Bae 3d printing
We’re 3D printing to speed Combat Vehicle manufacturing | BAE Systems
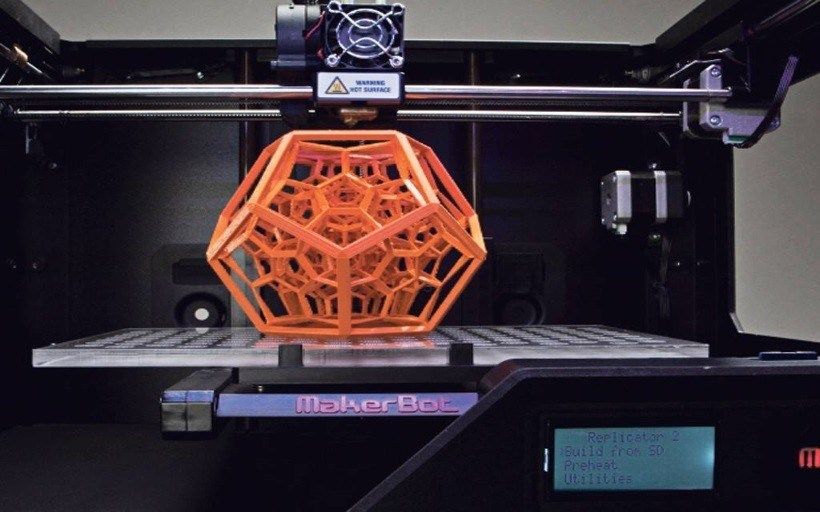
OK, we aren’t able to 3D print entire vehicles. But we are using additive manufacturing (3D printing) to quickly design and develop prototype parts in a much faster and cost effective manner than was previously possible.
So what is it? And why is it the next best thing to the conveyor belt in the manufacturing world?
Additive manufacturing is a process used to create a 3D structure by adding materials layer by layer based on a digital model. It’s essentially the exact opposite of what is more commonly used in manufacturing today. Traditional forms of manufacturing can require weeks of setup and constraints – you typically need to develop a mold, obtain materials from a variety of vendors, procure the right tools and then consider how it will be built on a manufacturing floor before production can even start.
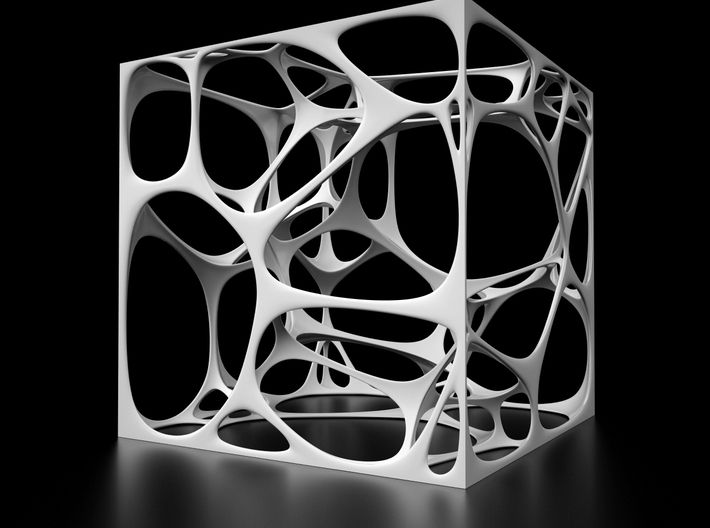
Additive design is an enabling technology. It allows for a design with minimum constraints on how it can be produced. With additive, you can design impossible structures (like cavities inside solid blocks, for example) that you wouldn’t be able to machine otherwise.
At BAE Systems, we’re applying additive manufacturing to the manufacture of lower volume, complex parts – the ones that are the hardest to manufacture using traditional forms – and we’re creating them faster than ever before.
This high-tech process is especially beneficial during new vehicle design. Rather than use traditional manufacturing to produce parts for low production volume vehicles, we use additive manufacturing methods to quickly design and test parts for the vehicle. This helps us to quickly detect and resolve potential problems early in the process. Basically, we’re able to create a prototype, test it, and then tweak it in a much faster cycle time than traditional methods that require much more time, effort, and money. Because designs can change quickly, and it’s hard to achieve perfection the first time, every time, additive’s quick cycle time and design flexibility is a fantastic tool.
Because designs can change quickly, and it’s hard to achieve perfection the first time, every time, additive’s quick cycle time and design flexibility is a fantastic tool.
The possibilities for additive manufacturing are limitless,” said Steven Diaz, manager of the Advanced Materials and Joining Technologies group at BAE Systems. While we are currently focusing efforts on solving problems related to lower-volume, high-value parts, we are also exploring ways that we can utilize additive manufacturing technologies for higher throughput and return-on-investment. For example, sustainability efforts have untapped potential with excellent margins… we can use additive to cut these costs and produce these components, faster.”
Additive manufacturing is in its early stages of use. We’re just poking our feet in its ocean of possibilities - for now. Eventually, we envision using additive to build more sustainable parts, for very large components – like entire combat vehicle hulls.
BAE Systems Factory of the Future
UK-based BAE Systems is a leading defense, security, and aerospace manufacturer, serving customers in over 40 countries. Among the company’s business groups, BAE Systems Air supports the entire life cycle of the air sector – from design, development and production, to provision of aircraft, training, support and maintenance.
But staying a leader means BAE Systems must relentlessly look for new opportunities to drive efficiencies into aircraft development programs. To that end, the company developed its “Factory of the Future” initiative. The program employs state-of-the-art manufacturing processes using Industry 4.0 techniques to produce the next generation of combat aircraft.
“Technology is advancing at a blistering pace and we must be smart and agile in the way we do things so we can adopt the latest technologies,” says Professor Andy Schofield, Manufacturing and Materials Technology Director. Among these technologies is 3D printing, a key component of the Factory of the Future. “3D printing opens up many more opportunities, not just in terms of significantly reducing cost and time, but also to encourage out-of-the-box thinking in the way we make things,” he says.
“3D printing opens up many more opportunities, not just in terms of significantly reducing cost and time, but also to encourage out-of-the-box thinking in the way we make things,” he says.
BAE Systems is serious about this. In fact, the company is looking to build the new Tempest next generation fighter aircraft with 30% 3D printed parts. This is consistent with the U.K. government’s Combat Air Strategy aimed at driving affordability into these programs. 3D printing helps BAE Systems meet that government goal by significantly reducing manufacturing costs compared to traditional methods.
The Factory of the Future is today.
Despite its name, BAE’s Factory of the Future isn’t something that’s yet to come – it’s here today. For example, the Company installed four large-scale industrial-grade FDM 3D printers at its Samlesbury, U.K., site to help transform manufacturing operations. These printers run around the clock and are used across aircraft ground equipment operations for a wide range of applications including design verification prototypes, manufacturing tools and final production parts.
“In the aerospace and defense industry, progress never sleeps and competition is fierce,” says Greg Flanagan, additive manufacturing operations lead at BAE Systems Air. “Our Factory of the Future program is all about driving the future of combat aircraft production with disruptive technologies. Additive manufacturing plays an important role in this initiative, as it helps us meet our overall company objectives to reduce costs and bring new products to market faster.”
Bringing speed and ROI to manufacturing through 3D-printed tooling.
One key challenge for BAE Systems is the high non-recurring cost of aircraft tooling. Fortunately, 3D-printed tools can be produced in a fraction of the time and cost required of traditional manufacturing. This is especially true with items such as drill guides, repair tools and other manufacturing aids that are often needed in small numbers. The range of high-performance thermoplastics available on these printers allows the company to replace traditionally manufactured – typically metal – tools with 3D printed alternatives that are strong, light-weight, and quick to produce.
“Our 3D printers are working even when we’re asleep, so we’re witnessing some significant benefits,” Flanagan says. “When using these machines across our operations, we’re enjoying significantly reduced costs and lead times compared to those of traditional manufacturing methods.”
FDM facility.Man with 3D printer.3D printing aircraft ground equipment parts.
Besides tooling, BAE Systems also uses 3D printing for final part production, such as customized aircraft ground equipment. Using robust thermoplastics, the team can replace traditionally manufactured equipment with lightweight 3D printed alternatives. One example is the cockpit floor covers for the Typhoon fighter aircraft. 3D printed covers can be produced faster and are lighter than their metal counterparts. This makes for easier handling by the ground crew and improves efficiencies within the overall MRO process.
BAE Systems also prints protective collars that cover and shield sharp probes and other exposed areas of an aircraft when on the ground. This is essential to avoid damage and protect ground crew. The durable polymer material provides the strength needed for the protective covers, but also delivers another important benefit: color. The industry standard color for these covers is red, so it’s an added benefit that they can be printed in that color, avoiding the need for painting.
This is essential to avoid damage and protect ground crew. The durable polymer material provides the strength needed for the protective covers, but also delivers another important benefit: color. The industry standard color for these covers is red, so it’s an added benefit that they can be printed in that color, avoiding the need for painting.
Speeding into the future.
For BAE Systems, 3D printing has outgrown its role as mainly a rapid prototyping tool, proving to be a critical solution to a more adaptable supply chain. For example, when there are delays due to part shortages, the team simply 3D prints “space” models that serve as a temporary representation of the real part. This short-term measure helps maintain production by avoiding work stoppages.
The 3D printers installed in the Samlesbury facility are paving the way for more integrated uses of additive manufacturing technology in the future. Says Flanagan, “We’re constantly exploring how we can adapt our processes to leverage this leap in technology. By proving additive manufacturing on existing platforms, we can provide the confidence within the organization that additive manufacturing should remain an increasingly fundamental part of our Factory of the Future concept.”
By proving additive manufacturing on existing platforms, we can provide the confidence within the organization that additive manufacturing should remain an increasingly fundamental part of our Factory of the Future concept.”
we give a "factory" appearance / Habr
You are determined to release your development to the mass market.
The first stumbling block faced by many is how to make a high-quality device case in small batches?
How to make a “candy” out of a 3D printed model, which will not be ashamed to be sold?
One option is processing and painting. About the intricacies of coloring polyamide - under the cut. Lots of photos!
Why polyamide?
Let's look at the comparison table from Can-touch (not advertising, but the guys know their business and it’s not a pity to mention them: at prices above the market, they are responsible for quality and solve problems without “freezing”).
- Polyamide parts are strong and quite suitable for use as a final product.
- Detail - better than plastic printing, but worse than resin printing.
- SLS printing with polyamide is quite inexpensive and, depending on the size of the part, costs even less than casting into silicone molds.
- In addition, casting is a rather labor-intensive process, and the productivity of the casting shop is rather limited, detailing also does not always allow ideas to be realized.
- Small parts (such as latches) may simply not cast.
- Polyamide can be machined well - sanded, sanded, etc.
These properties make it an excellent material for small series cases.
Next is a guide on how to get a “factory” soft-touch coated part.
Tools:
Airbrush/Airbrush:
I use IWATA Eclipse, but a more modest one will do. It is better to consult in shops involved in modeling. The key for us is the size of the paint spot and the size of the tank: you should not take a huge half-liter for painting fences. Almost everything is suitable for painting models.
The key for us is the size of the paint spot and the size of the tank: you should not take a huge half-liter for painting fences. Almost everything is suitable for painting models.
Compressor with pressure reducer:
Look in the same shop for modellers.
Scale:
Be sure (!) to accurately mix the paint with the hardener.
Primer, paint, varnish, film, thinner, etc.:
the order is done well, only here they are often loaded).
Preparation for painting:
Polyamide is printed using selective laser sintering technology: the model is obtained with good detail along the horizontal axes and small “steps” along the vertical.
In addition, the surface is porous - it is necessary to carefully sand it to a perfectly smooth state.
This is the most important stage of the process - all the unevenness after painting will be visible!
Therefore, first use sandpaper grit P400-P500. Then we grind to a perfectly smooth surface with grit P700-P800.
Then we grind to a perfectly smooth surface with grit P700-P800.
Before:
After:
As you can see, the steps didn't really disappear. At this stage, only the horizontal surface is well processed - it is not visible in the photo, but it is smooth to the touch. The ends are still rough. We remove the bulges with sandpaper, but to remove the pores, we will have to grind off half the wall - it’s not good.
Primer:
In order to ensure good adhesion between the paint and the material, a primer is used. In addition, the primer allows you to fill in the bumps and make the surface perfectly smooth. All proportions and drying parameters are in the attached specifications. For polyamide I used:
Important!
Apply the primer in a very thick layer until all irregularities are filled, remove the excess in the process of grinding. The airbrush / airbrush blows the paint out to the sides, preventing it from laying down in a thick layer, so you need a second one, as thick as possible. To speed up the process, you can place the parts in the oven at a temperature of 50-70 degrees.
To speed up the process, you can place the parts in the oven at a temperature of 50-70 degrees.
One coat:
After drying and processing:
One coat is not enough to get a good result! Not all pores are eliminated, the surface is not ideally smooth everywhere.
Don't paint until you get a perfectly smooth surface!
The paint won't cover it.
It may be necessary to apply a third coat of primer, dry and sand. We skin the same way: first with large sandpaper, then with fine sandpaper (it is better to use waterproof sandpaper, as it clogs rather quickly, and it is better to rinse it).
Two layers, smooth surface:
If islands appear somewhere, in principle, it's okay, as long as it feels smooth to the touch and all the pores in the plastic are closed.
Painting:
We thoroughly rinse the airbrush with a solvent after the previous use (at the end of painting it is recommended to pour the solvent into the tank and drive it through the nozzle - after that it will be easier to clean).
Mix paint according to specification:
Apply evenly: it is better to apply paint less and move more by hand. We keep the airbrush away from the body so as not to accidentally leave smudges (it is better to practice on paper if you have never dealt with airbrushing).
At this stage, it will become clear how well you primed / sanded the surface. If everything is done correctly, the magic of transformation into a perfect detail will take place before your eyes. You don't need a lot of paint - a couple of dense layers are enough. Then we dry it in the oven, and while it dries, we clean the airbrush for soft-touch varnish.
Soft touch varnish:
After painting, the part will already seem fantastic to you, but the same
will create a soft-touch coating "wow-effect", will hide small surface inhomogeneities, and also protect the paint from damage.
It is important to apply the lacquer on perfectly smooth dry paint.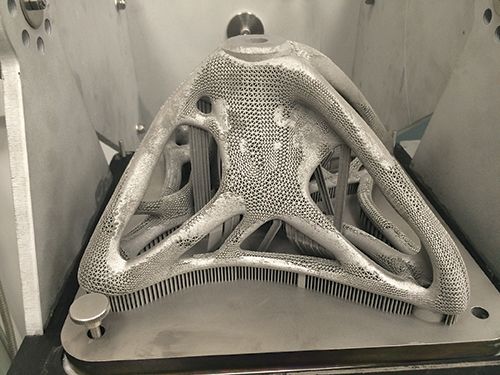 If surface roughness appears after painting, you can gently (VERY CAREFULLY) smooth the surface with light movements of the finest sandpaper.
If surface roughness appears after painting, you can gently (VERY CAREFULLY) smooth the surface with light movements of the finest sandpaper.
Be sure to practice on different surfaces in applying varnish - you need to apply in 1-1.5 layers. We apply, after we have finished the work, it is recommended to immediately clean the tank from the varnish with a solvent.
We put the parts in the oven to dry, along with some test part, also varnished (the temptation to touch the part is too great, and the fingerprint on the wet part can no longer be covered, so it’s better to touch the one you don’t mind).
The result is an excellent velvet coating, which is not a shame to sell / show.
You will not even believe that this can be achieved with your own hands, and having mastered the technology, do not hesitate to delegate the process.
I hope this post was useful to someone. If you have any questions, I will answer as soon as possible.
A complete overview of HARZ Labs photopolymer resins for desktop 3D printing
You are here
Home
HARZ Labs Resin Review: A Complete Review of HARZ Labs Photopolymer Resins for Desktop 3D Printing
Buy photopolymer resins HARZ Labs in Top 3D Shop — https://top3dshop.ru/manufacturer-har...
Hi all! With you Top 3D Shop and in the next review we talk about the current line of photopolymer resins for desktop 3D printing produced by the Russian company HARZ Labs [harz labs]. HARZ Labs was founded in Moscow in 2017 after five years of research in polymer chemistry. The company has a research laboratory, has its own production, cooperates with leading institutes and laboratories around the world. Today, HARZ Labs offers a wide range of photopolymer 3D printing products that are shipped to 75 countries.
The HARZ Labs line of photopolymers for desktop 3D printers includes resins for printing engineering products, prototypes, miniatures, decorative elements, as well as a specialized resin for printing jewelry burnout models.
Industrial ABS Industrial ABS photopolymer [IndAstrial ABS] was developed for printing various engineering products with high toughness and strength. It is a precise, durable, low shrinkage material that can be used to print finished products. Industrial ABS has mechanical properties that are as close as possible to those of molded ABS plastic. This photopolymer is recommended for printing functional models such as enclosures, latches, brackets, prototypes.
Industrial FLEX Industrial Flex Resin is recommended for printing engineering models with high requirements for flexibility and elongation. It is a precise, durable, low shrinkage material that can be used for final product printing. Industrial Flex is highly flexible and resilient. The properties of the photopolymer make it possible to print such functional models as seals, vibration dampers, and dampers. Industrial PP-like
Industrial PP-like
Photopolymer Industrial PP-like [Industrial PIP-Like] is designed for printing engineering models with high impact strength and flexural strength. It is a precise, strong material with low shrinkage, excellent for the production of end products. Photopolymer resin has mechanical properties close to cast polypropylene. Allows you to print functional models such as shockproof housings, latches, brackets and technical equipment parts.
Jewelry J-Cast Photopolymer Jewelry J-Cast [dzhUelri j-cast] is designed for printing burnt jewelry models for subsequent casting of metals and alloys. J-Cast is a precise, low shrinkage material that is a good alternative to burn-out wax. The photopolymer allows you to print jewelry and engineering burn-out models, such as rings, bracelets, radiators, adapters, cases, gear blanks and stamps. The material is burned in wax mode and is compatible with gypsum masses.
Jewelry J-Model Violet Photopolymer Jewelry J-Model Violet [JWelry J-Model Violet] is a novelty in the line of modeling materials that allows you to print models for pouring silicone on a platinum catalyst. The chemical composition of the material is chosen in such a way as not to “poison” the silicone during pouring and to obtain forms without a sticky layer, without using a separator. Excellent for printing and pouring engineering, art and jewelry models.
The chemical composition of the material is chosen in such a way as not to “poison” the silicone during pouring and to obtain forms without a sticky layer, without using a separator. Excellent for printing and pouring engineering, art and jewelry models.
Model Resin Model Resin is designed for printing solid models and prototypes. The resin can be used to make miniatures, art and decorative items. It is a precise, low shrinkage material that is suitable for priming, painting, mechanical processing and polishing.
Basic Resin Basic Resin is designed for learning to print and allows you to get basic skills in working with a polymer printer. The resin, available in red, has a high hardness and can be used for printing miniatures and decorative items. All HARZ Labs industrial photopolymers provide high precision and dimensional accuracy of printed models, have low shrinkage and have a stable composition.
Last but not least, HARZ Labs resins are low odor, free of solvents, volatile monomers and irritating compounds, making the resin suitable for use even in small workshops.