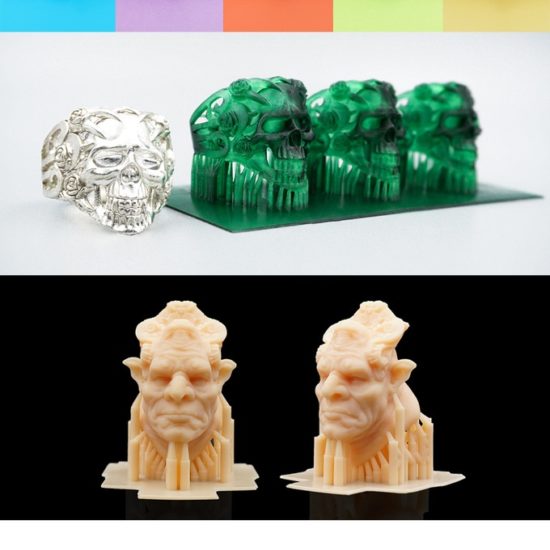
Hdpe 3d printer filament
The Fall and Rise of HDPE 3D Printing Filament
High Density Polyethylene (HDPE) has had a remarkable fall from grace. Once considered the future of 3D printing and a frontrunner of polymer additive manufacturing, it has fallen by the wayside in recent years. But is there any way back for this ubiquitous pioneer?
The History of HDPE 3D Printing
Even if you are not familiar with the name HDPE, you have certainly encountered it. It is estimated that HDPE accounts for around 40% of the world’s total plastic production. And that is in no small part due its many useful properties.
Not only is it extremely cheap to mass produce, but it is a lot stiffer and sturdier than its sibling, Low Density Polyethylene (LDPE). It does not degrade or corrode, has a high melting point, is waterproof, food safe, recyclable, and most crucially, when it malfunctions it does not shatter and leave sharp edges, but instead bends or tears.
These factors make HDPE the ideal plastic for everyday domestic use. The plastic milk bottle you bought from the supermarket today? That was HDPE. The plastic bag you used to carry it to the car? HDPE. It is used to make outdoor furniture, heavy-duty trash bags, chemical-resistant piping and cladding, fireworks, fuel tanks, mannequins, and the list goes on.
Seemingly, you cannot move for seeing HDPE somewhere, and the high turnover rate of certain HDPE products mean that there is always high demand for more. This is one of the reasons why it became such a focus of polymer 3D printing.
One of the most exciting elements to the democratization of 3D printing is the ability to make everyday goods yourself. With HDPE being such a fixture of our everyday lives, it was natural to experiment with 3D printing HDPE. It was expected that it would be a gateway material in driving low-cost 3D printing.
The Beginning of the End for HDPE
However, tragically, it soon began to fall out of favor with the 3D printing community. HDPE filament’s high melting point was a double-edged sword, as it required vast amounts of heat to print effectively. It also meant the parts shrunk after printing, a high potential for warping, and its lack of dependable bed adhesion.
It also meant the parts shrunk after printing, a high potential for warping, and its lack of dependable bed adhesion.
Soon, other materials like Polylactic Acid (PLA) began to emerge, with near identical properties, but with much less demand on heating and aftercare, as well as being much easier to 3D print. HDPE became all but obsolete, and soon faded from the conscience of the community.
While HDPE is still a favorite with traditional plastic manufacturers, and still in wide use, 3D printing has all but given up on this former titan of the industry. And this strange disconnect has left many wondering whether there is a way to bring it back for one more round.
Getting the Best Results from HDPE 3D Printing
- Nozzle Temperature: 200°C-260°C
- Bed Temperature: 100°C-130°C
HDPE filament is compatible with most FDM 3D printers. Looking around online, there is wild speculation about the temperatures and settings to use. Some estimates for nozzle temperatures go as high as 260°C, while some claim to get good results at as low as 200°C. Like with most polymers, the advice is to start high and decrease the temperature over multiple tests until you find the sweet spot.
Like with most polymers, the advice is to start high and decrease the temperature over multiple tests until you find the sweet spot.
Having a heated bed is also a necessity to maximize bed adhesion, although again, advice varies. All of this uncertainty can leave you scratching your head. However, help is at hand.
A study conducted by the University of Akron, Ohio, tested a number of different aspects of HDPE parts when printed at certain temperatures. They measured impact resistance, shape deformity and tensile strength of HDPE parts printed using Fused Filament Fabrication (FFF) methods, another term for FDM.
The parts were printed at higher extruder temperatures than would commonly be used in desktop 3D printers, but the results showed that 260°C yielded the best results for all of these metrics.
The parts printed at 260°C were stronger, were less brittle, and did not warp or shrink as much as parts printed at higher temperatures. And while it is possible to print HDPE at lower temperatures than this, it is almost always beneficial to start high and decrease temperature as you become more confident.
These high temperatures also mean that, for smaller parts, it is recommended to use a cooling fan as part of the aftercare for HDPE. This should help to reduce and warping or deformities as the part cools.
HDPE is also renowned for difficulties with bed adhesion. Along with warping issues, this is the biggest reasons why the material has fallen out of favor in the 3D printing community. Using tape on the build plate should help to provide the sticky surface necessary to get the parts to build properly.
How Much Does 3D Printing HDPE Filament Cost?
As the demand for HDPE 3D printing filaments has plummeted over the years, nowadays, you can find listings online for under $30 per kilogram. This makes it one of the cheapest plastic filaments on the market.
The Advantages and Disadvantages of HDPE 3D Printing
Advantages of HDPE Filament
Cheap
When compared to similar 3D printable polymers, HDPE filaments are very cheap. This makes it very easily accessible for enthusiasts working on a tight budget.
Versatile
HDPE has a range of useful properties that make it extremely useful in everyday applications. Its strength, corrosion resistance and non-toxicity make it ideal for containing food both commercially and domestically. Being a stiff and shatter-resistant plastic with a high melting point also gives it multiple industrial applications in plumbing and construction.
Recyclable
One of the most sought-after qualities in modern plastics is the recyclability. With everyone becoming more environmentally conscious, HDPE could once again become a useful material in low-emissions, reusable manufacturing in the 3D printing industry.
Disadvantages of HDPE 3D Printing
Requires High Heat
Conversely, HDPE’s high melting point also makes it very difficult to print, requiring very high heat to melt the filament. HDPE 3D printing filaments require a consistent nozzle temperature of up to 260°C, and bed temperature as high as 130°C, to get good results and avoid malfunctions.
Difficult Bed Adhesion
One of the biggest barriers to success when printing with HDPE is the bed adhesion difficulty. If the material does not stick to the base plate, there is no solid foundation on which to build the layers for your part, increasing the risk of deformities.
High Shrinkage and Warp Potential
HDPE died out as a mainstream filament in large part to its tendency to shrink and warp during the cooldown process. This has ruined many a project. As other polymers emerged like PLA emerged with much easier aftercare requirements, HDPE faded into obscurity.
Is There a Future for HDPE in 3D Printing?
The slow demise of HDPE as a mainstream 3D printing filament has been sad to see. But it does beg the question of whether it could once again experience a resurgence in the industry.
While it is likely that HDPE will never again become the aspirational focus of 3D printing as it continues to develop, it is very possible that it could once more carve out a distinct place in the market for one key reason.
Many of the 3D printable thermoplastics currently on the market like PLA, ABS, or Nylon, while being very popular, are not widely recyclable, and many local recycling sites around the world do not accept them. It is possible for individuals to recycle these materials themselves, but it is not as easy as it could be to recycle filaments. HDPE is a key exception to that rule.
In fact, there are a number of services that specialize in recycling HDPE containers into filaments for resale. This is a major advantage in HDPE’s favour as the world’s attitude to plastic waste and environmental issues continues to evolve.
And with governments and private corporations committing got being more environmentally friendly, it is only a matter of time before the additive manufacturing industry begins to follow suit. Single-use plastics will begin to be phased out in favour of greener alternatives, and HDPE will surely see a resurgence with this trend.
While it possesses a number of drawbacks that put it at a disadvantage in comparison to other similar competitors, in just a few short years, expect to see a high density of demand for HDPE.
HDPE Filament - Natural - 1.75mm - 1KG
€21,95 Save €-21,95
SKU: 25-C-1-D-8875 Filaments.ca
Sold Out
Description
Low Price Guarantee
Shipping Policy
Returns & Exchange
Net weight: 1KG
Made in Canada
- Very strong, durable & impact resistant material
- Known for its large strength-to-density ratio (lightweight yet super-strong)
- Corrosion resistant
- Weather resistant
- Resistant to many different solvents and has a wide variety of applications
- Resists mold, mildew, rotting, and insects, so it’s great for underground & water applications.

- Can withstand temperatures up to 120 °C for short periods
- Food safe material
- Tends to rip or tear in a malfunction instead of shattering and becoming shrapnel like the other materials
- Easily recyclable
| Please note: HDPE is a very challenging material to 3D print with. Although we have managed to get some successful prints, we have by no means perfected a reliable way to print with this material. We welcome any feedback related to printing with HDPE. Final Sale. |
We want to make sure that your shopping experience is truly worry-free, that's why we guarantee our everyday competitive prices & won't be beat on price!
We will beat any advertised price on identical or comparable products!
If you find an identical or comparable item currently offered for less at a local competitor's store or website (including shipping, handling and fees, if applicable) before you buy or within 30 days of your purchase we’ll beat that price by 10% of the difference. In addition, should our own price be reduced after your purchase, present us with your original receipt within 30 days of purchase and we will match the price and refund you the difference.
In addition, should our own price be reduced after your purchase, present us with your original receipt within 30 days of purchase and we will match the price and refund you the difference.
How to make a request:
Simply contact us by phone, email or live chat and show us confirmation of the price that you have found for less from a local competitor via a complete URL (web address) of the product page on the competitor's website or via flyer/print-out (including shipping, handling and other fees, if applicable).
The product you’re comparing must:
- Be priced in Canadian Dollars and include all fees, shipping costs, and other charges.
- Be sold and shipped by a retailer AND authorized dealer located within Canada.
- Be in stock, available for sale, and cannot be a limited time offer or available only in limited quantity.
- Not be lower priced due to an advertising error, misprint, or special sale price
Special sale prices are excluded from this offer, these include but not limited to the following:
VIP SALE, Black Friday, Friends and Family, Cyber Monday, Boxing Day/Week, special educational prices, restricted offers, mail order offers, rebates, coupons, premiums, free or bonus offers, Original Equipment Manufacturer (OEM) prices, open box products, close-outs, liquidations, discontinued, clearances, demos, refurbished items, open box items, financing offers and errors or misprints.
Also excluded are marketplace sellers on websites such as Amazon.ca or resellers such as eBay.ca as well as any sellers whose products are refurbished or liquidated.
Canada & International Shipping:
We ship Canada wide as well as internationally. We use Canada Post, UPS, Purolator, Canpar & FedEx for our shipping solutions. Large shipments, 50kg or more may be shipped by freight. Shipping costs are automatically calculated by the carrier during the checkout process. Any additional shipping charges incurred as a result of incorrect or incomplete address information as well as delivery refusal will be at the customer's expense.
All orders are shipped "Signature not required" unless otherwise requested (additional charges may apply).
All orders are shipped directly from our Mississauga, Ontario warehouse.
Please note that international shipments may incur additional charges such as brokerage, duties, taxes or other cross border related fees. These fees are NOT calculated during the checkout process, are NOT charged by Filaments.ca and are completely out of our control. It is important to note that Filaments.ca does NOT charge any additional fees beyond what is stated on the order invoice. Any cross-border related fees are the sole responsibility of the purchaser and are handled between the purchaser and the country the good being imported into, including any related agencies and/or customs brokerage companies.
These fees are NOT calculated during the checkout process, are NOT charged by Filaments.ca and are completely out of our control. It is important to note that Filaments.ca does NOT charge any additional fees beyond what is stated on the order invoice. Any cross-border related fees are the sole responsibility of the purchaser and are handled between the purchaser and the country the good being imported into, including any related agencies and/or customs brokerage companies.
Free Shipping:
We offer free shipping within Canada for orders totaling CAD$125 or more before tax. We also offer free shipping within the 48 contiguous United States for orders totaling CAD$200 or more before tax. To take advantage of this offer, please choose the free shipping option during the checkout process.
We reserve the right to choose the most economical shipping method. The shipping fee coverage for the free shipping option is limited to shipping services with charges up to CAD$50.
Free shipping does not apply to bulk or custom orders with discounted pricing.
FedEx Overnight:
Please note that our cut-off time for shipping overnight is 03:00 PM (Eastern Time). This means that if you choose FedEx Overnight as your shipping option, the order must be placed by 03:00 PM (Eastern Time) in order to get the order the next business day (FedEx overnight orders placed on a Friday will be delivered the following business day / Monday). It is important to follow this cut-off time in order to allow our warehouse time to prepare your order and still hand it over to FedEx on time for their overnight service.
Same Day Local Delivery:
Local delivery is available in the Greater Toronto Area. Please click here for more information.
Tracking Numbers:
As soon as your order is fulfilled, you will receive an email confirmation including your tracking number. Some shipping options such as envelopes or local deliveries may not have a tracking number.
Failed Deliveries:
Please note that in case of a refused delivery or if a shipment fails to be delivered to you because no one is home or available to receive the package, the courier WILL send the package back to us at OUR expense. When this happens, we will try to contact you and make further arrangements. These additional shipping charges incurred as well as charges to re-ship the package, will be forwarded to you, the customer. Therefore, please ensure that someone is always available to receive the package or pick it up from your local post office/courier facility before the courier ships it back to us.
Processing Time:
We strive to ship out orders as soon as same day for all orders placed by 2pm EST. Although depending on order specifications, it can take between 24 to 48 hours. Unexpected issues may further delay this process and will be communicated accordingly.
Out of Stock & "Sold Out" Products:
The inventory in our online store and the inventory in our warehouse are synced. When you purchase a product on our online store it means the product is already in stock and ready to ship. But on very rare occasions, technical issues might cause this sync to fail, and one or more of the products purchased might be out of stock. IF this happens, we will offer an alternative product or refund you for the out of stock item/s. Your order may be marked as "partially fulfilled", meaning we will immediately ship the items that are in stock and the rest will be shipped as soon as the item/s are back in stock.
When you purchase a product on our online store it means the product is already in stock and ready to ship. But on very rare occasions, technical issues might cause this sync to fail, and one or more of the products purchased might be out of stock. IF this happens, we will offer an alternative product or refund you for the out of stock item/s. Your order may be marked as "partially fulfilled", meaning we will immediately ship the items that are in stock and the rest will be shipped as soon as the item/s are back in stock.
Products marked as "Sold Out" or "Unavailable" are normally available again within 1-4 weeks. Feel free to check back or contact us for information about availability of specific products.
Order Pick Ups:
Customers in the Greater Toronto area are welcome to pickup orders at our Customer Pickup location in Mississauga. Please note that we require at least 1 business day notice for pickup orders. When placing an order online, simply choose the "PICKUP" option on the checkout page. After we process your order we will send you an additional email with details about the date and time your order will be ready to be picked up.
After we process your order we will send you an additional email with details about the date and time your order will be ready to be picked up.
Pickup Address:
7355 Torbram Rd.
Unit 15
Mississauga ON
L4T 3W3
Please have your ID ready to pick up your package.
Buy in Store:
Products can also be purchased directly at our Mississauga pickup location using credit, debit or cash.
Check our returns & exchange policy for information.
3D printing materials / Articles
Share:
Source
FFF technology has many advantages, including the relative simplicity of the design of printers and the affordability of both devices and consumables. Moreover, the range of materials is perhaps the widest among all available technologies. As a rule, thermoplastics are used for printing, but there are exceptions - composite materials containing various additives, but based, again, on thermoplastics. In this section, we will try to talk about the most widely used materials in more detail, starting with the most popular types.
In this section, we will try to talk about the most widely used materials in more detail, starting with the most popular types.
Polylactide (PLA)
Polylactide is one of the most widely used thermoplastics due to several factors. Let's start with the fact that PLA is known for its environmental friendliness. This material is a lactic acid polymer, which makes PLA a completely biodegradable material. The raw materials for the production of polylactide are corn and sugar cane. At the same time, the environmental friendliness of polylactide causes its fragility. Plastic easily absorbs water and is relatively soft. As a rule, PLA models are not intended for functional use, but serve as designer models, souvenirs and toys. Few practical industrial applications include the production of food packaging, drug containers and surgical sutures, as well as use in bearings that do not carry high mechanical loads (for example, in modeling), which is possible due to the material's excellent slip coefficient.
One of the most important factors for 3D printing applications is the low melting temperature of only 170-180°C, which contributes to relatively low power consumption and the use of inexpensive brass and aluminum nozzles. As a rule, extrusion is carried out at 160-170°C. At the same time, PLA solidifies quite slowly (glass transition temperature is about 50°C), which should be taken into account when choosing a 3D printer. The best option is a device with an open case, a heated work platform (to avoid deformation of large models) and, preferably, additional fans to cool the fresh layers of the model.
PLA has low shrinkage, i.e. loss of volume on cooling, which helps prevent warping. However, shrinkage has a cumulative effect as the dimensions of printed models increase. In the latter case, the build platform may need to be heated to evenly cool the printed objects.
The cost of PLA is relatively low, which adds to the popularity of this material.
Acrylonitrile butadiene styrene (ABS)
ABS plastic is perhaps the most popular thermoplastic used in 3D printing, but not the most common. This contradiction is explained by certain technical difficulties that arise when printing ABS. The desire of craftsmen to use ABS is determined by the excellent mechanical properties, durability and low cost of this material. In industry, ABS plastic is already widely used: the production of car parts, cases of various devices, containers, souvenirs, various household accessories, etc.
This contradiction is explained by certain technical difficulties that arise when printing ABS. The desire of craftsmen to use ABS is determined by the excellent mechanical properties, durability and low cost of this material. In industry, ABS plastic is already widely used: the production of car parts, cases of various devices, containers, souvenirs, various household accessories, etc.
ABS plastic is resistant to moisture, acids and oil, has a fairly high temperature resistance - from 90°C to 110°C. Unfortunately, some types of material are destroyed by direct sunlight, which somewhat limits the application. At the same time, ABS plastic is easy to paint, which allows you to apply protective coatings on non-mechanical elements.
Despite a relatively high glass transition temperature of around 100°C, ABS has a relatively low melting point. Actually, due to the amorphous nature of the material, ABS does not have a melting point, as such, but 180 ° C is considered an acceptable temperature for extrusion, which is on the same level as the above-described PLA. The lower temperature spread between extrusion and glass transition allows ABS to cure faster than PLA.
The lower temperature spread between extrusion and glass transition allows ABS to cure faster than PLA.
The main disadvantage of ABS plastic can be considered a high degree of shrinkage during cooling - the material can lose up to 0.8% of its volume. This effect can lead to significant deformations of the model, twisting of the first layers and cracking. To combat these unpleasant phenomena, two main solutions are used. First, heated work platforms are used to help reduce the temperature gradient between the lower and upper layers of the model. Secondly, ABS 3D printers often use closed housings and control of the background temperature of the working chamber. This makes it possible to maintain the temperature of the applied layers at a level just below the glass transition threshold, reducing the degree of shrinkage. Full cooling is carried out after receiving the finished model.
The relatively low stickiness of ABS may require additional bonding aids such as adhesive tape, polyimide film, or applying an acetone solution of the ABS to the platform just prior to printing. For more information on how to avoid warping, see How to Avoid Warping 3D Printed Models.
For more information on how to avoid warping, see How to Avoid Warping 3D Printed Models.
While ABS does not pose a health risk at room temperature, heated plastic releases acrylonitrile fumes, a poisonous compound that can irritate mucous membranes and cause poisoning. Although the amount of Acrylonitrate produced in small scale printing is negligible, it is recommended that you print in a well ventilated area or use an exhaust hood. It is not recommended to use ABS plastic for the production of food containers and utensils (especially for storing hot food or alcoholic beverages) or toys for small children.
The good solubility of ABS in acetone is very useful, as it allows large models to be produced piece by piece and glued together, greatly expanding the capabilities of inexpensive desktop printers.
Polyvinyl alcohol (PVA)
Polyvinyl alcohol is a material with unique properties and special applications. The main feature of PVA is its water solubility. 3D printers equipped with dual extruders have the ability to print models with PVA support structures. Upon completion of printing, the supports can be dissolved in water, leaving a finished model that does not require mechanical or chemical roughening. Similarly, PVA can be used to create water-soluble master patterns for molds and molds themselves.
3D printers equipped with dual extruders have the ability to print models with PVA support structures. Upon completion of printing, the supports can be dissolved in water, leaving a finished model that does not require mechanical or chemical roughening. Similarly, PVA can be used to create water-soluble master patterns for molds and molds themselves.
The mechanical properties of PVA are quite interesting. At low humidity, plastic has high tensile strength. With increasing humidity, strength decreases, but elasticity increases. The extrusion temperature is 160-175°C, which allows the use of PVA in printers designed for printing with ABS and PLA plastics.
Since the material easily absorbs moisture, it is recommended to store PVA plastic in dry packaging and, if necessary, dry before use. Drying can be done in a pottery kiln or an ordinary oven. As a rule, drying of standard coils takes 6-8 hours at a temperature of 60-80°C. Exceeding 220°C will cause the plastic to decompose, which should be taken into account when printing.
Nylon
Nylon is attractive due to its high wear resistance and low coefficient of friction. Thus, nylon is often used to coat friction parts, which improves their performance and often allows them to function without lubrication. Following the widespread use of nylon in industry, additive manufacturing has also become interested in the material. Attempts to print with nylon have been made almost since the early days of FDM/FFF technology.
In reality, there are several types of nylon produced by different methods and with slightly different characteristics. The most famous is nylon-66, created by the American company DuPont in 1935. The second most popular option is nylon-6, developed by BASF to circumvent the DuPont patent. These two options are very similar. In terms of 3D printing, the main difference is the melting point: Nylon-6 melts at 220°C, while Nylon-66 melts at 265°C.
Many hobbyists prefer to use commercially available nylon threads such as trimmer wire.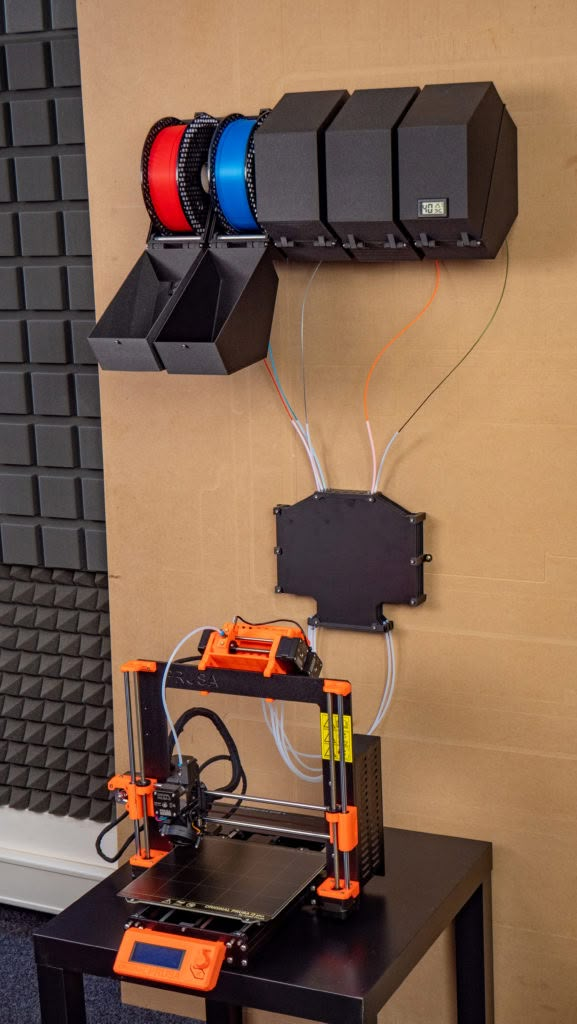 The diameter of such materials often corresponds to the diameter of standard FFF materials, which makes their use tempting. At the same time, these products are usually not pure nylon. In the case of trimmer rods, the material consists of nylon and fiberglass for an optimal combination of flexibility and rigidity.
The diameter of such materials often corresponds to the diameter of standard FFF materials, which makes their use tempting. At the same time, these products are usually not pure nylon. In the case of trimmer rods, the material consists of nylon and fiberglass for an optimal combination of flexibility and rigidity.
Fiberglass has a high melting point and therefore printing with these materials is prone to high nozzle wear and plugging.
Recently there have been attempts to commercially develop nylon-based printing materials specifically for FDM/FFF applications, including Nylon-PA6 and Taulman 680. These grades are extrudable at 230-260°C.
Because nylon readily absorbs moisture, store consumables in vacuum packaging or at least in a container with water-absorbent materials. A sign of excessively damp media will be steam escaping from the nozzle during printing, which is not dangerous, but may degrade the quality of the model.
When printing with nylon, it is not recommended to use a polyimide desktop coating as the two materials fuse together. As a coating, you can use adhesive tape with wax impregnation (masking tape). The use of a heated bed will help reduce the possibility of deformation of the model, similar to printing with ABS plastic. Due to the low coefficient of friction of nylon, extruders with studded feeders should be used.
As a coating, you can use adhesive tape with wax impregnation (masking tape). The use of a heated bed will help reduce the possibility of deformation of the model, similar to printing with ABS plastic. Due to the low coefficient of friction of nylon, extruders with studded feeders should be used.
The nylon layers have excellent adhesion, minimizing the chance of delamination.
Nylon is difficult to bond, making it difficult to print large multi-piece models. Alternatively, fusion of parts is possible.
Since heating nylon can release toxic fumes, it is recommended that you print in a well ventilated area or use an exhaust fan.
Polycarbonate (PC)
Polycarbonates are attractive due to their high strength and toughness, as well as resistance to high and low temperatures.
A potential health risk of printing is worth noting: the toxic and potentially carcinogenic compound bisphenol A is often used as a raw material. .
.
The extrusion temperature depends on the printing speed to avoid cracking, but the minimum temperature at 30mm/s can be considered as 265°C. When printing, the use of polyimide film is recommended for better adhesion to the desktop surface. The high susceptibility of polycarbonate to deformation requires the use of a heated platform and, if possible, a closed housing with heating of the working chamber.
Polycarbonate is highly hygroscopic (easily absorbs moisture), which requires storage in dry conditions to avoid the formation of bubbles in the applied layers. For extended printing in humid climates, even the print spool may need to be stored in a moisture-proof container.
High density polyethylene (HDPE, HDPE)
Arguably the most common plastic in the world, polyethylene is relatively rare among 3D printed materials. The reason for this is the difficulty in layer-by-layer manufacturing of models.
Polyethylene melts easily (130-145°C) and hardens quickly (100-120°C), as a result of which the applied layers often do not have time to set. In addition, polyethylene is characterized by high shrinkage, which provokes the twisting of the first layers and the deformation of the models as a whole during uneven solidification. Printing with polyethylene requires the use of a heated platform and a working chamber with accurate temperature control to slow down the cooling of the applied layers. In addition, you will need to print at high speed.
In addition, polyethylene is characterized by high shrinkage, which provokes the twisting of the first layers and the deformation of the models as a whole during uneven solidification. Printing with polyethylene requires the use of a heated platform and a working chamber with accurate temperature control to slow down the cooling of the applied layers. In addition, you will need to print at high speed.
Difficulties in use are more than offset by the cheapness and availability of this material. Recently, several devices have been developed for processing plastic waste from HDPE (bottles, food packaging, etc.) into standard filaments for printing on FDM/FFF printers. Examples are FilaBot and RecycleBot. Due to the simplicity of design, RecycleBot devices are often assembled by 3D craftsmen.
Melting polyethylene releases harmful vapors, so it is recommended to print in well ventilated areas.
Polypropylene (PP, PP)
Polypropylene is a widely used plastic used in the production of packaging materials, dishes, syringes, pipes, etc. The material has a low specific gravity, is non-toxic, has good chemical resistance, is resistant to moisture and wear, and is quite cheap. Among the disadvantages of polypropylene, one can note the vulnerability to temperatures below -5 ° C and to direct sunlight.
The material has a low specific gravity, is non-toxic, has good chemical resistance, is resistant to moisture and wear, and is quite cheap. Among the disadvantages of polypropylene, one can note the vulnerability to temperatures below -5 ° C and to direct sunlight.
The main difficulty in printing with polypropylene is the high shrinkage of the material during cooling - up to 2.4%. For comparison, the shrinkage of the popular but already problematic ABS plastic reaches 0.8%. Although polypropylene adheres well to cold surfaces, it is recommended to print on a heated platform to avoid deformation of models. The minimum recommended extrusion temperature is 220°C.
Polypropylene printing filaments are sold by Orbi-Tech, German RepRap, Qingdao TSD Plastic. Stratasys has developed a polypropylene simulant optimized for 3D printing called Endur.
Polycaprolactone (PCL)
Polycaprolactone (aka Hand Moldable Plastic, Mold-Your-Own Grips, InstaMorph, Shapelock, Friendly Plastic, Polymorph, Polymorphus, Ecoformax) is a biodegradable polyester with an extremely low melting point of about 60°C. In practice, this property creates certain problems in 3D printing, since not all 3D printers can be configured to work at such low temperatures. Heating polycaprolactone to the usual extrusion temperatures (about 200°C) causes a loss of mechanical properties and may lead to breakage of the extruder.
In practice, this property creates certain problems in 3D printing, since not all 3D printers can be configured to work at such low temperatures. Heating polycaprolactone to the usual extrusion temperatures (about 200°C) causes a loss of mechanical properties and may lead to breakage of the extruder.
Polycaprolactone is non-toxic, making it suitable for use in the medical industry, and biodegradable. When ingested, polycaprolactone breaks down, which makes printing with this material safe. Due to the low melting point, there is no danger of burns when touching fresh models. The high plasticity of the material makes it possible to reuse.
Polycaprolactone is of little use for creating functional mechanical models due to its viscosity (glass transition temperature is -60°C) and low heat resistance (melting point is 60°C). On the other hand, this material is perfect for the production of mock-ups and food containers.
The material sticks easily to the surface of even a cold working table and is easy to paint.
Polyphenylsulfone (PPSU)
Polyphenylsulfone is a high-strength thermoplastic widely used in the aviation industry. The material has excellent chemical and thermal stability and practically does not burn. Polyphenylsulfone is biologically inert, which makes it possible to use this material for the production of tableware and food containers. Operating temperature range is -50°С - 180°С. Plastic is resistant to solvents and fuels and lubricants.
For all its merits, polyphenylsulfone is rarely used in 3D printing due to its high melting point, reaching 370°C. Such extrusion temperatures are beyond the power of most desktop printers, although printing is theoretically possible using ceramic nozzles. Currently, the only active user of the material is Stratasys, which offers industrial Fortus installations.
Polymethyl methacrylate (Acrylic, plexiglass, acrylic, PMMA)
Polymethyl methacrylate is a well-known organic glass. The material is durable, moisture resistant, environmentally friendly, easy to glue, plastic enough and resistant to direct sunlight.
The material is durable, moisture resistant, environmentally friendly, easy to glue, plastic enough and resistant to direct sunlight.
Unfortunately, acrylic is not suitable for FDM/FFF printing for a number of reasons. Acrylic is poorly stored in the form of spools of thread, as constant mechanical stress leads to the gradual destruction of the material. To avoid bubbles, the print resolution must be high, with a precision almost impossible for home printers. Acrylic's rapid curing requires strict environmental control of the working chamber and high print speeds. Again, the print speeds of FDM/FFF printers are inversely related to print resolution, which exacerbates the problem.
However, attempts are being made to print with acrylic, and some of them are producing relatively positive results. However, when creating sufficiently strong models, it is not yet possible to avoid the formation of bubbles and achieve the usual transparency of the material. At the moment, the best results with acrylic are shown by another printing technology - multi-jet modeling (MJM) from 3D Systems. In this case, a photopolymer version of acrylic is used. Stratasys has also made significant progress using its own photopolymer acrylic simulant VeroClear on Objet Eden printers. It is hoped that the high demand for acrylic will lead to the emergence of composite materials based on polymethyl methacrylate, designed specifically for FDM/FFF printing.
In this case, a photopolymer version of acrylic is used. Stratasys has also made significant progress using its own photopolymer acrylic simulant VeroClear on Objet Eden printers. It is hoped that the high demand for acrylic will lead to the emergence of composite materials based on polymethyl methacrylate, designed specifically for FDM/FFF printing.
Polyethylene terephthalate (PET, PET)
Polyethylene terephthalate - this complex name hides a material used for the production of plastic bottles and other food and medical containers.
The material has a high chemical resistance to acids, alkalis and organic solvents. The physical properties of PET are also impressive with high wear resistance and tolerance to a wide temperature range from -40°C to 75°C. Among other things, the material is easily machined.
Printing with PET is somewhat problematic due to the relatively high melting point of up to 260°C and significant cooling shrinkage of up to 2%. Using PET as a consumable requires approximately the same conditions as printing with ABS.
Achieving transparency of models requires rapid cooling to pass the glass transition threshold of 70°C - 80°C.
The material has become the focus of attention of 3D craftsmen using used containers as raw materials for home production of 3D printing consumables. Recycling devices such as FilaBot or RecycleBot are used to make threads.
High-impact polystyrene (HIPS)
High-impact polystyrene is widely used in industry for the production of various household products, building materials, disposable tableware, toys, medical instruments, etc.
When 3D printed, polystyrene shows physical properties very similar to the popular ABS -plastic, which makes this material more and more popular among 3D craftsmen. The most attractive feature of polystyrene is the difference from ABS in terms of chemical properties: polystyrene is quite easily amenable to the organic solvent Limonen. Since Limonene has no effect on ABS plastic, it is possible to use polystyrene as a material for building soluble support structures, which is extremely useful when building complex, interlaced models with internal supports. Compared to the convenient, water-soluble polyvinyl alcohol (PVA) plastic, polystyrene compares favorably with relatively low cost and resistance to humid climates that make PVA difficult to work with.
Compared to the convenient, water-soluble polyvinyl alcohol (PVA) plastic, polystyrene compares favorably with relatively low cost and resistance to humid climates that make PVA difficult to work with.
It is worth bearing in mind that some ABS manufacturers mix somewhat cheaper polystyrene into their consumables. Accordingly, models made from such materials can be dissolved in Limonene along with supporting structures.
When polystyrene is heated to extrusion temperature, toxic fumes can be released, so printing in a well-ventilated area is recommended.
Wood simulants (LAYWOO-D3, BambooFill)
LAYWOO-D3 is a recent development for printing wood-like models. The material consists of 40% natural wood chips of microscopic size and 60% binder polymer. The LAYWOO-D3 is very easy to handle, being virtually warp-free and does not require the use of a heated platform. According to the manufacturers, the polymer is non-toxic and completely safe.
The unique properties of the material allow you to achieve different visual results when printing with different nozzle temperatures. The operating temperature range is 180°C-250°C. As the extrusion temperature increases, the shade of the material becomes progressively darker, allowing it to simulate different types of wood or annual rings.
The operating temperature range is 180°C-250°C. As the extrusion temperature increases, the shade of the material becomes progressively darker, allowing it to simulate different types of wood or annual rings.
Finished models lend themselves perfectly to mechanical processing - grinding, drilling, etc. In addition, the products are easily painted, and unpainted models even have a characteristic woody smell.
Unfortunately, the cost of the material is almost four times higher than the price of popular materials such as PLA and ABS plastics. As popularity is projected to grow, the material should become more accessible.
Alternative materials are currently being developed and tested, such as BambooFill from the Dutch company ColorFabb.
Sandstone simulants (Laybrick)
Composite material from inventor Kai Parti, responsible for the revolutionary LAYWOO-D3 wood simulant. This time, Kai set his sights on sandstone imitation, using a tried and tested method of mixing a binder with a filler, in this case mineral.
Laybrick allows you to produce objects with different surface textures. At low extrusion temperatures of the order of 165°C-190°C, the finished products have a smooth surface. Increasing the printing temperature makes the material rougher, up to a high degree of resemblance to natural sandstone at extrusion temperatures above 210°C.
The material is easy to work with no need to heat the work platform, does not show significant deformation when shrinking and does not produce toxic fumes when heated. The only drawback can be considered a rather high cost of the material, which is largely due to limited production.
Metal Simulators (BronzeFill)
Metals have attracted additive manufacturing enthusiasts since the early days of 3D printing technology. Unfortunately, printing with pure metals and alloys causes a lot of difficulties that are insurmountable for most 3D printing methods. Fully functional metal products can only be produced using technologies such as SLS, DLMS or EBM, which require the use of industrial plants that cost hundreds of thousands of dollars. At the same time, metal imitators are successfully used in 3D inkjet printing (3DP), where products are formed from metal powders, the particles of which are held together by an applied binder material. In FDM/FFF printing, metal simulants are just emerging.
At the same time, metal imitators are successfully used in 3D inkjet printing (3DP), where products are formed from metal powders, the particles of which are held together by an applied binder material. In FDM/FFF printing, metal simulants are just emerging.
An interesting example is BronzeFill - in fact, transparent PLA-plastic filled with bronze microparticles. The material, currently in beta testing, must prove suitability for use in any printer designed to work with polylactide.
Finished products are easy to polish, achieving a high external resemblance to all-metal products. At the same time, it should be taken into account that the binding element of the material is thermoplastic, with appropriate mechanical and temperature limitations.
How to choose the right printing material
After you have chosen and purchased your 3D printer, to start creating and implementing any of your ideas, you need to choose the right printing material. Read our article on how to do this.
The print material is like ink in a regular printer, except that it's plastic. It is available in large quantities of color, diameter, diameter, type of provision (the most common is a coil, as shown in the image). Now let's go through the main criteria by which you need to choose the one that suits you and your printer.
Material type
In terms of type selection, there are currently two most popular materials: ABS plastic and PLA plastic. ABS is a material familiar to you from LEGO bricks. It is a very durable thermoplastic with little flexibility and is suitable for many uses. It can be sanded, painted, and can be easily glued to other ABS parts with a special adhesive. It is very resistant to mechanical stress, including thermal stress, and melts at a temperature of 210 degrees Celsius. When printing ABS, the working platform is usually heated up to 110 degrees, otherwise the part may deform and even crack when it cools. For a long time, ABS has been a favorite material for the 3D printing community, although the recent development of PLA plastic has changed this.
PLA is a polymer plastic made from corn or sugar cane. It is not very recyclable, but under the right environmental conditions it is biodegradable. PLA is much more environmentally friendly and smells a little like maple syrup when printed. This is a fairly strong plastic, although more fragile than ABS. It is also less temperature resistant than ABS and melts at 180 degrees Celsius. Heated platform optional. Although if you have it, heating it to a temperature of 60 degrees will help make the print better. If the surface is heated, PLA can print on normal smooth glass as well. This material is cooled for a long time, so the presence of an additional cooling system will also help improve print quality. PLA manufacturers offer it in completely different colors that are pleasing to the eye.
Other commonly suggested materials, especially for DIY printers, are high-density polyethylene (HDPE) as well as polyvinyl alcohol (PVA), and experiments are ongoing with various plastics.
When choosing a material, consider the environment in which the printer will be used. If the printer will be in an open, well-ventilated area, then ABS is your choice, as it will allow for more processing after the part is made. If the printer will stand in a closed room or classroom, then to avoid the emission of harmful impurities during printing, it is better to use more “green” PLA plastic. A rougher rule. If your printer supports PLA, then we recommend using it in 95% of cases.
Material (thread) diameter
Once you have chosen the type of material, you will need to think about the diameter of the thread. The vast majority of printers use 1.75 mm filament for printing. Proponents of smaller filament diameters say that it is easier to make an extruder drive and thermal head, as they require less material to heat up and are easier to feed into the extruder. Although initially, filaments with a diameter of 3 mm were prepared for most printers.