Desktop laser sintering 3d printer
hardware selection and technology guide
What desktop SLS 3D printers are available on the market?
SLS (Selective Laser Sintering) is a 3D printing technology that uses a laser beam to sinter powdered material. This technique enables the 3D printing of detailed functional parts and prototypes.
Five to ten years ago, SLS technology was exclusive to large, industrial additive manufacturing systems. In recent years, a more compact SLS 3D printer niche has been slowly emerging, with lower prices and office-friendly formats.
Starting at around $6,000, these benchtop or desktop SLS 3D printers enable SMEs to access accurate and advanced in-house prototyping without having to rely on external 3D printing services. They are able to print with powder materials such as Nylon, TPE, and other thermoplastics.
In this guide, we take a closer look at which desktop SLS printers are available on the market from brands like Sintratec, Sinterit, and Formlabs.
The best desktop SLS printers for professionals
| Brand | Product | Build size | Country | Price Approximate starting prices based on supplier-provided information and public data. Prices may vary by region, over time and do not include additional products or services (taxes, shipping, accessories, training, installation, …). | |
|---|---|---|---|---|---|
| Sintratec | Sintratec Kit | 110 × 110 × 110 mm4.33 × 4.33 × 4.33 in | – | $ 5,9994 990 €5,347 £869,039 ¥ | Quote |
| Natural Robotics | VIT SLS | 250 × 250 × 300 mm9.84 × 9.84 × 11.81 in | Spain | $ 12,90011 000 €11,499 £1,868,746 ¥ | Quote |
| Sinterit | Lisa | 150 × 200 × 150 mm5.91 × 7.87 × 5.91 in | – | $ 12,9957 990 €11,583 £1,882,508 ¥ | Quote |
| Sinterit | Lisa Pro This product has been reviewed by our team. | 150 × 200 × 260 mm5. 91 × 7.87 × 10.24 in 91 × 7.87 × 10.24 in | – | $ 17,99011 990 €16,036 £2,606,103 ¥ | Quote |
| Formlabs | Fuse 1 | 165 × 165 × 320 mm6.5 × 6.5 × 12.6 in | – | $ 18,49918 499 €16,489 £2,679,839 ¥ | Quote |
| RED ROCK 3D | RED ROCK | 180 × 180 × 180 mm7.09 × 7.09 × 7.09 in | – | upon request | Quote |
Expand to see more specs
The products in the table are ranked by price (low to high).
| Brand | Product | Build size | Country | Price Approximate starting prices based on supplier-provided information and public data. Prices may vary by region, over time and do not include additional products or services (taxes, shipping, accessories, training, installation, …). | |
|---|---|---|---|---|---|
| Sintratec | Sintratec Kit | 110 × 110 × 110 mm4.33 × 4.33 × 4.33 in | – | $ 5,9994 990 €5,347 £869,039 ¥ | Get a quote |
| Natural Robotics | VIT SLS | 250 × 250 × 300 mm9. 84 × 9.84 × 11.81 in 84 × 9.84 × 11.81 in | Spain | $ 12,90011 000 €11,499 £1,868,746 ¥ | Get a quote |
| Sinterit | Lisa | 150 × 200 × 150 mm5.91 × 7.87 × 5.91 in | – | $ 12,9957 990 €11,583 £1,882,508 ¥ | Get a quote |
| Sinterit | Lisa Pro This product has been reviewed by our team. | 150 × 200 × 260 mm5.91 × 7.87 × 10.24 in | – | $ 17,99011 990 €16,036 £2,606,103 ¥ | Get a quote |
| Formlabs | Fuse 1 | 165 × 165 × 320 mm6.5 × 6.5 × 12.6 in | – | $ 18,49918 499 €16,489 £2,679,839 ¥ | Get a quote |
| RED ROCK 3D | RED ROCK | 180 × 180 × 180 mm7.09 × 7.09 × 7.09 in | – | upon request | Get a quote |
What is SLS (Selective Laser Sintering) technology?
Up until early 2014, Carl Deckard from Structured Polymers held a patent on Selective Laser Sintering 3D printing technology.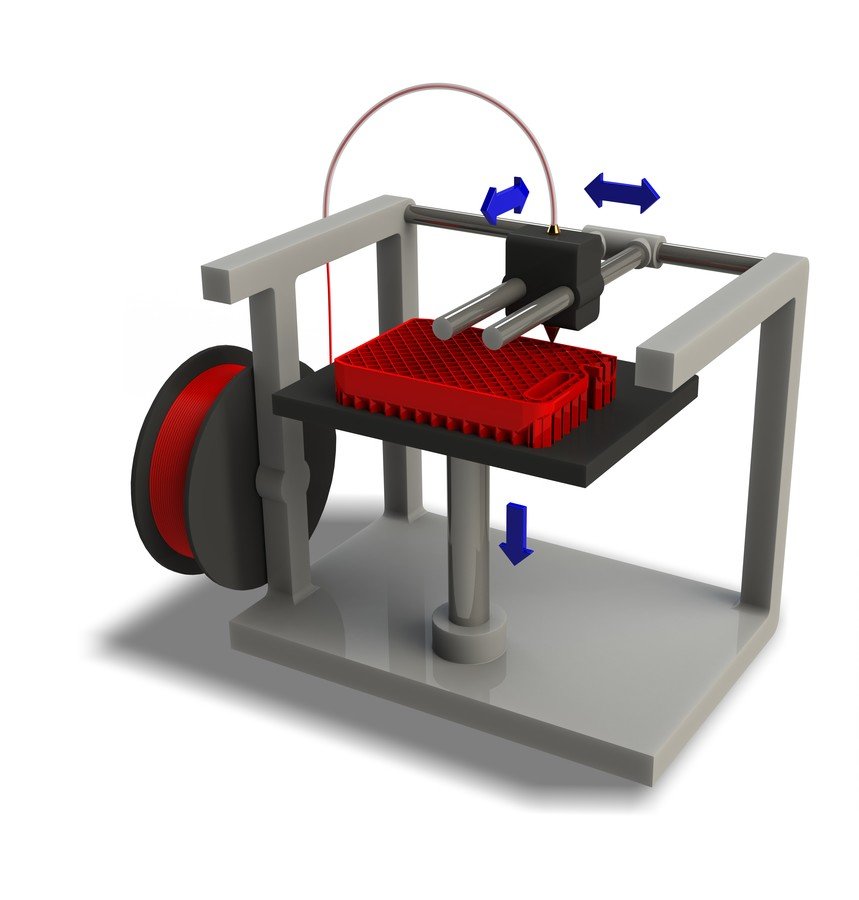 Selective Laser Sintering (SLS) is part of the Powder Bed Fusion family of 3D printing technologies.
Selective Laser Sintering (SLS) is part of the Powder Bed Fusion family of 3D printing technologies.
How does Selective Laser Sintering work?
This technology uses a laser to sinter powdered material. In other words, a powerful laser beam selectively melts and fuses tiny powder particles together.
SLS 3D printing technology. Source: SculpteoOnce a layer is finished, more powder is rolled and spread onto the print bed. The process repeats itself layer after layer. The excess powder stays in the powder bed, thus automatically providing support for the object and its intricacies (though supports are still needed when it comes to metal 3D printing).
When the 3D printing process is finished and the powder bed has cooled down, the objects can be removed. The excess powder material is then to be brushed off to reveal the final part. Aside from powder removal, the parts require little to no post-processing for basic applications.
Overview of the best desktop SLS printers
The Sinterit Lisa is a plug-and-play desktop SLS 3D printer made by Polish manufacturer Sinterit. It is one of the most affordable SLS 3D printers actually available on the market.
It is one of the most affordable SLS 3D printers actually available on the market.
This 3D printer offers a relatively large build volume for a desktop 3D printer, and even more so for an SLS 3D printer in this price range. With the Lisa it is possible to 3D print flexible material (Flexa Black/Grey) or rigid, strong material (PA12).
Contact manufacturer Get a quote Add to comparison
In comparison with the regular Lisa, the Lisa Pro boasts various upgrades and features. For starters, the Pro version is equipped with a Nitrogen chamber, for wider material compatibility.
The Lisa Pro SLS printer also provides a bigger print volume as well as a larger touchscreen than the Lisa.
Our review at Sinterit headquarters: Sinterit Lisa Pro review
Contact manufacturer Get a quote Add to comparison
The Sintratec Kit started out as an Indiegogo crowdfunding campaign in 2014. It is one of the most affordable SLS 3D printers available today.
The Kit requires around four days of assembly. Users can freely adjust the laser’s height, speed, and temperature in order to try out different materials.
Users can freely adjust the laser’s height, speed, and temperature in order to try out different materials.
Contact manufacturer Get a quote Add to comparison
Formlabs, originally an SLA 3D printer manufacturer, introduced their first SLS 3D printer – the Fuse 1 – mid 2017. It is officially available since January 2021.
The printer works with Formlab’s PreForm software, and features two separate build chambers. This enables users to immediately launch a second build once the first job is complete.
After the printing process, the chamber can be directly placed as-is in the Fuse Sift, an all-in-one sieving machine that collects unused powder and prepares it for future builds by mixing it with fresh powder. The Fuse 1 can work with up to 70% of recycled powder, so each new build only requires 30% of fresh material (which costs around $100/kg).
Contact manufacturer Get a quote Add to comparison
Note: Natural Robotics launched the VIT SLS via Kickstarter in 2017. As of January 2021, some backers are stating that they still haven’t received their printers, although the company claims to be shipping products.
As of January 2021, some backers are stating that they still haven’t received their printers, although the company claims to be shipping products.
The VIT SLS offers a relatively large build volume compared to the other 3D printers in this range.
Contact manufacturer Get a quote Add to comparison
Note: This 3D printer is only available in a limited geographical region.
RED ROCK 3D is a new 3D printer manufacturer from Russia. Its RED ROCK SLS 3D printer offers a relatively large build volume compared to most of the other desktop SLS 3D printers in this selection.
Little information about this SLS 3D printer is available on the RED ROCK 3D website, which hasn’t been updated in a while (as of January 2021).
Contact manufacturer Get a quote Add to comparison
Compact industrial-grade SLS 3D printers: our picks
The following printers are larger than the benchtop SLS printers from our main selection but are still relatively compact considering the usual size of industrial SLS systems.
The Sintratec S2 is an all-in-one modular and scalable SLS 3D printing system with an onboard camera and large, intuitive touchscreen. It integrates a material preparation module as well as a depowdering station for semi-automatic workflows.
Optional stations include a blasting station, vortex unit, and a polishing station, enabling easier part post-processing.
Contact manufacturer Get a quote Add to comparison
The SnowWhite 2 features a powerful CO₂ laser that is able to sinter a range of materials including PA 12, PA 11, and TPU, as well as powder loaded with carbon or glass fiber or even aluminum.
All unused powder can be recycled. The printer can be powered up in ten minutes and the minimum amount of powder required to start a print is 300g.
Contact manufacturer Get a quote Add to comparison
XYZprinting’s range of products is one of the industry’s most diverse in terms of technology, suiting both consumers and businesses.
The MfgPro230 xS is an open-source system, meaning that its powerful 30W CO2 can print with any powder that’s available on the market. Hence, users can experiment with different types of Nylons and TPU materials, and even light-colored ones, which is not the case with entry-level SLS printers.
Hence, users can experiment with different types of Nylons and TPU materials, and even light-colored ones, which is not the case with entry-level SLS printers.
Contact manufacturer Get a quote Add to comparison
Released in 2020, the Gravity SLS 3D printer by Swedish manufacturer Wematter is the most recent printer in our selection. The printer features integrated powder recycling and easy material handling with user-friendly packaging.
Wematter’s cloud-based slicing software automatically optimizes the build area, packing parts efficiently and as close together as possible thanks to advanced algorithms.
Contact manufacturer Get a quote Add to comparison
Benefits and limits of SLS 3D printing
Main benefits of SLS 3D printing
No need for support: 3D printing complex and functional parts
Since unused powder remains in the powder bed, it naturally acts as support for the following sintered layers. This support, which is present all over, allows the 3D printing of very complex and/or functional parts and prototypes.
This support, which is present all over, allows the 3D printing of very complex and/or functional parts and prototypes.
It’s also possible to 3D print objects within objects, also known as nesting. This is not possible with other 3D printing technologies such as FFF and FDM (extrusion) or SLA and DLP (resins).
Multiple layers of parts to be 3D printed with SLS technology. Source: SinteritWaste reduction
It is possible to re-use powder that has not been sintered. This significantly reduces material waste and costs compared to other 3D printing techniques. Also, no material is wasted on support structures.
Main limitations of powder SLS 3D printing
Just like any technology, SLS 3D printing has its downsides.
Porosity/rough surface
SLS 3D printed objects are porous, though it is possible to apply sealant to alter their sandy, granular-like surfaces.
Expensive material
The price for one kilogram of PA12 powder can range from around $55 to about $180.
Logistics and post-processing
Due to the volatile nature of powder, extra caution is required when handling the material and taking the final 3D print out of the powder bed. The prints must be depowdered; either manually, which is time-consuming, or with a dedicated powder removal solution.
SLS vs FDM vs SLA
SLS vs FDM (FFF)
Compared to Fused Filament Fabrication, SLS can:
- achieve higher quality prints
- provide thinner layers and wall thicknesses
- generate complex 3D prints without the need for support
However, Selective Laser Sintering 3D printers offer much less material choice (and colors).
SLS vs SLA
Compared to stereolithography 3D printing technology, Selective Laser sintering offers:
- thinner wall thicknesses
- complex 3D prints without support structures
That being said, SLS 3D prints have rougher surfaces than SLA 3D prints.
SLS 3D printing: what materials are available?
Main desktop SLS 3D printing powders
Most desktop SLS 3D printers use Polyamide (PA) powdered material, also known as Nylon. The main PA powders available on the market are:
- Nylon PA12
- Nylon PA11
Then, there are composite or “charged” powders, meaning that different materials are mixed with PA. The most common are the following:
- Alumide: PA mixed with aluminum (shiny, metallic appearance)
- Carbonamide: PA reinforced with carbon fiber (stiff and lightweight)
- Nylon 3200: PA filled with glass (more chemical and heat resistant than PA12)
There is also PEBA 2031, a flexible, rubbery, and resistant plastic powder. Some manufacturers produce elastic 3D printing powders (such as Sinterit’s Flexa Black and Flexa Grey) to 3D print shock absorbers, clothing parts, bellows, etc.
Nylon SLS 3D printing material
Nylon, or Polyamide (PA), is the most common powdered material used by SLS 3D printers. It boasts many interesting characteristics:
- Lightweight: Polyamide is a lightweight 3D printing material.
- Robust: this material can bear loads or be used for mechanical parts.
- Flexible: Nylon can bend and come back to its original form.
- Resistance: PA offers good heat and chemical resistance.
Manufacturers generally sell their own, branded powder material.
SLS 3D printing in general
Desktop SLS printers are limited to plastics when it comes to material choice. However, when using larger, more expensive powder industrial 3D printers, it is possible to 3D print metal powder. Some industrial SLS 3D printers are also able to 3D print ceramics.
Tech Specs for the Fuse Series SLS 3D Printers
Printer
Fuse 1
Fuse 1+ 30W
Technology
Selective Laser Sintering
Selective Laser Sintering
Build Volume (W x D x H)
165 × 165 × 300 mm
6. 5 x 6.5 x11.8 in
5 x 6.5 x11.8 in
165 × 165 × 300 mm
6.5 x 6.5 x11.8 in
Layer Thickness
110 microns
0.004 in
110 microns
0.004 in
Laser Type
Ytterbium Fiber 10W
Ytterbium Fiber 30W
Laser Spot Size (FWHM)
200 microns
0.0079 in
247 microns
0.0097 in
Build Chamber
Modular, compatible with Fuse 1 generation printers and Fuse Sift
Modular, compatible with Fuse 1 generation printers and Fuse Sift
Technology
Selective Laser Sintering
Selective Laser Sintering
Build Volume (W × D × H)
16.5 x 16.5 x 30 cm
6.5 x 6.5 x 11.8 in
16.5 x 16.5 x 30 cm
6.5 x 6.5 x 11.8 in
Layer Thickness (Axis Resolution)
110 microns
0.004 in
110 microns
0.004 in
Hopper Capacity
17.8 Liters
14.5 Liters
Dimensions
68. 5 x 64.5 x 106.5 cm
5 x 64.5 x 106.5 cm
27 x 25.4 x 41.9 in
68.5 x 64.5 x 106.5 cm
27 x 25.4 x 41.9 in
Supports
No supports
No supports
Design/CAD Specifications
Minimum Access Dimensions (W × D × H)
125.5 × 149.5 × 187 cm
49.4 × 59.0 × 73.6 in
125.5 × 149.5 × 187 cm
49.4 × 59.0 × 73.6 in
Printer Dimensions (W × D × H)
64.5 × 68.5 × 107 cm (165.5 cm with stand)
25.4 × 27 × 42 in (65.0 in with stand)
64.5 × 68.5 × 107 cm (165.5 cm with stand)
25.4 × 27 × 42 in (65.0 in with stand)
Recommended Operating Footprint (W × D × H)
145.5 × 149.5 × 167.5 cm (49.4 × 59 × 66 in) to allow access to the front and sides of the printer.
145.5 × 149.5 × 167.5 cm (49.4 × 59 × 66 in) to allow access to the front and sides of the printer.
Stand Dimensions (W × D × H)
59.6 x 60 x 58.4 cm
23.5 × 23.6 × 23 in
59. 6 x 60 x 58.4 cm
6 x 60 x 58.4 cm
23.5 × 23.6 × 23 in
Weight
114 kg (without build chamber or powder)
251.3 lb (without build chamber or powder)
120 kg (without build chamber or powder)
265 pounds (without build chamber or powder)
Startup Time
< 60 minutes
< 60 minutes
Operating Environment
18 – 28 ºC
68 – 82 ºF
18 – 28 ºC
68 – 82 ºF
Internal Temperature
Up to 200 ºC
Up to 392 ºF
Up to 200 ºC
Up to 392 ºF
Temperature Control
Quartz tube heating elements
Positive temperature coefficient (PTC) cartridges
Quartz Tube Heating Elements
Resistive Air Heater
Air Handling
Pressure-controlled two-stage filtration
(Replaceable HEPA and carbon mediums)
Interface to external inert gas supply
Pressure controlled two-stage filtration
(Replaceable HEPA and carbon mediums)
Power Requirements
EU: 230 VAC, 7. 5 A (dedicated circuit)
5 A (dedicated circuit)
US: 120 VAC, 15 A (dedicated circuit)
EU: 230 VAC, 7.5 A (dedicated circuit)
US: 120 VAC, 15 A (dedicated circuit)
Galvanometers
Formlabs Custom
Formlabs Custom 2nd Generation
Laser Specifications
Ytterbium Fiber
IEC 60825-1: 2014 certified
1070 nm wavelength
Maximum 10 Watts
4.01 mrad beam divergence (nominal, full angle)
Ytterbium Fiber
IEC 60825-1: 2014 certified
1070 nm wavelength
Maximum 30 Watts
3.24 mrad beam divergence (nominal, full angle)
Laser Spot Size (FWHM)
200 microns
.0079 in
247 microns
.0097 in
Radiation Information
The Fuse 1 is a Class 1 Laser product. Accessible radiation is within Class 1 limits.
The Fuse 1+ 30W is a Class 1 Laser product. Accessible radiation is within Class 1 limits.
Connectivity
Wi-Fi (2. 4GHz + 5GHz)
4GHz + 5GHz)
Ethernet (1000 Mbit)
USB 2.0
Wi-Fi (2.4GHz + 5GHz)
Ethernet (1000 Mbit)
USB 2.0
Printer Control
10.1” interactive touchscreen
1280 × 800 resolution
10.1” interactive touchscreen
1280 × 800 resolution
Alerts
Touchscreen alerts and tracking
SMS/email via Dashboard
Live video feed with computer vision
Proactive maintenance alerts
Touchscreen alerts and tracking
SMS/email via Dashboard
Live video feed with computer vision
Proactive maintenance alerts
Print Preparation
PreForm Desktop Software
PreForm Desktop Software
System Requirements
Windows 7 (64-bit) and up
Mac OS X 10.12 and up
OpenGL 2.1
4 GB RAM (8 GB recommended)
Windows 7 (64-bit) and up
Mac OS X 10.12 and up
OpenGL 2.1
4 GB RAM (8 GB recommended)
Hardware Requirements
Fuse 1 generation 3D printer
Fuse 1 generation 3D printer
File Types
. STL or .OBJ
STL or .OBJ
FORM file output
.STL or .OBJ
FORM file output
What is SLS 3D printing. How does an SLS 3D printer work? Overview of additive technologies.
What is SLS?
Hello everyone, Friends! 3DTool is with you!
In this article, we will talk in detail about one of the most promising technologies 3D printing . Selective laser sintering.
Selective Laser Sintering (SLS) is an additive manufacturing process belonging to a broad family of wafer synthesis methods. In SLS, a laser selectively sinters polymer powder particles, fusing them together to create layer after layer. Granular thermoplastic polymers are used as construction material. Options for such devices can be considered in our catalog. For example, the Sintratec 3D printer.
This technology is used both for prototyping functional polymer products and for integration into small production runs, as it offers complete design freedom, high precision and produces parts with good and stable mechanical properties, unlike FDM or SLA .
Naturally, as in any other case, the possibilities of technology can be used to the full only if its key advantages and disadvantages are taken into account, so let's take a closer look at its features and principle of operation.
SLS printing process
How does SLS work?
The SLS fabrication process works as follows:
I. The powder chamber, as well as the entire printable area, is heated just below the melting temperature of the resin, after which the leveling blade distributes a thin layer of powder over the build platform.
II. The CO2 laser scans the contour of the next layer and selectively sinters (melts) the polymer powder particles. The cross section of the component is scanned ( is sintered ) completely, so the part is monolithic.
III. When the layer is completed, the work platform moves down and the blade re-coats the surface with powder.
The process is repeated until the entire part is completed.
After printing, the part is completely sealed in the non-sintered powder, so the chamber and powder must cool before being removed. Cooling down can take a significant amount of time, up to 12 hours. Then the resulting part is cleaned of powder residues with compressed air. The unsintered powder is collected for further reuse.
Schematic diagram of an SLS 3D printer.
SLS printing specifications In SLS, almost all print options are set by the printer manufacturer. The default layer height for is 100-120 µm . For example, the Sintratec 3D printer we mentioned above allows you to print a much thinner layer, the layer thickness declared by the manufacturer varies from 50 to 150 micron.

The main advantage of method SLS is that the part does not need supports . In this case, the non-sintered powder plays the role of the necessary support. For this reason, the SLS method can print geometries of any shape that are impossible to print with any other additive or subtractive manufacturing method.
When printing with this method, it is very important to use as much of the printable area as possible, especially in small-scale production. Regardless of the amount of detail in the printable area, if the overall height is the same, printing will take the same amount of time. This is because it is the recoating step that determines the total print time ( the laser scanning and sintering itself is very fast ), and the printer has to cycle through the same number of layers. Also, you need to take into account the time for refilling the hopper with powder, because the same amount is poured into the chamber, regardless of the size of the printed part.
Layer sintering
When using method SLS , the sintering strength of the layers to each other is excellent. This means that printed on SLS printer parts have almost isotropic mechanical properties.
As an example, the mechanical properties of samples printed on SLS using standard polyamide powder ( PA12 or Nylon12 ), the most commonly used material in SLS printing , are shown in the table in comparison with the properties of solid nylon:
Parts printed on SLS have superior tensile strength and modulus comparable to solid material, but are more brittle ( their elongation at break is much lower than ). This is due to the internal porosity of the resulting part.
!A typical SLS part has a porosity of about 30%!
Porosity gives parts printed on SLS a characteristic grainy surface. This porosity also means that the parts can easily absorb water and are easy to paint. At the same time, such parts require special post-processing if they are to be used in a humid environment.
At the same time, such parts require special post-processing if they are to be used in a humid environment.
Shrinkage and deformation
SLS parts are subject to shrinkage and deformation: when the newly sintered layer cools, its dimensions decrease and internal stress accumulates in it, due to which the underlying layer is pulled upwards.
Shrinkage of 3 to 3.5% is typical for SLS printing of and printer operators must take this into account during model preparation.
Large flat surfaces are most prone to deformation. This problem can be mitigated slightly by orienting the part vertically on the build platform. But still, the best way to reduce deformation is to minimize the thickness of the flat areas of the part, and add cutouts to the model where the design allows. These actions will also reduce the overall cost of the part, as less material will be used.
Finished sls-part with embedded embedded elements.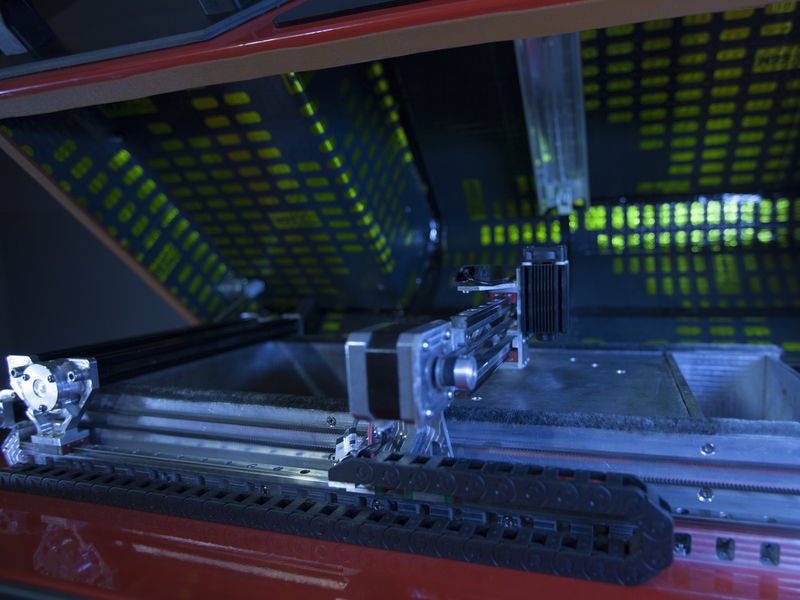
Excessive caking
Over-sintering occurs when excess heat around the contour of the part melts the unsintered powder around. This is fraught with loss of detail on small objects such as slots and holes.
Excessive sintering depends on both element size and wall thickness. For example, a slot with a width of 0.5mm or hole diameter 1mm will print successfully on a wall thickness of 2mm but will not print if the wall thickness is 4mm or more. As a general rule, slits from to 0.8mm and holes from to 2mm can be safely printed in SLS without fear of excessive caking.
Powder removal
Since printing method SLS no support required, parts with hollow sections print quickly and accurately.
Hollow sections in this case reduce the weight and cost of the part, as less material is ultimately used. But you will need to make outlet holes in the part to remove unsintered powder from the internal cavities. The general recommendation in this case is to add at least 2 outlet holes with a diameter of at least 5 mm to your part.
But you will need to make outlet holes in the part to remove unsintered powder from the internal cavities. The general recommendation in this case is to add at least 2 outlet holes with a diameter of at least 5 mm to your part.
If high rigidity is required, the parts must be printed solid. An alternative here would be to make the structure hollow, with no outlets. In this way, the powder will be compacted tightly into the part, increasing its mass and providing some additional support when mechanical loads increase, without affecting print time. Also, instead of one solid internal cavity, you can add a honeycomb structure ( similar to the infill patterns used in FDM ) to further increase the rigidity of the model. Laying out the part in this way will also help reduce warping.
Removing powder from an SLS part
General materials SLS
The most commonly used material for SLS is Polyamide 12 (PA 12) , also known as Nylon 12 . At the moment, there are more and more materials with different properties for SLS 3D printing every day, for example, elastic polymers are represented by TPE powder and its analogues. Other technical thermoplastics such as PA11 and PEEK are also available but are not as widely used.
At the moment, there are more and more materials with different properties for SLS 3D printing every day, for example, elastic polymers are represented by TPE powder and its analogues. Other technical thermoplastics such as PA11 and PEEK are also available but are not as widely used.
As an example, you can see the list of materials used in our catalog: Sintratec Powder Sls.
Polyamide powder can be supplemented with various additives ( such as carbon fibers, glass fibers or aluminum ) to improve the mechanical and thermal properties of the printed part. Materials supplemented with additives are usually more brittle and have higher anisotropy.
Post-processing
SLS produces parts with a powdery, grainy finish that is easy to paint. The appearance of SLS printed parts can be improved to a very high standard using a variety of post-processing methods such as polishing, classic painting, spray painting and varnishing. Their functionality can also be improved by applying a waterproof coating or metal coating.
Their functionality can also be improved by applying a waterproof coating or metal coating.
Advantages and limitations of SLS
Summarizing the above, the key advantages and disadvantages of the technology are given below:
- SLS parts have good, isotropic mechanical properties, making them ideal for functional parts and prototypes.
- SLS does not require support, so parts with complex geometries can be easily printed.
- SLS manufacturing capabilities are excellent for small to medium series production.
- Only industrial SLS systems are currently widely available, so lead times are longer than other 3D printing technologies such as FDM and SLA.
- SLS parts have a grainy surface and internal porosity that may require post-treatment if a smooth surface or water resistance is desired.
- SLS cannot accurately print large flat surfaces and small holes as they are prone to warping and warping.
The main characteristics of SLS technology are shown in the table below:
And that's all we have! We hope the article was useful to you.
You can purchase SLS 3d printers, consumables for them, as well as any other 3d printers and CNC machines, by contacting us:
• By email: [email protected]
• By phone: 8(800)775-86-69
• Or on our website: http://3dtool.ru
Also, don't forget to subscribe to our YouTube channel:
Subscribe to our groups in social networks:
In contact with
How are 3D printing lasers different from cutting lasers?
EOS uses lasers to fuse polymer powders (SLS) and metals (DMLS).
Over the past four decades, laser cutting machines have become a must-have tool for the vast majority of sheet metal fabricators.
From CO2 lasers to their newer and more capable solid-state counterparts, what began as a laboratory experiment in the 1960s is today the method of choice for quickly and accurately cutting virtually any metal less than 2. 54 cm thick.
54 cm thick.
However, soon after lasers began to appear in workshops everywhere, another use was found for collimated light, which seems destined to play an equally important role in production.
In 1987, 3D Systems co-founder Chuck Hull sold the first SLA-1 machine using an ultraviolet laser to cure thin layers of photoreactive resin. Additive manufacturing (AM), better known as 3D printing, was born.
Since then, 3D printing has evolved from a photopolymer-only prototyping process to a viable method for producing final parts. With a variety of materials available, including engineering plastics, superalloys such as titanium and INCONEL, maraging steels, tool steels, and stainless steels, there is nothing that 3D printers cannot produce. And while laser light is not the only technology used to solidify, sinter, melt, or otherwise combine these various materials, it is definitely the leader in additive manufacturing.
Note: This article is a translation.
Long live the difference?
How is a laser capable of cutting through 18mm thick steel different from a laser used to print tooling for press brakes, assembly fixtures and robotic end effectors?
"Metal 3D printing in industry mainly uses fiber lasers with a wavelength of 1070 nanometers, that is, in the infrared range, while for cutting, a continuous solid-state fiber or disk laser with a wavelength in the range from 1030 to 1080 nm is usually used" , explains Dave Locke, Additive Manufacturing Sales Specialist at TRUMPF Inc.
Obviously the wavelengths are similar, but this is not the case for power. The power of lasers installed in TRUMPF printers for metal processing by powder coating (PBF) does not exceed 500 W. Lasers used for cutting, on the contrary, produce up to 6 kilowatts - 12 times more. If you put that much laser power into a 3D printer, it will burn a hole in the bottom of the machine.
However, it is important to understand that laser power is only one operating parameter of many, whether the metal is being fused or cut into pieces. In addition to power, manufacturers are also looking to provide versatility. For example, they go to great lengths to make their products "customizable" (adjustable to work with different materials) depending on the grade and thickness of the material being cut.
In addition to power, manufacturers are also looking to provide versatility. For example, they go to great lengths to make their products "customizable" (adjustable to work with different materials) depending on the grade and thickness of the material being cut.
Fiber lasers are now able to effectively cut thicker materials that were previously reserved for CO2 lasers.
"bell-shaped Gaussian waveform, similar to that generated by fiber lasers provide very high spot densities, which is what gives them the ability to cut through thin materials,” explains Dustin Deal, product manager for Amada America's laser division. “However, this small spot size becomes less effective when you move up to 1.3 mm cm and above, and this is the reason why CO2 lasers have long offered better speeds and better edge quality on thicker materials."
"But as technology has advanced, Amada (and other companies) have found ways to adjust the laser beam diameter and waveform to create a larger spot - shaped like a hat. This is why, and for other reasons, Amada has completely switched to fiber in its standard line of laser cutting machines,” says Deal.
This is why, and for other reasons, Amada has completely switched to fiber in its standard line of laser cutting machines,” says Deal.
Does this mean that CO2 lasers are going down in history? Hardly. "Polymers are basically transparent to shorter fiber laser wavelengths, so using them in 3D printing is like shining a flashlight through the snow," says Damien Gray, Principal Laser Optics Engineer at EOS North America Inc, Pflugerville, Texas. It goes right through. "The light from a CO2 laser, on the other hand, is strongly absorbed by most polymers."
This is good news for selective laser sintering (SLS), the plastic alter ego of PBF metal printing. But there is a caveat: CO2 lasers provide lower print resolution and cannot do the fine details that fiber lasers can.
David Cullen, Director of Application Engineering, 3D Systems Inc. in Rock Hill, South Carolina, explained that the CO2 laser used in his company's SLS printers has a wavelength of about 10,600 nm, which is 10 times longer than a conventional fiber laser. As the wavelength increases, so does the spot size.
As the wavelength increases, so does the spot size.
"You get a print resolution of 475 microns, or about half a millimeter, which is much better than a powder coated machine," he says. "On a positive note, the SLS print speed is one of the fastest in the industry."
Two spots beat one
Like laser cutting equipment manufacturers, 3D printer manufacturers use advanced optics and electronics to change laser parameters on the fly - at least in some cases.
The detail layer is printed on an SLA 3D printer from 3D Systems, the inventor of the stereolithography system.
The SLS setup just reviewed has a fixed beam size, but Cullen said stereolithography (SLA), the technology his company was founded on, now offers two spot sizes.
"By adjusting the crystal orientation in the YAG laser, we can generate a large spot to quickly scan large areas on the inside of a part, and then dynamically switch to a small spot for fine detail and contour tracking," he said. "The result is better part quality and faster assembly."
"The result is better part quality and faster assembly."
Ankit Saharan, application development and R&D manager at EOS, agreed on the importance of spot size control, but added that in the case of additive laser manufacturing, there are many more characteristics than spot size and the wavelength or type of laser used for it. creation.
"A small spot size is better than a large one because the smaller the spot, the smaller the melt pool, which means less stress in the workpiece," said Saharan. "We start at around 45 µm on small platforms and go up to 100 µm on large platforms."
However, smaller spot sizes also mean slower settling rates, so a balance must be struck between process stability and cost. In addition, there are many other factors such as layer thickness, powder grain size, powder delivery and application mechanisms, feed material reflectance, and various equipment parameters.
Saharan says, "This is a very complex scenario, and a high quality laser, although important, is only part of what is needed to create a stable additive process.