material changes can pose safety risks and can take a week or more, the Studio 3D printer was designed to have swappable, safe-to-handle material catridges and quick release print heads.
Office-Friendly Sintering
A first of its kind, the sintering furnace has swappable aluminum gas canisters and optional hook ups for simple to manage gas. Built-in effluent filters, binder cold traps, safety fail safes, and detection systems make this system safe to use on the shop floor.
Expert Metallurgy Built-In
The Desktop Metal sintering oven combines unique materials profiles with part data to construct sintering plans for every part. With closed loop thermal control, real-time heating regulation throughout the sintering cycle is enabled ensuring every part is uniformly heated and cooled.
Low Volume Production with
Studio Fleet
LEARN MORE
Stainless steel, copper, and tool steels are some of the many critical allows the Studio System brings to 3D printing. Every alloy goes through meticulous qualification by world-leading materials scientists, and our core materials consistently meet or exceed industry standards.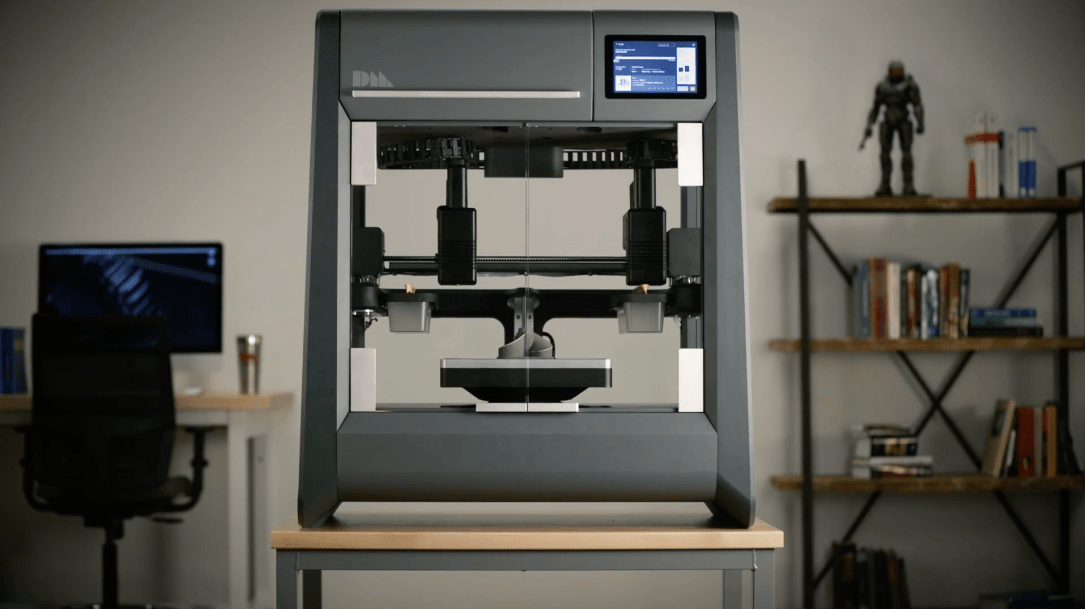
17-4 PH Material datasheet
| 17-4 PH Stainless steel for strength and corrosion resistance | AISI 4140 low alloy, mid-carbon steel for high strength and toughness | h23 tool steel for hardness and abrasion resistance at elevated temperatures |
| 316L Stainless steel for corrosion resistance at high temps | Copper for thermal and electrical conductivity | Inconel 625 superalloy for strength and corrosion resistance at high temperatures |
Easy two-step process
Printed parts are placed directly in the furnace. No need for a solvent debind, just print and sinter.
Safety First
Odor-free and environmentally safe due to no solvent debind phase. No need for additional ventilators or respirators. Studio System 2 allows users to get the system up and running in no time.
High Quality Parts
Difficult geometry (which requires tall, thin, complex supports) is now possible thanks to new material formulations and print/sinter profiles.![]()
Software Controlled Workflow
No metallurgist or machinist experience is required with an automated print to sinter workflow powered by Fabricate software
ApplicationsMachine Bracket
Jigs & Fixtures Titanium 64 (Ti64) Alloy
This machine bracket has been designed by using a gyroid lattice infill and titanium in place of 17-4PH stainless steel in order to reduce weight and material while maintaining the required functional strength and stiffness.
Full DescriptionIt would be impossible to produce this part’s geometry using conventional manufacturing processes due to its complexity. Moreover, 3D printing this new design on the Studio System 2 in Ti64 leads to reducing the part’s weight by 59 percent.
Ti64 for Studio System 2 produces lightweight 3D printed parts due to its high strength-to-weight ratio, thus becoming ideal for countless applications from key industries such as aerospace and defence, automotive, oil and gas, and medical.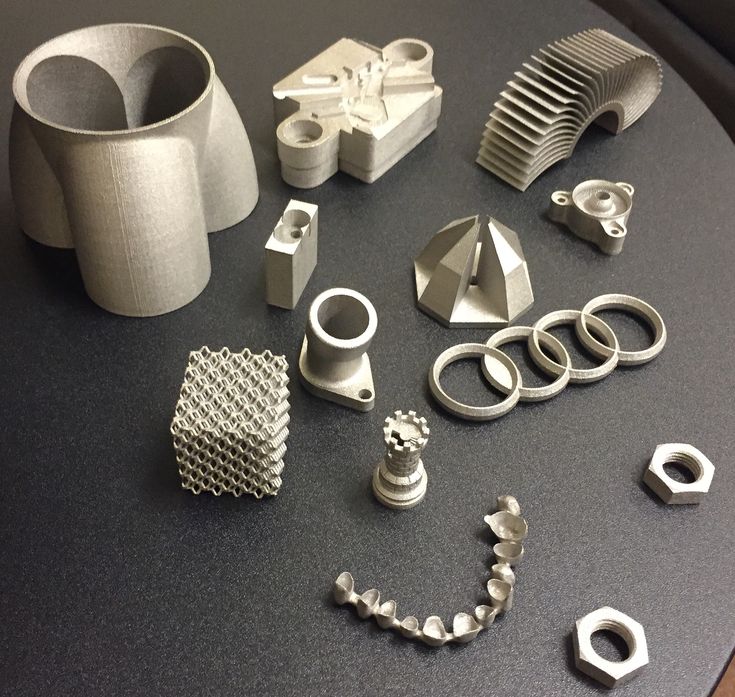
- Estimated saving in part weight: 55-60%
- Bound Metal Deposition (BMD)™
Flower Nozzle
Industrial Equipment 316L Stainless Steel
This flower nozzle was 3D printed with Desktop Metal Studio System 2™ and it is used to atomize fluid in industrial equipment.
Full DescriptionDue to the complex geometry, this type of part would typically be cast followed by extensive secondary machining. With the Studio System 2™, the nozzle can be 3D printed without the lead times and setup costs of casting, enabling one-off and small-batch orders.
Specs- Size (mm): 123 x 123 x 45
- Cost to print ($): 184.00
Bound Metal Deposition™
Lathe Gear
Industrial Equipment 17-4 PH Stainless Steel
This part is a replacement gear for a vintage lathe. Metal 3D printing allows for the fabrication of legacy parts at a much lower cost.
In some cases, replacement parts are no longer available, either off the shelf or from the OEM (Original Equipment Manufacturer). Fabricating custom gears via hobbing and broaching is often expensive. With metal 3D printing, the manufacturing of such parts is possible at lower costs and reduced lead times.
Specs- Size (mm): 82 x 82 x 27
- Cost to print ($): 58.00
- Cost to machine ($): 260.67
- Savings vs. machining: 77.70%
Bound Metal Deposition™
APG Thread Checker Fixture
17-4 PH Stainless Steel (Studio System)
This fixture pushes a thread checker into a part on a manufacturing line. It stands for repeated use and must be easily produced to keep the manufacturing line up.
Full DescriptionThe fixture must be regularly replaced as it wears out. Printing the part with the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.
- Size (mm): 47 x 28 x 15
- Cost to print: $14.00
- Bound Metal Deposition™
Tri Manifold
Manufacturing Alloy 625
This part converges three flow paths into one via internal channels. These channels would be impossible to machine and instead would need to be drilled as straight holes and plugged.
Full DescriptionPrinting on the Studio System allows these channels to be designed for their function rather than their manufacturing method. This part can be produced in just a few days with very little hands-on work.
Specs- Size (mm): 108 x 101 x 98
- Cost to print: ($) 906.00
- Cost to DMLS ($): 4069.28
- Savings vs. machining: 77.74%
Bound Metal Deposition™
Generative Piston Head
Generative Design, Prototyping 4140
Prototype piston head for a reciprocating engine, optimized with generative design.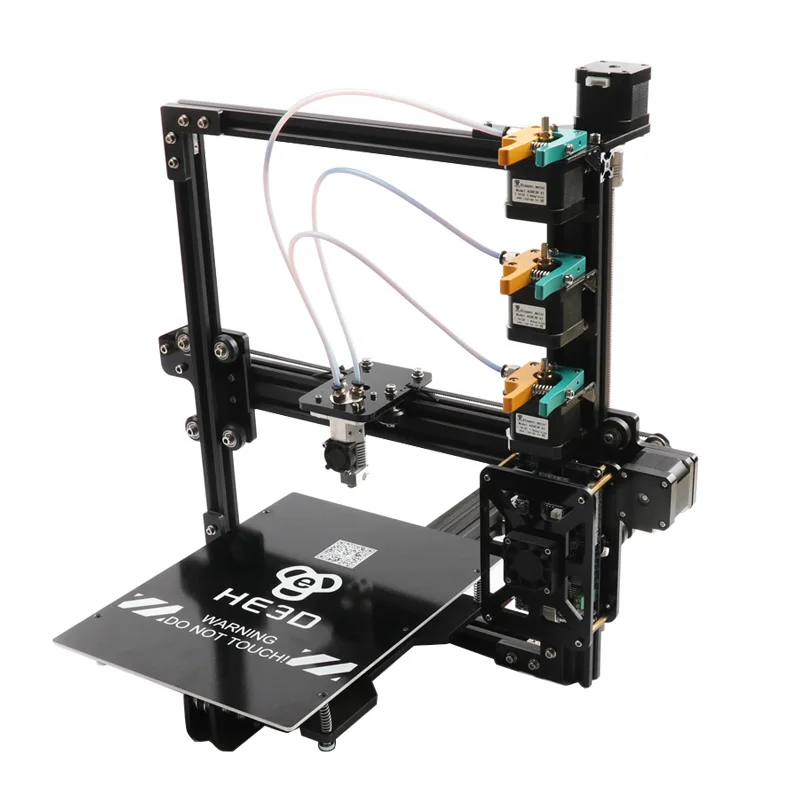 Typically CNC machined from aluminum alloy, pistons can be time-consuming and difficult to rapidly prototype and test.
Typically CNC machined from aluminum alloy, pistons can be time-consuming and difficult to rapidly prototype and test.
It often takes months or even years to move from design to production. With the Studio System, various piston designs can be easily prototyped and tested—speeding up product development timelines, reducing time to market, and introducing new opportunities for optimization, including generative design—all while avoiding CNC backlog and lead times.
Specs- Size (mm): 105 x 105 x 54
- Cost to print ($): 271.00
- Cost to machine ($): 568.13
- Savings vs. machining: 52.30%
Bound Metal Deposition™
YE6 Burner Tip
Tooling and Machinery 316L Stainless Steel
This burner tip was originally cast in the 1950s. With the Studio System, the company was able to recreate the part with properties similar to the original cast part, with no tooling cost or long lead times.
The quote for new tooling is usually in the tens of thousands of dollars. Thus, Studio System 2, a printer that was designed from the ground up for simple installation and use, allows for significant cost savings, especially when it comes to manufacturing obsolete parts at low costs and without compromising part quality.
Specs- Size (mm): 139 x 139 x 86
- Cost to print ($): 193.46
- Cost to machine: ($) 694.00
- Cost reduction: 72.00%
Bound Metal Deposition™
Helical Heat Exchanger
Manufacturing Copper
This heat exchanger enables a much higher heat transfer rate than a traditionally manufactured part. Used in chemical processing to cool a hot gas as it flows through a pipe.
Full DescriptionThe Studio System allows for the complex geometry of the heat exchanger to easily be printed as a single component. It would not be manufacturable as one component via CNC machining due to its thin external fins and a complex, internal helical cooling channel.
- Size (mm): 78 x 64 x 58
- Cost to print ($): 443.00
- Cost to machine ($): 2138.00
- Cost reduction: 79.28%
Bound Metal Deposition™
Zipper Mold
Material: h23 Tool Steel
This part is an injection mold insert for manufacturing zinc zippers.
Full DescriptionThe 3D printing of the mold inserts shortens production run lead time and allows rapid iteration and refinement of zipper designs. Using a high-resolution printhead allows for smaller parts with finer features, requiring less post-processing.
SpecsSize (mm): 46 x 27 x 18
Cost to print ($): 16.00
Bound Metal Deposition (BMD)™
😲 Metal 3D Printing at home!
😲 Did you know that you can print 100% metal parts on your home 3D filament printer?
A hint: it’s not like making a mold to cast molten metal – much easier!
We show you how to print metal with your FDM printer and introduce you to all the 3D metal printing technologies that exist.
📖 What do you want to read?
Filament for printing metal parts
You may have noticed that some manufacturers sell filament with metal dust. These are materials that imitate the metal finish on your printed pieces.
But we are not talking about this, we are talking about filament that is printed in 3D and used to make 100% metallic printed parts.
What material is it? It is the BASF Ultrafuse filament from the German company BASF. It is a filament with a large amount of metallic dust that is printed with a conventional FDM 3D printer. After printing, the pieces have to follow a chemical washing and sintering process in an oven so that the metal powder is fused into a single solid metal piece.
Here is a video where you can see what results can be achieved with this type of 3D metal printing.
What is the filament made of? The content of the BASF Ultrafuse 316L filament is, as its name suggests, 316L stainless steel, a very popular steel used in applications where corrosion resistance is a critical feature, as it is more expensive and stronger than the most common stainless steel (304).
The filament coil contains 90% metal by mass; the rest of the material is the thermoplastic which makes it remain in thread form and flow through the printer extruder.
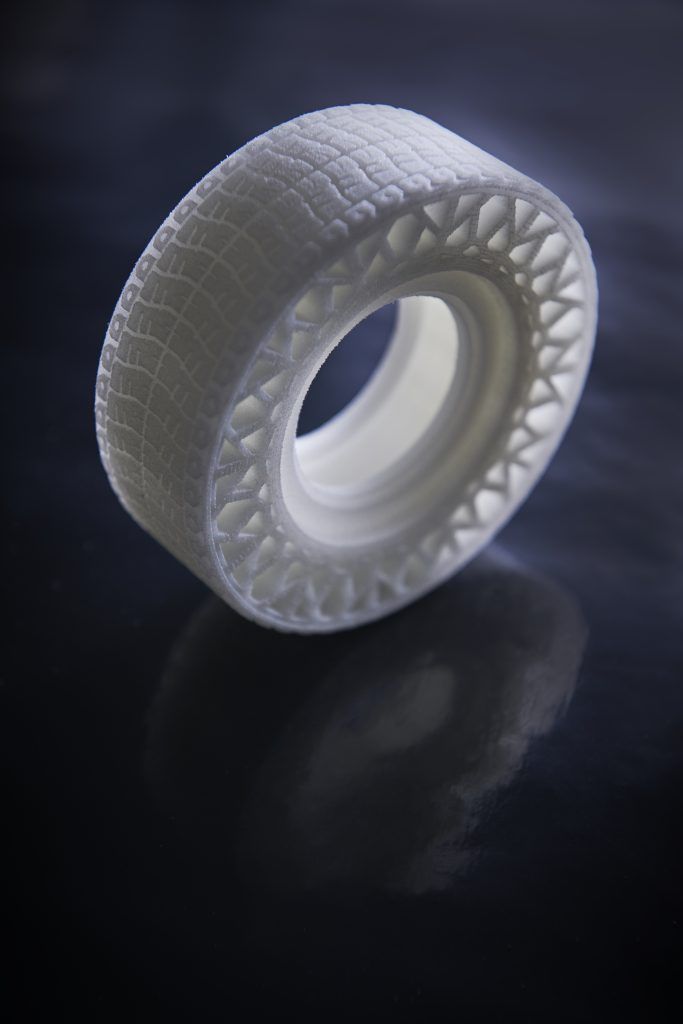
Examples of parts made with this filament
As you can see, the parts that go through the whole post-processing process have the characteristic lines of 3D layered printing and some filament sticking. The pieces can be sanded both in green (this is what the piece is called before it is washed and sintered) and in its final metallic form. They can also be polished, shot-blasted, etc.
Examples of metal parts printed with BASF Ultrafuse filamentThe post-processing of the metal filament
As we said, with this filament we need a post-processing to obtain the final metal part.
The post-processing is usually done in an external company. Usually when you buy the coil it includes in its price the post-processing of the parts you manufacture with it. The technologies for post-processing of powder metal and plastic parts already exist for MIM (Metal Injection Molding) manufacturing, so it is possible to find suppliers who focus on these phases.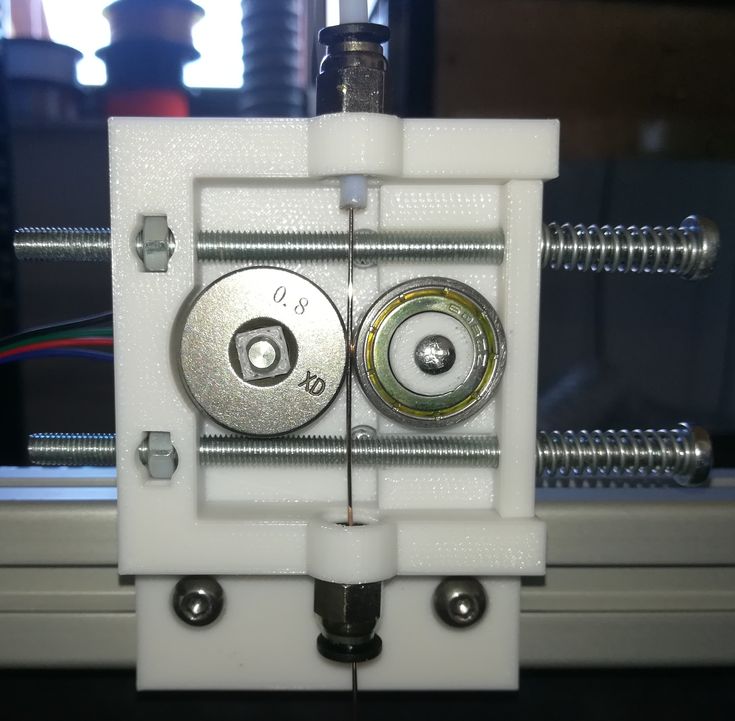
The process that the part goes through until it is a steel mass is as follows:
- Printing (green part). Printed on a conventional FFF printer with an abrasive resistant tip
- Washing/Debinding (brown part). The printed part is immersed in an atmosphere of vaporized nitric acid (HNO3) and heated to remove the plastic from the part so that only the metal dust remains. The result is the phase known as the brown part.
- Sintering. The brown part is placed in an oven where it is subjected to high temperatures without melting it so that the powder particles are completely fused and almost 100% desiccated. During this process the part shrinks, so it is necessary to print it with a margin that is established in the design process.
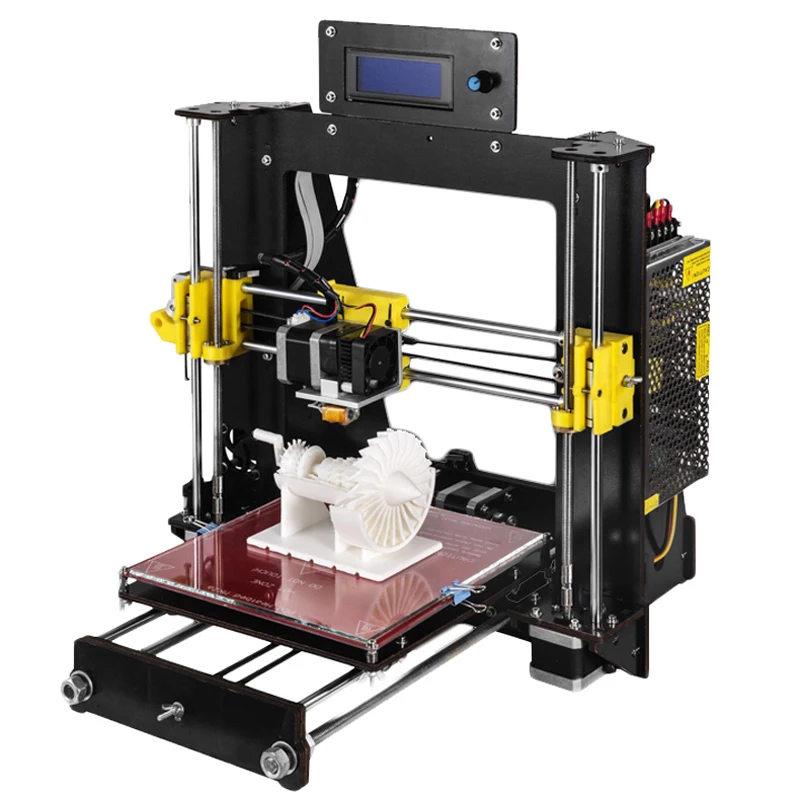
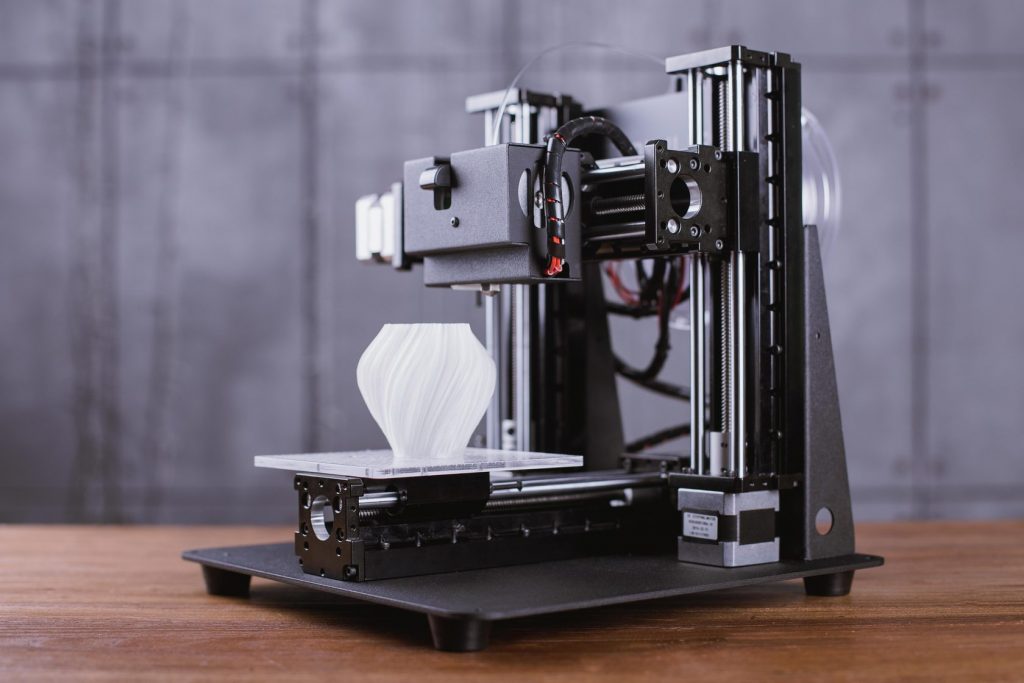
👉 How to print metal on your own printer
Now the most important question: can I use any printer to print it? Yes, you can print with conventional FDM desktop printers: Ultimaker, BCN Sigma… in 1. 75 and 3mm filament. The only thing you need is a steel nozzle to resist the abrasion of the metal filament.
75 and 3mm filament. The only thing you need is a steel nozzle to resist the abrasion of the metal filament.
These are the printing parameters of the BASF Ultrafuse 316L filament, judge for yourself:
How to print on metal? Just follow the manufacturer’s instructionsAnd how much does it cost? It’s starting to be distributed and can be found at Matterhackers for $465 a reel.
¿Do you want to try 3D metal printing?
We have not yet been able to get hold of a BASF Ultrafuse coil to test it, but we are very interested in starting to print metal parts. If you want to ask us for a quote for this or any other project, just leave us a message and we will help you make it happen:
How metal 3D printers work. Overview of SLM and DMLS technologies. additive manufacturing. 3D metal printing.
Metal 3D printing. Additive technologies.
SLM or DMLS: what's the difference?
Hello everyone, Friends! 3DTool is with you!
BLT metal 3D printer catalog
Selective laser melting ( SLM ) and direct metal laser sintering ( DMLS ) are two additive manufacturing processes that belong to the family of 3D printing using the powder layer method. The two technologies have much in common: they both use a laser to selectively melt (or melt) metal powder particles, bonding them together and creating a pattern layer by layer. In addition, the materials used in both processes are metals in granular form.
The two technologies have much in common: they both use a laser to selectively melt (or melt) metal powder particles, bonding them together and creating a pattern layer by layer. In addition, the materials used in both processes are metals in granular form.
The differences between SLM and DMLS come down to the basics of the particle bonding process: SLM uses metal powders with a single melting point and completely melts the particles, while in DMLS the powder consists of materials with variable melting points.
Specifically:
SLM produces single metal parts while DMLS produces metal alloy parts.
Both SLM and DMLS technologies are used in industry to create final engineering products. In this article, we will use the term "metal 3D printing" to summarize the 2 technologies. We will also describe the main mechanisms of the manufacturing process that are necessary for engineers to understand the advantages and disadvantages of these technologies.
In this article, we will use the term "metal 3D printing" to summarize the 2 technologies. We will also describe the main mechanisms of the manufacturing process that are necessary for engineers to understand the advantages and disadvantages of these technologies.
There are other manufacturing processes for producing dense metal parts, such as electron beam melting (EBM) and ultrasonic additive manufacturing (UAM). Their availability and distribution is rather limited, so they will not be presented in this article.
How 3D printing with SLM or DMLS metal works.
How does metal 3D printing work? The basic manufacturing process for SLM and DMLS is very similar.
1. The printing chamber is first filled with an inert gas (such as argon) to minimize the oxidation of the metal powder. It then heats up to the optimum operating temperature.
2. A layer of powder is spread over the platform, a powerful laser makes passes along a predetermined path in the program, fusing the metal particles together and creating the next layer.
3. When the sintering process is completed, the platform moves down 1 layer. Next, another thin layer of metal powder is applied. The process is repeated until the entire model is printed.
When the printing process is completed, the metal powder already has strong bonds in the structure. Unlike the SLS process, parts are attached to the platform via support structures. The support in metal 3D printing is created from the same material as the base part. This condition is necessary to reduce deformations that may occur due to high processing temperatures.
When the 3D printer's chamber cools down to room temperature, excess powder is removed manually, such as with a brush. The parts are then typically heat treated while they are still attached to the platform. This is done to relieve any residual stresses.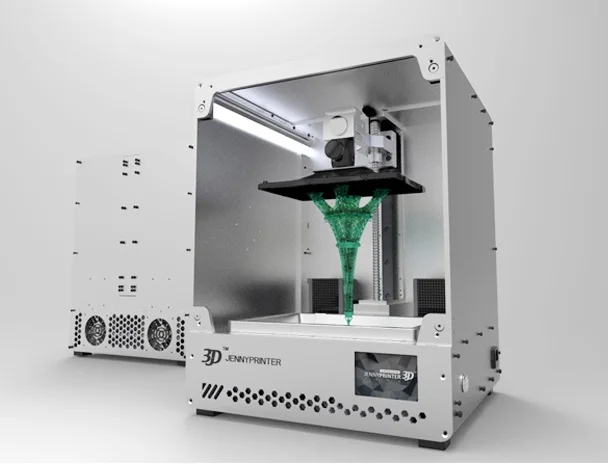 They can then be further processed. The removal of the part from the platform occurs by means of sawing.
They can then be further processed. The removal of the part from the platform occurs by means of sawing.
Scheme of operation of a 3D printer for metal.
In SLM and DMLS, almost all process parameters are set by the manufacturer. The layer height used in metal 3D printing varies from 20 to 50 microns and depends on the properties of the metal powder (fluidity, particle size distribution, shape, etc.).
The basic size of the print area on metal 3D printers is 200 x 150 x 150 mm, but there are also larger sizes of the working area. Printing accuracy is from 50 - 100 microns. As of 2020, metal 3D printers start at $150,000. For example, our company offers 3D metal printers from BLT.
metal 3D printers can be used for small batch production, but the 3D printing capabilities of such systems are more like those of mass production on FDM or SLA machines.
The metal powder in SLM and DMLS is recyclable: typically less than 5% is consumed. After each impression, the unused powder is collected and sieved, and then topped up with fresh material to the level required for the next production.
After each impression, the unused powder is collected and sieved, and then topped up with fresh material to the level required for the next production.
Waste in metal printing, are supports (support structures, without which it will not be possible to achieve a successful result). With too much support on the manufactured parts, the cost of the entire production will increase accordingly.
Adhesion between coats.
3D metal printing on BLT 3D printers
SLM and DMLS metal parts have almost isotropic mechanical and thermal properties. They are hard and have very little internal porosity (less than 0.2% in 3D printed condition and virtually non-existent after processing).
Metal printed parts have higher strength and hardness and are often more flexible than traditionally made parts. However, such metal becomes “tired” faster.
3D model support structure and part orientation on the work platform.
Support structures are always required when printing with metal, due to the very high processing temperatures. They are usually built using a lattice pattern.
Supports in metal 3D printing perform 3 functions:
• They form the basis for creating the first layer of the part.
• They secure the part to the platform and prevent it from deforming.
• They act as a heat sink, removing heat from the model.
Parts are often oriented at an angle. However, this will increase the amount of support required, the printing time, and ultimately the overall cost.
Deformation can also be minimized with laser sintering templates. This strategy prevents the accumulation of residual stresses in any particular direction and adds a characteristic surface texture to the part.
Since the cost of metal printing is very high, software simulations are often used to predict how a part will behave during processing. These topology optimization algorithms are otherwise used not only to increase mechanical performance and create lightweight parts, but also to minimize the need for supports and the likelihood of part distortion.
These topology optimization algorithms are otherwise used not only to increase mechanical performance and create lightweight parts, but also to minimize the need for supports and the likelihood of part distortion.
Hollow sections and lightweight structures.
An example of printing on a BLT 3D printer
Unlike polymer powder melt processes such as SLS, large hollow sections are not typically used in metal printing as the support would be very difficult to remove, if at all possible.
For internal channels larger than Ø 8 mm, it is recommended to use diamond or teardrop cross-sections instead of round ones, as they do not require support. More detailed recommendations on the design of SLM and DMLS can be found in other articles on this topic.
As an alternative to hollow sections, parts can be made with sheath and cores, which in turn are machined using different laser power and pass speeds, resulting in different material properties.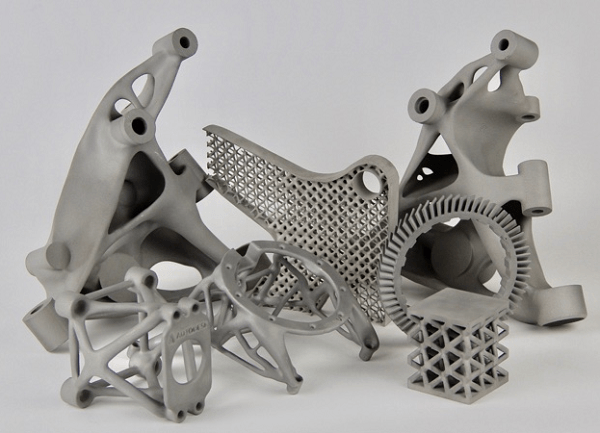 The use of sheath and cores is very useful when making parts with a large solid section, as it greatly reduces printing time and reduces the chance of warping.
The use of sheath and cores is very useful when making parts with a large solid section, as it greatly reduces printing time and reduces the chance of warping.
The use of a lattice structure is a common strategy in metal 3D printing to reduce part weight. Topology optimization algorithms can also help design organic lightweight shapes.
Consumables for 3D metal printing.
SLM and DMLS technologies can produce parts from a wide range of metals and metal alloys, including aluminum, stainless steel, titanium, cobalt, chromium and inconel. These materials meet the needs of most industrial applications, from aerospace to medical applications. Precious metals such as gold, platinum, palladium and silver can also be processed, but their use is of a minor nature and is mainly limited to jewelry making.
The cost of metal powder is very high. For example, a kilogram of 316 stainless steel powder costs approximately $350-$450. For this reason, minimizing part volume and the need for supports is key to maintaining optimal manufacturing cost.
For this reason, minimizing part volume and the need for supports is key to maintaining optimal manufacturing cost.
The main advantage of metal 3D printing is its compatibility with high-strength materials such as nickel or cobalt-chromium superalloys, which are very difficult to machine with traditional methods. Significant cost and time savings can be achieved by using metal 3D printing to create a near-clean shape part. Subsequently, such a part can be processed to a very high surface quality.
Metal post-processing.
Various post methods. treatments are used to improve the mechanical properties, accuracy and appearance of metal printed products.
Mandatory post-processing steps include the removal of loose powder and support structures, while heat treatment (heat annealing) is typically used to relieve residual stresses and improve the mechanical properties of the part.
CNC machining can be used for critical features (such as holes or threads).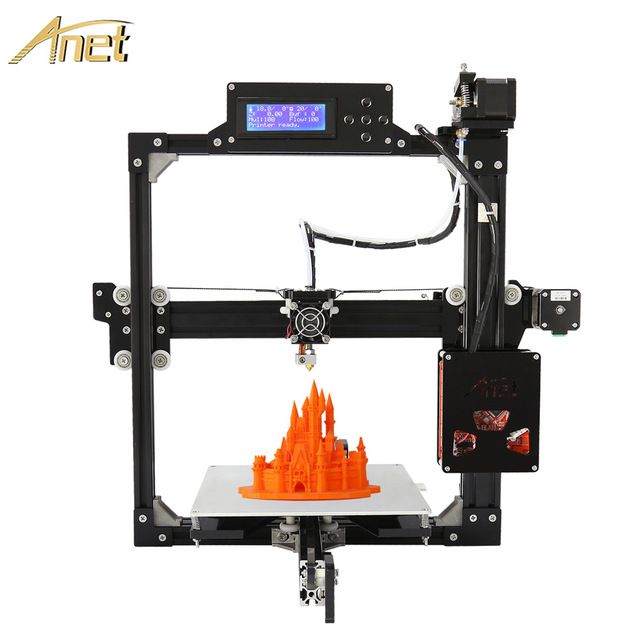 Sandblasting, plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part.
Sandblasting, plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part.
Advantages and disadvantages of metal 3D printing.
Pros:
1. Metal 3D printing can be used to make complex custom parts, with geometries that traditional manufacturing methods cannot provide.
2. Metal 3D printed parts can be optimized to increase their performance with minimal weight.
3. Metal 3D printed parts have excellent physical properties, metal 3D printers can print a wide range of metals and alloys. Includes difficult-to-machine materials and metal superalloys.
Cons:
1. Manufacturing costs associated with metal 3D printing are high. The cost of consumables is from $ 500 per 1 kg.
2. The size of the working area in metal 3D printers is limited.
Conclusions.
• Metal 3D printing is most suitable for complex, one-piece parts that are difficult or very expensive to manufacture using traditional methods, such as CNC.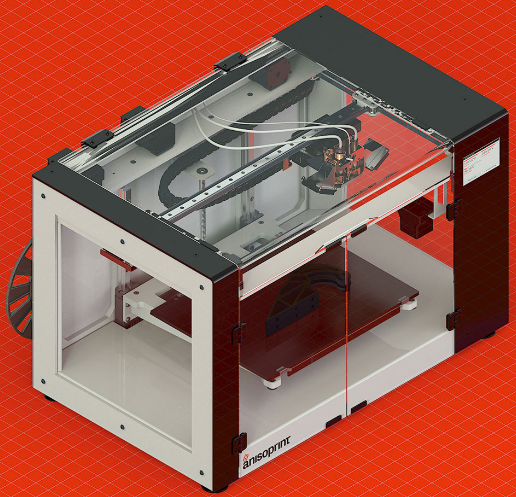
• Reducing the need for building supports, will significantly reduce the cost of printing with metal.
• 3D printed metal parts have excellent mechanical properties and can be made from a wide range of engineering materials, including superalloys.
And that's all we have! We hope the article was useful to you.
Catalog of 3D printers for metal BLT
You can purchase metal 3d printers, as well as any other 3d printers and CNC machines, by contacting us:
• By email: [email protected]
• By phone: 8(800)775-86-69
• Or on our website: http://3dtool.ru
Also, don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
Precise 3D metal printing on order in Sprint 3D
Metal 3D printing - additive manufacturing of metal products, which is rightfully one of the most promising and rapidly developing areas in 3D printing as such. The technology itself originates from the conventional sintering of materials used in powder metallurgy. But now it has become more perfect, accurate and fast. And today SPRINT3D offers you metal printing on 3 D printer on really favorable terms. But first, a little information about the production process itself and its capabilities.
The technology itself originates from the conventional sintering of materials used in powder metallurgy. But now it has become more perfect, accurate and fast. And today SPRINT3D offers you metal printing on 3 D printer on really favorable terms. But first, a little information about the production process itself and its capabilities.
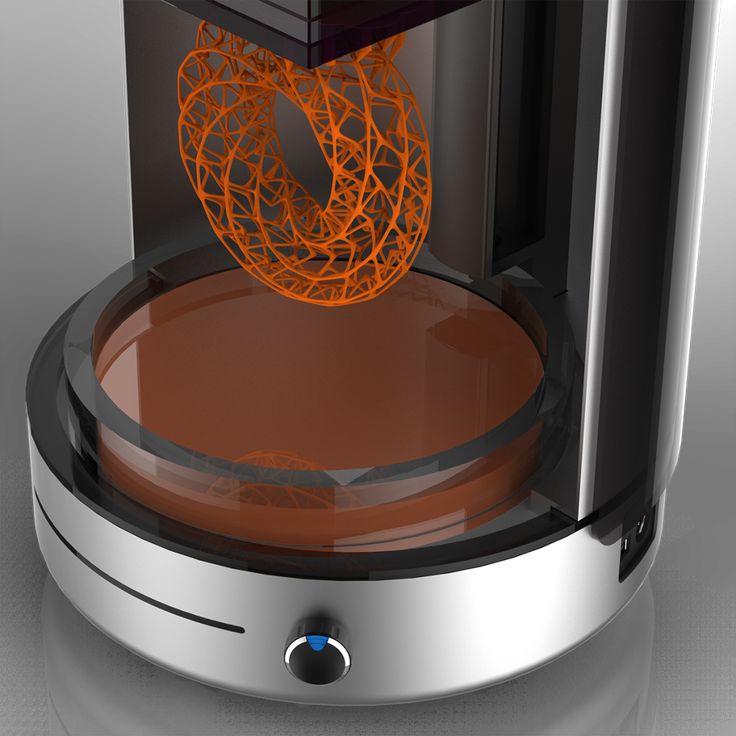
Selective Laser Fusion Technology
SLM or Selective Fusion Technology is a type of direct metal printing that achieves a density of 99.5%. The difference is especially noticeable when compared with models obtained by conventional casting. This indicator is achieved due to the introduction of the latest technologies in the hardware part:
- The use of special rollers for compacting powders and, as a result, the possibility of using powders with a particle size of 5 µm.
- Bulk density increase to help compact end products.
- Creates a rarefied atmosphere of inert gases, which ensures maximum purity of the material, no oxidation, and eliminates the risk of introducing third-party chemical compounds into the composition.
But most importantly, the modern 3 D Metal Printer makes it easy to customize the configuration for printing with a specific metal powder. Thus, even with inexpensive material, you can get a first-class result. But only if you use high-quality modern equipment. And here we are ready to surprise you too!
Metal 3D printing B SPRINT 3D
3D printing with own 3D printers
The largest working area is 280x280x350 mm
layer thickness up to 15 microns3D with various types of metals
Delivery throughout Russia and CIS countries
installation for 3 9020 which we use
Production quality is a key requirement that we set ourselves. Therefore, in our work we use only professional equipment with wide possibilities for metal printing. Let's take a closer look at each of the production units.
Production unit SLM 280HL
SLM 280HL is a development of the German company SLM Solutions GmbH, which uses the technology of layer-by-layer laser melting of powder metal materials. The installation is equipped with a large working chamber and allows you to create 3D objects with dimensions of 280x280x350 mm. Among the main advantages of printing with this installation are:
The installation is equipped with a large working chamber and allows you to create 3D objects with dimensions of 280x280x350 mm. Among the main advantages of printing with this installation are:
- Small minimum thickness of the applied layer - 20 microns.
- Filling the working chamber with an inert gas, which allows you to work with various reactive metals.
- Print speed up to 35 cm/hour.
- Building layer thickness – 30 and 50 µm.
- Power - 400 W.
A special highlight is the patented powder feed system, which delivers significantly faster print speeds than most production machines in the same price range. We use the following materials in production:
- Stainless steel (domestic 07X18H12M2 (Polema), 12X18H10T and imported 316L).
- Tool steel (imported 1.2709).
- Heat-resistant alloys 08KhN53BMTYu (similar to Inconel 718, produced by Polem) and EP 741 (produced by VILS).
- Cobalt Chrome (COCR)
The SLM 280HL 3D printer can be used to create all kinds of metal components, prototypes and end products. If necessary, we can provide small-scale production.
ProX 100 production unit
ProX 100 is a compact unit for 3 D metal printing, developed by the American company 3D Systems. It uses direct laser sintering technology, which ensures high speed and precision of production. Among the main characteristics it is worth highlighting:
- The size of the working chamber is 100x100x80 mm.
- Building layer thickness – 20 and 30 µm.
- Power - 50 W.
ProX 100 allows you to create prototypes that can not be developed by standard methods, provides short lead times, guarantees the absence of material porosity and high part density. In addition, we note the standardized quality of all products, regardless of their structure. At the moment, the model is actively used in dentistry when creating high-precision prostheses, but it has found wide application in other industries:
At the moment, the model is actively used in dentistry when creating high-precision prostheses, but it has found wide application in other industries:
- Manufacture of engines and their individual parts.
- Development of medical equipment.
- Printing jewelry and even contemporary art.
In printing, we use an alloy of cobalt-chromium KX28M6 (manufactured by Polem), originally developed for additive technologies when creating endoprostheses.
Metal 3D printing - current application
Many experts argue that 3D printing as such has not yet fully revealed its potential. For example, Elon Musk plans to use technology in the colonization of Mars to build administrative and residential buildings, equipment and technology right on the spot. And this is quite real, because 3D metal printing technology is already actively used in various industries:
- The high precision of production and relatively affordable price have made 3D printing very relevant in this industry.